Как влияет повышение сварочного тока в процессе сварки плавящимся электродом в защитных газах
Обновлено: 19.05.2024
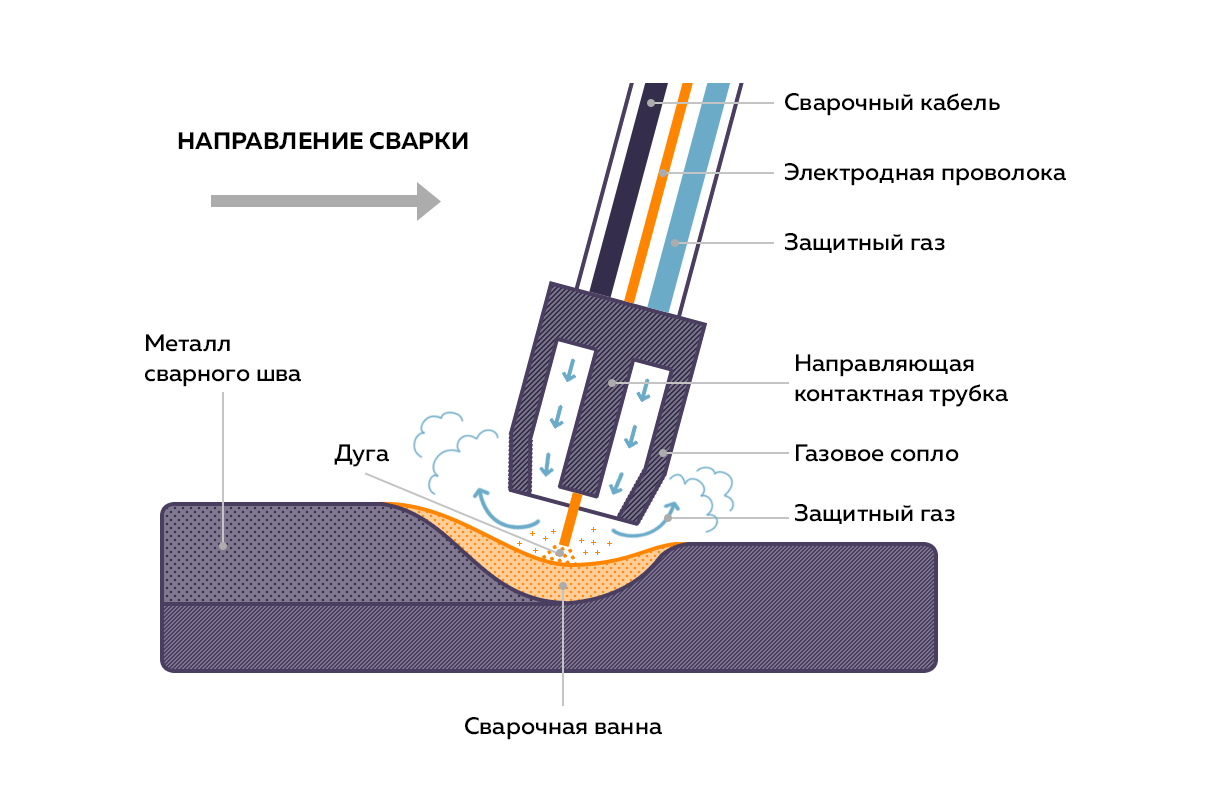
При сварке плавящимся электродом в защитном газе (см. ниже рисунок) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны. Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси). Для сварки меди и кобальта можно применить азот. Для сварки сталей различных классов применяют углекислый газ, но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов -раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием. В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание.
Схема сварки в защитных газах
Сварку в защитных газах плавящимся электродом ведут на постоянном токе обратной полярности, т.к. на переменном токе из-за сильного охлаждения столба дуги защитным газом, дуга может прерываться. Скорость подачи сварочной проволоки определяет силу сварочного тока.
Для сварки в защитных газах плавящимся электродом характерно высокий процент потерь электродного металла вследствие угара и разбрызгивания.
Разбрызгиванию способствует вид переноса электродного металла, зависящий от параметров режима сварки:
- крупно капельный;
- смешанный;
- мелко капельный.
При крупно капельном переносе электродного металла образуется малое количество брызг, вследствие нечастых, но продолжительных коротких замыканий дугового промежутка. Высокое объёмное теплосодержание крупных капель приводит к надёжному соединению с поверхностью свариваемого металла.
При смешанном переносе электродного металла наблюдается максимальное образование брызг (потери на разбрызгивание могут достигать 20 30%) — такое явление также связано с короткими замыканиями дугового промежутка расплавленным электродным металлом и образованием в межэлектродном промежутке капель с разной массой и различной скоростью перемещения. В диапазоне сварочных токов, при котором возникает смешанный перенос электродного металла сварку не выполняют.
Наименьшие потери на разбрызгивание наблюдаются при мелко капельном переносе электродного металла. В определённом диапазоне сварочных токов (плотностей сварочных токов)перенос электродного металла приобретает мелко капельный (струйный характер).Образовавшаяся на торце электрода, при таком процессе, капля не растягивается и не увеличивается до соприкосновения с основным металлом, что не приводит к коротким замыканиям, взрывам и образованиям брызг.
Рекомендуемые значения силы тока для процесса сварки в углекислом газе представлены ниже в таблице.
Допускаемые плотности тока и диапазоны сварочного тока при сварке в углекислом газе
- Повышенная производительность (по сравнению с дуговой сваркой покрытыми электродами);
- Отсутствуют потери на огарки, устранены затраты времени на смену электродов;
- Надёжная защита зоны сварки;
- Минимальная чувствительность к образованию оксидов;
- Отсутствие шлаковой корки;
- Возможность сварки во всех пространственных положениях.
- Большие потери электродного металла на угар и разбрызгивание (на угар элементов 5-7%, при разбрызгивании от 10 до 30%);
- Мощное излучение дуги;
- Ограничение по сварочному току;
- Сварка возможна только на постоянном токе.
- Сварка тонколистового металла и металла средних толщин(до 20мм);
- Возможность сварки сталей всех классов, цветных металлов и сплавов, разнородных металлов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Дуговая сварка в защитных газах. Характеристика и классификация разновидностей сварки в защитных газах
Дуговая сварка в защитных газах имеет высокую производительность, легко поддается автоматизации и позволяет выполнять соединение металлов без применения электродных покрытий и флюсов. Этот способ сварки нашел широкое применение при изготовлении конструкций из сталей, цветных металлов и их сплавов. Классификация способов дуговой сварки в защитных газах приведена на рисунке.
Дуговая сварка в защитных газах может быть выполнена плавящимся и не плавящимся (вольфрамовым) электродами.
Газовая защита зоны дуги и влияющие факторы. Области применения газов и смесей
Для защиты зоны сварки используют инертные газы гелий и аргон, а иногда активные газы — азот, водород и углекислый газ. Применяют также смеси отдельных газов в различных пропорциях. Такая газовая защита оттесняет от зоны сварки окружающий воздух. При сварке в монтажных условиях или в условиях,когда возможно сдувание газовой защиты, используют дополнительные защитные устройства. Эффективность газовой защиты зоны сварки зависит от типа свариваемого соединения и скорости сварки. На защиту влияет также размер сопла,расход защитного газа и расстояние от сопла до изделия (оно должно быть 5— 40 мм).
Преимущества сварки в защитных газах следующие:
- нет необходимости применять флюсы или покрытия,следовательно,
- не требуется очищать швы от шлака;
- высокая производительность и степень концентрации тепла источника позволяют значительно сократить зону структурных превращений;
- незначительное взаимодействие металла шва с кислородом и азотом воздуха;
- простота наблюдения за процессом сварки;
- возможность механизации и автоматизации процессов.
Иногда применяют двойную защиту сварочной дуги(комбинированную). Надежность защиты зоны сварочной дуги зависит от тепло физических свойств и расхода газа, а также от конструктивных особенностей горелки и режима сварки. Подаваемые в зону сварочной дуги защитные газы влияют на устойчивость дугового разряда, расплавление электродного металла и характер его переноса. Размер капель электродного металла уменьшается с увеличением сварочного тока, а увеличение глубины проплавления с увеличением сварочного тока связано с более интенсивным вытеснением жидкого металла из-под электрода вследствие давления сварочной дуги.
При сварке плавящимся электродом дуга горит между изделием и расплавляемой сварочной проволокой, подаваемой в зону сварки. По сварке не плавящимся электродом (вольфрамовые прутки) сварочная дуга может быть прямого или косвенного действия. Разновидностью сварочной дуги косвенного действия может быть дуга, горящая между вольфрамом, и беспрерывно подаваемой в зону дуги сварочной проволокой.
Защитное свойство струи инертного газа зависит от чистоты газа, параметров струи и режима сварки. Одним из наглядных способов оценки защитных свойств является определение диаметра зоны катодного распыления при возбуждении дуги переменного тока между вольфрамовым электродом и свариваемым металлом. В период, когда катодом является свариваемый металл, происходит вырывание частиц металла с поверхности сварочной ванны и соседних зон относительно холодного металла.
Степень катодного распыления зависит главным образом от массы положительных ионов, которые в процессе сварки бомбардируют катод.Например, в среде аргона наблюдается более интенсивное катодное распыление, чем в среде гелия. По убывающей склонности к катодному распылению металлы располагают в следующем порядке: Мg, Аl, Si, Zn, W, Fe, Ni, Рt, Сu, Вi, Sn, Sb, Рb, Аg, Cd.
Сварочную дугу в защитных газах можно классифицировать последующим основным признакам: применяемому для защиты зоны сварки газу — активному или нейтральному;
- способу защиты зоны сварки — одиночным газом, смесью газов или комбинированным;
- применяемому для сварки электроду — плавящемуся или не плавящемуся;
- применяемому току — постоянному или переменному.
Сварка неплавящимся электродом в защитных газах
При сварке неплавящимся электродом в защитном газе (рис. 1)в зону дуги, горящей между неплавящимся электродом и изделием через сопло подаётся защитный газ, защищающий неплавящийся электрод и расплавленный основной металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.
Неплавящийся электрод изготавливают из графита, вольфрама, меди, меди со вставкой из тугоплавкого металла — вольфрама, циркония, гафния.
Защитный газ должен быть инертен к металлу электрода и к свариваемому металлу. В качестве защитного газа при сварке вольфрамовым электродом применяют аргон, гелий, смесь аргона и гелия; для сварки меди медным электродом или медным электродом со вставкой из гафния (циркония) можно применить азот.
Схема сварки неплавящимся электродом
Для рационального расходования дорогостоящих инертных газов (Ar, He) при сварке сталей создают комбинированную защиту.
Схема сварки неплавящимся электродом с комбинированной защитой
При сварке металла большой толщины для обеспечения проплавления основного металла и получения требуемых геометрических параметров сварного шва, сварку ведут по зазору или с разделкой кромок с добавлением присадочного (чаще всего в виде проволоки) металла
Достоинства способа сварки неплавящимся электродом:
- Высокая устойчивость дуги независимо от рода (полярности)тока;
- Возможно получение металла шва с долей участия основного металла от 0 до 100%;
- Изменяя скорость подачи и угол наклона, профиль, марку присадочной проволоки можно регулировать химический состав металла шва и геометрические параметры сварного шва.
Недостатки способа сварки неплавящимся электродом:
- Низкая эффективность использования электрической энергии(коэффициент полезного действия от 0,40 до 0,55);
- Необходимость в устройствах, обеспечивающих начальное возбуждение дуги;
- Высокая скорость охлаждения сварного соединения.
Области применения способа сварки неплавящимся электродом:
- Сварка тонколистового металла;
- Сварка сталей всех классов, цветного металла и их сплавов;
- Возможно получение качественных сварных соединений при сварке разнородных металлов.
Особенности и технология сварки неплавящимся электродом
Сварку можно выполнять как с присадкой, так и без нее. Для качественной сварки металлов, особенно тонколистовых, следует обеспечить точную сборку и подгонку свариваемых кромок.
Аргоно дуговую сварку вольфрамовым электродом применяют для стыковых, угловых, нахлесточных соединений в разных пространственных положениях. Форма подготовки кромок зависит от толщины соединяемых элементов и возможности производить сварку с одной или двух сторон.
Так, например, стыковые соединения стали толщиной до 3-4 мм, а алюминия до 5—6 мм свариваются без скоса кромок. Проплавление корня шва стыкового соединения с разделкой кромок обычно осуществляется без присадочной проволоки, затем разделка заполняется расплавленным металлом за необходимое число проходов с подачей присадочной проволоки.
При необходимости ведения процесса на вертикальной плоскости шов следует выполнять сверху вниз для толщин до 5 мм и снизу вверх для больших толщин. В этих случаях сварку рекомендуется выполнять одновременно с двух сторон. При использование такого приема можно сваривать встык элементы,например из алюминиевого сплава толщиной до 16 мм.
Сварка горизонтальных стыковых швов на вертикальной плоскости и потолочных стыковых швов затруднена из-за вероятности вытекания расплавленного металла из сварочной ванны, поэтому их следует избегать; там,где избежать таких швов нельзя, их выполняют с разделкой кромок в несколько проходов.
Для формирования корня шва можно использовать медные или стальные съемные подкладки, флюсовую подушку. При сварке активных металлов необходимо не только получить хороший провар в корне шва, но и обеспечить защиту от воздуха с обратной стороны расплавленного и нагретого металла. Это достигается использованием медных и других подкладок с канавками, в которых подается защитный инертный газ. При сварке труб и закрытых сосудов газ пропускают внутрь сосуда.
При соединении встык металла толщиной до 10 мм ручную сварку ведут справа налево. Присадочный пруток при ручной сварке тонколистового материала вводят не в столб дуги, а несколько сбоку возвратно-поступательными движениями. При автоматической и полуавтоматической сварке электрод располагают перпендикулярно поверхности изделия. Угол между ним и присадочной проволокой(обычно ф 2-4 мм) должен приближаться к 90°. В большинстве случаев присадочная проволока подается в головную часть сварочной ванны и находится впереди дуги походу сварки.
Вылет конца электрода из сопла не должен превышать 3— 5 мм,а при сварке угловых швов и стыковых с глубокой разделкой 5—7 мм. Длина дуги должна поддерживаться в пределах 1,5—3 мм. Для предупреждения окисления вольфрама и защиты расплавленного металла в кратере после обрыва дуги подачу защитного газа прекращают через 5—10 с, а включают подачу газа за 15—20 с до возбуждения дуги (для продувки шлангов от воздуха). Возбуждение дуги достигается либо с помощью осциллятора, либо путем касания электродом изделия при уменьшенном до 7—10 А токе зажигания. При ручной сварке алюминиевых сплавов в случае отсутствия осциллятора дуга должна возбуждаться на угольной или медной пластине.
Сварка плавящимся электродом в среде защитного газа - инструкция
Процесс GMAW-сварки используется для сплавления металлических изделий электрической дугой, которая горит между обрабатываемым изделием и плавящейся, непрерывно подаваемой проволокой. Для защиты зоны сварки подается газ через сварочную горелку, как показано на рисунке ниже.
Кислород оказывает неблагоприятное влияние на сварочный шов (появление шлаковой прослойки, коррозии, снижается механическая прочность и т.д.). Именно для защиты сварочного соединения от влияния атмосферы используется защитный газ.
Защитный газ позволяет также:
- стабилизировать сварочную дугу;
- улучшить перенос сварочной капли;
- улучшить глубину провара шва;
- обеспечить зачистку сварочному соединению;
- повысить производительность сварочного цикла;
- снизить вероятность прожига металла.
Сварка плавящимся электродом в газовой защитной среде
В процессе сварки плавящейся присадочной проволокой формируется шов за счет проплавления электродной проволоки и основного металла. Поэтому размер и форма шва (не считая тип и сечение металла, метод и скорость сварки и т.д.) будут зависеть от переноса присадочной капли и характера расплавления сварочной ванны.
От переноса расплавленной капли зависит качество будущего сварочного соединения. Этим процессом можно управлять, применяя разные сварочные процессы и настройки аппарата.
Доступные режимы сварки
- струйный перенос металла;
- крупнокапельный перенос металла;
- циклическая сварка короткой дугой
- сварка оптимизированной короткой дугой;
- импульсный режим сварки;
- ротационный режим сварки – непрерывно вращающийся перенос капли.
Каждый из вышеописанных методов обладает своими преимуществами и недостатками, о которых мы подробнее поговорим ниже в этой статье.
Циклическая сварка короткой дугой
В режиме циклической сварки короткой дугой (короткими периодическими замыканиями) используется присадочный материал сечением от 0,5 до 1,6 мм, с рабочим током от 100 до 200 Ампер и напряжением от 15 до 22 Вольт.
Рисунок режима циклической сварки короткой дугой
На рисунке выше показан процесс сварки, когда в один из периодов коротких замыканий 8 и 9 расплавленный металл силой поверхностного натяжения стягивается в каплю на торце электрода. В результате создается правильная сфера и правильные условия для сплавления со сварочной ванной. При этом достигается максимальная величина напряжения и длина дуги.
Во время сварочного цикла скорость подачи присадочного материала постоянная, при этом есть изменения в плавлении проволоки в 3 и 4 периодах ниже скорости подач. В результате чего кончик электрода приближается с каплей к сварочному шву до короткого замыкания (период 4 – напряжение и длина дуги уменьшаются). При этом капля расплавленной проволоки переходит в сварочный кратер и процесс повторяется.
Короткое замыкание резко увеличивает ток сварки, в результате происходит разрыв перемычки жидкого металла между основным металлом и электродом (8 период). В этот момент капля отрывается и разрушается, происходит разбрызгивание металла. Высокий ток пытается перейти через узкую перемычку между ванной и каплей, приводя к выплеску металла.
- большая глубина проплавления
- более жидкая сварочная ванна
- гладкий сварной шов
- ровный валик сварного шва
- используется только при сварке открытых участков устойчивой дугой
- более выпуклый валик сварного шва
- усиленное брызгообразование
- температура дуги ниже
Циклическая сварка короткой дугой применяется для тонкостенных металлов, может использоваться для сварки полуавтоматом для любого пространственного положения.
Сварка оптимизированной короткой дугой
Данный режим сочетает сварку циклическую короткой дугой с высокой скоростью подачи присадочной проволоки. В результате достигается мощная короткая дуга (током до 300 Ампер и напряжением до 26 Вольт). Такой режим обеспечивает низкую степень окисления наплавляемого металла с минимальным тепловложением.
Крупнокапельный процесс сварки
Данный метод сварки характеризуется изменением величины сварочной дуги (от 22 до 28 Вольт) и сварочного тока от 200 до 290 Ампер. В результате меняется перенос присадочного металла и характер расплавления, происходит переход от сварки короткими замыканиями короткой дугой к сварке с редким коротким замыканием или без него. Нерегулярный перенос в ванну присадочного металла затрудняет сварку в потолочных положениях, ухудшается характеристика дуги, увеличивается разбрызгивание металла и угар.
Крупнокапельный перенос осуществляется при небольшой плотности тока, с крупной каплей больше самого электрода. Применение защитных газов позволяет исключить разбрызгивание металла, кроме углекислого газа. Конец присадочной проволоки расплавляется в среде углекислого газа энергией дуги, которая передается через расплавленную каплю. При этом увеличивается разбрызгивание металла, шов формируется волнистый и грубый, дуга неустойчива.
Чтобы снизить разбрызгивание, нужно держать кончик электрода ниже поверхности заготовки, ближе к сварочной ванне, в пределах плотности сварочной дуги. При этом достигается быстрый глубокий провар металла.
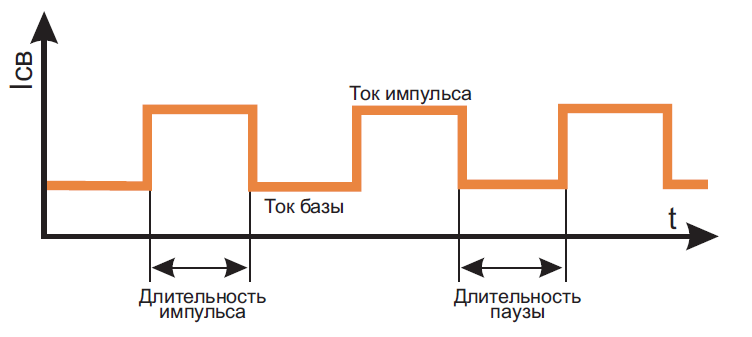
Режим импульсной сварки
Такой метод сварки характеризуется мгновенным изменением мощности сварочной дуги. Теплота, выделяемая дугой, недостаточная для расплавления присадочной проволоки с той скоростью, с которой она подается. В результате этого уменьшается длина дуги.
В период импульса тока осуществляется быстрое расплавление проволоки с формированием сварочной капли. Резкое увеличение электродинамической силы приводит к сужению шейки капли, сбрасывая ее в сварочную ванну в любых пространственных положениях.
В результате формируются качественные швы без разбрызгивания, с контролируемой дугой. При импульсном режиме сварки применяется одиночный импульс или группа импульсов, разными или одинаковыми параметрами. В первом случае первые или первый импульсы ускоряют расплавление проволоки, а сброс капли в сварочный шов обеспечивают последующие импульсы. При этом металл в шов переносится мелкими каплями без разбрызгивания. При импульсной сварке наблюдается электромеханическая вибрация, которая позволяет удалить газовые пузырьки из сварочного шва, обеспечивая ему высокую плотность.
Изменяя ток импульса и дуги, можно управлять размером и формой шва, скоростью расплавления проволоки и другими параметрами. Контролируемое тепловложение обеспечивает качественную сварку тонкостенных цветных и черных металлов. Импульсная сварка алюминия позволяет снизить пористость на поверхности металла за счет применением проволоки большего диаметра. Напряжение дуги в импульсном режиме от 28 до 35 Вольт, а пиковый ток может достигать 300-350 Ампер, гарантируя высокое кратковременное тепловложение в обрабатываемый металл.
Режим струйного переноса
Данный метод сварки характеризуется высокой плотностью постоянного тока (с импульсами или без импульсов) на обратной полярности в среде инертных газов с мелкокапельным переносом присадочного металла. При этом наблюдается непрерывный перенос струей присадочного металла в ванну с конца электрода. Стабильная ровная дуга с направленным потоком капель по оси от кончика электрода в сварочный шов. Гладкая поверхность шва, контролируемая глубина проплавления. Перенос сварочного металла изменяется с капельного на струйный при резком возрастании величины сварочного тока до «критических» величин для данного сечения электрода.
Ротационный перенос металла
Данный метод непрерывно вращающегося переноса сварочного металла формируется при создании длинного столба жидкости на кончике расплавляющегося электрода. В результате высоких токов 450-650 Ампер и напряжения 40-50 Вольт на дуге с большим вылетом электрода, создается высокая температура сварочной капли. В итоге электрод начинает плавиться без воздействия дуги. В этом случае расстояние до токоведущего мундштука всего 25-35 миллиметров. Продольное магнитное поле, конически расширяясь, начинает вращать столб жидкости вокруг своей оси. Сварочные капли начинают переходить по радиальному направлению в свариваемый металл, формируя широкое и плоское проплавление.
Дуговая сварка в защитных газах
Классификация видов дуговой сварки в защитных газах
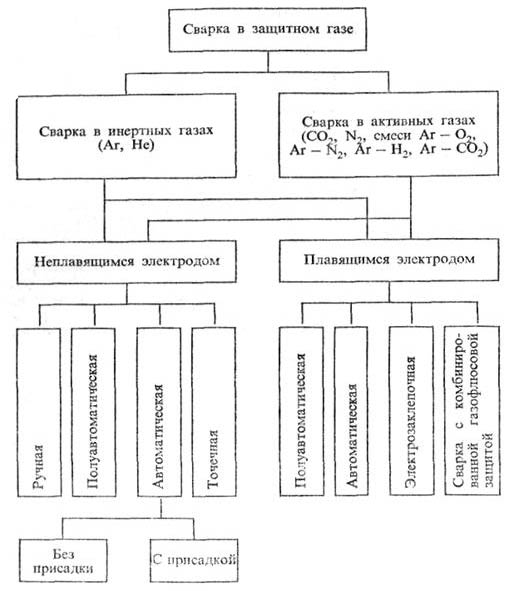
Дуговая сварка в защитных газах может быть выполнена плавящимся и неплавящимся (вольфрамовым) электродами.
Для защиты зоны сварки используют инертные газы гелий и аргон, а иногда активные газы — азот, водород и углекислый газ. Применяют также смеси отдельных газов в различных пропорциях. Такая газовая защита оттесняет от зоны сварки окружающий воздух. При сварке в монтажных условиях или в условиях, когда возможно сдувание газовой защиты, используют дополнительные защитные устройства. Эффективность газовой защиты зоны сварки зависит от типа свариваемого соединения и скорости сварки. На защиту влияет также размер сопла, расход защитного газа и расстояние от сопла до изделия (оно должно быть 5— 40 мм).
Преимущества сварки в защитных газах следующие:
- нет необходимости применять флюсы или покрытия, следовательно, не требуется очищать швы от шлака;
- высокая производительность и степень концентрации тепла источника позволяют значительно сократить зону структурных превращений;
- незначительное взаимодействие металла шва с кислородом и азотом воздуха;
- простота наблюдения за процессом сварки;
- возможность механизации и автоматизации процессов.
Иногда применяют двойную защиту сварочной дуги (комбинированную). Надежность защиты зоны сварочной дуги зависит от теплофизических свойств и расхода газа, а также от конструктивных особенностей горелки и режима сварки. Подаваемые в зону сварочной дуги защитные газы влияют на устойчивость дугового разряда, расплавление электродного металла и характер его переноса. Размер капель электродного металла уменьшается с увеличением сварочного тока, а увеличение глубины проплавления с увеличением сварочного тока связано с более интенсивным вытеснением жидкого металла из-под электрода вследствие давления сварочной дуги.
При сварке плавящимся электродом дуга горит между изделием и расплавляемой сварочной проволокой, подаваемой в зону сварки. По сварке неплавящимся электродом (вольфрамовые прутки) сварочная дуга может быть прямого или косвенного действия. Разновидностью сварочной дуги косвенного действия может быть дуга, горящая между вольфрамом, и беспрерывно подаваемой в зону дуги сварочной проволокой.
Степень катодного распыления зависит главным образом от массы положительных ионов, которые в процессе сварки бомбардируют катод. Например, в среде аргона наблюдается более интенсивное катодное распыление, чем в среде гелия. По убывающей склонности к катодному распылению металлы располагают в следующем порядке: Мg, Аl, Si, Zn, W, Fe, Ni, Рt, Сu, Вi, Sn, Sb, Рb, Аg, Cd.
Сварочную дугу в защитных газах можно классифицировать по следующим основным признакам:
- применяемому для защиты зоны сварки газу — активному или нейтральному;
- способу защиты зоны сварки — одиночным газом, смесью газов или комбинированным;
- применяемому для сварки электроду — плавящемуся или неплавящемуся;
- применяемому току — постоянному или переменному.
Сварка неплавящимся электродом
Условием стабильного горения дуги при дуговой сварке в защитной среде инертных газов на переменном токе является регулярное восстановление разряда при смене полярности. Потенциал возбуждения и ионизации инертных газов аргона и гелия выше, чем у кислорода, азота и паров металла, поэтому для возбуждения дуги переменного тока требуется источник питания с повышенным напряжением холостого хода. Сварочная дуга в среде инертных газов (аргона или гелия) отличается высокой стабильностью и для ее поддержания требуется небольшое напряжение. Высокая подвижность электронов обеспечивает достаточное возбуждение и ионизацию нейтральных атомов при столкновении с ними электронов.
В том случае, когда катодом является вольфрам, дуговой разряд происходит главным образом за счет термоэлектронной эмиссии благодаря высокой температуре плавления и относительно низкой теплопроводности вольфрама, что обусловливает неодинаковые условия горения дуги при прямой и обратной полярности. При обратной полярности (изделие является катодом — минус) напряжение при возбуждении дуги должно быть больше, чем при прямой полярности. Поэтому из-за значительной разницы в свойствах вольфрамового электрода и свариваемого металла кривая напряжения дуги имеет не симметричную форму, а в ней появляется постоянная составляющая, которая вызывает появление в сварочной цепи постоянной составляющей тока. Постоянная составляющая тока в свою очередь создает постоянное магнитное поле в сердечнике трансформатора и дросселя, что приводит к уменьшению мощности сварочной дуги и ее устойчивости. Появление в цепи постоянной составляющей тока не обеспечивает нормального ведения процесса сварки и особенно при сварке алюминиевых сплавов, так как сварочная ванна даже при небольшом содержании кислорода и азота покрывается тугоплавкой пленкой окислов и нитридов, которые препятствуют сплавлению кромок и формированию шва.
Очищающее действие сварочной дуги при сварке переменным током проявляется в те полупериоды, когда катодом является изделие благодаря катодному распылению, так как в этом случае происходит разрушение окисной и нитридной пленок.
При обратной полярности применяют низкие плотности тока, а практически такая дуга не применяется. При прямой полярности тепла выделяется меньше на электроде, так как его значительная часть расходуется на плавление свариваемого металла.
Сварка плавящимся электродом
При дуговой сварке плавящимся электродом в среде защитных газов геометрическая форма сварного шва и его размеры зависят от мощности сварочной дуги, характера переноса металла через дуговой промежуток, а также от взаимодействия газового потока и частиц металла, пересекающих дуговой промежуток, с ванной расплавленного металла.
В процессе сварки на поверхность сварочной ванны оказывает давление столб дуги за счет потока газов, паров и капель металла, вследствие чего столб дуги погружается в основной металл, увеличивая глубину проплавления. Поток газов и паров металла, направляемый от электрода в сварочную ванну, создается благодаря сжимающему действию электромагнитных сил. Сила воздействия сварочной дуги на ванну расплавленного металла характеризуется ее давлением, которое будет тем больше, чем концентрированнее поток газа и металла. Концентрация потока металла увеличивается с уменьшением размера капель, который определяется составом металла, защитного газа, а также направлением и величиной сварочного тока.
Сварочная дуга, образованная в результате плавления электрода в среде инертных газов, имеет форму конуса, столб которой состоит из внутренней и внешней зоны. Внутренняя зона имеет яркий свет и большую температуру.
Во внутренней зоне происходит перенос металла, и ее атмосфера заполнена святящимися парами металла. Внешняя зона имеет менее яркий свет и представляет собой ионизированный газ.
Металлургия сварки в защитных газах
Газы по защитному свойству расплавленного металла сварочной ванны от воздействия азота и кислорода воздуха подразделяются на инертные и активные.
К инертным газам относятся аргон и гелий, которые практически не взаимодействуют с расплавленным металлом сварочной ванны.
К активным газам относятся углекислый газ, азот, водород и кислород.
Активные газы по своему химическому взаимодействию с расплавленным металлом сварочной ванны могут быть нейтральными и реагирующими. Например, азот по отношению к меди является нейтральным газом, т. е. не образует с медью никаких химических соединений. Активные газы и продукты их распада в процессе дугового разряда, т. е. во время сварки, могут соединяться с расплавленным металлом сварочной ванны и растворяться в нем, из-за чего резко снижаются механические свойства сварного шва, а его химический состав не будет соответствовать установленным требованиям стандартов. Однако следует отметить, что некоторые растворимые в металле активные газы не всегда бывают вредными примесями.
Например, азот в углеродистых сталях является вредной примесью (образуются нитриды), из-за чего резко снижаются механические свойства сварного шва и стойкость к старению, тогда как в сталях аустенитного класса азот является полезной добавкой. При аргонодуговой сварке углеродистых сталей для поддува можно применять не только аргон или углекислый газ, но и азот, если в сварочную ванну будут введены элементы-раскислители в виде кремния и марганца. Поэтому выбор газа и присадочного материала должны обеспечивать заданные механические свойства, химический состав и структуру сварного шва. При сварке в защитной среде инертных газов расплавленный металл сварочной ванны изолирован от воздействия кислорода и азота воздуха; поэтому металлургические процессы могут происходить между элементами, содержащимися только в расплавленном металле сварочной ванны.
Так, например, если в сварочной ванне содержится некоторое количество кислорода в виде закиси железа РеО, то при наличии достаточного количества углерода будет образовываться нерастворимая в металле окись углерода [C] + [O] = CO,
Вследствие того, что расплавленный металл сварочной ванны кристаллизуется, а газ выйти не успевает, то в нем будут образовываться поры.
Расплавленный металл сварочной ванны может насыщаться кислородом, находящимся в инертном газе, в виде Свободного кислорода и паров воды. Поэтому для подавления реакции окисления углерода в период кристаллизации расплавленного металла сварного шва в сварочную ванну через присадочный материал должны быть введены элементы-раскислители в виде кремния и марганца. При сварке легированных сталей, имеющих в своем составе необходимое количество раскислителей, реакция образования окиси углерода подавляется. Таким образом, при сварке в защитных газах для подавления образования окиси углерода, способной образовывать поры в сварном шве и устранения азотирования сварного шва, необходимо в сварочную ванну ввести элементы-раскислители.
При сварке в защитной среде углекислого газа последний, защищая расплавленный металл сварочной ванны от кислорода и азота воздуха, сам в свою очередь, разлагаясь в дуговом разряде, является окислителем металла
где FеО — закись железа, растворяющаяся в железе.
Таким образом, как и при сварке в защитной среде инертных газов, в этом случае образуется окись углерода, которая в процессе кристаллизации металла сварочной ванны создает в нем поры. Для подавления образования окиси углерода (СО) через присадочную проволоку в расплавленный металл сварочной ванны вводятся элементы-раскислители — кремний и марганец.
Читайте также: