Как сделать трансформатор для сварки
Обновлено: 18.05.2024
Несмотря на многообразие электрооборудования на рынке, далеко не во всех ситуациях можно найти подходящий преобразовательный агрегат для решения конкретной задачи. Поэтому многие обыватели пытаются изготовить трансформатор своими руками для получения определенных параметров работы. Стоит отметить, что намотать трансформатор может каждый, даже без специализированного оборудования и особых навыков, но этот процесс довольно трудоемкий и кропотливый. Поэтому изначально вам придется определиться с типом и характеристиками прибора.
Что понадобится для сборки?
Все преобразователи подразделяются на две основные категории – повышающие и понижающие трансформаторы.
В зависимости от предназначения, конструктивных особенностей и места установки их можно разделить на такие категории:
Практически каждое из вышеперечисленных устройств вы можете воссоздать в домашних условиях. Наиболее простым вариантом является перемотка трансформатора из заводского изделия, так как он уже содержит необходимые элементы. Главное, чтобы первичная обмотка подходила по номиналу питающего напряжения и мощности. Куда хуже, если перематывать нужно обе обмотки, к примеру, если и первичная, и вторичная обмотка пробиты или получили механическое повреждение.
Для изготовления трансформатора своими руками вам понадобятся:
- Магнитопровод – служит в качестве проводника магнитного потока, лучше взять из старого трансформатора, так как он изготовлен из электротехнической стали и обеспечивает необходимые параметры работы, характеризуется малыми потерями в железе.
- Провода нужного вам сечения в лаковой, полимерной или стеклотканевой изоляции. Чем тоньше этот слой, тем плотнее прилягут витки к каркасу и друг к другу.
- Каркас – служит в качестве основания для обмоток трансформатора, устанавливает габариты по ширине. Можно взять из старого трансформатора, а можно изготовить своими руками. Материалом для каркаса может послужить электротехнический картон, гетинакс или текстолит, важно чтобы он не занимал много места в зазоре между сердечником и проводом.
- Изоляция – предназначена для электрического отделения токоведущих элементов друг от друга и от конструктивных элементов трансформатора. В промышленном производстве используется лакотканевая лента, фторопласт, парафиновая пропитка, но при самостоятельном изготовлении подойдет любой имеющийся у вас материал, главное, чтобы его диэлектрической прочности хватало для напряжения сети.
- Намоточный станок – позволяет упростить процесс и обеспечить постоянное натяжение. Можно изготовить своими руками из ручной дрели или по принципу вертела на двух шарнирах. Важно, чтобы изготовленный станок имел как можно меньший люфт.
Помимо этого вам могут пригодиться: молоток с деревянной пресс-планкой, паяльник для соединения проводов, ножницы, пассатижи. Но перед изготовлением, обязательно рассчитайте параметры трансформатора.
Расчеты

Рис. 1: принципиальная схема трансформатора
Наиболее сложный вариант, если вы будете изготавливать трансформатор своими руками с нуля. В таком случае расчет электрической машины производится в зависимости от выходной мощности. Исходя из этого параметра, рассчитывается мощность первичной обмотки. Если вы используете заводской сердечник, то можно считать эти величины одинаковыми, если вы соберете его самостоятельно, то P2 = 0,9 * P1
Это приблизительный расчет с учетом потерь в сердечнике. В зависимости от качества шихтовки своими руками, разница мощностей может находиться в пределах от 5 до 20%.
В зависимости от мощности первички определяется сечение магнитопровода, которое вычисляется по формуле: S = √P1
Следует отметить, что мощность для вычислений берется в Ваттах, а размеры сердечника получаем в квадратных сантиметрах.
Далее определяется коэффициент передачи электромагнитной энергии: k = f/S,
Где k – коэффициент передачи, f – частота сетевого напряжения переменного тока, S – площадь сечения магнитопровода.
Исходя из полученного коэффициента, определяется число витков в обмотках по величине входных и выходных напряжений: N1 = k*U1, N2 = k*U2
Это приблизительные вычисления, предназначенные для бытового применения радиолюбителями. Заводские трансформаторы имеют более сложную процедуру расчета, которая производится по справочникам и зависит от их типа и назначения (силовые, измерительные, трехобмоточные, тороидальные устройства и т.д.)
Далее рассчитывается сила тока в первичной обмотке трансформатора: I1 = P1 / U1
Соответственно, ток, протекающий по вторичной обмотке трансформатора, вычисляется по формуле: : I2 = P2 / U2
Исходя из величины тока в каждой обмотке, выбирается сечение жилы. Но заметьте, что проводник в обмотке значительно хуже охлаждается, поэтому запас сечения делается на 20 – 30%. Проще выполнять данную работу медными проводами, но это требование не критично.
Таблица: выбор сечения, в зависимости от протекающего тока
| Медный проводник | Алюминиевый проводник | ||
| Сечение жил, мм 2 | Ток, А | Сечение жил. мм 2 | Ток, А |
| 0,5 | 11 | – | – |
| 0,75 | 15 | – | – |
| 1 | 17 | – | – |
| 1.5 | 19 | 2,5 | 22 |
| 2.5 | 27 | 4 | 28 |
| 4 | 38 | 6 | 36 |
| 6 | 46 | 10 | 50 |
| 10 | 70 | 16 | 60 |
| 16 | 80 | 25 | 85 |
| 25 | 115 | 35 | 100 |
| 35 | 135 | 50 | 135 |
| 50 | 175 | 70 | 165 |
| 70 | 215 | 95 | 200 |
| 95 | 265 | 120 | 230 |
| 120 | 300 | ||
Сборка повышающего трансформатора
Особенностью повышающего трансформатора является большее сечение жил первичной обмотки трансформатора по отношению к вторичной. Ярким примером может служить любой агрегат, повышающий напряжение питания 220 Вольт до 400, 500, 1000 В и т.д., соответственно класс изоляции трансформатора выбирается по номиналу вторичной обмотки, как в сетевых трансформаторах.
Заметьте, что проводник большого сечения не получится намотать самодельным станком, поскольку вы не сможете выдать достаточное усилие. Определить это довольно просто – если первые витки свободно двигаются по каркасу катушки или хуже того, вы видите явный зазор между жилой и каркасом, переходите к ручной намотке.
Для сборки вам потребуется выполнить такую последовательность действий:

- Соберите основание из диэлектрического материала, для этого можно вырезать его по лекалу из картона. Сборка каркаса производится внахлест при помощи клея. Рис. 2: изготовьте каркас для трансформатора
Если у вас имеется готовый образец, можете переходить к следующему этапу.
В случае наличия видимых зазоров рекомендуется придавливать витки деревянной пресс-плашкой или прибивать их через плашку молотком.

- Посчитайте количество витков, оно должно соответствовать расчетному, выводы проденьте в отверстия. Уложите слой изоляции на первичку.
- После слоя изоляции намотайте вторичку, так как здесь будет использоваться более тонкий провод, эту процедуру проще выполнять на станке. Рис. 6: намотайте вторичную обмотку
Периодически проверяйте плотность витков и их фиксацию на стержне. Хорошая фиксация не должна прогибаться и деформироваться при нажатии пальцами.
- Если все витки не помещаются в один слой, их выкладывают в несколько, тогда важно соблюдать одно и то же количество витков в каждом из них. Слои перекладываются диэлектрическим материалом, заметьте, что толщина изоляции не должна существенно влиять на общие габариты катушек. Рис. 7: заизолируйте первый слой
- Выведете концы вторичной обмотки на щечку каркаса.
- Поместите магнитопровод в окно каркаса, сборка сердечника выполняется поочередно с каждой стороны, иначе потери окажутся слишком большими. Затем сердечник распирается для плотности фиксации. Рис. 8: поместите катушки на сердечник
Мощные трансформаторы на большой номинал напряжения дополнительно пропитывается парафиновой изоляцией. Такая процедура приводит к повышению емкостных потерь, но создает дополнительную защиту от электрического тока.
Сборка понижающего трансформатора
Понижающий трансформатор будет отличаться большим количеством витков на первичке. В быту их можно часто встретить в блоках питания, сварочных аппаратах и прочем оборудовании. Правда, в импульсных блоках используется другая технология, поэтому ремонт таких устройств производится без трансформаторов.
Так как изготовление сварочного трансформатора своими руками довольно актуально для домашних самоделок, рассмотрим на примере этот вариант. Требования к процессу сборки соответствует предыдущему. Отличительной особенностью такого агрегата является большое сечение провода во вторичной обмотке, так как сварочный ток может достигать сотен ампер.
Процесс изготовления заключается в следующем:
- Возьмите старое или изготовьте основание для катушки.
- Зафиксируйте на трансформаторном каркасе слой изоляции.
- Намотайте первичную обмотку с попеременной изоляцией слоев.
- Заизолируйте первичку и намотайте вторичную обмотку, так как большой диаметр проводов не позволит сделать это вручную, используйте слесарный инструмент.
- Зафиксируйте выводы обеих катушек.
- Установите пластины сердечника.
Испытание
Для проверки работоспособности П-образных или тороидальных трансформаторов в домашних условиях можно воспользоваться обычным мультиметром. Для этого переведите измерительный прибор в режим прозвона и проверьте целостность каждой из обмоток. Затем проверьте изоляцию между каждой из обмоток и магнитопроводом и сопротивление между обеими обмотками. Это наиболее простой комплекс испытаний, который даст общее представление об исправности самодельного агрегата.
Для проверки отсутствия короткозамкнутых витков используется лампа, включающаяся последовательно к первичной обмотке.
Помимо этого электрические машины испытываются в режиме холостого хода и короткого замыкания. Такие проверки показывают, насколько качественно собран преобразователь, но выполнять их в домашних условиях не обязательно.
Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки
Если у вас есть необходимый слесарный и электромонтажный инструмент (ниже мы о нём подробно расскажем), и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками.
Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки. А восторг, в момент успешного начала электросварки, вообще, ни с чем ни сравним!
Мы в статье дадим вам массу полезных советов по выбору, расчёту и изготовлению сварочного трансформатора (далее – СТ), чем поможем оптимизировать расходы и сберечь бюджет.
[note]Правильно изготовленный своими руками аппарат — ни чем не хуже заводского.[/note]

В статье будет рассказано про два типа сварочных трансформаторов. Для сварок:
Сварочный трансформатор своими руками: что нам понадобится
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков:
- укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи:
- гаечные;
- накидные;
- торцевые;
[tip]Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.[/tip]
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать:
- защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
[important]Важно: изоляционную ленту «ПХВ» применять нельзя, т. к. при нагревании она разрушается.[/important]
Самодельный сварочный трансформатор для дуговой сварки
[tip]Рекомендация: ознакомьтесь с материалом «Сварочный трансформатор: устройство и принцип действия«[/tip]
Прежде чем приступать к дальнейшей работе по изготовлению СТ, следует решить: что именно вы будете создавать. Вам необходимо:
- выбрать конструкцию и электрическую принципиальную схему будущего устройства;
- произвести электрический и, при необходимости, конструктивный расчёт его параметров.
Только после этого следует подбирать необходимую комплектацию, материалы и готовить, при необходимости,специальный инструмент.
Как рассчитать сварочный трансформатор. Схема
Вопрос, как рассчитать сварочный трансформатор самодельный, очень специфичен, так как он не соответствуют типовым схемам и общепринятым правилам. Дело в том, что при изготовлении самоделок параметры их компонентов «подгоняются» под уже имеющиеся в наличии комплектующие (в основном — под магнитопровод). Более того, часто случается, что:
- трансформаторы собираются не из самого лучшего трансформаторного железа;
- обмотки наматываются не самым подходящим проводом и много других отрицательных факторов.
В результате, самоделки греются и «гудят» (пластины сердечника вибрируют с частотой электросети: 50 Гц), но, при этом, «делают своё дело» — сваривают металл.
По форме сердечников различают трансформаторы следующих основных типов:
![Виды сердечника. Ист. http://v277.ru/svarka/65-svarochnyj-transformator.]()
Пояснения к рисунку:
[note]Трансформаторы стержневого типа, по сравнению с трансформаторами броневого типа, допускают большие плотности токов в обмотках. Благодаря этому они имеют более высокий КПД, но и трудоёмкость их изготовления значительно выше. Тем не менее, их используют чаще.[/note]
На стержневом сердечнике применяют схемы обмоток, приведённые на рисунке.
![Варианты конструкций обмоток на сердечнике стержневого типа. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
- а – сетевая обмотка на двух сторонах сердечника;
- б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
- в – сетевая обмотка на одной стороне сердечника;
- г – соответствующая ей вторичная обмотка, включенная последовательно.
Для примера выполним расчёт СТ собранного по схеме «в» — «г». Его вторичная обмотка состоит из двух равных частей (половинок). Они расположены на противоположных плечах магнитопровода, а между собой соединены последовательно. Расчёты заключаются в определении теоретических и выборе действительных размеров магнитопровода.
Определяемся с мощностью СТ (по величине тока во вторичной обмотке) из следующих соображений. Для электросварки в быту чаще всего используются покрытые электроды Ø, мм: 2, 3, 4. Выбираем «золотую середину» для самых ходовых — 120…130 А. Мощность СТ определяется по формуле:
P = Uх.х. × Iсв. × cos(φ) / η, где:
- Uх.х. — напряжение холостого хода;
- Iсв. — ток сварки;
- φ — угол сдвига фаз между напряжением и током. Принимаем: cos(φ) = 0,8;
- η — КПД. Для самодельных СТ: КПД = 0,7.
[tip]Если произвести расчет магнитопровода по справочнику, то его сечение для выбранного тока равно 28 кв.см. На практике, сечение магнитопровода для той же мощности может варьироваться в пределах: 25…60 кв.см.[/tip]
Для каждого сечения необходимо определить (по справочнику) количество витков первичной обмотки для обеспечения на выходе заданной мощности. Мы лишь заметим, что чем больше площадь сечения магнитопровода (S), тем меньше понадобится витков обеих катушек. Это существенный момент, т. к. большое количество витков может не поместиться в «окно» магнитопровода.
Возможно использование магнитопровода старого трансформатора (например, от микроволновой печки, конечно, после некоторой его реконструкции – замены вторичной обмотки).
![Старый трансформатор. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
Если у вас нет старого трансформатора, то следует прибрести трансформаторное железо, из которого вы иизготовите сердечник СТ.
![Железо для магнитопровода. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
- а – пластины Г-образной формы;
- б – пластины П-образной формы;
- в – пластины из полос трансформаторной стали;
- c и d – размеры «окна», см;
- S = a х b – площадь поперечного сечения сердечника (ярма), кв.см.
[help]Если правильно рассчитать магнитопровод, то обмотки СТ не будут греться, а сам сварочник будет надежно работать.[/help]
Расчёт количества витков первичных обмоток при напряжении питания сети 220…240 В, выбранных нами токах сварки и параметрах магнитопровода можно произвести по следующим формулам:
N1 = 7440 × U1/(Sиз × I2). Для обмоток на одном плече (по половине обмотки друг на друге, соединённые последовательно);
N1 = 4960 × U1/(Sиз × I2). Обмотки разнесены на разные плечи.Условные обозначения в обеих формулах:
- U1 – напряжение источника питания;
- N1 — количество витков первичной обмотки;
- Sиз — сечение магнитопровода (кв.см);
- I2 — заданный сварочный ток вторичной обмотки (А).
Выходное напряжение вторичной обмотки СТ в режиме холостого хода у самодельных сварочных трансформаторов находится, как правило, в пределах 45…50В. По следующей формуле можно определить её количество витков:
U1/U2 = N1/N2.Для удобства подбора силы сварочного тока, на обмотках делают отводы.
Намотка сварочного трансформатора и монтаж
Для первичной обмотки трансформатора применяется специальный термостойкий медный провод, имеющий хлопчатобумажную или стеклотканевую изоляцию.
[warning]Внимание: категорически не рекомендуем для намотки сварочного трансформатора использовать провода с резиновой изоляцией.[/warning]
С учётом выбранной выше мощности, электрический ток в первичной обмотке может достигать 25 А. Исходя из этих соображений, первичную обмотку СТ следует наматывать проводом, имеющим сечение ≥ 5…6 кв.мм. Это, кроме всего прочего, существенно увеличит надежность СТ.
Вторичная обмотка выполняется медной проволокой, сечение которой: 30…35 кв.мм. Особое внимание следует уделить выбору изоляции провода вторичной обмотки, так как по ней протекает большой сварочный ток. Она должна быть очень надёжной — особое внимание следует уделить теплостойкости.
При монтаже обмоток обратите внимание на следующее:
- намотка производится в одном направлении;
- между рядами обмоток прокладывается изолирующий слой дополнительной изоляции (рекомендуем – хлопчатобумажной).
Собранный СТ следует поместить в защитный кожух с отверстиями для вентиляции.
Видео
Посмотрите, как была реализована задача сборки аппарата:
Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
![Точечная контактная сварка. Ист. http://moyasvarka.ru/process/kak-sdelat-kontaktnuyu-svarku-svoimi-rukami.html.]()
Пояснения к рисунку:
1 – электроды, подводящие сварочный ток с свариваемым изделиям;
2 – свариваемые изделия с нахлёсточным соединением;
3 – сварочный трансформатор.Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
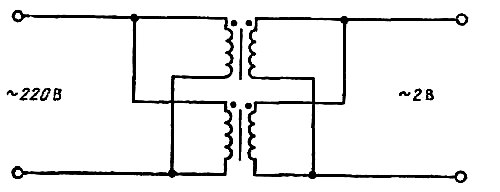
![Схема обмоток трансформатора для контактной сварки. Ист. http://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.]()
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
![Схема соединения двух трансформаторов точечной сварки. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.]()
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
В качестве электродов применяются медные стержни.
![Электрод для точечной сварки в зажиме. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.]()
[help]Следует учитывать, что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать — иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.[/help]
Вот вариант точечного сварочника из микроволновки:
Рекомендации по эксплуатации
При выполнении сварочных работ необходимо выполнять требования по обеспечению безопасности труда:
- ;
- на сварщике должна быть специальная одежда;
- голова должна быть защищена маской сварщика (очень популярны маски «Хамелеон», оснащённые самозатемняющимся светофильтром) и т. п.
[important]При эксплуатации сварочного аппарата контактной сварки следует выполнять следующие дополнительные требования:
- сварщику необходимо стоять на резиновом коврике;
- на руках рабочего должны быть резиновые перчатки;
- сварочная маска не обязательна, но на лице должны быть защитные очки.[/important]
Выводы
Мы дали вам достаточно информации для того, чтобы сделать самодельный сварочный трансформатор:
Но, не смотря на это, рекомендуем «взвесить свои силы» и «крепко» подумать: а не лучше ли приобрести сварочник заводского изготовления? А может быть даже и более современный и удобный инвертор (смотрите плюсы и минусы, что лучше транформаторный или инверторный сварочник).
Другие материалы по трансформаторным сварочным аппаратам смотрите в соответствующем разделе.[/help]
Контактная точечная сварка своими руками
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
![Бытовой аппарат для точечной сварки CBA-1,5AK]()
Бытовой аппарат для точечной сварки CBA-1,5AK
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
![Оборудование для машинной точечной сварки]()
Оборудование для машинной точечной сварки
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
![Иллюстрация процесса точечной сварки]()
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
![Пример принципиальной схемы аппарата]()
Пример принципиальной схемы аппарата
Для реализации нам понадобятся следующие радиодетали:
- R – переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
![Схема аппарата с силой импульса до 2 кА]()
Схема аппарата с силой импульса до 2 кА
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F – плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
![Используемый за основу автотрансформатор]()
Используемый за основу автотрансформатор
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой – прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Как переделать трансформатор в точечную сварку своими руками: пошаговая инструкция
![сварочный инвертор]()
Сварочный трансформатор можно переделать во много полезных вещей. В любом сварочном оборудовании ключевой деталью является трансформатор.
С ним электричество, которое поступает из розетки, может преобразовываться в необходимый для сварочной работы ток. Вид точечной сварки также входит в число возможных работ.
При выполнении такой сварки, которую ещё называют контактной, соединения могут быть очень прочными и аккуратными даже при работе на дому.
Для получение хорошего и простого аппарата для контактной сварки, вы можете преобразовать свой трансформатор. Единственным недостатком этого оборудования является невозможность регулирования тока.
Но, для домашних условий он довольно актуален. Мы даём вам подробную информацию о том, какие трансформаторы лучше подходят для сборки точечной сварки и как сделать это самостоятельно в своём доме.
СБОРКА И ЕЁ АЛГОРИТМ
УСТРОЙСТВО ТРАНСФОРМАТОРА
![аппарат для точечной сварки]()
Как преобразить трансформатор в аппарат для точечной сварки – главный вопрос, который мы сегодня разберём. Для примера мы взяли старую микроволновую печь и вынули из неё нужное нам оборудование.
Оно вполне подойдёт. Мощность трансформатора важный аспект при выборе аппарата для точечной сварки.
Чтобы изготовить сварочное оборудование для контактной сварки, нужна мощность от одного киловатта. Если брать трансформатор с такой мощностью, вы сможете работать с металлами, толщина которых не превышает один миллиметр.
Чтобы увеличить мощность вы можете преобразовать несколько трансформаторов.
Первым делом нужно отсоединить магнитный провод с первичной обмоткой от трансформатора. Такая обмотка обычно представляет собой несколько виточков проводов с большой толщиной.
Чтобы это сделать, сначала нужно снять вторичную обмотку, не снимая сам каркас. Для этого можно использовать ножовку и стамеску.
Если вторичная обмотка слишком крепко сидит, не бойтесь применять силу, при необходимости можно вырвать её полностью. Если не помог ни один способ, достаньте инструмент и высверлите её, это точно должно помочь.
Самое важно не тронуть первичную обмотку и магнитный провод, когда будете снимать «вторичку». При наличии шунтов в трансформаторе, можно убрать их совместно с вторичной обмоткой.
После удаления старой «вторички» нужно подумать о новой. Её можно сделать из медного провода, сечение у которого начинается от ста квадратных миллиметров. Сами провода могут быть толстыми, но обязательно с сечением.
ПОВЫШЕНИЕ МОЩНОСТИ
![детали для точечной сварки]()
При работе с контактной сваркой возможно использование как одного трансформатора, так и двух. Если вам для работы нужно оборудование большей мощности, а соответственно и большего сварочного тока, свяжите два трансформатора.
При такой связке двух аппаратов вы сможете заниматься варкой толстых металлов.
Возможно наличие нескольких витков на трансформаторе, только при этом окно сердечника будет вам мешать, из-за слишком толстых проводов. В такой ситуации можно связать окончания «вторичек» у первого и второго трансформатора.
Важно чтобы связь окончаний была последовательной. То есть при протягивании провода он должен проходить как через первый трансформатор, так и через второй. Витки должны быть одинакового количества.
Направление каждого витка должно быть под контролем. Противофаза недопустима в этот момент. Если мощности собранного оборудования недостаточно, вы можете подсоединить ещё несколько трансформаторов.
Этот процесс осуществляется, так же как и сборка первых двух.
Главное чтобы ваша электрическая сеть выдержала такую нагрузку. Поэтому лучше сразу убедиться и провести проверку. Для применения аппаратов такой мощности нужно предусмотреть все детали, чтобы не вылетали пробки и не жаловались соседи.
ПАНЕЛЬ УПРАВЛЕНИЯ
Аппарат, который вы сделаете самостоятельно, может быть простым и удобным, что касается как его внутренней части, так и основной системы управления.
Для эксплуатации оборудования вам нужно будет найти кнопку для включения и выключения, а ещё сделать рычаг для сварочных клещей.
В установке выключателя ничего сложного нет. Достаточно подобрать хорошую деталь, которая вам нравится, и связать её с первичной обмоткой, путём подключения к цепи.
Для связи трансформатора с выключателем не нужно использовать вторичную обмотку, так как это может навредить детали, из-за большого тока.
Для изготовления рычага нужно будет применить больше усилий. Во время работы с точечной сваркой нужно помнить, что это не только местное нагревание металлов, но и усиленное прижимание.
Чем больше толщина свариваемого металла, тем выше усилия в его прижимании. При варке небольших тонких заготовок используйте собственные силы.
Если вам нужно более универсальное оборудование, необходимо закрепить его на столе, а длину и тяжесть рычага подобрать побольше.
Чтобы избавиться от ненужной работы, можно заняться установкой винтовой стяжки. При её креплении, нужно чтобы с одной стороны было основание, а с другой сам рычаг. Это избавит вас от необходимости повышать усилия для сжатия своими руками.
Если исполнение рычага само по себе простое, то кнопка для включения может устанавливаться на его поверхность. Когда вы опустите рычаг, электричество начнёт подаваться автоматически. Для крепления заготовок можно использовать вторую руку.
ЭЛЕКТРОДЫ
![точечная сварка]()
Ещё один важный элемент – нужно помнить об электродах. При работе с контактной сваркой в электродах должна содержаться медь. Чем больше толщина электрода, тем лучше.
Вы сможете найти в магазине нужные вам детали, или изготовить их самостоятельно, используя станок. При этом помните, что покупка всегда легче. При сборке маленького аппарата с маленькой мощностью, можно использовать жало паяльника как электрод.
Электрод – сырьё расходное. Поэтому, чтобы он не терял форму, его необходимо точить. Когда электрод полностью потеряет свою изначальную форму, можно его выбрасывать и заняться установкой нового.
Подключение электродов нужно проводить, используя провода. Желательно чтобы они были не очень длинными.
Соединения также должны быть в малом количестве, ведь из-за каждого теряется мощность. Для лучшего контакта с электродами на провода можно надеть медные наконечники.
Медный наконечник нужно спаять с самим проводом, а не надеть поверх него. Это делается для того, чтобы во время работы не было никаких перебоев и сопротивления между наконечником и проводом.
Пайка наконечникам с проводом не самая легкая работа. Для облегчения задачи можно купить уже готовый луженый наконечник, который предназначен для паяния.
Умения некоторых знатоков позволяют им припаивать сам электрод, вместо мороки с наконечниками. Хотя на самом деле, это лишь усложнение, так как, напомним, время от времени нужно заниматься сменой электродов.
Поэтому пайка электродов ничем хорошим не закончится, лучший выход использование наконечников, так как их не нужно менять и можно чистить от окислителей.
ДЕТАЛИ ПРИ ИСПОЛЬЗОВАНИИ
![аппарат для точечной сварки]()
Наше оборудование, которое сделано самостоятельно, очень простое в использовании и не привередливо. Но для ещё лучшей и долгой работы можно изучить несколько интересных деталей, которые могут вам помочь.
Включение и отключение оборудования нужно всегда проводить при сжатых электродах. Если этого не делать, электроды могут подгореть. Принудительное охлаждение аппарата также важно. Его можно осуществлять, пользуясь обычным вентилятором.
Если заранее не подумать об этом, то возникнет необходимость смотреть за температурой оборудования, чтобы избежать перегрева. При этом возникнет множество перерывов в работе.
Качественность выполненной работы и какими будут сварные точки зависят как от правильности сборки аппарата, так и от опытности мастера и времени на сжатие заготовки между электродов.
Рекомендации в этом случае отсутствуют, поэтому вам придётся самостоятельно проводить эксперименты, менять толщину заготовок и познавать всё опытным путём.
ФИНАЛЬНАЯ ЧАСТЬ
Как мы разобрались, для сборки контактной сварки самостоятельно не требуется никаких особо сложных работ. У знающего человека это займёт около двух часов. Но если вы новичок, лучше сначала ознакомиться с теорией и пройти несколько тренировок.
Аппарат для работы с контактной сваркой, который вы сделаете сами, обладает большим количеством достоинств. Надёжность и маленький бюджет для сборки – основные положительные стороны.
Для сборки сварочного оборудования на дому, нужно не так много деталей и инструментов. Всё нужное оборудование можно найти, зайдя в интернет или выкупить у знакомых.
При необходимости можно пересобрать своё оборудование для разных видов сварки. Но алгоритм такой сборки кардинально отличается. Пишите комментарии о том, какой опыт в сборке аппарата для точечной сварки есть у вас. Продуктивности в работе!
Читайте также: