Как уменьшить ток сварки
Обновлено: 19.05.2024
Одним из видов соединения и резки металлов является электросварка. Она выполняется при помощи сварочных аппаратов и электродов или специальной проволоки. Необходимая сила тока при этом зависит от диаметра электрода, вида работ – сварка или резка и толщины металла. Поэтому ее необходимо регулировать.
Несмотря на распространение новых, инверторных, аппаратов, у многих людей в гаражах и сараях остались старые устройства, которые нуждаются в ручной регулировке. Ее нельзя производить так же, как регулировать ток трансформатора в сварочном полуавтомате или инверторе, в которых эту работу выполняет электроника.
Устройство и принцип действия сварочного трансформатора
Трансформатор для электросварки, как и любой другой, состоит из трех основных элементов:
- Первичной обмотки. На нее подается напряжение. В домашних аппаратах катушка подключается к сети 220В, на производстве для уменьшения потребляемого тока на нее подается 380В.
- Вторичная обмотка с напряжением 45-110В. К ней подключается электрод и масса, а в сварочных выпрямителях диоды или диодный мост.
- Магнитопровод. Это сердечник, на котором наматываются катушки. Состоит из большого количества пластин трансформаторного железа и может быть тороидальной, прямоугольной и Ш-образной формы.

Устройства большой мощности дополнительно оснащаются пусковой и защитной аппаратурой, а также вентиляторами.
Есть три режима работы трансформаторов:
- Режим холостого хода. В нем аппарат работает при перерыве в процессе сварки.
- Рабочий режим. Это сварка или резка металла.
- Режим короткого замыкания. Появляется при залипании электрода.
Регулировка тока сварочного трансформатора производится в рабочем режиме.
Основным недостатком такого аппарата является переменное выходное напряжение. Это дает возможность использовать только углеродистые электроды и сваривать только обычный металл. Для сварки нержавеющих и высоколегированных сталей необходимы специальные электроды и использование сварочного выпрямителя.
Информация! В отличие от обычных трансформаторов, у сварочных аппаратов рабочий режим похож на режим короткого замыкания. Поэтому для уменьшения нагрева они мотаются проводом большего сечения.






Как уменьшить мощность сварочного
Как уменьшить сварочный ток
При производстве сварочных работ нередко требуется изменять параметры технологического процесса. Наиболее часто в регулировке нуждается сварочный ток. Некоторые аппараты имеют встроенные механизмы регулировки рабочих параметров. Если же ваше оборудование не снабжено регулятором, изготовьте его самостоятельно. Статьи по теме:
- — стандартный переключатель тока;
- — регулятор тока сварочного трансформатора.
Инструкция 1 Используйте для уменьшения силы сварочного тока способ его ступенчатой регулировки. Для этого измените число витков, подключая их к выводам вторичной обмотки трансформатора. Такой способ прост, но не позволяет производить изменение в широких пределах. 2 Подберите для вторичной цепи трансформатора стандартный переключатель, который выдерживает ток величиной до 250-260 А. Этот способ требует меньшего вмешательства в техническое устройство прибора, однако подобрать переключатель с параметрами, подходящими для конкретного сварочного аппарата, очень непросто. 3 Изготовьте регулятор сварочного тока с применением тиристоров. Достоинство приведенной на рисунке схемы заключается в его простоте и доступности большинства элементов, используемых в конструкции регулятора. Ко всему прочему, устройство практически не требует дополнительной настройки. 4 Регулировку параметров устройства произведите при отключенной первичной обмотке трансформатора. Тиристоры, являющиеся основными элементами конструкции регулятора, включите встречным образом, параллельно друг другу. 5 Момент регулировки тока регулируйте изменением сопротивления резистора R7. При этом изменятся параметры в первичной обмотке сварочного трансформатора. Таким способом удобно менять рабочий ток аппарата в ту или иную сторону. Диапазон изменения тока отрегулируйте, подобрав параметры данного резистора опытным путем. 6 Используйте в схеме регулятора силы тока транзисторы старого образца, например, ГТ308 или П416. При отсутствии этих приборов замените их на более современные высокочастотные приборы со сходными параметрами. 7 Если вам не удалось подыскать транзисторы VT1 и VT2, а также резисторы R5 и R6, размещенные в базовых цепях, замените их динисторами. Аноды динисторов присоедините к крайним выводам резистора R7, катоды подключите к резисторам R3 и R4. Наиболее подходит для использования в приведенной схеме динистор типа KH102. Источники:
Сварочный выпрямитель
Использование постоянного напряжения дает более качественный шов. Она позволяет кроме обычных видов обработки выполнять аргонно-дуговую сварку и другие виды работ.
Информация! Такие устройства кроме однофазных изготавливают трехфазные. Это увеличивает мощность с распределением нагрузки на три фазы и обеспечивает более “гладкое” выходное напряжение, без пульсаций.
Сварочные выпрямители различают по типу установленных выпрямительных блоков:
- С двумя диодами. Вместо одной вторичной обмотки мотаются две и диоды подключаются по схеме с общей средней точкой.
- С обычным диодным мостом. В однофазных аппаратах устанавливается обычный мост, из четырех диодов, в трехфазных – мост Ларионова, из шести.
- Транзисторные. Редко встречаются из-за слишком мощных выходных транзисторов.
- Тиристорные. Разновидность диодных аппаратов, но вместо диодов устанавливаются тиристоры и система управления. Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
- Инверторные. Современные электронные аппараты индивидуального использования. Ток регулируется ручками управления или кнопками, расположенными на передней панели.
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Сварочный полуавтомат
Полуавтомат состоит из двух основных узлов:
- Блок подачи проволоки. Подает проволоку в зону сварки, дополнительно оснащается устройством подачи защитного газа.
- Устройство питания дуги. В качестве него используются сварочный выпрямитель или инвертор.
Справка! Ток полуавтомата регулируется в устройстве, питающем дугу.

Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.

Динамическая характеристика
При изменении расстояния от конца электрода до детали меняется длина дуги и ее сопротивление. Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:
Крутопадающая, или мягкая. При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.
Уменьшение колебаний питающей сети при проведении сварочных работ
Бытовые сварочные трансформаторы мощностью 2,2-3,3 кВт, изготовленные самостоятельно, при проведении сварочных работ вызывают уменьшение напряжения сети по нагрузке на несколько Вольт (сеть «садится»). Это приводит к пригасанию осветительных ламп и отражается на работе радиоаппаратуры, что вызывает нарекания со стороны соседей, напряжение в дома которых подается по одной линии.
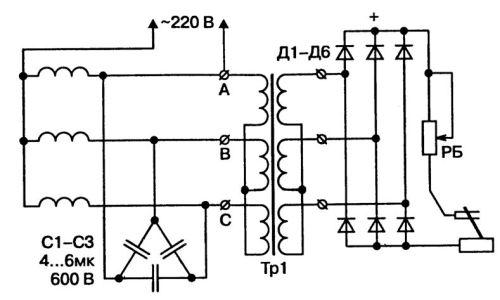
Уменьшить колебания напряжения питающей сети можно с помощью конденсатора, подключенного к первичной обмотке сварочного трансформатора (рис.1), емкость которого зависит от мощности сварочного трансформатора, При выборе величины емкости конденсатора, необходимо воспользоваться графиком, приведенным на рис.2

Если менять величину емкости, меняется ток первичной обмотки трансформатора. Этот ток имеет минимальную величину при определенной емкости конденсатора С1 (случай параллельного резонанса первичной обмотки I и емкости конденсатора С1).
Кривая 1 соответствует току холостого хода, а кривая 2 — проведению сварки. При сварке потребляемый ток возрастает, что на том же самом напряжении сети и неизменной частоте говорит об уменьшении индуктивности первичной обмотки. Кривая 2 более полога — добротность контура тем меньше, чем меньше индуктивность. Точка «а» пересечения двух кривых тока дает оптимальное значение емкости. Ток, потребляемый от сети при сварке будет практически равен току при разрыве сварочной дуги. Практически оптимальная емкость определяется так: к первичной обмотке подключается емкость и измеряется ток в общей цепи. Если при зажигании дуги потребляемый ток увеличивается, то емкость следует увеличить.
При точном подборе емкости можно добиться постоянства потребляемого тока при сварочной дуге и ее отсутствию. Конденсаторы следует применять типа МБГО, МБГВ, К75-11 на рабочее напряжение не ниже 600 В при напряжении сети 220 В. Величина емкости порядка 50-100 мкФ (в зависимости от мощности сварочного трансформатора).
Регулировка сварочного аппарата
Есть разные способы управления током сварочного аппарата.
С подвижными обмотками и сердечником
Жесткость характеристики зависит от магнитной связи между первичной и вторичной катушками. Для ее изменения необходимо поменять расстояние между первичной и вторичной обмотками или величину воздушного зазора в магнитопроводе. Для этого сердечник или катушку крепят на специальной гайке, а винт оснащается рукояткой. При ее вращении гайка накручивается и подвижная часть меняет свое положение, что приводит к изменению тока.
Этот способ применяется в аппаратах переменного напряжения, а также дополнительно оснащенных диодными мостами.

Подмагничивание сердечника постоянным напряжением
Еще одним способом управления является подмагничивание сердечника постоянным напряжением. Намагниченный сердечник увеличивает сопротивление магнитному потоку, созданному первичной обмоткой. Это уменьшает ток дуги.
Интересно! На аналогичном принципе основана работа магнитного усилителя. Это устройство применялось в системах управления электроприводом до появления тиристорных преобразователей.
Балластные сопротивления
Одним из самых распространенных и простых способов регулировки является использование балластного сопротивления:
- Активный балластник. Представляет из себя несколько проволочных или ленточных сопротивлений, которые переключаются при необходимости изменить ток электросварки. Используются с аппаратами всех типов. В самодельных устройствах малой мощности вместо комплекта сопротивлений используется спираль или змейка из нихрома.
- Индуктивный балластник. Это дроссель, индуктивность которого может меняться при необходимости изменением числа витков или величиной воздушного зазора в магнитопроводе. Устанавливается последовательно со вторичной обмоткой до диодного моста.

Тиристорное управление
Эта регулировка применяется в выпрямителях, в которых часть или все диоды заменены тиристорами. При изменении угла открывания меняется действующее значение напряжения и ток устройства. Управление углом осуществляется переменными резисторами или более сложными схемами.
Недостатком этой схемы является превращение постоянного напряжения в пульсирующее, что ухудшает качество шва.
Важно! При угле открытия более 90° падает амплитудное значение, что ухудшает процесс зажигания дуги.

Регулировка первичной обмотки
Регулировка токов сварочного трансформатора по первичке осуществляется тиристорным ключом – двумя тиристорами, включенными встречно-параллельно при помощи переменного резистора, соединяющего управляющие вывода или небольшой транзисторной схемы.
Регулировка тиристорным ключом первичек позволяет управлять аппаратами переменного напряжения.
Все эти способы регулировки теряют свое значение вместе со старыми аппаратами и распространением новых, инверторных. Они экономичнее, легче, а некоторые магазины предлагают обменять старый катушечный сварочник на новый. Но пока старые устройства находятся в эксплуатации знание того, как же регулируется сварочный ток в трансформаторе позволит выполнять сварочные работы более качественно.

Изменение количества витков
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Регулятор тока для сварочного аппарата

ОБОРУДОВАНИЕ
Введение в схему аппарата регуляторов для сварки положительно влияет на работу оборудования. Однако каждое устройство имеет недостатки, которые необходимо изучить заранее.
Любое отклонение настроек агрегата от нормы негативно сказывается на качестве шва. Существуют регуляторы, меняющие силу тока, направление магнитного потока, напряжение.

Общая информация
Залог высокого качества шва – правильная настройка параметров электротока. Опытные сварщики работают с деталями разной толщины. При этом мало выставить стандартные значения минимума или максимума.
Требуется тонкая регулировка с точностью до ампера. Для этого в конструкцию аппарата включают дополнительное устройство. Его называют регулятором тока.
Как производится регулировка тока сварочного аппарата
Настройка параметров агрегата обеспечивает не только высокое качество шва, но и удобство выполнения работ. Регулировка дает возможность правильно выбрать тип и диаметр электрода для каждого случая.
Выбор режима работы меняют механически или автоматически.
Во втором случае нужны сложные симисторные или тиристорные схемы. При наличии таких компонентов ремонт аппарата вызывает затруднения, его можно выполнять только в условиях специальной мастерской.
Способы регулировки сварочного тока
Настраивать аппарат можно разными методами.
Самыми распространенными считаются:
- повышение индуктивной или резистивной нагрузки на обмотку агрегата;
- уменьшение или увеличение числа витков;
- перенаправление магнитного потока оборудования;
- введение полупроводниковых систем.
Вариантов реализации этих схем много. При самостоятельной сборке аппарата каждый сварщик выбирает регулирующее устройство по возможностям.
Введение резистивной или индуктивной нагрузки
Это самый простой способ регулирования. К держателю подсоединяют дроссель или резистор. Это помогает менять индуктивность, влияющую на силу тока и напряжение.
Резисторные приборы улучшают характеристики агрегата. Для изготовления регулятора нужен набор проволок или прочная нихромовая спираль. Чтобы уменьшить или увеличить сопротивление, эти устройства подсоединяют к нужному витку обмотки.
Регулятор-дроссель обеспечивает многоступенчатую настройку. Его подключают к цепи после держателя. Индуктивная нагрузка создает разность между током и напряжением.
При минимальных значениях силы напряжение приобретает максимальную амплитуду. Такие параметры способствуют поддержанию стабильной дуги.
Изготовление дросселя своими руками
Этот элемент получают из ненужного трансформатора. Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Такой регулятор подойдет для изменения рабочих параметров трансформаторного агрегата. Элемент прост и ремонтопригоден. Недостатком считают слишком большой шаг настройки.
Такой способ действует благодаря повышению или уменьшению показателя трансформации. Для этого используют вспомогательные отводы вторичной обмотки.
Переключение между элементами помогает менять рабочее напряжение, мощность дуги. Регулятор способен работать с высокими силами электротока. Недостатками считают сложность приобретения коммутатора с требуемыми характеристиками, малый диапазон настроек.
.jpg)
Изменение магнитного потока аппарата для сварки
Метод предназначен для работы с трансформаторными агрегатами. Меняя магнитный поток, увеличивают КПД аппарата. Это помогает регулировать значение тока.
Агрегат настраивают за счет увеличения зазора, встраивания шунта или повышения подвижности обмоток. Добавляя или сокращая расстояние между катушками, наращивают мощность дуги.
Прежде аппараты снабжались специальной рукояткой. При ее повороте обмотка поднималась либо опускалась. Этот метод устарел и сейчас почти не применяется.
Мощные полупроводниковые приборы
Создание устройств, рассчитанных на высокие напряжение и силу тока, помогло разработать усовершенствованные сварочные аппараты. Регуляторы меняют не только сопротивление.
Они позволяют влиять на значения электричества, улучшать характеристики дуги. В классическом сварочном трансформаторе применяют тиристорные регулирующие приборы.
.jpg)
Регулировка в сварочных инверторах
Такие агрегаты характеризуются лучшими рабочими параметрами, компактными размерами. Силу тока в этих аппаратах регулируют, меняя частоту генератора. При снижении этого параметра уменьшается передаваемая обмотке мощность.
Ручка регулятора располагается на передней панели аппарата. Вращением ручки изменяют параметры работы генератора. В результате сварочная дуга приобретает нужные характеристики. Инверторные аппараты настраивают так же, как ручные.
Помимо регулировочной ручки, управляющий блок инвертора снабжается дополнительными средствами защиты и настройки. Они помогают поддерживать устойчивую дугу, делают сварку безопасной.
.jpg)
Изготовление регулятора сварочного тока
Простое устройство можно собрать из мощных проволок, используемых в подъемных механизмах. При отсутствии такого материала регулятор изготавливают из дверной пружины.
Такое сопротивление подключают стационарным или съемным способом. Один конец пружины подсоединяют к выходу трансформатора. Другую сторону снабжают зажимом, который может перемещаться по спирали.
Лучшим вариантом считается нихромовая проволока. Из нее изготавливают открытые спирали, устанавливаемые на длинный каркас. Под воздействием тока деталь создает вибрации.
Снизить их выраженность помогают растягивание спирали, увеличение толщины основания. Сгибание проволоки змейкой уменьшает размер резистора.

Необходимые элементы
При сборке регулятора могут потребоваться:
- стальная пружина;
- нихромовая спираль;
- шнур;
- переключатель;
- резистор;
- катушка;
- готовая схема сборки.
Схема тиристорного и симисторного регулятора тока
Такие элементы использовались в старых сварочных аппаратах. Их встраивали в первичную или вторичную обмотку трансформатора.
Принцип действия приборов таков:
- Управляющий элемент тиристора получает сигнал от регулятора. Это способствует открытию полупроводника. Диапазон длительности сигналов широк.
- Увеличение параметра способствует изменению времени начала полупериода электротока. Из-за этого его средняя сила снижается или повышается.
Главным недостатком схемы является увеличение времени нулевых значений. Дуга укорачивается, гаснет в процессе сварки. Для устранения такого эффекта в цепь включают дроссели.
.png)
Способы измерения сварочного тока
Для оценки рабочих параметров аппарата требуются специфические устройства, которые редко применяются в быту.
Токоизмерительные клещи
Самый простой измерительный инструмент. Встраивать его в электрическую цепь не нужно. Силу тока меряют на расстоянии, не касаясь провода. Разводящийся контур инструмента охватывает кабель.
На корпусе расположен переключатель диапазонов измерения, максимальное значение составляет 500 А. Клещи можно использовать в любой ситуации.
Инструмент не воздействует на электрическую цепь аппарата. Он подходит только для измерения переменного тока. В остальных случаях клещи бесполезны.

Амперметр
Встраивание этого прибора в электрическую цепь помогает получать более точные результаты измерений.
При подключении учитывают такие особенности:
- В цепь встраивают не само устройство, а его шунт. Стрелочный указатель подключают к резистору параллельно.
- Шунт имеет собственное сопротивление. Однако замерить его стандартным омметром не получится.
- Для каждого амперметра предназначен резистор своего сопротивления. Чаще всего устройства продаются в комплекте.
- Амперметр не должен реагировать на колебания, возникающие при изменении параметров тока. В противном случае стрелка будет хаотично двигаться при горении дуги.
Дополнительная информация
При сборке регулятора для сварочного агрегата стоит использовать тонкое текстолитовое основание. Это упрощает процесс монтажа. Все электронные компоненты, спирали и проводники нужно изолировать друг от друга.
В противном случае повышается вероятность короткого замыкания. При правильной сборке регулирующего прибора дополнительная настройка не требуется. Однако перед началом эксплуатации проверяют работоспособность транзисторов.
Как отрегулировать силу сварочного тока

О СВАРКЕ
В процессе настройки инвертора среди прочего устанавливают показатель сварочного тока. Его величина зависит от ряда параметров. Правильный выбор ампеража является необходимым условием высокого качества соединения.

Главную роль в сварке играет дуговой разряд, обладающий высокой температурой. Для его создания электрод и заготовки подключают к источнику напряжения. Разряд плавит металл кромок деталей, и тот сливается в одно целое.
Переносчиками заряда в дуге являются ионизированные атомы, молекулы и свободные электроны. С увеличением их количества горение улучшается. Для этого в обмазку электродов вводят компоненты с низким потенциалом ионизации.
Согласно закону Ома, через поперечное сечение любого участка неразветвленной цепи за единицу времени протекает одинаковое количество заряда. Отсюда следует, что сила сварочного тока ограничена значением, максимально допустимым для данного аппарата.
Для соединения заготовок методом плавления используют 2 вида напряжения:
Первое обеспечивает более качественные швы и соединения, металл меньше разбрызгивается.

Техника безопасности при сварке
Нормативы устанавливают следующие правила:
- Сварщик надевает специальный костюм, рукавицы из искростойкого материала, закрытую обувь на резиновой подошве. Они защищают кожу от брызг расплавленного металла и жесткого ультрафиолетового излучения дуги. Лицо закрывают маской с темным стеклом. Глаза необходимо защищать не только от прямых лучей ультрафиолета, но и от боковых бликов (отражения от стен).
- Пост оборудуют вытяжкой. Если работы ведутся в полевых или монтажных условиях, организуют проветривание. При отсутствии такой возможности сварщик работает в респираторе. Наиболее токсичны электроды с кислым покрытием. Вместо них рекомендуется использовать рутилово-кислые.
- Если вблизи поста находятся люди, мастер непосредственно перед зажиганием дуги громко произносит слово «глаза». Так он предупреждает их о необходимости отвернуться или защитить органы зрения.
- При выполнении работ на высоте используют монтажный пояс и другие средства страховки.
- Соблюдают требования электробезопасности.
Последний пункт включает в себя следующие установки:
- Перед началом работ проверяют целостность изоляции кабелей и других токоведущих частей. При наличии разрывов, выкрошившихся участков и прочих дефектов пользоваться аппаратом запрещено.
- При необходимости ремонта, замены расходника, перемещения, а также на время простоя или обеденного перерыва оборудование обесточивают.
- Подсоединение к сети производят через автомат, защищающий от короткого замыкания.
- Сварку в условиях повышенной влажности (в бойлерной, градирне, подвале или на улице во время дождя) должен проводить мастер, обладающий соответствующими навыками.
На что влияет сила сварочного тока
Данная величина определяет количество выделяемой теплоты: Q=(I^2)*R,
R – сопротивление дуги.
Таким образом, от данного параметра зависит глубина плавления металла. Если выбрать его заниженным, шов получается непрочным, имеются непроваренные участки.
Завышенный ампераж приводит к сквозному прогоранию заготовки с последующим вытеканием металла из сварочной ванны.
От чего зависит параметр
Чтобы правильно подобрать величину тока для сварки, необходимо учесть ряд факторов. Для понимания их роли каждый следует рассмотреть подробно.
Толщина электрода
Наиболее важный критерий. С увеличением диаметра расходника ампераж возрастает. Среднее соотношение – 30 А на 1 мм.

На упаковке с расходниками рекомендуемый ток указывают в виде диапазона, например, 80-120 А. Точное значение мастер подбирает опытным путем.
Толщина листа металла
Данный показатель влияет на выбор расходника. С увеличением толщины металла диаметр стержня возрастает. Соответственно увеличивается и ампераж. Это объясняется тем, что для плавления кромок массивных заготовок требуется больше тепла.
Необходимо принимать во внимание фактический размер детали. Если кромки подвергались разделке, т.е. с них срезали фаски, то их толщина в зоне стыка будет меньше. Соответственно снижают и силу тока.
Характеристики шва
Различают 2 способа сварки:
Второй тип применяется для соединения деталей большой толщины. В каждом слое используют свой диаметр расходника и ампераж. Корневую часть варят электродом 3 мм, затем применяют более толстые стержни.
На выбор силы тока влияние оказывает пространственное положение шва. В зависимости от этого используется рекомендуемая производителем величина:
В последнем случае применяют расходники диаметром не более 4 мм.
Полярность тока
При сварке на постоянном токе различают 2 вида полярности:
1 Прямая. Отрицательный полюс источника подсоединяют к расходнику.
2 Обратная. «Минус» подключают к одной из заготовок.
От полярности зависит распределение температур в дуге. С учетом этого регулируют ампераж.
Универсальная таблица для определения силы тока
Зависимость ампеража и диаметра расходника от толщины заготовки удобно представить в табличном виде. При этом учитывают взаимное расположение деталей.
Для стыковых соединений
Свариваемые поверхности расположены параллельно друг другу. Устанавливают следующий ампераж:
| Толщина кромки, мм | Диаметр расходника, мм | Ампераж, А |
| 1,5-2,0 | 1,6-2,0 | 30-45 |
| 3 | 3 | 65-100 |
| 4-8 | 4 | 120-200 |
| 9-12 | 4-5 | 150-200 |
| 13-15 | 5 | 160-250 |
| 16-20 | 6-8 | 200-350 |
| Свыше 20 | 6-8 | 200-350 |
Для угловых и тавровых соединений
Поверхности заготовок расположены перпендикулярно. Поперечное сечение наплавки имеет вид прямоугольного треугольника с выпуклой гипотенузой. Ампераж устанавливают в соответствии с таблицей:
| Катет шва, мм | Диаметр расходника, мм | Ампераж |
| 3 | 3,0 | 65-100 |
| 4-5 | 4,0 | 120-200 |
| 6-9 | 5,0 | 160-250 |
По какой формуле осуществляется расчет
Применяют 3 выражения для разных диаметров стержня расходника (мм):
- До 3: I =30*d.
- 3-4: I=40*d.
- Более 4: I=(20+6*d)*d.
Здесь d – диаметр стержня расходника, мм.
Подробнее о выборе тока для сварки электродом на практике
Найти оптимальную величину помогут рекомендации опытных сварщиков.
Влияние режима сварки
Параметры, регулирующие процесс, делятся на основные и дополнительные. К первой группе относят:
- скорость перемещения расходника;
- его диаметр;
- напряжение на дуге;
- род, полярность и силу тока.

Дополнительными параметрами являются:
- положение расходника;
- состав и толщина его обмазки;
- ориентация детали.
Все перечисленные факторы называют режимом сварки. Они взаимосвязаны: изменение одной величины влечет за собой коррекцию другой. Например, при необходимости уменьшить тепловложение можно поступить 2 способами:
- Снизить ампераж.
- Увеличить скорость перемещения расходника.
Эту взаимосвязь учитывают и при необходимости увеличить производительность. Устанавливают более высокую скорость, одновременно поднимая ампераж.
Оценить влияние каждого фактора математически и вывести соответствующие формулы невозможно. В каждом случае важно приспособиться и подобрать оптимальный ампераж опытным путем.
Длина дуги
Существует линейная зависимость между длиной дуги и напряжением на ней. С ростом первого показателя увеличивается и второй. При этом сила тока и тепловыделение меняются мало.
.jpg)
С увеличением длины дуги снижается качество шва. Причины следующие:
- Разряд «гуляет» по поверхности, в результате чего тепло распространяется по большой площади. Соответственно кромки в зоне стыка хуже прогреваются.
- Расплавленный металл из стержня расходника отскакивает от плохо прогретой поверхности. Увеличивается разбрызгивание, шов получается грязным. В сварочную ванну попадает только часть легирующих элементов.
Оптимальную длину дуги в мм определяют по формуле L=d+0,5, где d – диаметр электрода в мм.
Плавящийся расходник в процессе работы постепенно укорачивается, поэтому держатель понемногу приближают к заготовке.
Прямая или обратная полярность
При сварке на постоянном токе в дуге различают 2 зоны:
- Анодное пятно. Расположено со стороны положительного полюса источника.
- Катодное. Находится со стороны «минуса».
Зоны имеют разную температуру. При использовании плавящегося электрода анодное пятно холоднее катодного, поэтому для соединения тонкостенных заготовок поступают так:
Благодаря этому исключается прогорание заготовок.
Для соединения толстостенных деталей нужен сильный прогрев. Для этого:
- К ним подсоединяют «минус» (обратная полярность при сварке).
- Устанавливают максимальный ампераж из предлагаемого диапазона.
Этим обеспечивается глубокий провар, соединение получается прочным и надежным.
При использовании тугоплавкого электрода (аргонодуговой метод) наблюдается обратное распределение температур: анодное пятно является более горячим. Данная технология предусматривает только прямую полярность, поскольку на обратной дуга бьет в расходник и тот быстро засоряется. При соединении тонкостенных деталей тепловложение регулируют амперажом и скоростью сварки.
Покрытие электрода
По составу различают 4 вида обмазки:
Основное покрытие отличается от остальных наличием деионизирующего элемента – фтора. Он сокращает число носителей заряда, что затрудняет горение дуги. Для стабилизации этого процесса приходится увеличивать ампераж на 20-30 А. Так, если для сварки рутиловым расходником диаметром 2 мм аппарат настраивают на 40-70 А, то для основного той же толщины – на 60-100 А.
Постоянный и переменный ток
Род тока не влияет на ампераж. Его выбирают по следующим критериям:
- Если к качеству и прочности шва предъявляются высокие требования, используют постоянное напряжение. Оно характеризуется небольшим отклонением дуги и слабым разбрызгиванием металла. Шов получается ровным и чистым. На постоянном токе дуга горит лучше, имеется возможность регулировать распределение температур путем изменения полярности. Это используется в работе с тонкостенными заготовками и цветными металлами.
- Если требования к качеству и прочности соединения низкие, применяют переменное напряжение. Оно позволяет снизить затраты, т.к. оборудование для этого вида сварки стоит в 1,5 раза дешевле. Также у него меньше размеры и вес.
Кроме того, предпочтение переменному току отдают в следующих случаях:
- Материал заготовок содержит оксиды. Частое изменение направления тока способствует их большему разрушению. Например, на переменном напряжении варят алюминий, т.к. на его поверхности образуется окисная пленка.
- Поверхность детали загрязнена так, что ее невозможно очистить.
При выборе рода напряжения учитывают и материал обмазки расходника. На электродах с основным покрытием дуга горит хуже из-за деионизирующего воздействия фтора, поэтому ими можно варить только на постоянном токе. Для прочих разновидностей подходит любой род.
Особенности для инверторов
Главное отличие аппаратов этого типа заключается в наличии особого электронного узла, повышающего частоту сетевого тока до десятков кГц. Это дает следующий результат:
- Уменьшаются размеры и вес трансформатора.
- Увеличивается его КПД.
- Снижается цена (за счет уменьшения материалоемкости).
Электронное управление упрощает настройку силы тока. Ее задают переключателем на инверторе, величину напряжения аппарат выбирает автоматически. Наиболее удобны в работе модели с плавной регулировкой.
Электроника самостоятельно корректирует ампераж при:
- Зажигании дуги. Функция получила название «Горячий старт» или Hot Start. Ток кратковременно увеличивается на 5-100% номинального, что облегчает возникновение дугового разряда. На дешевых моделях величину превышения производитель устанавливает на свое усмотрение, и изменить ее нельзя. На дорогих параметр задает пользователь. Функция востребована при сварке плохими расходниками, наличии ржавчины и окалины на деталях, нестабильном напряжении в сети.
- Разрыве дуги или соединении электрода с заготовкой посредством капли расплавленного металла (расходник приваривается). Тоже происходит наброс тока. Это способствует возобновлению горения разряда или отрыву капли от стержня. Функцию называют «Форсирование дуги» (Arc Force).
- Касании стержнем заготовки. Ампераж сбрасывается, что позволяет оторвать расходник. Название функции – “Антизалипание” (Antistick).
Нужный режим для сварки инвертором подбирают с учетом его мощности. Многие модели относятся к классу бытовых и не рассчитаны на большие токи. Максимальный диаметр расходника для них часто не превышает 2 мм, рекомендуемый ампераж составляет 30-45 А.
Влияет ли марка электрода на выбор силы тока
По марке определяют состав обмазки. Например, расходники Уони-13 и ЦУ-5 имеют покрытие основного типа. Они обеспечивают высокие качество и прочность шва за счет отсутствия водорода в металле, но горят хуже других. Поэтому ими варят только на постоянном напряжении, ампераж увеличивают на 20-30 А. Другие расходники не столь требовательны к режиму сварки.
Рекомендуемые параметры для всех изделий указываются на упаковке.
Зная, как подобрать сварочный ток, мастер качественно выполнит работу любым электродом и во всех пространственных положениях.
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.

Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.

При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
Полупроводниковые приборы
Создание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа.
Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на характеристики сварочной дуги. В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Применение тиристорной и симисторной схемы
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор.
Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению.
Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению.
Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются.
Что влияет на выбор сварочного тока
При выполнении сварочных работ, качество получаемого соединения зависит в первую очередь от того, насколько правильно выбран режим сварки. Основным регулируемым параметром процесса или главной режимной характеристикой является электрический ток, который называют сварочным током.
Сила тока при сварке зависит главным образом от параметров заготовки, которую предстоит варить и от некоторых других факторов.
Основные понятия
Сварочный ток, кроме своего абсолютного значения, выражаемого в амперах, характеризуется постоянством или периодическим изменением во времени величины и направления.
В первом случае ток называется постоянным. Его источниками являются сварочные выпрямители, автономные сварочные генераторы, а также современные аппараты для сварки, использующие инверторные технологии.

Если направление и (или) величина тока меняются во времени, то его называют переменным. Источниками переменного сварочного тока служат понижающие трансформаторы, первичная обмотка которых включается в сеть переменного тока 220 или 380 вольт.
На выбор параметров сварки, то есть ее режима, влияют следующие факторы, тесно между собой связанные:
- толщина свариваемой заготовки;
- вид металла или сплава, который предстоит варить;
- диаметр применяемого электрода;
- расположение и характер шва.
Выбираемый токовый режим работы сварочного аппарата определяет величину энергии электрической дуги. Чем больше значение этого параметра, тем больше тепла выделяется при горении дуги, а значит, более интенсивно и глубоко плавится заготовка и применяемый электрод.
Отсюда становится понятным, что чем толще и массивней свариваемый металл, тем большее значение тока должно быть установлено при его сварке. Кроме этого, существует прямая зависимость между толщиной заготовки, токовым режимом и диаметром электрода при ручной дуговой сварке.
Зависимость от толщины электрода
Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины.
При увеличении тока сварки, увеличивается скорость плавления, как заготовки, так и материала электрода, это определяет прямую зависимость между сварочным током и диаметром электрода.
Например, если электродом, имеющим диаметр 2мм, рекомендуется сваривать металл толщиной 2 – 3 мм, выбирая при этом сварочный ток в диапазоне 40 – 80 ампер, то для электродов диаметром 5 – 6 мм указывается токовая величина 220 – 320 ампер при сварке металла 10 – 24 мм.
Стоит упомянуть ещё об одной характеристике сварочного процесса, связанной с диаметром используемого электрода. Речь идет о плотности тока сварки, определяемой отношением сварочного тока к площади поперечного сечения электрической дуги и измеряемой в амперах на миллиметр квадратный (А/мм2).
Этот параметр играет важную роль в формировании сварного шва. С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
Это обусловлено тем, что электрод с диаметром большего размера создает более толстую дугу, имеющую большее значение площади. Показатель плотности зависит также от длины электрической дуги.
При увеличении разрядного промежутка между электродом и заготовкой, дуга вытягивается, становясь тоньше, уменьшая площадь поперечного сечения разряда. При этом уменьшается температура, создаваемая дугой, замедляется процесс переноса вещества электрическим разрядом.
При дальнейшем увеличении зазора, процесс начинает терять стабильность, поверхность сварочной ванны становится неровной, и в итоге дуговой разряд гаснет. Таким образом, в относительно небольших пределах, энергию сварочного процесса можно регулировать путем изменения длины дуги.
Что касается сварки полуавтоматом, роль электрода здесь играет специальная проволока для сварки, диаметр которой также выбирается по таблицам, в зависимости от характеристик свариваемого металла и его толщины.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.

Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока.
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
при диаметре 3-4 мм формула меняется на:
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Расположение и характер шва
Оптимальная величина тока сварки зависит от пространственной ориентации свариваемого соединения и положения, из которого производится сварка, а также от того, скошены ли кромки свариваемых деталей и под каким углом. Понятнее станет, если рассмотреть примеры.
При сваривании горизонтального шва в положении сверху, значение тока можно установить более высокое, чем при сварке вертикальных или горизонтальных потолочных швов в положении снизу.
Это объясняется тем, что сварочная ванна горизонтального, свариваемого сверху шва более устойчива и не склонна к растеканию. Повышенное значение тока в этом случае обеспечивает более глубокий провар заготовок, следовательно, более прочное сплавление по всей толщине детали.
Наименьший ток должен быть выбран при сварке потолочных швов снизу. В этом случае жидкий металл под воздействием силы тяжести стремится оторваться от шва и упасть, чему до определённого момента препятствуют лишь силы поверхностного натяжения расплавленного металла.
Это обстоятельство предъявляет более высокие требования к квалификации сварщика, которому в процессе выполнения работы необходимо тщательно следить за жидкой массой сварочной ванны, предотвращая вытекание из неё металла.
Следует заметить, что опытный сварщик может регулировать этот процесс, не уменьшая значение тока, а увеличивая скорость перемещения электрода вдоль шва, что кстати, уменьшает затраты времени на выполнение работы.
Подготовленные к сварке торцевые поверхности деталей путём их скашивания, требуют несколько уменьшить величину тока сварки, так как неподготовленные кромки необходимо проваривать гораздо глубже, чем предварительно снятые. Однако и в этом случае, при наличии опыта, выбор требуемого режима может быть осуществлен изменением скорости сварочного процесса.
Некоторые нюансы при выборе сварочного тока вносит тип покрытия применяемых электродов, но влияние этого фактора существенно ниже перечисленных ранее.
Какое влияние имеет полярность
При сварке инвертором, или классическим аппаратом постоянного тока, выбор режима сварки связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
Особенностью сварочного процесса при прямой полярности является то, что плавление материала электрода происходит более интенсивно, чем плавление заготовки. Объясняется это следующим образом.
Несмотря на то, что условное направление протекания электрического тока принято от плюса к минусу, реальный физический процесс представляет собой движение отрицательно заряженных частиц – электронов, от минуса к плюсу.
Благодаря этому, при такой полярности происходит быстрый расход материала электрода. Использование прямой полярности целесообразно в случае относительно тонких заготовок, либо если к массивному элементу приваривается тонкая деталь.
При подключении электрода к плюсу, а заготовки соответственно, к минусу, получаем полярность, которую называют обратной. При таком включении интенсивней плавится заготовка, что определяет преимущество его применения при сваривании более толстых деталей.
Поскольку каждая металлическая заготовка и сварочный аппарат имеет свои особенности, выбор оптимального значение тока зависит от опытности сварщика. Тем же, кто только учится варить, необходимо ориентироваться на расчетные и табличные значения.
Читайте также: