Как спаять электромуфту пнд сварочным аппаратом
Обновлено: 05.05.2024
Электромуфтовая сварка применяется для соединения труб диаметром от 20 мм и выше, независимо от толщины стенки. При этом способе сварки работы должны производиться при температуре воздуха от минус 10 до + 30 °С. На приведенные температурные интервалы, как правило, рассчитаны стандартные технологические режимы сварки. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного режима.
Электромуфтовая сварка. Последовательность проведения
Производство сварочных работ заключается в подготовительных операциях и собственно сварке труб и соединительных деталей. Подготовительные операции для сварки при помощи электромуфтовой сварки включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
- удаление оксидного слоя;
- закрепление и центровку труб и деталей в зажимах позиционера;
- протирку свариваемых поверхностей электросварных фитингов и труб.
Основными параметрами при сварке труб деталями с закладными электронагревателями являются напряжение, подаваемое на спираль детали (Uп), и временные параметры (tсв и tохл). Значения технологических параметров зависят от вида, сортамента и изготовителя электросварных фитингов и внесены в паспорт, сопровождающий деталь, выбиты на корпусе детали или записаны в виде штрих-кода на этикетке, приклеенной к ее наружной поверхности.
Перед сборкой и сваркой концы труб и при соедниительные части соединительных деталей тщательно очищают и протирают внутри и снаружи от всех загрязнений. Очистку производят сухими или увлажненными полотенцами (ветошью) с дальнейшей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы труб, подготавливаемых под сварку электросварных фитингов, проверяют, чтобы они были обрезаны ровно. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.
Инструмент для электромуфтовой сварки
Подготовка трубы
Концы труб, деформированные или имеющие глубокие (более 4-5 мм) забоины, обрезают. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой и произойдет вытекание расплава внутрь трубы.


После отрезки концов труб производится их механическая обработка (зачистка) при помощи зачистных оправок или скребков на длину, зависящую от глубины посадки детали с целью удаления наружного слоя с загрязнениями и окисной пленки. Толщина снимаемого слоя зависит от допуска по диаметру трубы и не должна приводить к появлению недопустимых зазоров между трубой и деталью. Как правило, снимается стружка на глубину 0,1 — 0,2 мм.
Сами детали с закладными нагревателями механической обработке не подвергаются из-за возможности повредить спираль. Неполное удаление оксидного слоя может привести к неоднородному и негерметичному сварному соединению. Для облегчения одевания муфты на трубу после удаления оксидного слоя требуется снять фаску на внешнем ребре трубы.
Для седловых отводов зачищается место на трубе, где они будут установлены.
Установка трубы в позиционер
Свариваемые трубы и детали должны быть соосны, без перекосов во избежание непровара. Закрепление труб в позиционере является необходимой операцией. Он позволяет сцентрировать и устранить овальность свариваемых труб, помешать любому движению соединения во время сварки и остывания, предотвратить провисание трубы, защитить соединение от случайных ударов, соблюсти необходимую соосность свариваемых труб и детали в процессе сварки.
Установка труб с перекосом является одной из причин некачественной сварки. Электромуфтовая сварка труб с чрезмерным скосом может привести к смещению и замыканию витков спирали , вытеканию расплава из зоны сварки и пр.

При сварке труб большого диаметра так же необходимо обеспечить ненапряженное положение сопрягаемых деталей, т.е. концы труб, входящие в муфту не должны находиться под воздействием изгибающих напряжений и под действием усилий от собственного веса. При необходимости применять подставки, упоры или подходящие удерживающие приспособления.
Следует соблюдать не напряженную фиксацию сварных соединений до истечения времени остывания стыка. Напряженное положение вставленных в муфту концов труб может привести к некачественному соединению.
Центрация труб при сварке электросварных фитингов производится до величины, позволяющей без чрезмерного усилия надеть муфту на конец трубы. Монтаж может осуществляться посредством равномерных по периметру торцевой части ударов пластиковым молотком. Если надвижение муфты на трубу происходит с чрезмерным усилием, то смещение, замыкание или обрыв витков спирали с большой вероятностью может иметь место.
Недостаточное введение трубы в муфту является одной из причин некачественной сварки. Полноту введения трубы в муфту контролируется по отметке заранее сделанной маркером на поверхности трубы.
Удаление овальности трубы
На качество сварки труб оказывает влияние и их овальность, которая может появиться от длительного хранения труб в штабелях или при их поставке в бухтах. Максимально допустимый просвет между трубой и муфтой по всему диаметру не должен превышать 3 мм.
Если из-за овальности трубы зазор между отцентрованной трубой и муфтой составляет более 3мм (разница в диаметрах — 6мм), то таким трубам в пределах зоны сварки необходимо придать круглую форму. Калибровка (устранение овальности) концов труб осуществляется сжатием труб в зажимах центратора или позиционера.
Если используемые позиционеры не могут обеспечить выправление концов труб за счет их обжатия, используются специальные скругляющие (калибрующие) зажимы, устанавливаемые на расстоянии 15 — 30 мм от торцов деталей или меток на трубе. Для предварительного выправления труб особенно эффективны ручные гидравлические выравнивающие машины.

Непосредственно перед сваркой (предварительным прогревом и сваркой) труб и деталей подвергают протирке свариваемые наружные поверхности труб и внутренние поверхности деталей растворителями (спиртом или ацетоном) с целью удаления жировых пятен и поверхностных загрязнений, появившихся за период их крепления.
Для обезжиривания используют бесцветные одноразовые впитывающие и не ворсистые бумажные салфетки. Обезжиривающая жидкость перед началом сварки должна полностью испариться.


Электромуфтовая сварка. Технологический процесс:
- обработанные концы труб вводят внутрь соединительной детали до упора(для седловых отводов — одевают отвод на трубу);
- закрепляют трубы вместе с соединительной деталью в специальном центрирующем и фиксирующем приспособлении (позиционере);
- подсоединяют аппарат к электрической сети или автономному электрогенератору, обеспечивающему необходимое напряжение и мощность;
- присоединяют сварочный кабель к выводам закладного нагревателя детали;
- вводят в память аппарата требуемый режим сварки (предпрогрева) и контролируют по его дисплею заданное напряжение и время;
- запускают процесс сварки (предпрогрева) нажатием кнопки «пуск» (после запуска цикла весь необходимый технологический процесс проходит в автоматическом режиме);
- контролируют визуально прохождение процесса сварки (по дисплею аппарата) и образование сварного соединения (по выдвижению индикаторов сварки);
- после окончания сварки и естественного остывания полученного соединения извлекают трубы из зажимов позиционера и проставляют на сварном соединении его порядковый номер краской или маркерным карандашом.
Аналогичным способом сварное соединение маркируют, проставляя на нем номер клейма сварщика. Параметры режимов сварки вводят в память сварочного аппарата в соответствии с принятыми для используемого типа детали принципами и возможностями самого сварочного аппарата (штриховой код, система обратной связи или ручной ввод).
Параметры ввода информации со штрих-кода
Основным способом ввода информации является штриховой код, информация с которого с помощью фотооптического карандаша вводится в систему управления сварочного аппарата. Считывание производят с главного штрихового кода, расположенного в верхней части этикетки-наклейки. После считывания штрих-кода данные электросварного фитинга должны соответствовать данным, появившимся на дисплее аппарата.

Штриховой код, находящийся под главным штрих-кодом, содержит данные для обратного отслеживания изделий и при сварке изделий не используется. Штрих-код сварки нанесен на этикетке белого цвета, штрих-код предпрогрева (для муфт, имеющих этот режим) на этикетке желтого цвета.
В случае ввода параметров сварки вручную необходимо пользоваться прилагаемой к деталям с ЗН информационной карточкой, содержащей информацию о величине корректировки времени сварки в зависимости от окружающей температуры.
Информация о процессе сварки регистрируется в памяти аппарата. Распечатка протокола сварки может производиться как по окончании сварки каждого стыка, так и через определенные промежутки времени, в зависимости от объема памяти аппарата. Нагружать сваренный трубопровод внутренним давлением можно через 10 — 30 мин после охлаждения соединения.
Муфты с закладными нагревателями могут предусматривать возможность повторной сварки. Повторная Электромуфтовая сварка производится в том случае, когда есть сомнения в качестве полученного соединения.
Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок). В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с). Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
Электромуфтовая сварка
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
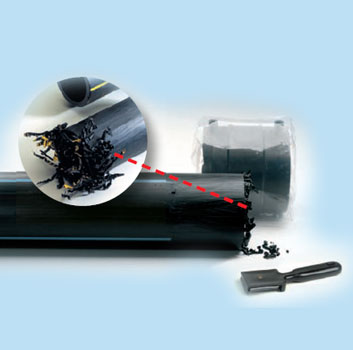
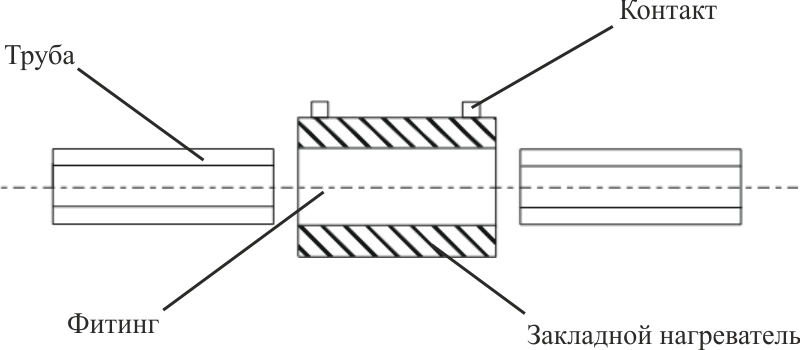
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Технология электромуфтовой сварки труб ПНД – преимущества метода
При обустройстве пластиковых трубопроводов очень важно обеспечить надежность соединения его составных элементов. Трубы из полиэтилена могут стыковаться двумя способами – сваркой или при помощи электромуфты; что касается механического способа, то он не в состоянии обеспечить должные показатели надежности и герметичности.

Особенности стыковой сварки
Чтобы эта работа была проведена качественно, важно надежно зафиксировать изделие. По ходу соединения любые сдвигания или другого рода смена положения труб недопустима. Тот же самый режим должен сопровождать и процедуру остывания сваренных заготовок.
Для данной технология характерна простота, однако применять ее можно далеко не всегда. Стыковая сварка возможна лишь в тех случаях, когда соединяемые трубы имеют идентичный диаметр и изготовлены с аналогичной марки полиэтилена. Категорически запрещается сваривание пластиковых изделий, имеющих различные характеристики.

Сварка труб ПНД встык может быть реализована при следующих условиях:
- Трубы должны иметь толщину стенок не менее 4,5 мм.
- Температурный диапазон проведения сварки – от -15 до +45 градусов.
- Данный способ соединения характеризуется незначительным уровнем энергопотребления.
- Сваривание полиэтиленовых труб не предусматривает наличие сложных приспособлений.
- Реализация метода возможно только при наличии возможности надежно фиксировать концы сваренных труб.
Сложные, труднодоступные участки не подходят для стыковой сварки: в таком случае приходится использовать электромуфтовую сварку труб ПНД. Подобным образом выполняется и врезка в ПНД трубу, но там есть свои нюансы.
Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.

Легкость установки приспособления обеспечивается наличием на нем специальных отверстий. Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты. Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:

Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность. Его берут на вооружение не только домашние мастера, но и профессиональные сантехники.
Для соединений данного типа характерен высокий уровень прочности и надежности – протечки и другие дефекты по месту стыковки обычно не возникают. Смонтированный подобным образом полиэтиленовый трубопровод способен эффективно использоваться почти сто лет. Однако, чтобы достичь такого результата, в процессе работы необходимо неукоснительно соблюдать все рекомендации для обеспечения качественного соединения.
Как может быть выполнена пайка ПНД труб – надёжные и проверенные способы
Полиэтиленовые трубы, производимые главным образом из ПНД (полиэтилена низкого давления), занимают прочное место во многих сферах промышленности, строительства и быта благодаря наличию множества технологически выгодных характеристик. Это обусловливает необходимость в оптимальных способах их соединения, без чего невозможен процесс монтажа и обустройства трубопроводных линий.

Разновидности соединений труб из полиэтилена (ПЭ)
Среди различных типов соединений между полиэтиленовыми трубами выделяют разъёмные и неразъёмные.
Разъёмный способ позволяет по окончании эксплуатации разбирать собранную конструкцию. Соответственно, он оптимален в тех случаях, когда нет потребности в её длительном использовании. Подобное соединение труб осуществляется посредством стальных фланцев.
Более прочным и чаще применяемым на практике является неразъёмное соединение. Оно осуществляется посредством сварки, или пайки ПЭ труб, которая, в свою очередь, может быть стыковой или муфтовой. Оба способа являются эффективными и надёжными, позволяя получать монолитные прочные соединения.
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.

Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.

Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения.
Обязательным условием для высокой эффективности стыковой сварки является её выполнение посредством одного шва. Только в таком случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Муфтовая сварка ПНД труб
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.
Паяльник для труб ПНД имеет нагреваемые металлические детали, через непосредственный контакт с которыми осуществляется разогрев свариваемых изделий. Это, в частности, дорн, нагревающий внутреннюю поверхность фитинга, и гильза, в которую вставляют трубу для нагрева. Дорн и гильза скручиваются между собой и устанавливаются в отверстие паяльника для ПЭ труб.

При наличии необходимого паяльного агрегата можно осуществить пайку ПНД труб своими руками. Работа эта не очень сложна и под силу любому домашнему мастеру.
Перед тем, как спаять ПНД трубу своими руками, следует произвести некоторые предварительные работы, в частности:
- Подрезать заготовки специальными ножницами до нужных размеров. Срезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистить торцевые участки соединяемых изделий.
- Закрыть пробками торцы тех труб, которые не свариваются в данный момент, во избежание загрязнения и охлаждения.
- Очистить нагреваемые поверхности паяльного агрегата от засорений и частиц, которые могли остаться от предыдущей работы.
Далее можно приступить непосредственно к процессу пайки, который также состоит из ряда последовательных этапов.

Ввиду того, что выявление точной глубины погружения трубы в процессе сварки затруднительно, следует заранее замерить её и сделать соответствующую метку на поверхности изделия.
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.

Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.

Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.
В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом. Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение.
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.
Как спаять электромуфту пнд сварочным аппаратом

Кто написал ответ П.2- отправлять в школу, физику учить. Не ответивших, а кто сформулировал этот вопрос после "Нельзя".

Антон, регулируется напряжение и время. Время корректируется по температуре окружающей среды. Ток остаётся неизменным. Сопротивление разное и напряжение сварки у муфт разное (по сериям и производителям).
Инвертор сварочный, итальяшка, к сожалению- 61.4В. По стикеру- 25 секунд. По факту ставил 28 секунд, минимальный ток (не принципиально вовсе, минимум ставил с точки зрения максимальной скорости включения аппарата с момента активации тумблера). Результат отличный.
Avis, я к сожалению не могу оценить ваши опыты. Я вижу монтаж со стороны строителя и эксплуатирующей организации и работал в обоих сферах. На столе это одно дело, в яме другое. Как регулировать время при минусовой температуре наружнего воздуха? Как увидеть ошибку при перепадах напряжения? Что делать если вода попала в трубе на стык, инвертор что показывает? Так очень интересно все выглядит, опытным путем.
Антон, вода (в моем случае- этиленгликоль)- на стык не попадает, применение узконаправленное, подготовку можно сделать качественно и тщательно. Опыты такие проведены и опробованы многолетней практикой, на спец.форумах много примеров установок муфт сварочными аппаратами и иными регулируемыми источниками ток (лабораторные ЛАТРы обычно). Все ок. Минусы такой установки- коррекция по температуре производится вычислением по формуле, не у всех производителей муфт эта информация есть в свободном доступе. Это первое. Но у меня температура одинаковая. Перепады напряжения контролируются по мультиметру, и на тех объектах, где требуется такая установка- у меня всегда стабильное напряжение (такая специфика). В ямах мы не работаем, к счастью.
Второе- нету лога установленных муфт. Но, как я понимаю, в дешёвых аппаратах и так его нет.
Претензия была к вашей ерунде по поводу тока, и относительно разумности сварочного аппарата для этих муфт. Нет, достаточно регулируемого источника тока, таймера, калькулятора и понимания принципа работы нагревательного прибора (муфты). Плюс изопропанол и внимательность.
Avis, так можно и паяльником за 500 р паять через муфту китайскую пнд - 50 р., зачем сложные манипуляции проводить ? Эта дискуссия не закончится, потому что я как понимаю - вы геотремалку людям закапываете в 32 трубе технической из лучевой скважины , где из одного колодца 3 луча? Я не занимаюсь физикой или химией, мы не опытным путем товары продвигаем, мы стараемся дать человеку решение, которое за границей 30-50 лет как проверено и в России будет 30-50 лет работать. Можно и пнд к полипропилену припаять и к пвх попытаться.
Антон, короче- п.2 написан неграмотным человеком. Можно-нельзя- вопрос второй. Мне не сложно купить спец.аппарат, если в этом будет необходимость. Если бы я ставил более 10-20 штук в день, я бы уже шел в магазин.

Читайте также: