Как варить точечной сваркой
Обновлено: 05.10.2024
Для ремонта кузова используются следующие виды сварки:
Сварка полуавтоматом применяется для устранения трещин и разрывов в кузове, дуговая ручная сварка используется, когда неважна эстетичность шва, а газовая – для сварки толстостенных элементов (свыше 3 мм).
Точечная сварка кузова
Метод точечной сварки основан на кратковременном пропускании большого тока через детали кузова, соединенные внахлест, при этом в месте сжатия поверхностей деталей металл расплавляется и перемешивается, формируя сварное соединение. Точечная сварка позволяет получить прочное соединение быстро, без перегрева кузовных элементов и без разбрызгивания окалины и продуктов горения флюса.
Необходимое оборудование и подготовка к сварке
Для точечной сварки кузова потребуется следующее оборудование:
Заплатки необходимы для сварки элементов кузова на стыке или при устранении трещин и щелей, так как точечная сварка соединяет только плоские листы металла, расположенные внахлест.
Перед проведением сварки нужно тщательно очистить свариваемые поверхности от ржавчины и грязи металлическими щетками, после чего снять оксидную пленку наждачной бумагой со средним и мелким зерном. Дополнительно можно обезжирить поверхности ацетоном или бензином, предварительно обесточив кузов.
Заплатки зачищают аналогичным способом, после чего между свариваемыми деталями перед их закреплением наносится токопроводящий грунт. Он выполняет роль легирующей и укрепляющей сварное соединение добавки, которая не удаляется после сварки и остается между деталями.
Подготовка аппарата заключается в проверке его работоспособности, установке заземления, зачистке медных электродов и установке параметров сварки.
Выбор режима
Режим точечной сварки определяется следующими параметрами:
Сила тока для сварки выбирается в зависимости от режима проварки (мягкого или жесткого). Жесткая сварка проводится под большими токами с высокой скоростью, но при этом меньше надежность соединения, а при мягкой проварке небольшими токами площадь сваривания больше, но процесс занимает больше времени.
Рассчитать ток для точечной сварки можно по формуле:
I = j * F, где:
- I – сила тока;
- j – плотность тока (200-400 А/кв. мм);
- F – площадь электрода, которая вычисляется по его диаметру D, зависящему от толщины свариваемых листов q (в мм) следующим образом: D=2 * q + 3.
Также силу тока можно вычислить по толщине детали кузова напрямую: I = 6500 * q (формула получена эмпирическим путем и подходит для деталей с толщиной до 3 мм).
Время подачи импульса рассчитывается как 0,8 * q и регулируется специальным таймером на сварочном аппарате или вручную – длительностью нажатия на рукоятку. Кроме того, на рукоятке есть регулятор силы давления, сообщающегося деталям в момент подачи импульса при нажатии. Высокое давление применяется при больших токах, а при малых токах и времени подачи импульса дольше 1,5 секунд силу давления лучше снизить, чтобы не допустить образования отверстия в месте сварки.
Описание технологии процесса
Процесс точечной сварки кузова включает следующие шаги:
- Зачистка и промазывание поверхности кузова грунтовкой.
- Закрепление деталей и заплаток между собой.
- Нанесение разметки вдоль линии сварки.
- Закрепление деталей одинарными точками проварки по периметру линии сварки.
- Проварка деталей в соответствии с разметкой.
- Проверка прочности соединения.
- Зачистка точек сварки (при необходимости).
Перед закреплением зачищенных деталей их плоскости в месте нахлеста необходимо подогнать друг к другу для максимально большей площади соприкосновения, подгонка и выправление тонких элементов кузова выполняется ударами киянки с подкладыванием твердого основания для ударов, а правка наружной поверхности осуществляется выпрямляющими болтами.
Нанесение разметки заключается в обозначении маркером точек проварки вдоль линии соединения деталей. Оптимальное расстояние между точками сварки – 15-30 мм по длине линии сварки и дополнительные точки проварки ставятся между основными, но отстоящими от линии их соединения на 10-15 мм: они провариваются после прихватки деталей по всей линии через одну отмеченную точку.
После соединения каждых 10-15 точек аппарату нужно давать отдых 2-3 минуты, чтобы не допустить перегрева и деформации медных электродов. При нехватке времени используются сменные электроды, используемые во время остывания горячих электродов. Во время отдыха аппарата медные электроды нужно проходить шкуркой с мелким зерном, удаляя окисную пленку и примеси.
Места соединения должны иметь круглую или овальную форму и металлический блеск. Черные круги в точках сварки свидетельствуют о чрезмерном времени подачи импульса. Если в местах проварки имеются мелкие отверстия или по краям наблюдается истончение металла, то нужно уменьшать силу давления и силу тока сварки, немного увеличив время подачи импульса.
Проверять качество соединения необходимо после остывания деталей – через 5-10 минут после сварки. В местах сварки, где на кузов имеется повышенная динамическая нагрузка (например, при сварке боковых частей вдоль рессор), лучше оценить толщину точки проварки микрометром, ее величина не должна быть меньше 1,2 от толщины одной свариваемой детали или заплатки. Если требуется герметичность шва, то между точками проварки после их остывания наносится герметик.
Технология точечной сварки выполняя работы своими руками
Процесс сваривания точечной технологией включает в себя несколько этапов. Как варить металл при помощи точечной сварки? Сначала соединяемые детали совмещаются в нужном положении, помещаются между электродами сварочного аппарата и прижимаются друг к другу. После этого они нагреваются до состояния пластичности и совместно подвергаются последующему пластическому деформированию. В промышленных условиях при использовании автоматического оборудования частота сварки может достигать до 600 точек в минуту. Чтобы была возможна качественная точечная сварка своими руками в домашних условиях, необходимо поддерживать неизменную скорость перемещения обоих электродов и обеспечивать требуемую величину давления и полный контакт соединяемых деталей.

Точечное сваривание — схема
Детали нагреваются за счет прохождения сварочного тока в виде кратковременного импульса длительностью 0,01…0,1 секунд в зависимости от условий сварки. Этим импульсом обеспечивается расплавление металла в зоне действия электродов и образование общего жидкого ядра обеих деталей, диаметр которого может составлять от 4 до 12 мм. После прекращения действия импульса тока детали в течение некоторого времени под давлением удерживаются, чтобы расплавленное ядро остыло и кристаллизовалось.
Продолжительность нагрева
Продолжительность нагрева либо прохождения сварочного тока может изменяться от тысячных долей до десятков секунд и зависит от условий сварки и мощности аппарата. При сварке деталей из сталей, склонных к закалке и возможному образованию трещин (например, углеродистые стали), рекомендуется увеличивать время нагрева для замедления последующего охлаждения металла. Сварку же деталей из нержавеющих аустенитных сталей надо выполнять, наоборот, с как можно меньшей продолжительностью нагрева. Это делается для предотвращения опасности нагрева наружной поверхности точки соединения до температуры структурных превращений, что может повлечь за собой нарушение высоких антикоррозионных свойств наружных слоев металла.
Сила давления
Значение давления между электродами должно обеспечивать надежный контакт деталей в месте соединения. Оно зависит от вида свариваемого металла и толщины соединяемых деталей. Давление после нагрева имеет важное значение, так как его соответствующая величина обеспечивает мелкозернистую структуру металла в месте сварки, а прочность точки соединения становится равной прочности базового металла.
Электроды, технические характеристики и особенности использования
- Качество сварки зависит также и от правильного выбора диаметра медного электрода. Диаметр точки соединения должен превышать толщину самого тонкого элемента сварного соединения быть в 2 — 3 раза.
- Прижимом деталей в момент прохождения сварочного импульса обеспечивается образование около расплавленного ядра особого уплотняющего пояска, препятствующего выплеску расплавленного материала из зоны сварки. В результате никаких дополнительных мер защиты места соединения не требуется.
- Для улучшения кристаллизации расплавленного металла электроды надо разжимать с небольшой задержкой после прохождения сварочного импульса.
- Для получения качественного и надежного сварочного шва соединяемые поверхности следует предварительно подготовить, в частности, очистить от ржавчины.
- Промежуток между точками соединения должен обеспечивать уменьшение шунтирования тока сквозь соседние точки. Например, для сварки двух (трех) деталей толщиной от 1 до 8 мм каждая, расстояние между точками соединения изменяется соответственно от 15 (20) до 60 (100) мм.
Качество материалов
- Электроды, применяемые для точечной сварки, должны обеспечивать прочность в интервале рабочих температур, высокую тепло- и электропроводность и легкость механической обработки. Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе.
- По значениям электро- и теплопроводности медь значительно превосходит бронзы и сплавы, но в 5 — 7 раз хуже их по показателям износостойкости. Поэтому наилучшим сплавом для изготовления электродов считается сплав типа ЭВ, представляющий из себя почти чистую медь с 0,7% добавкой хрома и 0,4% цинка.
С целью уменьшения износа электродов при эксплуатации рекомендуется применять их интенсивное охлаждение водой.
Область применения
В домашних условиях точечную сварку выполненную своими руками чаще всего используют при ремонте бытовой техники, различных работах с алюминием, кабелем или починкой мелкой кухонной утвари.
В промышленности точечную сварку используют при сваривании листовых заготовок из сталей различных марок, цветных металлов и сплавов различных толщин, пересекающихся стержней, профильных заготовок (уголков, швеллеров, тавров и т. п.).
Достоинства и недостатки точечной сварки
Как и любой технологический процесс, электросварка точечная обладает своими достоинствами и недостатками. К первым относятся, прежде всего механическая прочность точечных швов и высокая экономичность, а также возможность автоматизации сварочных работ. Существенным недостатком является невозможность обеспечения герметичности сварочных швов.
Использование самодельного сварочного аппарата
Для сварочных работ в домашних условиях можно изготовить аппарат точечной сварки собранный своими руками. Самодельные сварочники могут обладать самой разнообразной конфигурацией — от небольших переносных до достаточно габаритных. В домашних условиях обычно используются настольные версии, которые могут применяться для сварки черных и цветных металлов.
Основа аппарата
Основной конструктивной деталью одного из таких сварочных аппаратов является базисный трансформатор. Для этого лучше всего воспользоваться устройством серийного производства, например, ОСМ — 1. Первичную обмотку трансформатора можно оставить без изменения, при этом она должна содержать не меньше 200 витков. Вторичную обмотку необходимо заменить на более мощную, используя провод ПЭВ 2/1,9 или ПВ З — 50.

Трансформатор ОСМ — 1
Регулировка значения величины тока в аппарате не обязательна. В процессе сварки необходимо ориентироваться по продолжительности нагрева и контролировать его визуально по окраске. Для изготовления держателей электродов можно использовать дюралюминиевый прут диаметром 30 мм.
Конструкция электродов
Нижний электрод необходимо сделать неподвижным и изолировать его от щечек и крепежных болтов клейкой лентой и шайбами. Для крепления электродов в держателях можно воспользоваться двумя болтами или латунными шайбами.
Затем можно взять какие-нибудь пружины, скажем от раскладушки. Держатели с электродами следует развести пружиной в исходное положение. Сварочный точечный аппарат подключается в сеть с помощью автоматического выключателя, рассчитанного на ток не менее 20 А.
Управление аппаратом
Самим аппаратом можно управлять магнитным пускателем, который может включаться нажатием педали. Корпус трансформатора и его вторичная обмотка должны быть заземлены. Соединяемые детали необходимо зажать между электродами. Протекающий между ними ток разогревает металл, после чего отключается электричество, увеличивается сила сжатия электродов и в итоге образуется сварное соединение.

Холодная сварка металла — это соединение металлических деталей без нагрева.
Хотите научиться правильно варить электросваркой «с нуля»? Тогда вам будет полезна эта статья.
Видеоролики точечной сварки выполненной своими руками
1. Видео о применении аппарата точечной сварки GYSPOT 3502, предназначенного для устранения вмятин при помощи инерционного молотка, приварки заклепок, шпилек, гвоздей, шпонок, шайб и болтов, удаления ямок и осадки поверхностей c использованием угольного электрода:
2.Видео об использовании аппарата точечной двухсторонней сварки GYSPOT 32D-С для ремонта видовых поверхностей и соединения кузова автомобиля:
3.Конденсаторная сварка своими руками с автоматической подачей метизов:
Технологический процесс точечной сварки, сфера применения и специфика работы сварочным оборудованием
Точечная сварка – один из видов контактной сварки, представляющий собой термомеханический процесс. Принцип работы состоит в том, что электрический ток проходит между электродами через металл, разогревает его и доводит до плавления. В результате две металлические детали соединяются в конкретной точке. В точке сварки образуется маленькая круглая отметина – ядро сварной точки.
Сферы применения
В производстве такая сварка применяется для соединения заготовок разной и одинаковой толщины: это могут быть пересекающиеся стержни, стальные листы, цветные сплавы, двутавры, уголки и иные профильные заготовки. Такой способ эффективен при сварке автомобильных и тракторных деталей и железнодорожных вагонов.
Нашлось применение точечной сварки и в домашних условиях. С помощью купленных или самодельных сварочных аппаратов проводят ремонт электрических кабелей, деталей микроэлектроники, бытовой техники и многого другого.
Режимы точечной сварки
Точечная сварки применяется в двух режимах: мягком и жёстком.
Мягкий режим
Мягкий режим проводится с применением умеренной силы тока (до 100 ампер), из-за этого место соединения деталей нагревается более плавно. Однако данный режим занимает больше времени по сравнению с жёстким.
Благодаря невысокой мощности сварочного аппарата, не возникает высокой нагрузки на электрическую сеть, а сам агрегат будет стоить не так дорого.
На этом режиме рекомендуется сваривать легированную сталь и сталь с высоким содержанием углерода.

Примерная стоимость аппаратов для точечной сварки на Яндекс.маркет
Жесткий режим
Жёсткий режим осуществляется при помощи мощного оборудования и с применением сильного давления на электроды. Это обеспечивает высокую скорость и производительность сварки.
Однако для использования такого режима необходимо дорогое мощное оборудование, электрические сети подвергаются существенным нагрузкам.
Жёсткий режим применяется при сварке заготовок большой толщины, алюминиевых листов, медных сплавов и стойкими к коррозии сталями.
Необходимое оборудование
В зависимости от режима, в котором планируется вести работу, выбирается соответствующее оборудование. Сегодня в магазинах имеется большой ассортимент аппаратов для точечной сварки.
На крупных предприятиях устанавливаются дорогостоящие станки для данного типа сварки. Такой станок имеет высокую функциональность и может работать с самым разным металлом. Цена может меняться в зависимости от типа установленного на станке трансформатора.
Существуют легкие компактные аппараты для использования в быту. В их комплект входят трансформатор невысокой мощности, а также клещи.
Самым популярным аппаратом считается споттер. Он имеет самую низкую цену, но в комплекте отсутствуют специальные клещи. При этом ток передаётся через вывод, который присоединён к детали и электроду.

Примерная стоимость споттеров на Яндекс.маркет
Споттер имеет достаточно простую схему работы, а качество работы соответствует всем требованиям.
Применяемые электроды
Выбор вида электродов имеет большое влияние на качество сварочного шва. Электроды являются сменными, поэтому необходимо подбирать наилучшее решение для каждого конкретного случая.
Важнейшими параметрами являются высокая тепло- и электропроводимость. Медные электроды полностью соответствую этим требованиям. Также часто применяются бронзовые сплавы. Иногда вместо электрода используется электролитическая медь.
Ещё одним важным параметром является толщина электрода. Нужно помнить, что диаметр электрода в 2-3 раза должен превышать толщину свариваемых изделий.

Примерная стоимость электродов на Яндекс.маркет
Технологический процесс
Процесс точечной сварки проводится по следующим этапам:
- Свариваемые элементы складываются внахлёст.
- В месте будущего соединения элементы зажимают между двумя электродами. Эти электроды, будучи подключёнными к трансформатору, проводят ток к месту сварки.
- С подачей тока происходит нагрев свариваемых деталей в точке, которая зажата между электродами.
- Необходимо подождать, пока внутренние слои металла достигнут пластичности.
- После выключения тока нужно некоторое время осуществлять давление на электроды. Это делается для того, чтобы расплавленный метал нормально кристаллизировался.
После проведения работы на месте сварки можно увидеть литую точку сварного соединения.
Преимущества и недостатки
Как и любой другой способ, точечная сварка имеет свои преимущества и недостатки.
Что такое точечная сварка. Принцип работы и особенности
Уже более 150 лет людям известен способ соединения металлов, называемый точечной сваркой. Этот способ позволил автоматизировать и сделать массовым производство автомобилей, сельскохозяйственной техники, самолетов и тысяч наименований бытовой продукции. Благодаря относительно простому принципу действия, точечная сварка приходит и в быт обычных мастеров-любителей, автослесарей, жестянщиков.

Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Оборудование и материалы для точечной сварки
Чтобы варить точками необходимы:
- аппарат для точечной сварки;
- свариваемые зачищенные детали;
- для защиты деталей от коррозии можно применять токопроводящий грунт или мастику.
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их вида, условий технология сварки может отличаться деталями. Но в целом порядок работ одинаков.

Точечная варка происходит в несколько этапов:
- Подготовка поверхностей. Они должны быть очищены от непроводящих ток лакокрасочных материалов и окислов, а также без напряжения плотно присоединяться.
- Сжимание деталей. Для этого привод клещей прочно сжимает поверхности, они частично деформируются. Это нужно для возникновения участков проведения тока именно между контактами клещей.
- Нагрев деталей электрическим импульсом. Чем толще детали, тем дольше приходится держать нагрев. Импульс может быть как постоянный, так и с регулируемой силой тока, переменный.
- В автоматических станках есть этап ослабления давления на детали — это нужно для предотвращения выдавливания металла из расплавленного ядра. В ручных механических клещах этот этап пропускается.
- Ток выключается. На глаз момент выключения тока можно определить по нагреву области между электродами — как только металл начинает краснеть, ток отпускается.
- Прижим или проковка во время остывания металла. Нужны для формирования прочной кристаллической структуры сварной точки.
- Деталь готова.
В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются.При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии. Соответственно, она не будет затрачена на расплав металла.
- Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Обозначения точечной сварки на чертежах по ГОСТ
Порядок в производстве обеспечивается правильной технической документацией. Точечная сварка имеет свое обозначение на чертеже, которое дополняется специальным буквенным кодом. На лицевой плоскости обозначаются контуры свариваемой области, и крестами места точек. На боковом разрезе точка сварки выглядит как состыкованные заштрихованные плоскости.

Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.

Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.
Технология контактной стыковой сварки и актуальное оборудование

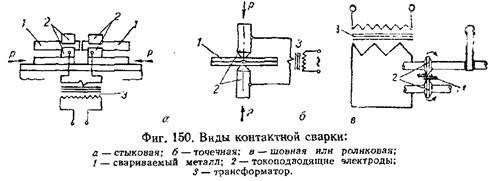
Виды сварки
Контактной сваркой называют метод соединения металлических изделий, крепко прижатых друг к другу, путем нагрева места их контакта электрическим током большой величины.
Технология реализуется с помощью сварочного аппарата и активно используется на предприятиях массового производства однотипных изделий, в микроэлектронике, машиностроение и т. п.
Наличие большого числа достоинств позволило контактному методу сваривания металлоконструкций найти широкое применение в промышленности и быту.
Применение технологии на практике
Электрическая точечная сварка позволяет создать образование неразъемного соединения кромок металлических деталей при помощи высокой температуры от проходящего электрического тока из инвертора и пластической деформации зоны их контакта при сжатии.
Она предоставляет сварщику уникальную возможность работать с широким диапазоном свариваемых толщин: от 1-2 микрометров до 30 миллиметров.

Технология контактной сварки.
Достоинства применения точечной технологии сваривания очень широки.
Опишем наиболее значимые из них:
- на выполнение соединений металлических деталей требуется крайне малый промежуток времени;
- технология позволяет проводить операции с потреблением большой мощности;
- сварной процесс может быть автоматизирован, что позволяет интегрировать сварочные агрегаты для контактной сварки в производственные линии на крупных предприятиях;
- сварные швы, созданные таким методом, отличаются высокими эксплуатационными параметрами, вне зависимости от уровня квалификации мастера;
- при работе не требуются специальные материалы, особенные комплектующие: присадочная сварочная проволока, флюс, защитный газ и т.п.;
- электроды для точечной технологии доступны по стоимости и встречаются во многих специализированных магазинах.
Помимо точечной, большим перечнем достоинств характеризуются иные виды разновидности контактной сварки: стыковая, шовная и пр. Но именно точечная сварка наиболее распространена сегодня.
Она актуальна при изготовлении крупногабаритных строительных конструкций, космических агрегатов, миниатюрных полупроводниковых устройств, микросхем. Такое положение дел объясняется универсальностью контактного метода сваривания деталей из металла.
Практически все известные человечеству конструкционные материалы могут соединяться с помощью данной технологии в единое изделие: разнообразные виды низкоуглеродистой, легированной стали, жаропрочные, коррозионно-устойчивые сплавы, сплавы алюминия с иными металлами, магния и титана, т.п.
Также точечная сварка своими руками актуальная для выполнения ремонтных операций в небольших мастерских, СТО и т.п. С ее помощью собирают автомобили, железнодорожные вагоны, самолеты, возводят железобетонные конструкции, создают радиоэлектронные агрегаты.
Технология контактной сварки
Технология контактной сварки подразумевает нагрев металлических поверхностей до температуры плавления металла за счет тепла, образующегося в процессе прохождении мощного электрического тока от одной детали к другой сквозь точку их контакта.
В то же время, соединяемые детали сжимаются друг с другом, что приводит к взаимному проникновению и сплавлению нагретых участков металла. В итоге, создается ядро сварной точки в форме чечевицы, имеющие диаметр 4-12 мм.
Особенности точечной контактной сварки инвертором заключаются в:
- незначительной продолжительности сваривания: 0,1-2 секунды;
- мощном сварном токе: более 1000А;
- низком напряжении в сварочной цепи: 1-10В, обычно 2-3В;
- значительном усилии сжимающего места соединения: 20-200 кг;
- небольшой зоне расплавления.
На заметку! Изделия из низкоуглеродистой стали могут свариваться без расплавления ядра, но такие соединения не будут надежными, поэтому данный вид сварочных работ применяется крайне редко.
Согласно общей классификации, технологию контактной сварки относят к классу термомеханических процессов.
Разновидности контактной сварки.
Все операции в процессе работы можно разделить на несколько последовательных этапов:
- детали из металла совмещают в нужном положении, размещают между парой электродов и крепко сжимают друг к другу;
- детали нагревают с помощью электрического тока, приводящего их в состояние актуальной пластичности, деформируют, добиваясь плотного соединения металлических кромок.
В условиях промышленного предприятия частота сваривания достигает сварных 600 точек в минуту, самодельная сварка точечным методом в домашних условиях осуществляется медленнее.
При осуществлении точечной сварки своими силами в домашней мастерской важно придерживаться постоянства следующих параметров:
- скорости перемещения сварочных электродов;
- уровня величины давления на детали до достижения полной контактности свариваемых деталей.
Не менее важно соблюдать технику безопасности при выполнении сварочных работ точечным методом:
- все электрические и соединительные провода должны быть надежно изолированы;
- сварщик обязательно должен носить специальные защитные рукавицы, предохраняющие руки от возможных ожогов;
- лицо мастера должно быть защищено от попадания искр или брызг металла при помощи маски;
- сварные работы должны проводиться на площади без легковоспламеняющихся либо огнеопасных предметов, материалов, расположенных поблизости;
- если в помещении присутствуют деревянные полы, их стоит защитить от риска возгорания при помощи изоляционного материала в рулонах;
- стоит подготовить средства для тушения возгораний перед началом сварки своими силами, дабы при возгорании максимально быстро устранить проблему;
- комнату, где проводится работа, потребуется хорошенько проветривать время от времени во избежание отравления мастера вредными газами, выделяемыми в процессе проведения операции.
Особенности сварного процесса
При точечном сваривании к месту соединения металлических деталей применяется кратковременный импульс электрического тока, длительность которого меняется в пределах 0,01-0,1 секунды.
При этом в зоне наложения электродов кромки изделий расплавляются, приобретают общее ядро. После подачи тока детали остывают под давлением для кристаллизации этого ядра, а также его полного остывания.

Технические данные машин контактной сварки.
Основные способы контактной сварки:
- точечный метод;
- шовный или роликовый способ;
- стыковая контактная сварка.
Особенности такого вида сварки заключаются в том, что он не требует повышенных мер безопасности. Прижатие деталей друг к другу приводит к образованию уплотняющего пояска между ними без выплеска расплавленного металла.
Но давление с деталей стоит снимать с некоторой отсрочкой, чтобы обеспечить им лучшую кристаллизацию, проковывание и добиться устранения неоднородностей.
Достоинства точечной сварки ‒ экономичность, высокая механическая прочность швов, возможность автоматизировать рабочие процессы. Недостатки контактной сварки заключаются в отсутствии герметичности созданных сварочных швов.
Обеспечить сварные швы высоким качеством позволит предварительная подготовка. Детали очищаются от всех видов загрязнений при помощи специальных щеточек, методом опескоструивания, травления в кислотах, а также иными способами.
Сборку перед сваркой важно выполнить таким образом, чтобы она обеспечила точное и плотное прилегание металлических изделий друг к другу.
В противном случае, зазор между деталями уменьшит и поглотит часть давления на них, осадочное давление снизится, появится разброс прочности сварных точек. В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне.
Режимы осуществления технологии
В зависимости от особенностей изготавливаемой металлоконструкции, подбирается актуальный способ контактной сварки.
Каждый конкретный случай необходимо рассматривать отдельно:
- для соединения двух деталей в одно изделие по всей площади поверхности подойдет стыковая сварка сопротивлением;
- для сваривания металлических изделий в отдельных точках применяется точечный способ;
- для соединения деталей из металла по заранее имеющемуся рельефу шва подойдет шовный способ.
Также важное задание для сварщика ‒ контроль сварочного оборудования при работе с металлоконструкциями. Крайне важно анализировать соответствие выбранных параметров агрегата требованиям к выполнению данной операции.

Контактная шовная сварка.
Важно подобрать правильный режим сварки:
- Мягкий режим.
Применяется при умеренной силе тока и плотности на электрод до 100 а/мм2. Характеризуется более продолжительным сварным процессом, плавным нагревом металлических поверхностей, низкой мощностью. Но при этом сварщик может уменьшить мощность сварного агрегата, потребляемую от электросети, что позволит в целом снизить нагрузку на сеть. - Жесткий режим.
Используется для сталей высокой прочности при большом давлении при плотности до 300 а/мм2 и отличается повышенным уровнем мощности, высокой загрузкой электросети, повышенной стоимостью. К достоинствам жесткого режима относят незначительную продолжительность сварочных работ и высокую производительность труда.
Мягкий режим актуален для сталей с высоким содержанием углерода, а также легированных сталей.
Важно! При выполнении контактной точечной сварки необходимо соблюдать технологию, выбранный режим и обеспечить мастера актуальными условиями, иначе сварные швы могут получиться низкокачественными. Могут возникнуть различные дефекты, наиболее опасный из которых ‒ непровар точки с полным отсутствием литого ядра или крохотными его размерами.
Важно не только знать, как сделать точечную сварку, но и понимать, как повысить прочностные характеристики изготовленной конструкции после окончания работы. Для этого требуется осуществить термообработку металлического изделия.
Нагрев металла при контактном методе соединения деталей из металла с применением высокого опуска или пропускания электротока непосредственно после окончания работы позволит устранить внутреннее напряжение, образующееся в процессе работы.
Также качественно выполненная термообработка созданного сварного шва поможет улучшить структуру соединения и уничтожить опасный мартенсит, что в целом увеличит срок службы металлоконструкции в несколько раз.
Оборудование для контактной сварки
Все агрегаты для сварки контактным методом условно классифицируются по следующим признакам:
- назначение;
- источник питания;
- расположение электродов;
- способ перемещения;
- способ автоматизации.
По назначению сварное оборудование делят на модели общего назначения и специализированные агрегаты, применяемые для конкретных работ.
Прецизионное оборудование для точечной сварки широкого назначения подойдет для сваривания разного рода микроэлектронных устройств, металлических изделий, в зависимости от особенностей их конструкции и актуальных требований.

Сварочный аппарат для точечной сварки.
Но в случае большинства металлических изделий и сплавов нужно применить специализированные агрегаты для контактной точечной сварки:
- установки, функционирующие по принципу одностороннего контактного сваривания;
- агрегаты для сварки проводников в изоляционном материале.
В оборудовании для контактной стыковой сварки на производстве применяются разные виды источников питания
- конденсаторы, в т. ч. с поддержанием напряжения и регулированием режима работы в процессе сварки автоматически;
- источники питания с переменным током, в т. ч. повышенной частоты с возможностью автоматического регулирования тока или напряжения.
Схема стыковой сварки оплавлением должна описывать вид применяемого оборудования, что упростит сварщику задачу и позволит добиться максимально высокого качества сварных соединений.
Электроды для контактной сварки могут располагаться по-разному:
В первом варианте электроды одновременно сжимают детали с двух сторон. Во втором – сварная проволока опирается на детали с одной стороны.
Контактная стыковая сварка оплавлением подразумевает использование разных видов сварочных головок:
- для двустороннего точечного сваривания;
- для сварки и пайки разрезными и V-образными электродами;
- головки для односторонней сварки и пайки с возможностью раздельного регулирования усилия на каждом электроде.
По способу передвижения сварочные агрегаты для контактного метода соединения металлических изделий в единую конструкцию могут быть:
- стационарными;
- подвесными;
- мобильными.
В первом случае сварные детали перемещают под конкретный агрегат, а во втором и третьем ‒ осуществляется монтаж аппарата в положение сваривания.
По способу автоматизации сварочные агрегаты бывают:
Ручные агрегаты более доступны по стоимости, однако, требуют большего мастерства со стороны сварщика: абсолютно все операции должны осуществляться вручную под четким контролем человека.
Автоматизированное оборудование для точечной сварки лишает мастера необходимости осуществлять ряд процессов, поэтому облегчает работу для малоопытного сварщика.
Основные параметры при выборе сварной машины ‒ сила сварочного тока, а также длина рычагов со сварными электродами. Они определят возможную толщину деталей для сваривания, вид металла и габариты конструкций, с которыми можно работать.
Зачастую производители указывают их в паспорте конкретной модели аппарата. Простой сварочный аппарат своими руками для точеной технологии можно изготовить своими руками.
Итоги
Применение контактной сварки из инвертора своими руками позволяет соединять металлы и сплавы разных марок с помощью высокой температуры электрического тока, провоцирующей пластическую деформацию зоны контакта деталей при их сжатии.
Технология контактной сварки имеет широкую область применения: активно применяется в быту и промышленных масштабах при изготовлении больших партий однотипных изделий из металла.
Важно соблюдать технологию, нанести на схему обозначение контактной сварки, применить рекомендуемые производителем электроды, правильно выбрать режимы работы агрегата, тогда сварные швы приобретут высокое качество и долговечность.
Читайте также: