Как вставить электрод в держатель сварочного аппарата
Обновлено: 15.05.2024
Надоело звать знакомых, чтобы сделать элементарные работы
Начнем с выбора сварочного аппарата
Это было первое, о чем я задумался. Какой аппарат и какую маску купить для реализации моих задумок? А планы были грандиозные — давно хотел сварить мангал из старого бака, стол из металлического профиля и пару металлических табуреток. С этими мыслями заехал за какой-то ерундой в ОБИ и наткнулся на распродажу компактных сварочных аппаратов Wert. Аппарат в комплекте с маской «хамелеон» стоил чуть больше трех тысяч. Я планировал потратить тысячи две на маску и тысяч пять на сварочный аппарат. Поэтому купил комплект за такие деньги не раздумывая.
Какие купить электроды?
Я перезвонил другу, который умел неплохо варить, и проконсультировался. Он посоветовал купить универсальные электроды с рутиловым покрытием марки АНО. Для начинающего сварщика они хороши тем, что легко зажигаются и ими можно варить в любом положении. При сварке этими электродами металл меньше разбрызгивается, шлак легко отходит, ими можно работать с плохо зачищенными поверхностями. Для бытовой сварки рекомендуются электроды толщиной 2-4 мм. Я собирался варить тонкий металл и купил пару пачек электродов толщиной 2,5 мм.
О технике безопасности
- Работать следует в защитной маске и сварочных рукавицах. Маску в процессе работ не снимать!
- Надевать негорючую одежду и обувь. Идеально подойдут брезентовая куртка и кирзовые сапоги.
- Сварочные работы рекомендуется проводить подальше от деревянных построек. Я варил мангал на улице в 10 метрах от дома.
Первый опыт сварки
Первое, что я сделал перед работой, — это сварочный стол. На него пошел обрезок старого мебельного щита, который давно жил на даче. Про него вообще можно отдельную историю написать. Щит установил на толстое полено перед домом, чтобы 10-метровый удлинитель дотягивался до сварочного аппарата. Заготовки фиксировал струбцинами.
Подключил сварочный аппарат к розетке через 10-метровый удлинитель (2 кВт). Но я считаю, что лучше взять удлинитель короче и мощнее. Честно говоря, мне за ним было лень идти в сарай. Подключаем провод массы и держатель электрода к аппарату. Второй провод массы крепим к заготовке. Сзади аппарата находится выключатель. Нажимаем его и ждем пару минут, чтобы аппарат прогрелся.
Какой ток установить? Начинаем с того значения, которое указано на упаковке с электродами. Ручка регулировки тока находится на передней панели сварочного аппарата. Теперь можно зажечь дугу.
Возникает резонный вопрос: куда подключать «плюс» и «минус»? В принципе, варить можно при любом варианте. Но при подключении «плюса» к свариваемым деталям металл прогревается лучше. В моем случае, когда идет сварка тонкостенного профиля, к заготовке лучше подключить «минус», а на электрод — «плюс». Так вероятность прожечь заготовку будет меньше.

Первые заготовки из металлического профиля варил на таком сварочном столе. Понимания волшебного заклинания «держать ванну» не было пока никакого. Фото автора
Потренировался я явно мало, но руки уже чесались попробовать сварить что-нибудь нужное. Начал с табуретки из квадратной трубы 25 мм на 25 мм с толщиной стенки 1,5 мм. Немного поэкспериментировал с разными токами. На 80 А труба легко прожигалась. Пришлось научиться дырки заваривать. Уменьшил ток до 70 А — дырок стало меньше.

Аппаратик вроде как держал дугу. К сожалению, не замерял ток, который он выдавал. Фото автора
Порадовала маска хамелеон: стекло в ней темнеет, когда появляется искра. Я несколько лет назад пробовал варить в маске старого образца. В ней я вообще ничего не видел и забросил это дело.
Были некоторые сомнения, что аппарат выдает именно установленный ток. Но дуга зажигалась, и аппарат держал дугу. Сварив три табуретки, начал ощущать, что я приобретаю навык.
После трех табуреток замахнулся сварить мангал из старого баллона — тут особого искусства не понадобилось: надо было приварить ножки к баллону. Потом сварил еще пару табуреток.

Новый мангал из старого, ржавого баллона. Фото автора
Инструкция от профи
В процессе сварки я пытался следовать рекомендациям бывалого сварщика Ивана. На мой взгляд, они очень толковые.
Как вставить электрод в держатель?
Если при сварке на столе вы зажимаете электрод в держатель под 90°, то он начинает плавиться. При коротком электроде ручка будет упираться в стол или в заготовку, и это вынудит вас поменять угол сварки.

На коротком электроде ручка начинает мешать удерживать угол. Фото с канала «100 ампер»
Этого можно избежать, зажав электрод в держатель под углом 45°.

Электрод зажат под углом 45° — ручка уже не мешает. Фото с канала «100 ампер»
Тут вы спокойно удерживаете электрод под нужным углом до конца, и ручка не будет вам мешать.
Как правильно варить?
Электрод нужно удерживать на минимальном расстоянии от заготовки. Свариваем углом назад (на себя), делая электродом движение змейкой.

Двигаем электрод змейкой, пытаемся удержать его на минимальном расстоянии. Фото с канала «100 ампер»
Немного задерживаем электрод в крайних точках, прогревая металл.
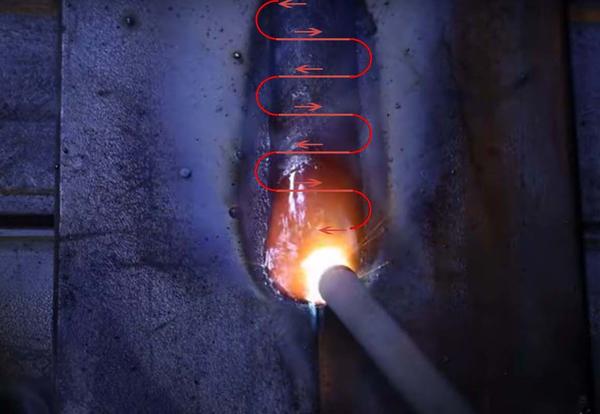
Схема движения электродом. Фото с канала «100 ампер»
Рекомендуемый угол наклона электрода — 65°. Наклон необходим, чтобы отгонять шлак. В принципе, можно варить и под углом 90°.
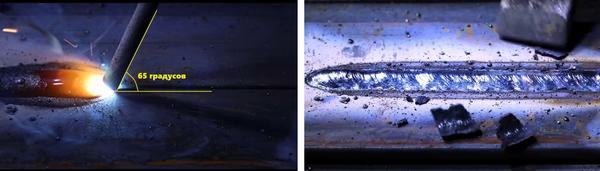
Электрод держим с наклоном 65°. Шов получается идеальным. Фото с канала «100 ампер»
Вести электрод на длинной дуге не рекомендуется, она должна быть минимальной. (Дуга — это расстояние между электродом и заготовками).

Стараемся удерживать минимальное расстояние. Фото с канала «100 ампер»
Идеально удерживать расстояние около миллиметра, но тут все, конечно, зависит от руки сварщика. Во процессе сварки расстояние, естественно, гуляет: то увеличивается, то уменьшается. Мастерство сварщика и заключается в том, чтобы стабильно удерживать электрод на минимальном расстоянии. Если увеличить расстояние, например, до 5 мм, дуга начнет обрываться, и шов будет неровный.
В принципе, можно вести электрод и углом вперед, но так еще сложнее удерживать минимальное расстояние.
Если сделать совсем острый угол — положить электрод на 30°, — то дуга будет греть металл на меньшую глубину, и большая часть тепла уйдет на сам шов.

При остром угле наклона электрода металл проваривается на меньшую глубину. Фото с канала «100 ампер»
Вариант сварки с острым углом очень пригодится вам при сварке тонкостенных деталей (например, из профильной трубы с толщиной стенки 1,5 мм).

Свариваем тонкостенную трубу. Фото с канала «100 ампер»
При сварке с острым углом вероятность прожечь трубу значительно меньше. Электрод тройка — ток 65 ампер.

Результат налицо. Фото с канала «100 ампер»
Собственно, на этом хитрости заканчиваются, все остальное — дело практики. Чтобы сделать такой шов, мне еще долго надо тренироваться. Но свои задумки я реализовал — и мангал из старого баллона сварил, и новый стол для кухни, и табуретки уже год в эксплуатации. Поэтому смело говорю, что сварить профильную трубу уже могу!
А по эксплуатации аппарата Wert есть претензия — на второй сезон у него отвалился зажим массы. Почитал отзывы — и выяснил, что у каждого второго пользователя этот дефект был. Что ж, не так обидно.
Азбука электросварки
Электросварка – наиболее надёжный способ соединить детали из металла. При электродуговой сварке детали сплавляются в одно целоe под воздействием высоких температур. Электрическую дугу сейчас применяют в большинстве аппаратов для сварки и расплавления металла. Дуга нагревает металл до температуры, при которой он начинает плавиться, причем происходит это на небольшой площади.
Виды электросварки
Для получения электрической дуги используют либо постоянный, либо переменный ток. С переменным током работают трансформаторы, постоянным — инверторы.
С трансформатором работать сложнее: вследствие переменного тока дуга может «скакать», к тому же сам аппарат занимает много места и имеет внушительную массу. При работе и дуга, и трансформатор сильно шумят. Ещё один недостаток: трансформатор сильно перегружает сеть, наблюдаются значительные скачки напряжения. Из-за этого может пострадать бытовая техника.
Инверторы обычно работают от напряжения 220 В. В отличие от трансформаторов, они имеют меньшие габариты и вес (3-8 кг), работают тише и почти не влияют на напряжение сети. Плюс ко всему, дуга образована постоянным током, поэтому она не «прыгает» и её легче контролировать. Учитывая все эти преимущества, рекомендуем новичкам начинать работу именно с инверторов.
Технология сварочных работ
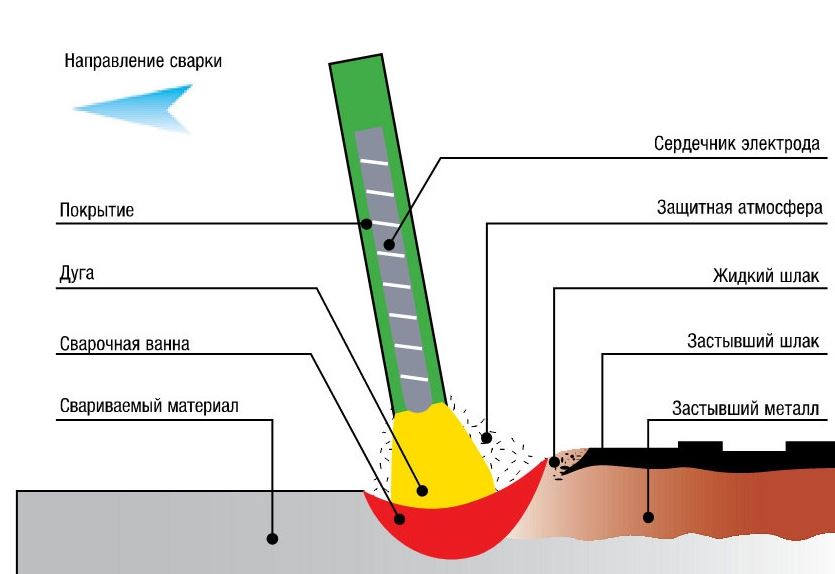
Электрическая дуга появляется в результате взаимодействия двух проводящих ток элементов с противоположными зарядами. Первый — это металлическая деталь, а другой — электрод.
Электрод — это металлический сердечник, на который нанесён особый защитный состав. Также существуют неметаллические сварочные электроды (в них используются уголь и графит), но сфера их применения специфична и сварщику-новичку они, скорее всего, не понадобятся.
Электрическая дуга возникает при касании противоположно заряженных электрода и металла. Металл детали в том месте, куда направлена дуга, начинает плавиться. Вместе с этим плавится металлический стержень электрода, частицы которого переносятся с электрической дугой в зону плавления — сварную ванну.
Разрушается и защитное покрытие, часть которого плавится, а другая – испаряется, выделяя раскаленные газы. Газы обволакивают сварную ванну, не позвроляя металлу взаимодействовать с кислородом. Расплавленный шлак, покрывая металл, помогает поддерживать температуру. Для правильной сварки наличие шлака, покрывающего ванну — необходимое условие.
Сварной шов формируется в процессе движения ванны, а сама ванна движется при перемещении электрода. Здесь и кроется вся суть процесса: нужно двигать электрод с правильной скоростью. Важно, отталкиваясь от необходимого типа соединения, корректно подбирать угол наклона электрона и параметры тока.
Учимся пользоваться сваркой
Во-первых, нужно подготовить рабочее место. Особое внимание следует обратить на безопасность: при сварке велик риск травмироваться как от электричества, так и от высоких температур.
Во-вторых, учиться пользоваться электросваркой лучше всего на толстом куске металла. Помимо самой детали и инструмента для сварки, будут нужны краги (специальные плотные перчатки) и маска сварщика. Подберите плотную одежду, которая защитит всё тело, крепкую обувь из толстой кожи. Обувь должна быть настолько крепкой, чтобы она смогла пережить попадание искр и окалин. Подготовьте молоток и металлическую щетка, которой будете сбивать шлак. И не забудьте про защитные очки.
Самый подходящий электрод для новичков – универсальный, диаметром 3,2 мм. Такой электрод не самый дешёвый, но с ним будет удобно и комфортно работать. После того, как навык будет отточен, можно будет перейти на использование более дешевых аналогов.
Электрод помещаем в держатель, который крепится на одном из сварочных кабелей. Фиксаторы делятся на 2 типа — пружинный и винтовой. Чтобы вставить электрод в пружинный держатель, нужно нажать на кнопку, расположенную на ручке, и попасть в образовавшееся гнездо. При винтовом зажиме вращением ручки раскручивают зажим, помещаем внутрь электрод и закручивают обратно. После установки электрода можно подключать кабели.
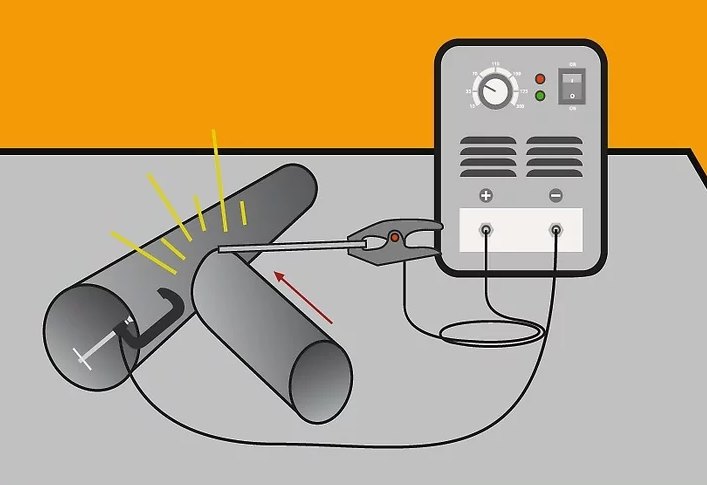
Электродуговой аппарат постоянного тока имеет два выхода: положительный и отрицательный. Сварочных кабелей тоже два:
- Первый кабель заканчивается металлическим зажимом-фиксатором и крепится к детали;
- Второй кабель имеет на конце держатель для электрода.
Тип работы определяет, какое направление тока будет выбрано. При использовании инверторов обычно плюс подключают на деталь, а минус — на электрод. Такое подключение считается прямой полярностью. Но при ряде работ создают обратную полярность: минус — на деталь, плюс — на электрод. Такой метод используется, например, при сварке нержавеющей стали.
При прямой полярности металл сильнее нагревается, а это плюс для большинства соединений. Лучший прогрев обусловлен тем, что электроны движутся от отрицательно заряженного полюса (в нашем случае электрода) к положительно заряженному (деталь). В процессе такого перехода электроны отдают металлу часть своей кинетической энергии, повышая его температуру.
Начало сварки: как зажечь дугу?
Когда кабели подключены, самое время подумать о том, как всё-таки получить электрическую дугу. Главное условие её возникновения — непосредственный контакт между электродом и деталью. Существуют два способа обеспечить контакт:
В первом случае ведём электрод вдоль шва (дабы не оставлять следов), в другом — постукиваем по металлу кончиком электрода.
Если электрод новый и его кончик оголен, разжечь дугу проще. Если инструмент уже использовался ранее, стержень стирается и оказывается под толстым слоем из защитного покрытия. Этот слой необходимо сбить. Для этого нужно несколько раз слегка ударить кончиком электрода по детали.
Наклон электрода
Следующий момент, достойный особого внимания – положение электрода при работе с ним. Его следует наклонять к себе на угол от 30 до 60 градусов от нормали к поверхности детали. Угол наклона подбирают с учётом того, какой шов планируют получить, а также выставленного тока. Берут в расчёт и состояние сварной ванны.
При наклоне инструмента на себя ванна и расплавленный шлак движутся за кончиком электрода. Его угол наклона и скорость движения следует подбирать так, чтобы шлак успевал накрыть горячий металл. В этом случае металл прогревается на большую глубину.
Если металл не требует слишком сильного прогрева, угол наклона берут от себя, шов и ванна снова следуют за электродом, и глубина прогрева в этом случае минимальна.
Как двигать электрод
Чтобы шов получился качественный, контролируйте сварную ванну. Удерживайте электрод на расстоянии 2-3 мм от плоскости металла и постоянно наблюдайте за состоянием и размером сварной ванны. Это требует хорошего навыка, но при регулярной практике он обязательно появится.

Вся загвоздка в том, чтобы одновременно контролировать целый ряд тонкостей:
- направлять электрод строго по определённой траектории;
- по мере стирания стержня плавно опускать электрод, соблюдая расстояние в 2-3 мм от поверхности;
- регулировать размеры и состояние сварной ванны, увеличивая или уменьшая скорость движения электрода;
- контролировать направление шва.
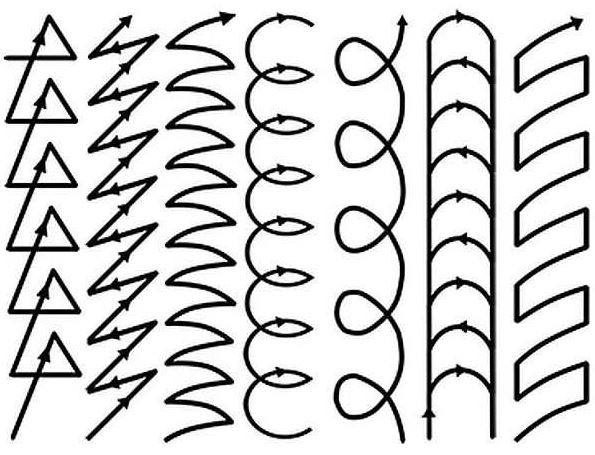
Желательно освоить несколько разных движений электрода и применять их в зависимости от ситуации.
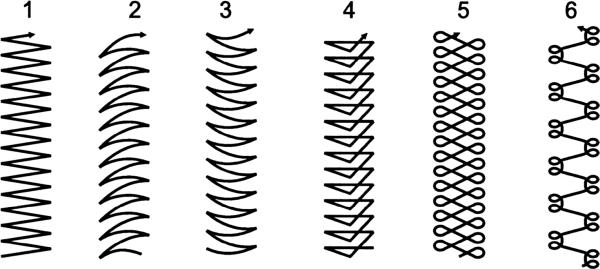
1, 2, 3 — для равномерного прогрева сварочной ванны; 4 — для усиленного прогрева корня шва; 5, 6 — для усиленного прогрева кромок
Для освоения движений лучше взять толстый фрагмент металла. Поначалу швы получаются грубые, похожие на валики. На этом этапе вы получите элементарные навыки: привыкните держать необходимое расстояние от кончика электрода до детали и придерживаться правильной траектории.
Берём кусок металла, мелом проводим на его поверхности линию: по этой линии необходимо уложить валик. Разжигаем дугу и осваиваем движения, вместе с этим контролируя ванну. Как правило, получается далеко не с первого раза. Когда техника будет отработана, валик будет равномерным, его ширина и высота не будут «скакать», можно будет приступать к более сложным заданиям.
Как контролировать положение свариваемых деталей
Конечно, правильно держать и двигать инструмент – это ещё не всё. Важно понимать механику соединения металлов. Она имеет свои тонкости: шов «тянет» детали, что может привести к их деформации. Как итог – изделие будет заметно отличаться по форме от того, что было задумано изначально.
Чтобы этого избежать, детали фиксируют струбцинами, стяжками и прочими приспособлениями. Помимо этого создают прихватки — маленькие поперечные швы, прокладывая их с интервалом в несколько десятков сантиметров. Они помогают придать изделию нужную форму. В месте стыков деталей прихватки делают с двух сторон, чтобы скомпенсировать возникающие напряжения.
Выбираем ток для сварки
Последнее, о чём стоит сказать — какой подавать ток. На выбор величины тока влияет толщина соединяемых деталей и применяемых электродов.
При ручной электросварке все компоненты связаны друг с другом. К примеру, при падении напряжения в сети инвертор не способен выдать нужный ток. Но это не станет критической помехой работе: для достаточного прогрева можно просто уменьшить скорость движения электрода. Если это не приносит плодов, можно пройти по одному и тому же месту несколько раз. Другое решение — взять электрод потоньше. Какой-то из этих методов или их комбинация должен привести к положительному результату.
После изучения всех теоретических тонкостей, отрабатывайте навыки на практике. Покупайте сварочный аппарат, электроды, защитную маску – и за дело.
Сварка инвертором для начинающих — пошаговая инструкция
Умение сваривать инвертором позволяет выполнять работы на даче и в частном доме: починить ворота, поставить забор, создать емкость для жидкости, установить теплицу. Сварочный аппарат обладает постоянным током и небольшой массой, поэтому качество швов высокое, а перенос на любое рабочее место легкий. Сварка инвертором для начинающих дается просто благодаря вспомогательным функциям оборудования. Статья описывает принцип работы с пошаговой инструкцией и способы ведения дуги в различных пространственных положениях.

Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Грамотная организация рабочего места

Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание. Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза.
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла. Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Подбор диаметра электрода
Сварка инвертором дается легко, если научиться выбирать диаметр электрода в согласии с установленной силой тока и толщиной сторон свариваемого изделия. Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Осваивая сварку инвертором новичку можно выбирать диаметр электрода ориентируясь на толщину металла:
| Толщина металла, мм | Диаметр электрода, мм |
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговый процесс создания сварочного соединения

Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
- Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
- Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
- После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
- Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
- При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
- Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха. Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный. Если принять шлак за железо, то можно оставить много мест не проваренными.
- Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
- Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
- На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Как правильно держать электрод и вести шов

Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Сварка инвертором тонкого металла

Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм. Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
Как варить сваркой или пошаговая инструкция как пользоваться сварочным аппаратом
Нуждающиеся в сваривании металлические детали возникают очень часто у людей, проживающих в частном доме. Именно поэтому количество начинающих сварщиков растет в геометрической прогрессии. После приобретения сварки, нужно научиться правильно пользоваться аппаратом. Если с обучением по использованию болгарки, перфоратора и дрели трудностей не возникает, то как варить сваркой в домашних условиях, знают далеко не многие новички.

Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.

Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.

Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
- Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
- Сварочный шов образовывается при перемещении ванны. Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
- После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика

Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм. Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой.

Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.

Это интересно! Главное требование при установке электрода в зажим — обеспечить его эффективное закрепление.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Какой ток выставить
Одно из важных условий — научиться выбирать правильный ток. Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.

Опираясь на вышеописанную таблицу, следует установить соответствующую величину тока, и только после этого приступать к манипуляциям. Далее выясним, как правильно варить металл сварочным аппаратом.
Начинаем варить деталь — как правильно это делать
Дуга возникает непосредственно после того, как электрод прикасается к детали. Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
- Посредством чирканья электродом по наружной части заготовки. При этом способе требуется перемещать электрод вдоль шва, тем самым исключается вероятность возникновения следов
- Постукиванием — требуется постучать по детали кончиком электрода
Появляется быстро дуга на новом электроде. Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже. Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
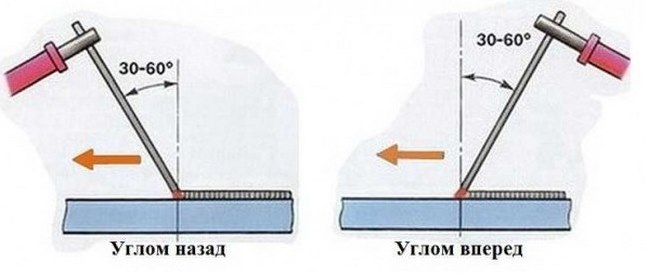
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно! Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
Сваривание металла — некоторые важные особенности
Если уже научились класть сварочный шов, тогда можно переходить к выполнению более сложных действий. Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
- При соединении двух деталей надо учитывать, что может возникнуть их перекос. Это происходит по той причине, что во время протягивания шва происходит смешение детали
- Чтобы исключить перекос соединяемых деталей, понадобится предварительно их закрепить. Осуществляется это разными способами — скрепление струбцинами и прочими стяжками, а также путем сварочных прихваток
- Прихватка — это наиболее распространенный метод сваривания двух деталей. Выполняется он так — сначала нужно приложить детали друг к другу, и соединить их в этом положении путем точечного соединения. Далее осуществлять сваривание деталей между собой сварочным швом
Освоив технологию применения сварочного аппарата можно переходить к выполнению более сложных манипуляций. При работе сваркой важно соблюдать технику безопасности, чтобы избежать вероятности получения травмы.
Подводя итог, надо отметить, что научиться пользоваться сваркой в домашних условиях не трудно. Для этого рекомендуется выбрать соответствующий аппарат, и подготовиться к обучению. Имея в распоряжении сварочный аппарат, остается только научиться им работать.
Сварка инвертором для начинающих

Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.
Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.

Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.

Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок). Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.

Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.

Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.
Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Рекомендуем статьи
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: