Как разъединить точечную сварку
Обновлено: 02.05.2024

Точечная контактная сварка давно применяется при соединении металлоконструкций. Для автомобилестроения применение роботизированной точечной сварки стало настоящим спасением — вместо несущих рам, появилась возможность производить недорогие несущие кузова, по прочности и безопасности превосходящие старые технологии.
При необходимости ремонта такого изделия обычно пользуются методом высверливания точечной сварки. Этот метод имеет следующие достоинства:
- технологичность;
- дешевизна;
- скорость;
- доступность даже для гаражных мастерских.
Необходимые инструменты и приспособления
Чтобы быстро и качественно заменить кузовную деталь высверливанием, нам потребуются:
- Электроинструмент: дрель, шуруповерт, углошлифовальная машинка,
- Ручной инструмент: молоток, зубило, узкое долото.
- Приспособления и насадки: сверло для точечной сварки, коронки по металлу соответствующего диаметра, наждачная бумага, отрезные и зачистные круги.
- Сварочный полуавтомат
Дрель и «болгарка» должны быть с регулировкой оборотов — так легче добиться хороших результатов. Применение ручных механических дрелей непрактично — высверливание требует минимум 600 — 800 оборотов в минуту.
Высверливание может осуществляться насквозь — так снимается ремонтная часть из кузова-донора. Такой способ может осуществляться любой подходящей оснасткой по металлу.
Если есть необходимость высверлить только лицевую часть состыкованных панелей, то потребуется специальная заточка сверла для точечной сварки. Она максимально плоская, на носике имеется поводок — конусообразный выступ, удерживающий центр в нужном месте. Такое сверло можно приобрести или изготовить самостоятельно.
Удалить металл вокруг точки можно коронкой. Она имеет специальный подпружиненный центрующий упор. Он является регулируемым ограничителем — правильно настроив, выбрать «лишнее» железо невозможно. Коронка «выгрызает» металл вокруг точки, не истончая деталь. Этот способ применим к высверливанию поврежденной части на ремонтируемом кузове, когда нельзя повреждать места прилегания ремонтной детали.
Заточка сверла для точечной сварки
В процессе сварки контактной сваркой металл уплотняется, поэтому высверливать его довольно трудно. Сверла должны быть изготовлены из прочной быстрорежущей стали и иметь специальную заточку.
Для сквозного высверливания. Если детали планируется прокручивать насквозь, можно воспользоваться обычным сверлом, заточенным на конус. Диаметр подбирается на 1-2 мм шире сварной точки.
Для просверливания одной детали. Имеют практически плоскую заточку, в центре сверла есть выступ — поводок. Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Корончатые сверла. Состоят из режущей части, направляющего поводка и хвостовика. Режущая часть может быть изготовлена из мягкого материала с твердосплавными напайками. Внутренний диаметр коронки должен быть на 1 мм шире точки. Особенность работы коронкой заключается в том, что она не высверливает материал точки, а выбирает металл детали вокруг нее.
Повторить самостоятельно форму заточки в гаражных условиях довольно сложно. Важно не испортить поводок и не перегреть металл. Потребуется калиброванный заточный станок и кондуктор. Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже.
Процесс высверливания
Отсоединение кузовной детали состоит из нескольких логичных этапов:
- Подготовка. Стоит удалить все резинки, молдинги, накладки. Вся кромка стыка должна быть видна. Зачищаем кромку наждачной бумагой — так будут видны все точки. При необходимости узким острым долотом снимается герметик, шпатлевка или наплывы краски.
- Кернение точек. Острым керном аккуратными ударами намечаем центр сверления. Накерненные точки помогут держать центр и не сломать сверло в начале работы.
- Высверливание. Острым носиком сверло устанавливается в центр сварной точки в намеченное углубление. Высверливать точечную сварку необходимо на низких оборотах, двумя руками следует прочно удерживать дрель — детали неровные, и края инструмента всегда стараются задеть за выступы металла.
- Отсоединение поверхностей. Как правило, детали после высверливания продолжают держаться на краске, герметике или не высверленных участках. Отсоединить поможет поддевание плоской тонкой стамеской, ей же вырубаются невысверленные участки.
Новое сверло прослужит значительно дольше, если его не перегревать и работать аккуратно, дрель должна быть перпендикулярна обрабатываемой поверхности. Обороты лучше установить невысокие, изредка рабочую поверхность нужно смазывать. Толстые детали высверливаются в несколько приемов с периодическим охлаждением режущей части.
Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
- Вырубка. Между деталями устанавливается острое зубило, резкими ударами точка срубывается. Детали деформируются, поэтому потребуется дополнительная правка. Облегчить процесс можно пневматическим зубилом или перфоратором
- Вышлифовывание. Абразивным кругом выбирается металл точки до появления четких очертаний соединения. Способ требует аккуратности, так как есть риск повреждения детали.
- Вырезание. Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
Сверла для высверливания точечной сварки

В современной промышленности и в сфере автомобилестроения широкое применение отводится методике соединения деталей при помощи выполнения точечной сварки. В результате такой сварки соединение получается прочным и долговечным, при этом сам процесс сварки выполняется довольно быстро, что говорит о высокой производительности методики. Нередко возникают ситуации, когда приваренную с помощью точечной сварки деталь необходимо отсоединить, например, при выполнении кузовного ремонта автомобиля. Чаще всего такой вопрос решается с помощью применения гидропробойника, но использование его не всегда возможно. В этом случае участки сварки высверливают специальным сверлом. Для работы необходимо установить сверлильный инструмент в электродрель и выполнить сверление на медленных скоростных оборотах – через несколько минут после выполнения такой манипуляции сваренные точечной методикой части можно будет отсоединить друг от друга.
Особенности
Сверло для высверливания точечной сварки применяется для удаления неразъёмного сварочного соединения. Такая фреза позволяет выполнить аккуратную рассверловку сварочной точки, не нанося такими действиями значительных повреждений поверхности детали. Нередко для отсверловки применяют инструмент диаметром 8 мм. Найти подобный сверловочный инструмент можно в профильных торговых точках, но его стоимость может оказаться довольно высокой. Однако приобретённое сверло окупит ваши затраты, значительно облегчив процедуру снятия деталей, соединённых между собой точечной сваркой.
Кроме того, прочную стальную фрезу можно подвергнуть заточке – инструмент выдерживает несколько циклов затачивания и сохраняет свои изначальные свойства.



Основные преимущества фрезы для удаления креплений точечной сварки.
- Выполнять работы по высверливанию сварки можно без предварительного формирования углубления в сварочной точке, то есть без накернивания. Такая особенность сверла является удобной, так как экономит массу времени и сил.
- Работать сверлом можно длительное время, осуществляя последовательное высверливание сразу нескольких сварочных точек подряд. Даже при нагреве сверло не утрачивает своих свойств.
- Период эксплуатации инструмента довольно высокий, так как это изделие производится из высокопрочных марок стали и обладает возможностью к многократным циклам затачивания.
- После рассверливания сварных точек демонтированная деталь остаётся сохранённой к повторному использованию. Кроме того, поверхность второй заготовки, к которой была присоединена демонтируемая деталь, не повреждается, и её вновь можно использовать по назначению.


Инструмент, предназначенный для демонтажа точек сварки, изготавливают из легированной стали с добавлением титанового напыления. Выпускаются 2 вида такого инструмента: с одной рабочей стороной либо двухстороннее. Диаметры сверла различны – они могут быть 6, 8 и 10 мм. Выбор диаметра сверла зависит от того, какой размер у сварной точки, которую придется высверливать. При этом к диаметру объекта высверливания прибавляют дополнительно до 1,5 мм.
По своему строению сверловочный инструмент имеет 3 основные части.
- Область керна. Высоту этой части нужно подобрать таким образом, чтобы она превышала толщину детали на 2 мм.
- Режущая часть. Для усиления этой области на металл наносят титановое напыление, что в значительной мере укрепляет сверло, продлевает его износостойкость и позволяет работать инструментом вне зависимости от его нагрева.
- Область крепления. Эта часть предназначена для закрепления сверловочного инструмента в держатель электрической дрели.
По визуальным признакам отличить инструмент, предназначенный для демонтажа точек сварки, от других сверловочных аналогов довольно просто – ось инструмента имеет конусообразный вид, с углом 90°, тогда как рабочая торцевая часть у сверла плоская.
Высверливание точечной сварки

В этой статье подробно рассмотрим как осуществляется высверливание точечной сварки.
Несущий кузов автомобиля состоит из отдельных элементов, которые соединены между собой и образуют прочную конструкцию. Несъёмные кузовные части соединены друг с другом воедино точками контактной сварки. В легковом автомобиле от 3000 до 5000 таких точек.

Обработка шлифовальной бумагой помогает улучшить видимость точечной сварки
Бывает необходимо убрать краску, герметик или другое покрытие, чтобы лучше видеть сварные точки. В большинстве случаев краску снимать не обязательно, либо достаточно немного обработать область с кружками точечной сварки наждачной бумагой, чтобы они были заметнее.
Высверливание точечной сварки — эффективный и аккуратный способом разъединения данного соединения. Нужно это делать на малых оборотах. На высокой скорости вращения сверло быстро перегреется, затупится и будет скользить. Медленное высверливание помогает легче контролировать процесс и меньше вероятность повредить нижележащую панель. Скорость при высверливании зависит от прочности стали. Чем твёрже сталь, тем ниже обороты.
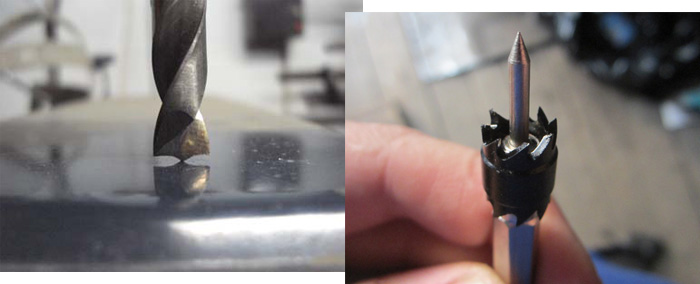
Для высверливания применяется специальное сверло или фреза размером 8–9.5 мм. Они бывают разные и имеют свои преимущества и недостатки. Главное отличие заключается в кончике сверла (см. фото). То, что справа имеет больший кончик. При высверливании им останется отверстие на нижней панели. Это не слишком большая проблема, так как его легко заварить.

Большой кончик позволяет допускать ошибки при отсутствии опыта, так как такое сверло легче удержать ровно. Его будет удобнее использовать при не слишком ровной поверхности. В этом случае оно прослужит дольше без дополнительного затачивания. Маленький кончик требует более точного высверливания. Его используют на ровной поверхности. Им удобнее будет высверливать, если предварительно сделать маленькое отверстие (2–3 мм). Можно использовать керн для того, чтобы наметить центр. Это поможет сверлу не скользить в разные стороны. Оно оставляет нижний металл практически целым.
Чем меньше кончик, тем его сложнее удерживать прямо, чтобы оно не скользило. Для этих целей существует специальное приспособление, увеличивающее удобство высверливания. Достаточно его расположить в нужное положение и нажать на триггер. Устройство зажимает место высверливания с двух сторон и сверло подаётся на нужную глубину.

Фреза с регулируемым кончиком тоже применяется для высверливания. Этот конец центрует и ограничивает глубину среза. Перед её применением нужно сначала сделать маленькое отверстие. В него вставляется, но не проваливается кончик. Фреза сверлит по контуру кружка и отделяет его. После снятия панели нужно просто сточить оставшуюся возвышенность «болгаркой».


Кроме вышеперечисленных инструментов можно использовать отрезной или шлифовальный диск для удаления точечной сварки. Нужно поставить диск вертикально (см. рисунок) и снимать металл его ребром, двигая вперёд-назад. Это не самый аккуратный способ, но может пригодиться. Он уместен в зонах, где ограниченный доступ или поверхность, где расположено точечное соединение, неровная после повреждения. Ещё ребром диска можно убирать сварные швы от полуавтомата.

После удаления соединительных точек, следующим шагом производится демонтаж. Это не слишком сложная процедура, но есть определённые тонкости. Панель может держаться за кузов за счёт грунта или герметика или на остатках сварки. В некоторых случаях, приходится срезать демонтируемую кузовную часть вдоль точек, которые сложно разъединить. К примеру, это можно проделать вдоль колёсной арки или при демонтаже крыши, если возникает сложность её отсоединения после высверливания. У Вас появится более удобный доступ, чтобы отсоединить оставшуюся полоску от кузова.

Для отсоединения панели используется зубило. Важно им воздействовать в правильном направлении. Если высверленная точка продолжает держать часть металла, то надо действовать зубилом именно с той стороны, где находится остаток. Зубило срежет точку без коробления прилегающего металла.
Более нестандартный метод удаления точечной сварки – использование плазменной резки. Она способна аккуратно прожечь отверстие в местах точечной сварки по всей толщине. Плазменная резка менее доступна и используется редко.
Как заточить сверло для высверливания точечной сварки?

Для высверливания точек контактной сварки применяется специальная фреза или сверло с кончиком, заточенным особым образом. Такие свёрла стоят дороже, чем стандартные, так как при их производстве требуются дополнительные действия. Специальные свёрла бывают разных диаметров: 6, 8, 10 мм. Чаще всего используется сверло 8 мм. Оно высверливает точку контактной сварки по периферии. Отверстие остаётся на верхней кузовной панели, а нижняя панель остаётся практически не тронутой.

Специальное сверло для высверливания точек контактной сварки можно сделать самому. Нужно заточить обычное сверло по металлу так, чтобы резали только внешние точки сверла, а по центру был точечный выступ для центровки. Заточить такое сверло можно на точильном станке или даже болгаркой. В этой статье разберём вариант заточки сверла на точильном станке. Шлифовальный круг должен иметь нормальный, не закруглённый край, так как затачивание будет производиться именно при помощи края шлифовального круга.
Каким должно быть сверло для высверливания точек контактной сварки?
Кончик сверла должен располагаться точно по центру. Режущие края сверла должны быть на одинаковом расстоянии от центра сверла. Края должны выступать на одинаковую величину, чтобы при начале сверления сверло не уводило в сторону и сверление начиналось равномерно двумя кромками. Кончик сверла должен быть немного длиннее режущих кромок, то есть при начале сверления сначала будет касаться поверхности центральный выступ, а потом режущие боковые края. Если центральная точка будет равной по высоте с наружными вершинками сверла, то не получится начать сверлить с центрального выступа, и сверло будет ходить по поверхности, при попытке сверления. Углы режущих кромок должны быть примерно одинаковыми. Они не должны быть сильно острые или сильно тупые. Тупые углы кромок будут плохо врезаться в металл, а сильно острые будут быстро тупиться.
Способ заточки №1
Этот способ наиболее распространённый, его не один раз демонстрировали в видеороликах различные мастера. Нужно взять сверло по металлу диаметром 8 мм. Лучше использовать сверло с содержанием кобальта, так как оно наиболее прочное и будет дольше служить до следующей заточки. Сначала его кончик нужно сделать плоским, затупив на точильном станке. Можно полностью затупить кончик, либо оставить немного не сточенными края.


Далее затачиваем краем шлифовального круга от центра к краям, оставляя посередине небольшой точечный выступ. Хоть кончик и будет сточен, центр будет заметен (где стыкуются витки спирали). Края стачиваются по виткам каждой спирали. Таким образом, по бокам остаются режущие вершинки, а в центре острый кончик. Центр должен быть выше внешних вершинок на 1–1.5 мм. Проверить это можно, прислонив центральную часть сверла к плоскости. Сверло должно немного качаться на центральном выступе, касаясь внешних режущих кромок. В завершение нужно аккуратно, также краем круга, подточить бока центральной части, сделав её острее, чтобы сверло лучше центрировалось и центральная перемычка не препятствовала сверлению. Каждый режущий край должен иметь одинаковую высоту, чтобы они резали металл в одно и то же время. Не забывайте периодически охлаждать сверло в воде, во время заточки.
Способ заточки №2
Второй способ заточки предполагает заточку также на точильном станке, краем шлифовального круга, но, в отличие от первого способа, кончик сверла не нужно предварительно полностью стачивать (затуплять). Стачиваются витки спирали на кончике между перемычкой (центром) и краем сверла. Краем круга обтачиваются оригинальные режущие кромки и площадка за ними (задние поверхности). Центр остаётся нетронутым, а оставшиеся края сверла будут новыми режущими кромками.


Не нужно постоянно удерживать сверло в постоянном контакте с краем шлифовального круга, вместо этого нужно слегка касаться и снова убирать сверло. Таким образом, заточка будет производиться постепенно и очень аккуратно, а сверло не будет быстро перегреваться. При необходимости, всё же нужно периодически охлаждать сверло водой. Стачивать нужно до тех пор, пока оригинальная режущая кромка не исчезнет. Чтобы заточить вторую сторону, нужно отвести сверло от шлифовального круга, повернуть его пальцами вокруг своей оси на 180 градусов и подвести нетронутую сторону к краю шлифовального круга.

Когда обе стороны будут обточены, следующим шагом нужно сточить лишнее с центральной части, чтобы ничего не мешало при резке основными режущими кромками. То есть, при стачивании оригинальных режущих кромок были сформированы новые режущие кромки и боковые стороны центральной части, а дополнительно нужно обточить две оставшиеся стороны центральной части. Главная функция центрального выступа – центрирование, поэтому важно, чтобы он был острым.

В результате этого способа заточки у сверла получаются более выраженные режущие кромки и более длинная центральная часть. Вы можете решить, какой длины она должна быть. Сверлом с более длинным кончиком легче высверливать точки сварки при отсутствии опыта. Достаточно будет сделать маленькое отверстие в центре точки контактной сварки. Сверло не потребуется держать идеально ровно, можно сверлить под наклоном или в труднодоступных местах, где сложно сверлить строго перпендикулярно к поверхности.
Высверливание точек контактной сварки заточенным сверлом
Используйте медленную скорость вращения при сверлении стали, так как вершинки режущих кромок маленькие и имеют маленькую массу, чтобы рассеивать нагрев. Периодически охлаждайте сверло, и оно прослужит дольше, пока не потребуется новая заточка. Более подробно о высверливании точек сварки читайте в отдельной статье.
Отделение сварных элементов
Большинство деталей, составляющих безрамный кузов, соединяются посредством точечной сварки. На машиностроительных заводах точечная сварка осуществляется с помощью роботов, обеспечивающих шаг (расстояние между каждой точкой) сварки, определенный на стадии проектирования кузова. При ремонте рекомендуется придерживаться этого заданного шага сварных точек. Каждая точка легко различается по отпечатку электрода, оставленному на металле.
Отпечаток представляет собой небольшую впадину глубиной несколько десятых долей миллиметра и диаметром, равным 4-6 мм в зависимости от толщины листового материала. Если отпечатки закрыты краской, ее необходимо счистить, чтобы вскрыть отпечатки. Отделять сварные детали можно тремя способами:
- полным и частичным высверливанием точек сварки;
- вырубкой точек сварки;
- вырубкой листа как можно ближе к линии сварки, отрыв металла между точками сварки и последующая зачистка.
Рассмотрим первый способ - сверление. Независимо от применяемого сверлильного инструмента необходимо накренить центры точек сварки, чтобы обеспечить центрирование сверла.
Сверлить можно специальными инструментами, работающими по типу фрез, применяемых при механической обработке.
Фреза приводится в движении электродрелью и, вращаясь вокруг неподвижного центра, образует круговую выточку вокруг сварочной точки. Глубина фрезеровки выбирается предварительно равной толщине листа, что приводит к разделению сваренных элементов. На необработанном фрезой листе остается центральная часть сварной точки, которую можно срезать другой фрезой, вводимой в предварительно выполненную цилиндрическую выточку.
Чтобы удалить центр сварной точки сразу после вырезки цилиндрической канавки без смены инструмента, более удобно применять две электродрели. Можно также прорезать цилиндрическую канавку по всей сварочной точке и после разъединения сваренных деталей зачистить оставшийся в местах сварки металл. При этом форма листа, который не подвергался обработке ни сверлом, ни каким-либо другим инструментом, остается неизменной.
Можно сверлить спиральными сверлами, диаметр которых равен диаметру сварочного пятна. После высверливания всех точек сварки и разъединения деталей на опорной детали остается ряд сквозных отверстий. Эти отверстия можно закрыть припоем методом твердой пайки, а затем зачистить шлифовальным инструментом. Твердая пайка предпочтительнее по сравнению с газовой сваркой, поскольку обеспечивает более низкую температуру нагрева и, как следствие, снижает коробление, которое устраняется рихтовкой.
Есть и такой способ: предварительное сверление отверстия малого диаметра, а затем зенковка. В центре сварочной точки сверлится небольшое отверстие диаметром 3 мм, не проходящее насквозь нижний лист. Это отверстие служит для направления режущей части сверла, диаметр которого принимается чуть больше диаметра сварочной точки. Режущая часть сверла затачивается под углом, близким к 180°, и оставляет на поверхности нижнего листа небольшую бобышку. В процессе зенковки надо следить, чтобы сверло не вошло слишком глубоко в металл и не просверлило насквозь нижний лист.
Вырубка сварочных точек осуществляется специальным зубилом, предназначенным для этой работы, вручную (ручное зубило) или с помощью пневматического инструмента. Зубило вводится между листами так, чтобы его прорезь охватывала вырубаемую точку сварки.
Рассмотрим вырубку листа, разъединение и последующую зачистку. Операция заключается в том, что вместо удаления поврежденной детали целиком ее удаляют частями. Сначала вырубают поврежденную деталь как можно ближе к линии расположения точек сварки. Вырубка может быть выполнена пневматическим инструментом, снабженным зубилом. Можно также выполнить эту операцию и обычным зубилом. Однако нельзя применять для этой цели кислородно-ацетиленовую горелку, так как она сильно нагревает металл (ухудшает все механические характеристики листового металла), вызывает загорание любых близких к очагу внутренних антикоррозионных покрытий и способствует развитию коррозии.
После вырубки остается лента металла, на которой приблизительно по центру располагаются точки сварки.
Другой способ заключается в применении ручной шлифовальной машинки, снабженной диском, выполняющим функцию режущего инструмента.
Есть способ вырезки с использованием аппаратов для дуговой плазменной резки. Струя сжатого воздуха удаляет расплавленный металл и обеспечивает чистый срез шириной от 2 до 2,5 мм. Таким способом можно разъединить листы, соединенные точечной сваркой, однако при этом на обоих листах останутся отверстия.
Поверхность листов, соединяемых точечной сваркой, должна быть очень чистой, причем металл лицевой и оборотной сторон листов, где требуется выполнить точки сварки, должен быть зачищен.
Долгое время для предохранения металла от последующей коррозии применяли сурик, который накладывался на зону сварки сразу после сварки. В настоящее время рекомендуется на контактные поверхности наносить краску на основе цинковой пудры и подсушивать ее в течение нескольких минут. В то же время имеются аэрозольные баллоны с цинковой краской, позволяющие гораздо быстрее выполнить эту работу и обеспечить более интенсивную сушку. Третьим решением является использование герметизирующих токопроводящих мастик. Их наносят из краскопульта.
Перед этим необходимо снять или удалить шабером любую другую краску, так как на выполняет роль изоляции. Ржавчина, сухая грязь затрудняют протекание электрического тока.
Новую деталь устанавливают на место и закрепляют с помощью зажимов или тисковых клещей. Проверяют размеры деталей, определяющих геометрию кузова и днища, и точность их установки на базовые поверхности. Проверяют зазоры и равномерность расположения прилагаемых листовых деталей. Выбирают соответствующий условиям выполняемой работы электрод. Рекомендуется брать наиболее короткий электрод, чтобы гарантировать достаточное прижатие соединяемых листов.
Для настройки реле времени установки для точечной сварки выполняют несколько сварочных точек на двух кусочках металла такой же толщины, тем самым определяя время сварки, а следовательно, и качество сварного соединения. Затем производят сварку, соблюдая первоначальный или рекомендуемый шаги сварки.
В случаях, когда нельзя отделить сваренные точечной сваркой детали обычным для этой цели инструментом, вырезают подлежащую замене часть детали как можно ближе к месту соединения. При частичной замене деталей, составляющих единое целое с кузовом, например заднего крыла, являющегося неразъемной частью, вырезку осуществляют в недеформированной зоне с учетом рекомендаций изготовителя.
Часть детали, предназначенной для замены деформированного участка, вырезают из новой или выправленной детали с первоначальным припуском. Затем производят окончательную вырезку и подгонку путем измерения, если нельзя это сделать наложением, или накладывают предназначенную для замены часть детали на вырезанное место. Наложенную деталь закрепляют с помощью тисочных зажимов, затем обмечают чертилкой, снимают и обрезают (обрезать можно ручной ножовкой, пневматической или электрической пилой, «болгаркой»). При обрезке удаляют припуск. Если сварка предусматривается с отбортовкой, то для ее выполнения припуск оставляют.
Подгонку по месту можно также выполнить путем наложения и закрепления новой детали. Однако вырезка производится за один раз по разметке, выполненной на детали, наложенной внахлестку на ремонтируемое место. Это позволяет выполнить одновременно подгонку двух стыков, но не дает возможности выполнить отбортовку.
Сварщик производит сварку встык. Сварка в зоне вырезки может выполняться кислородно-ацетиленовой горелкой, а лучше сварочным аппаратом в среде защитного газа, который обеспечивает соединение сварочным швом или точечной сваркой с минимальным короблением и оголением места сварки. Скорость сварки при этом также более высокая, благодаря чему свариваемые листы не обгорают. Места сварки слегка выравнивают, а затем заглаживают оловом.
Если есть доступ к зоне сварки, применяют точечную сварку. При ремонте необходимо сохранить тот же способ сварки, что и при изготовлении на заводе, за исключением отдельных рекомендаций изготовителя. Перед сваркой необходимо зачистить следы от предыдущей точечной сварки.
Отбортовку обычно выполняют при частичной замене панелей. С этой целью с помощью специальных Ручных или пневматических зажимов, обеспечивающих равномерный перепад высот поверхности заплечиков и основной детали, на оставшейся детали кузова выполняют заплечики. Затем новая часть детали устанавливается на заплечики с перекрытием на 10-15 мм. Сварка может выполняться наплавкой точек, если устанавливаемая деталь просверлена, либо сплошным швом, либо цепочным.
Для отделки сварочного соединения по отбортовке рекомендуется применять полиэфирную шпатлевку вместо заглаживания оловом. Травление листа кислотой способствует удержанию олова на его поверхности, однако вызывает коррозию в результате проникновения продуктов травления между отбортованными листами.
Читайте также: