Как разжечь электрод при сварке
Обновлено: 28.09.2024
От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».
В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
О технике безопасности
- Сварочная маска
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий
Как подобрать электрод для сварки инвертором
Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.
- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.
- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные – здесь могут встречаться разные варианты, но приведем в пример лишь самый популярный – рутилово-целлюлозный. Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
Как настроить силу тока электродугового аппарата
Сварка инвертором для начинающих дается нелегко. В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:
Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
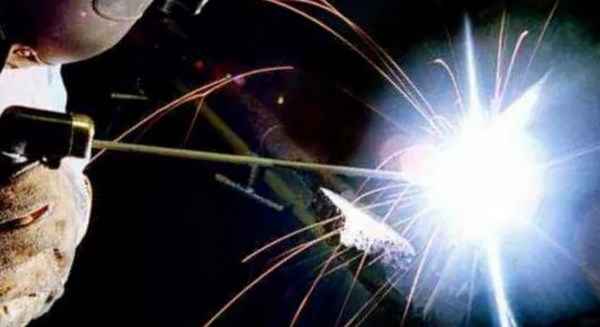
Как разжечь электрод
С первым все ясно. Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
Как правильно вести электрод во время сварки
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна. Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Не забывайте и про траекторию движения. Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Как минимизировать ошибки в работе. Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)
Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине. Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Прямая или обратная полярность
- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар. Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.
*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс.
Сварка алюминия электродуговым инвертором
В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла. Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
3. Процесс проходит с использованием постоянного тока и обратной полярности. Только в таких условиях удается разрушить оксидную пленку с помощью катодного распыления.
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.
Сварочный инвертор и резка металла
Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее. Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.
Зажигание и удержание сварочной дуги

Зажигание и удержание сварочной дуги
В процессе обучения сварочному делу, сварщику приходится изучать различные процессы, в том числе и зажигание дуги с последующим её удержанием в стабильном состоянии. На всю кажущуюся простоту, поджечь электрод, а затем удержать сварочную дугу — не так то и просто, как может показаться на первый взгляд. Тому есть несколько причин.
Начнём, пожалуй, с поджигания электрода, поскольку сделать это можно разными способами. Сварочная дуга возникает в тот момент, когда электрод прикасается к металлу. Возникает короткое замыкание, но если электрод вовремя не убрать от поверхности металла, то он прилипнет и его придётся отдирать.
Если расстояние от электрода до металла было выбрано правильное, то возникнет сварочная дуга, которая начнёт плавить металлы, в результате чего они начнут сплавляться.
Как правильно зажигать электрод
Поджечь электрод можно несколькими способами — легким постукиванием о металл или же чирканьем. Второй способ поджигания электрода для получения сварочной дуги более предпочтителен начинающим сварщикам, а также, в тех случаях, когда необходимо прогреть электрод, если тот сильно отсырел.

Поджигание электрода тычком, способ более сложный, поскольку нужно приноровиться к тому, чтобы конец электрода не прилип к поверхности металла. В момент, когда конец электрода прикасается к металлу, и он начинает гореть, электрод быстро убирается от поверхности металла, но только на небольшое расстояние, поскольку сварочная дуга тут же погаснет.
Какое выдерживать расстояние между электродом и металлом
Расстояние между концом электрода и свариваемым металлом называется сварочной дугой. От длины дуги зависит многое. В первую очередь это ширина сварного шва, проплавление металлов, их разбрызгивание и т. д.

Во время сварки нужно всегда выдерживать короткую дугу, которая должна быть от 0,5-1,5 диаметра покрытого электрода. При сварке на длинной дуге возникают различного рода дефекты, которые потом устранить очень сложно.

Кроме того, длинная дуга становится нестабильной, электрод гаснет, также увеличивается разбрызгивание металла и на нем появляются прожоги. В целом ухудшается защита сварочной ванны, что приводит к интенсивному окислению и образованию крупных пор в сварочном соединении.
Как удерживать сварочную дугу
Какой бы способ поджога электрода выбран не был, важно в момент отрыва электрода от металла выдерживать небольшое расстояние. Только в таком случае сварочная дуга не погаснет, она будет гореть стабильно, хорошо проплавляя основной металл.
Каждый начинающий сварщик должен в первую очередь, как следует потренироваться поджигать электрод и удерживать короткую дугу. Чем короче будет сварочная дуга — тем лучше для сварки. В идеале длина дуги при сварке покрытым электродом должна составлять 2-3 мм, и не более того.
Чтобы разорвать сварочную дугу, достаточно быстро отвести электрод вверх, не задерживая подолгу его конец над поверхностью металла. Если пренебречь данным советом, то, как раз и возникнет длинная дуга, которая принесёт за собой ряд дефектов при сваривании металлов.
MMA — ручная дуговая сварка: простой способ зажигать дугу, легкий повторный поджиг

Как там говорится: хочешь сделать хорошо, сделай это сам!
В строй сварочников прибыло: Fox Weld TIG AC/DC Pulse.
Материал давно откладывал к публикации, поскольку фоток швов нет, но подписчиков все прибавляется — возможно кому-то мои записи бывают полезны.

Еще фотки есть после текста, если кому интересно.
==== Впечатления MMA ====
На новом сварочнике не только TIG (неплав. электродом), но еще и MMA (плавящимся электродом).

Ручным плавящимся электродом я не варил никогда в жизни до этого.
Набросал себе мини-программу обучения: а) научиться разжигать дугу б) ставить точку с заваркой кратера в) серию точек г) однородный сплошной шов
Купил 3 пачки электродов ЛЭЗ УОНИ 13/55 2.0, ЛЭЗ МР-3С 2.5 и еще подсунули Тантал МР-3 2.0 (он самый фиговский и еще и не загорался повторно даже на горячую).
Первое впечатление от сварки после иных типов сварки с защитными газами = как вообще люди варят этим?! нереально! там не то что машину заварить, я бы вообще не хотел никогда варить ручным электродом, только при особой нужде… — поджиг дуги отвратительный, я сразу захотел какой-нибудь осцилятор для MMA. Море непривычного шлака, каждый раз деталь после сварки вся с ног до головы покрывается слоем продуктов горения покрытия электродов, очень сильное разбрызгивание это норма (а я раньше еще смеялся, типо нафига антипригарная паста binzel), держак электрода и защитное стекло сварочной маски аналогично с определенным количество электродов покрывается белым налетом. Сидишь как шахтер: весь грязный, с отбивочным молотком в руке и в дыму… Повторно на холодную электрод всего скорее не зажжется. Короче тот еще процесс.
Первым делом — поджиг дуги.
Зажигать чирканьем, на мой взгляд, это тупиковый путь: не чиркнешь на малой детали, да и на тавровом соединении + от чирканья остается след. В итоге поджигать касанием просто необходимо.
Во всех книгах ограничились чем то, типо такого:

И пояснялось, что только профи с годами могут использовать поджиг касанием. На практике у меня чирканье работало в 70% случаев, касание в 20%, во всех остальных случаях электрод сильно прилипал к свариваемой поверхности… Я не знаю в чем там дело, может быть каждый раз слишком сильно зачищал поверхность (я привык что все должно быть чисто в MIG и TIG сварке), может мощное напряжение холостого хода, может быть нет каких-то специальных антиприлипающих фишек в аппарате, но ИМХО розжиг представлял самую настоящую контактную сварку — *Тык*, мгновенный разогрев и прилипает намертво… абсолютно реально буду потом использовать как мини-споттер ))))
Тренировался без напряжения: довел все до того, что касаюсь детали мягко и очень быстро, звук стука почти отсутствовал. Один фиг. Электрод лип.
Пробовал касанием добывать дугу снова и снова… again, again, your bunny wrote.
И внезапно отковыривая очередной залипший электрод я машинально повернул его по оси — он подозрительно легко оторвался :)
Мать их всех учителей за ноги, никто не поделился этой простой истиной:

В 90% случаев все выходит. Остальные 10% — блин, ну реально тяжело совмещать движение руки вниз-вверх, поворот руки + электрод то должен быть на одном месте и почти перпендикулярно свариваемой поверхности.
Как только стабилизировался розжиг, то приступил к точкам. Делал все это на профиле 40х20х1,5… иными словами, малейшая ошибка в скорости и происходит косяк — или непровар, или уже металл поплыл (к прожегу).
Напомню, кузова машины в самом лучшем случае 1мм (это буквально танкообразный зил), типовой случай 0,6-0,8 мм, а в рядовом случае, когда варится уже кузов не первой ржавости — этот слой после зачисток от ржавчины снижается до 0,4 мм. Так что варить кузов электродом не то чтобы нельзя — это почти нереально.
Первоначально выходили точки с глубокими кратерами, потом к точкам начал применять технологию заварки кратера (нормально описана в пособиях и книгах) и точки стали получаться более кондиционные, но все равно это достаточно далеко от MIG сварки и тем более TIG
Очень сильно бесило, что невозможен сразу (после того как остынет) повторный розжиг электрода. На полуавтомате нажал кнопку и забыл, а тут обмазка электрода образует коробку и металл электрода при розжиге не касается свариваемой поверхности и никакой дуги конечно нет, если у Вас сварка не по 50 000+ руб с осциллятором.
Сперва выходил из положения выстукивая электрод по нескольку раз (секунд может 10 на это уходит), потом начал грызть его торцевыми кусачками, которые я использую на полуавтомате, чтобы отрезать проволоку… все равно процесс был медленный (секунды 4).
Какое решение?
Берется крупный напильник и ложится рядом с местом сварки: поварил, электрод остыл, сбил шлак, чиркнул электродом туда-сюда по напильнику и снова в бой. Кстати если к напильнику прикрепить массу, поставить ток больше чем обычно и быстро чиркнуть по нему электродом — прям настоящее фаэр шоу :D
Далее серию из точек сделал, это в принципе не так трудно, если точки удаются — шлак только отбивать заколебался.
Ну и потом освоил непрерывный шов. У меня лично были и есть проблемы с однородностью шва: вначале нагрев детали небольшой и чтобы было нужное проплавление и ширина валика я убавляю скорость движения, а вот уже где-то через 0,7-1 см металл уже достаточно прогрет и надо увеличивать скорость движения, чтобы тем самым ограничить тепловложение, иначе уже становится шире валик шва, металл слишком перегревается — если еще задержать электрод то прожог обеспечен…
И чем тоньше лист, чем толще электрод, чем больше ток — тем более проявляется это явление.
У меня конечно есть переменка в сварочнике + еще и пульсация, так что в принципе я могу поиграться и выставить значения для 1 мм и постараться пройти непрерывным швом, но это близко к нереальному ))) То что сварить электродом два лезвия нельзя — думаю не нужно пояснять. Консервную банку — можно, только 2-ка будет слишком жирно… на 1 и 1.5/1.6 возможно, но еще раз повторю — гемор неописуемый, а сам сварщик должен как минимум включить режим "киборг" секунд на 30 и вести рукой очень точно и выверенно — тогда выйдет красивый шов.
Спустя 1 час после процесса сварки выявился косяк
Все дело в том, что левая рука была оголена между перчаткой и курткой. Я как бы подумал, что левая рука далеко, и не стал особо утеплятся крагами ))) Это достаточно удобно — поскольку болгаркой можно сразу зачищать что-то, не надо снимать с правой руки "краг", а на левой у меня обычная перчатка тканевая была…

Так что увы, только в крагах, только полностью укутавшись в костюм сварщика, иначе потом будете как инопланетянин с Марса — все красные и шелушащиеся )))
Постараюсь потом как-нибудь выложить фото швов не в окружении сотен пробных ))) Ну и потом как-нибудь будет отчет о начале работ с TIG сваркой — баллоны, доп оборудование, электроды.
Сварка электродом для начинающих: Вопросы и Ответы
Сварка электродом для начинающих часто кажется затруднительной, хотя это не самый сложный процесс. Чтобы сэкономить средства на опытном сварщике, относительно легкие сварочные работы (при условии малого объема и простоты швов) можно выполнять самостоятельно.
Немного теории. Сваривание металла – это соединение металлических элементов (детали, пластины, листы и т.д.) в одно целое с помощью высокой температуры. Механизм действия следующий: электрическая дуга нагревает металл в необходимой зоне до температуры плавления. Она расплавляет его, в результате чего формируется прочное соединение.
Электрическая дуга создается двумя токопроводящими элементами противоположных зарядов (металл и электрод). Прикосновение деталей разной полярности ведет к возникновению дуги, которая плавит металл в месте воздействия. Сам электрод – это металлический сердечник со специальным защитным покрытием.

Когда образуется дуга, начинает плавиться обмазка на наконечнике. Она переходит в жидкое и газообразное состояние. Газы не дают кислороду добраться в зону сваривания, а жидкая часть покрывает металл, создавая защиту. Именно она при засыхании она образует шлак.
Зона плавления называется сварной ванной. Шов возникает именно из-за движения этой ванны с помощью электрода. Плавить нужно равномерно и одинаково с каждой стороны: необходимо выдерживать расстояние между двумя деталями. Тут требуются максимальный контроль дистанции и движение сварки с нужной скоростью – от этого зависит качество сварного шва.
Типы сварочников

- – создают дугу постоянным током.
- Трансформаторы – создают дугу переменным током.
Для бытовой работы и новичков подойдет простой электродуговой инвертор MMA: он работает от сети 220 В и мало влияет на напряжение, не создает сильного шума, удобный и компактный в использовании, весит 3-8 кг.
Сам по себе инвертор – высокотехнологичный аппарат в металлическом корпусе (иногда на нем присутствует отверстие для вентиляции). Некоторые модели имеют ремень/ручку для удобства переноски. Обычно на панели есть тумблер (кнопка) включения/выключения, элементы настройки тока и индикаторы сети, перегрева. Необходимым элементом также являются два разъема, куда подключаются кабели (+, -).
- Максимальный ток для сварки: разные детали требуют выставления определенного тока;
- Удобство (компактность, вес, размеры);
- Дополнительные функции.
- Hot Start. Технология быстрого розжига сварочной дуги (зажигание электрода).
- Anti Stick. Предотвращение пригара и залипания уменьшением тока (гарантия отсутствия залипания, которое ведет к потере напряжения).
- Arc Force. Функция поддерживает стабильную дугу. При уменьшении тока до критического значения, она мгновенно увеличивает силу тока, что позволяет избежать короткого замыкания и прикипания электрода.
Наличие функций Arc Force, Hot Start и Anti Stick
Функция VRD (с отключением)
Выполнить сварку возможно и без большого опыта. Но для этого стоит изучить правила использования аппарата для сварки, технику безопасности и почерпнуть нюансы процесса у более опытных товарищей.
Техника безопасности
- маску сварщика – для новичков подойдет «Хамелеон»;
- обувь с толстой кожей – защита от искр, окалины;
- одежду из плотного материала;
- краги – прочные перчатки;
- защитные очки для глаз;
- молоток, щетку, чтобы очищать шлаки.
Наличие этих изделий уменьшит шанс получить травму. Чтобы обезопасить себя от проблем, не нужно проводить сварку рядом с легко воспламеняемыми изделиями. При себе также стоит держать ведро с водой, чтобы затушить огонь в случае возгорания. Для использованных электродов можно подготовить специальное место.
Правила эксплуатации
Первые сварочные работы лучше проводить на пробном металле – это уменьшит ошибки при выполнении ответственных задач. Не менее важно выучить основы использования инвертора.
Подключение электрода

Для первых экспериментов новичкам стоит брать электрод диаметром 3,2 мм. Первые попытки сварки лучше проводить на подготовленных (очищенных) металлических заготовках, которые не жалко испортить.
Электрод закрепляется в специальном держателе. В зависимости от вида фиксатора (пружинный, винтовой), изделие подключается по-разному. В пружинном фиксаторе достаточно нажать на кнопку и вставить его в открывшееся гнездо, а в винтовом – нужно раскручивать ручку и только тогда вставлять электрод.
В MMA-инверторе существуют плюс (положительный), минус (отрицательный) выходы и два кабеля: один с металлическим зажимом, другой – с держателем.
Кабель зажима (на электроде)
Кабель массы (на деталь)
Подключение с прямой полярностью
Подключение с обратной полярностью
Положительный полюс продуцирует больше энергии (тепла), нежели отрицательный. Потому для большинства работ используют инверторы с соединением с прямой полярностью (массивные детали, большие объемы работ). Но для некоторых случаев подходит именно обратная полярность (нержавеющая сталь, тонколистовые элементы).
Зажигание дуги

При соприкосновении электрода и металла зажигается дуга. Разжечь ее можно чирканьем или постукиванием. При первом способе проводят электродом вдоль шва, при втором – следует постучать им по металлу. Выбор способа остается за пользователем и ни на что не влияет.
Новый электрод хорошо зажигается, но вокруг использованного образуется специальное покрытие, которое препятствует нормальному зажжению. Его нужно сбить постукиванием.
Угол и положение

- «Угол назад». Сварочную ванну легко контролировать. Стоит следить за скоростью, чтобы шлак успевал покрыть металл.
- «Угол вперед». Большая глубина провара в начале шва. Способ препятствует стеканию металла, что делает его отличным решением для работы в вертикальной плоскости.
Сваривать детали между собою можно под углом 30°. Электрод двигается вдоль шва, по стыку. Если необходимо соединить углы, лучше выставить угол 45°: это обеспечивает максимальный прогрев всех деталей, исключая возможность дефектов. Углы можно исполнить в симметричном варианте и несимметричном: разница в наклоне (45° и 30°/60°).
Движение и швы
Сварка электродом в домашних условиях для начинающих не означает, что работа будет выполнена плохо. Чтобы варить MMA-инвертором, следует контролировать состояние и размер ванны. Правильное положение электрода сварки– 2-3 мм от изделия. Стоит учесть, что электродам разного диаметра нужна другая длина дуги (1-5 мм).
- направление шва;
- скорость движения;
- сохранение отступления в 2-3 мм (нужно поднимать и опускать кончик по мере его плавления и выжигания металла);
- сохранение траектории движения;
Передвижение сварки задает траекторию шва и его нельзя выполнять как угодно. Существует несколько способов: зигзаги, елочка, круги, треугольники и другие фигуры. Для разных работ нужно освоить разные типы движений, но для начинающих достаточно 2-3 видов.

Первоначально стоит опробовать на листе рекомендации по каждому пункту отдельно, чтобы выучить алгоритм действий. А затем на толстом листе металла нужно последовательно осуществить все этапы, пока не получится равномерный шовный валик с постоянными параметрами (ширина, высота).
Сваривание металла
Знания азов недостаточно, чтобы сварка электродом для начинающих была произведена наилучшим образом. Двигая ванну, шов тянет нагреваемые части: металлические элементы могут сместиться, тогда первоначальный проект сварки нарушится.
Чтобы детали не двигались, а сварка прошла успешно, их нужно закрепить струбцинами, стяжками, а также прочими приспособлениями. На каждых 10 см нужно сделать прихватки – поперечные швы небольшого размера. Стыки накладывают с двух сторон, чтобы компенсировать напряжение.

Не менее значимый фактор – это правильно выставленный ток. В стандартном понимании, существует некая зависимость между толщиной металла, током сварки и диаметром электрода: для каждого параметра нужно учитывать остальные.
Что делать, если электрод все время липнет к металлу

Электрод все время прилипает к металлу: причины, что делать
Прилипание электрода к металлу — достаточно распространённое явление, даже у квалифицированных сварщиков, не говоря уже о начинающих. Данная проблема может загнать в тупик, поскольку не знаешь, что может быть не так, и в порядке ли сварочный аппарат.
Однако существует ряд самых распространённых причин, из-за которых электрод прилипает к поверхности металла. Ну а чем чревата данная проблема, не стоит и говорить. При залипании электрода сильно страдает обмазка, она осыпается. Чрезмерной нагрузке подвергается и сам аппарат для сварки, а также, электросеть в которую он подключён.
Причины, из-за которых прилипает электрод при сварке
Вот основные причины, которые приводят к тому, что электрод прилипает к металлу:
- Отсыревшие электроды или электроды низкого качества;
- Неправильные регулировки сварочного аппарата. В данном случае речь идёт о токе для сварки, значит он слишком маленький;
- Свариваемый металл плохо подготовлен, на нем чрезмерно много ржавчины или загрязнений;
- Отсутствие опыта у сварщика.

Итак, чтобы разобраться с проблемой прилипания электрода при сварке, нужно разобраться с каждой из вышеперечисленных причин.
Сырые электроды или низкого качества
В электродах отсыревает обмазка. После долгого хранения или вследствие воздействия влаги, обмазка подвергается изменениям. В результате этого электроды будут плохо гореть, увеличится разбрызгивание металла, а стержень все время будет липнуть к поверхности.

Для того чтобы решить данную проблему достаточно будет прокалить электроды в духовке. Также, частично решить проблему способна сушка электродов на батарее отопления. При этом главным правилом является надлежащее хранение электродов. Хранить электроды для сварки нужно в сухом помещении.

Также, причиной залипания электрода может быть продукция низкого качества. В интернете можно найти немалое количество отзывов и всевозможные рейтинги электродов. Так получится определить наиболее качественную и хорошую продукцию.
Неправильные регулировки сварочного аппарата
В данном случае речь идёт о сварочном токе. Если параметры сварочного тока подобраны неверно, то электроды будут все время прилипать к металлу.
Низкий сварочный ток приводит к тому, что сварочная дуга нестабильная, она все время обрывается, а это приводит к залипанию электродного стержня. Чтобы определиться с параметрами сварочного тока, можно воспользоваться нижеприведённой таблицей.
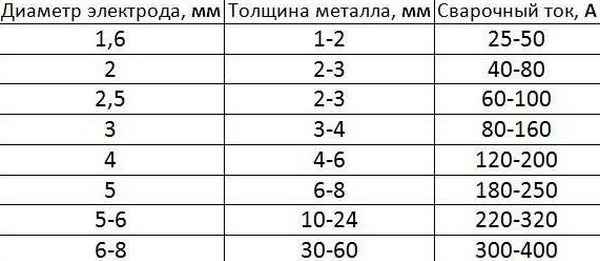
В ней указаны значения сварочного тока для каждого диаметра электродов, в зависимости от толщины свариваемого металла.
Плохо подготовленный металл
Наличие толстого слоя ржавчины и загрязнений на поверхности металла, также приводят к возникновению данной проблемы. Отсутствие хорошего контакта, это верный шаг к залипанию электрода.

Поэтому перед сваркой, нужно тщательно подготовить металл — удалить с него ржавчину, масляные пятна, участки с краской. Есть марки электродов, которые менее чувствительны к ржавому металлу, а есть, наоборот, которые не терпят загрязнений и все время прилипают из-за этого.
Читайте также: