Как соединить алюминиевый профиль без сварки
Обновлено: 05.10.2024
Отсутствие сварочного аппарата не причина собирать каркасные конструкции исключительно из рейки. Существуют способы, которые позволяют надежно и аккуратно соединять профильные трубы без сварочного оборудования. Разберем 5 из них.
1. Простой прямой угол
Без сварки прямой угол можно получить согнув трубу, предварительно сделав несложную подрезку. Для этого в месте изгиба необходимо провести разметку, состоящую из двух параллельных поперечных линий, расстояние между которыми равное ширине трубы.
Эта разметка переносится на боковые стороны трубы. Затем необходимо с помощью болгарки совершая разрезы по меткам и граням трубы, вырезать боковые размеченные стенки. На лицевой стороне оставляется без надреза только одна поперечная линия.
Вырезанные боковые стенки удаляются. Оставленный усик загибается наружу под прямым углом.
Теперь нужно зачистить заусенцы, и согнуть трубу. Чтобы она выгнулась как нужно, следует ее подбивать молотком. В конце она фиксируется заклепкой, установленной через оставленный язычок.
2. Т-образное соединение труб
Для Т-образного соединения необходимо разметить на одной заготовке параллельными линиями с трех сторон участок, соответствующий ширине стыкуемой трубе. Затем центральная лицевая стенка делится пополам поперек, а боковые стороны вдоль.
Теперь болгаркой нужно разрезать центральную стенку, чтобы получить 2 язычка. Боковые половинки стенок, примыкающие к этим усикам, удаляются.
Далее язычки на трубе отгибаются под прямым углом наружу. У второй трубы с торца нужно сделать продольные резы по граням на длину соответствующие ее ширине. После этого ударами молотка ее можно заузить на ширину реза.
Затем забиваем зауженный торец в подготовленный паз на первой трубе до упора.
Окончательную жесткость дадут заклепки, прославленные через язычки.
3. Прямой угол с запилом под 45 градусов
Получить прямой угол можно сгибая трубу, предварительно сделав в ней запилы под 45 градусов. Для этого на ней отмечается центр изгиба, который в дальнейшем станет наружным углом. От него в 2 стороны нужно начертить линии под 45 градусов с помощью угольника. Аналогично делается на противоположной стенке трубы.
На лицевой стороне трубы края косых линий соединяются параллельными. Затем отступив вправо на 10 мм от крайней, рисуется третья параллельная линия. Ее нужно разделить вдоль пополам.
Четвертую параллельную линию необходимо начертить с отступом 15 мм вправо от крайней левой. Затем нужно прочертить грани между ней и первой линией.
Теперь болгаркой необходимо сделать надрезы по косым линиям с боков, и вырезать начертанные на лицевой стенке трубы язычки. Вырезанный из середины металл вынимается.
Большой язычок отгибается под прямым углом за 1 мм от своего начала. Также нужно выпрямить 2 маленьких усика.
После этого труба сгибается, и маленькие усики возвращаются обратно в изначальное положение. Таким образом, получается прямой угол, причем достаточно жесткий даже без использования заклепок.
4. Тройной угол
На одной трубе необходимо начертить с одной точки 2 косые линии под 45 градусов. Аналогично делается на противоположной стенке. Затем линии соединяются на лицевой стороне. Теперь нужно вырезать болгаркой размеченные части, и согнуть трубу.
У второй трубы с торца делается 3 продольные надреза по граням. Их длина должна соответствовать ширине трубы. Полученные в итоге 2 язычка выгибаются наружу под прямым углом.
Теперь нужно состыковать вторую трубку с углом изогнутой первой. Затем они скрепляются заклепками.
5. Соединение под прямым углом с деревянными закладными
Чтобы выполнить такое соединение, необходимо обрезать торцы двух трубок под 45 градусов.
Затем в них забивается деревянная рейка, и обрезается.
Теперь трубки с закладными складываются в угол, после чего просверливаются и стягиваются саморезами.
Смотрите видео
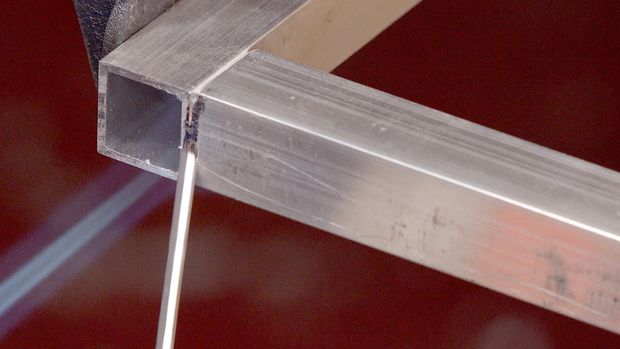
Варим алюминий без сварки (на примере автомобильного багажника)
С помощью пропанового факела из ручной горелки и алюминиевого прутка прочно скрепляем алюминий без использования сварщика. Это делает для очень сильной связи и с немного практики может быть сделано быстро с большим нетерпением результатов. Но как?
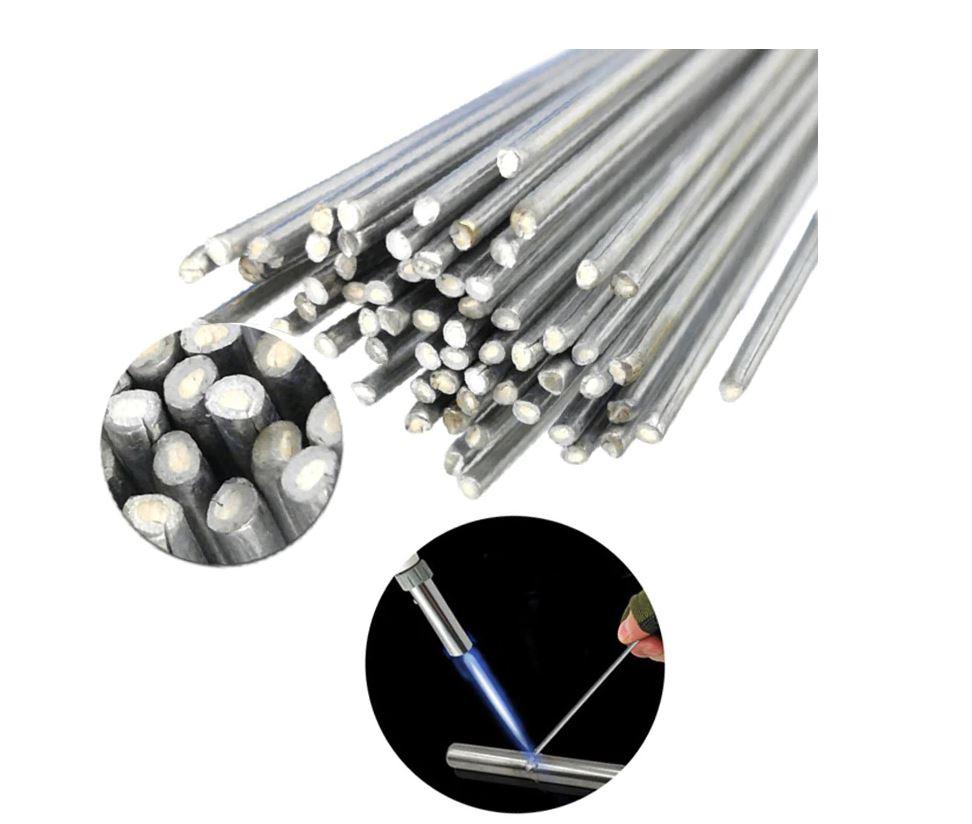
Берем ручную газовую горелку:

так же нужны алюминиевые прутки (полоски, проволока — что есть)


Горячие края быстро натирайте алюминиевой палочкой (или что там у вас)
Непонятно? тогда для вас видео:
Что-то мало верится, но надо проверить. Интересно, раньше думал что можно только с аргоном сваривать.
Это делает для очень сильной связи и с немного практики может быть сделано быстро с большим нетерпением результатов.
Фраза явно из гугль-переводчика
Как правильно выше написали: важно щеткой содрать как можно больше тугоплавкой и химически стойкой оксидной пленки (Оксид Al2O3), которая препятствует смачиванию поверхности припоем и растворению в нем основного металла. Чтобы разрушить его, применяют механическую обработку и сильнодействующие флюсы. И потом продолжать сковыривать его аллюминиевым прутком.
так же нужны алюминиевые прутки (полоски, проволока — что есть), — да вот фиг, нужен спец припой, кстати совсем не дешёвый
Качественная пайка алюминия может быть произведена любыми припоями (отечественного или зарубежного производства), которые в своем составе содержат цинк, алюминий, медь, серебро, кремний. На самом деле, припоев такого типа на современном рынке множество. Самыми яркими примерами в здесь являются: припой российского производства ЦОП-40, который на 60% и 40% состоит из олова и цинка, а также припой 34А, состоящий на 66% из алюминия, на 28% из меди и на 6% из кремния. Стоит отметить, чем выше уровень содержания цинка в припое, тем более высокая степень коррозийной стойкости и прочности будет обеспечено для паяного соединения.
и какой слой там натрётся палочкой… при том что сам профиль миллиметра-2..
неужели будет прочный стык? (по сравнению с самим профилем)
да это не сварка, это пайка.
прочность стыка будет определяться прочностными характеристиками припоя, ну и качеством выполнения.
очень сомнительно, наверное трубу так можно сварить/запаять…. но багажник, с трудом вериться…
Да и еще сам аллюминий разный бывает, и мало верится, что если прогреть его 5 минут горелкой он не рассыпется. Горелка под тысячу дает — запросто испарится.
Горелки с бодяжным газом у них, что ли
Да не, люминевые палочки у них какие-то неправославные. На 12 секунде показана упаковка этих палочек, но вот разглядеть подробности не получается. Единственное, что удалось разглядеть — рабочая температура 371 градус. Т.е. это просто пайка, ни о какой сварке речи нет, температура плавления алюминия под 700 градусов.
тоже все руки никак не дойдут полуавтомат на алюминии попробовать… и баллон аргона стоит, и тефлоновые каналы есть. времени нет
Ну до тихих зимних вечеров вроде бы недолго осталось ждать
Может флуд, но опять Макита…
А скока аргон стоит? И тефлон. Каналы?
А то мне предстоит ворота из профиля лбминия не крашеного делать 4 штуки. Может и попробовал бы сварить. Полуавтомат есть.
это специальный припой, содержит галлий, стоит нереально дорого
полуавтомат надо ампер на 200 с лихом, иначе даже пробовать смысла нет. у меня 180, вот думаю — стоит не стоит.
аргон за 40 литров от 1250 руб в ГВС, но сам баллон нужен только из под аргона, а он стоит от 7 тыр.
где кроме ГВС-а торуют аргоном и зальют ли в другой баллон, я незнаю.
канал два года назад был 700 р.
и еще очень рекомендутся четырхроликовая подача.
так же для люминевой проволоки надо ролики с U образными канавками (прижимной то же)
накончник для алюм. проволоки 0.8 надо ставить 1.0. для экспримнтов надо их несколько, потому как часть заварятся наглухо
Где брал профиль люминь? почем?
Спасибо за цены. Ну нахрен эту сварку… Хотя штука интересная.
Профиль брали в аллютехе в Новосибирске. Можни и у нас в шефмонтаже заказать по каталогам. Там много что есть. По ценам не скажу. Заказывал и платил не я. За мной только сборка.
Были или нет, уже не помню, но вещь хорошая.


Склеиваем алюминий
В наши дни склеивание металлических деталей практикуется очень часто. Обычно металлы клеят в тех случаях, когда невозможно использовать другие виды соединения, такие как установка винтов, заклепок или сварка. Адгезивное склеивание с использованием синтетических составов является наиболее эффективным способом соединения элементов без нарушения их структурной целостности. Этот метод, распространенный сегодня повсеместно, появился относительно недавно – в 30-е годы XX столетия. Толчок развитию этого направления в обработке металлов дало бурное развитие авиации. Необходимость прочно соединять детали из различных металлов с минимальным их утяжелением, заставил химиков задуматься о создании клеящих составов, которые смогли бы заменить сварку или крепеж метизами.
Выбор клеев для алюминия
Наиболее активно разработки велись в отношении алюминия и его сплавов – этот материал наиболее популярен в авиастроении, благодаря небольшой массе, прочности и стойкости к коррозии. Все современные составы, используемые для соединения деталей из этого цветного металла, являются «близкими родственниками» продуктов, созданных для авиастроения.
Клеи для работы с алюминием имеют несложную классификацию. В продаже можно встретить продукцию двух основных типов:
- Клей 1-К – однокомпонентный полиуретановый, отвердение которого происходит во влажной среде. Перед нанесением состава склеиваемые поверхности смачивают водой, что гарантирует быстрое достижение стыком проектной прочности. Применяется на открытых стыках, к которым есть доступ.
- Клей 2-К – двухкомпонентный полиуретановый реакционного типа. Применяется в закрытых и труднодоступных местах. Клей наносится при помощи специального смесителя, в котором два его компонента соединяются в пропорции 1:1.
Полиуретановые клеи этих двух типов относятся к продуктам для профессионального использования и применяются в авиастроении, судостроении, автомобильной индустрии, строительстве. Именно эти составы используют при изготовлении современных светопрозрачных конструкций для бытового и коммерческого использования, в основе которых лежит алюминиевый профиль.
Как правильно клеить алюминий?

Склеивание любых металлов – это очень ответственный процесс. Не является исключением и работа с алюминием. Для того, чтобы стык получился прочным и долговечным, важно правильно подойти к выбору клея. Алюминий имеет ряд особенностей, делающих его соединение с использованием адгезивных составов особенно сложным. Металл покрыт пленкой окислов, которая надежно изолирует его поверхность от внешних воздействий, а кроме этого, имеет крайне низкую пористость. Эти два свойства, считающихся положительными, несколько усложняют работу с алюминиевыми элементами. Поэтому, при работе с этим металлом как никогда важна специализация – универсальные клеи, даже самые «продвинутые» здесь будут бессильны.
Чтобы склеить поверхности, имеющие низкую пористость, да еще и покрытые пленкой оксида, необходимо провести тщательную подготовку. Поверхности хорошо очищают с использованием бытовых моющих средств и тепловой воды, а затем высушивают и обезжиривают спиртосодержащими составами. Снятие оксидной пленки с металла невозможно, так как она мгновенно обновляется на обработанном участке, поэтому склеивание производится прямо поверх оксидированной поверхности. Раньше, когда полиуретановые составы не были столь совершенны, на алюминий предварительно наносился слой грунтовки. Иногда это приводило к непредсказуемым последствиям, так как грунтовочные смеси по-разному реагировали с компонентами клея. Современные продукты не требуют огрунтовки перед нанесением, так как в их состав входят специально подобранные компоненты, усиливающие адгезию металла.
После того, как поверхности обезжирены, на них наносят клей, в соответствии с инструкцией к конкретному продукту. Отступление от технологии, описанное в документации к клею не допускается! При склейке алюминия важны любые мелочи – только в этом случае вы сможете положиться на качество полученного изделия.
Преимущества полиуретановых клеев для алюминия
Представленные в ассортименте современных производителей клеящие составы на основе полиуретана имеют следующие важные качества:
- Высокую прочность;
- Широкий температурный диапазон эксплуатации стыка (от +30 до -80° С);
- Стойкость к коррозии любого типа;
- Быстрое затвердение;
- Продолжительный срок эксплуатации;
- Стойкость к статическим и динамическим нагрузкам.
Используя клеи на основе полиуретана, алюминий можно соединять не только с таким же алюминием, но и с другими материалами. Продукты, представленные на рынке, отлично приклеивают этот металл к стали, полимерным материалам и даже стеклу и камню.
Широко распространено мнение о том, что надежно связать две алюминиевые детали без сварки или крепежных элементов невозможно. Это не так – применение полиуретановых составов в авиации и судостроении говорит о том, что при помощи современных продуктов можно создавать надежные и долговечные стыки в изделиях высокой ответственности.
Холодная сварка для алюминия – разновидности, советы по применению
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.

Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.

Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.

Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.

Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.

Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.

Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.

Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.

Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Как соединить алюминиевый профиль?

При производстве деталей из профиля важная процедура — их соединение между собой. Для этого используют механические методы, которые обеспечивают комфортный контроль качества и быстрое изготовление, а также высокую прочность соединения элементов. Рассмотрим наиболее распространенные виды.
Виды соединений
К механическим методам относятся три основных.
Винтовые соединения
Типы винтовых соединений
Они относятся к разъемным, могут выступать с двух сторон (сквозные), с одной стороны (сквозные) и быть несквозными, то есть слепыми.
Винтовые соединения могут использоваться для профилей из алюминия или листового материала, но только при условии соблюдения всех мер против образования ржавчины. Элементы крепежа должны быть изготовлены из нержавейки, а поверхности контакта — защищены благодаря применению шайб.
Типы винтовых соединений для тонких листов
Они могут соединяться при помощи крепежных элементов с различной резьбой. Для них применяют специальные винты с тонкими стенками, чтобы исключить сверление по окончанию сборки, так как они сами создают для себя отверстия.
Принцип работы самонарезающих винтов
Они образовывают вокруг отверстия буртик в форме цилиндра. Наконечник винта не имеет резьбы и действует как пробойник в виде конуса, который двигается быстро и насквозь пробивает металл. В сформировавшемся буртике винт делает надрез и образует соединение.
Заклепочные соединения
Непрямая и прямая клепка
Этот метод применяется преимущественно для алюминия. Непрямая клепка заключается в соединении деталей между собой при помощи отдельной заклепки. Прямая подразумевает применение одной из соединяемых деталей в качестве заклепочного элемента.
Типы заклепок для непрямой клепки алюминия
- Сплошная. Представляет собой стержень, на одном конце которого находится головка, а на другом она формируется в процессе клепки.
- Слепая. Требует доступ только с одной стороны.
- Винтовая. Изготавливается из материалов высокой прочности, которые не склонны к деформации. Применяется для соединений с серьезной нагрузкой.
- Самопробивная. Самостоятельно пробивает отверстие для установки.
Принцип работы вытяжной (слепой) заклепки
Деталь состоит из сердечника и полого стержня. Первый служит для формирования головки крепления. Слепая заклепка монтируется путем вытягивания сердечника, в результате чего формируется крепежная головка. Сердечник обрывается, когда вытягивание превышает оптимальный уровень.
Фальцевые соединения
Это неразъемное и нежесткое соединение. Имеет значение ширина фальца. Если он слишком узкий, то соединение будет иметь низкую прочность и герметичность; слишком широкий — приведет к высокому расходу материала.
Как соединить алюминиевый профиль между собой
- При помощи стыковки на угловых соединителях. Подходит в том случае, если нужно скрыть места соединений. Соединения монтируются после создания отверстий и затяжки винтов.
- При помощи закладных соединителей. Уголок режется, а в несущем профиле создают отверстие. Соединитель вставляется и закрепляется с помощью винта. Затем то же самое проделывают со вторым профилем.
- При помощи торцевого соединителя, если профиль расположен стороной без паза.
- При помощи одноименного соединителя путем введения в оба профиля, закрепления заглушками и винтами.
Как соединить алюминиевый профиль без сварки
Соединение без сварки возможно при помощи крепежных хомутов или муфты. Оба способа очень простые, с ними справится даже новичок. Главное — купить качественные крепежные элементы.
Для соединения при помощи муфты необходимо заранее подготовиться: очистить от грязи посадочное место и удалить шероховатости. Затем обработать его при помощи силикона, мастики или клея. Соединить элементы и дождаться полного высыхания.
Как соединить алюминиевый профиль под прямым углом
- Сбоку или на внутренней стороне профиля сделать отверстия.
- Собрать соединение и закрепить винтами с заглушками.
- Закрепить угловой сухарь в 90 градусов.
Как соединить конструкционный алюминиевый профиль
Внутри такого вида профиля находится полость. В ней необходимо просверлить отверстие строго по центру для закрепления торцевого и закладного сухаря при помощи винтов. Профили рекомендуется соединять двумя сухарями с каждой стороны.
ООО «Петрокон».
Все права защищены.
188301 , Ленинградская область, Гатчинский район , , Промзона Корпиково, д. 2
Как сделать каркас из профиля без сварки
Соединение металлоконструкция из профильной трубы обычно предусматривает применение электросварки. Когда ее нет, то приходится нанимать сварщика, даже если объем работ и небольшой, к примеру, сборка калитки на задний двор. Если же хочется все сделать своими руками, то можно воспользоваться способом соединения профильной трубы на деревянные вставки, который подойдет при изготовлении калиток, ворот, вольеров, заборов и.д.
Материалы:
- профильная труба;
- деревянная рейка;
- мебельные уголки;
- длинные саморезы по дереву;
- короткие саморезы по металлу;
- стальная сетка или профнастил.
Сборка труб на деревянные вставки
Сначала нужно нарезать профильную трубу для изготовления рамы. Для калитки понадобится 5 заготовок. Из них 4 формируют раму, и 1 используется как усиливающая жесткость перекладина. Для ворот перекладин понадобится больше.

Далее в торцы труб нужно запрессовать сухие деревянные рейки. Их сечение должно быть на несколько миллиметров больше внутреннего размера труб. Рейки обстругиваются под нужные параметры, и молотком забиваются в торец труб как можно глубже. Важно использовать высушенные бруски, чтобы потом они не выпадали по мере сушки, как мокрые рейки.



Для соединения заготовок в рамку нужно просверлить края двух труб напротив торца примыкающих деталей. Полученные отверстия зенкуются и через них вгоняются длинные саморезы по дереву.

Крепеж войдет в брусок примыкающей трубы, обеспечив надежное соединение. Таким способом скрепляются все детали. Также по центру рамы нужно сделать отверстия для установки перекладины.

Крепление на один саморез дает только стойкость к разрыву. При этом трубы, прикрученные с торца, могут проворачиваться.

Чтобы усилить конструкцию, нужно прикрутить по углам мебельные алюминиевые или монтажные перфорированные оцинкованные уголки.

Лучше чтобы их ширина соответствовала сечению профильной трубы. Они крепятся на саморезы по металлу. Уголки не только дадут жесткость, но и позволят соблюсти прямой угол. Но перед их прикручивание к раме все же нужно ее сначала выровнять по угольнику.
Далее по размеру рамы вырезается сварная сетка или профнастил. Они прикручиваются на саморезы по металлу. Профнастил можно также крепить заклепками.


Они садятся на саморезы, как и проушины для навесного замка или крючок. Данным способом без использования электросварки можно сделать полноценную крепкую металлоконструкцию. Для надежности торцы труб с деревянными вставками нужно хорошо закрасить или просмолить. Этот метод сборки в отличие от сварки позволяет в дальнейшем разобрать каркас без порчи заготовок обрезкой.
Читайте также: