Как выглядит идеальный сварочный шов
Обновлено: 18.04.2024
Сварка сегодня широко применяется не только в промышленности, но и других областях. С ее помощью удается прочно соединить между собой металлические элементы. В статье мы расскажем все о сварке электродами.
Что это такое?
Сварка электродами имеет многочисленные преимущества по сравнению с теми же MIG/MAG и TIG методами. В принципе, почти все металлы могут быть сварены с помощью электродной сварки. Она широко используется при организации трубопровода, в строительстве. Ручная дуговая учитывает тип шва и его положение на плоскости, независимо от того надземная ли это конструкция или вертикально поднимающиеся швы.
Сварщик не использует в процессе защитный газ и может легко работать на улице даже в неблагоприятных погодных условиях, к примеру, при ветре или дожде. Принцип электродной сварки подразумевает непосредственный контакт между стержневым электродом и заготовкой. В процессе работы образуется дуга. Создаваемое короткое замыкание, возникающее на долю секунды между двумя полюсами, открывает постоянный ток. Дуга горит между двумя элементами, в пространстве создается необходимое тепло, необходимое для плавления металла.
Ручная дуговая сварка требует низкого напряжения и высокой силы тока. Система преобразовывает доступное напряжение тока в значительно более низкое, необходимое для работы. В то же время она обеспечивает необходимую силу, что также позволяет регулировать и источник питания. При ручной дуговой сварке металлов сила тока является наиболее важным параметром для обеспечения качества соединений. Поэтому она должна оставаться максимально постоянной, даже если длина дуги изменяется.
Для того чтобы можно было создать дугу, цепь между электродом и заготовкой должна быть разорвана. При ручной дуговой сварке это происходит через контактное или сенсорное зажигание. Сварщик направляет электрод к заготовке, и контакт с заземляющим кабелем образует замкнутую цепь. Поднятие стержневого электрода разрывает цепь, возникает короткое замыкание – дуга начинает гореть.
Основные характеристики
Дуговая сварка – это процесс сварки плавлением, в котором тепло, необходимое для плавления металла, получается из электрической дуги, создаваемой между основным металлом и электродом. Нормы расхода при сварочных работах указаны в таблицах. Электрическая дуга образуется, когда два проводника соприкасаются друг с другом, а затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь по воздуху. Температура, произведенная электрической дугой, составляет от 4000 до 6000 C.
В работе используется металлический электрод, который поставляет присадочный металл. Он может быть дополнительно покрыт или оголен. Для дуговой сварки используются как постоянный ток, так и переменный. Переменный получают из понижающего трансформатора, который берет его от основного источника питания от 220 до 440 вольт и понижается до требуемого напряжения, т. е. от 80 до 100 вольт.


Постоянный ток для дуги обычно получают от генератора, приводимого в действие либо электрическим, либо дизельным двигателем. Напряжение открытой цепи, необходимое для поддержания дуги, от 60 до 80 Вольт, закрытой 15 до 25 Вольт. Как постоянный, так и переменный ток используются для получения дуги. Оба имеют свои преимущества и область применения. Сварочный аппарат получает силу от мотора или генератора, а иногда от полупроводникового выпрямителя.
Когда постоянный ток используется для сварки, доступны следующие два типа полярности:
- прямая или положительная;
- обратная или отрицательная.
При прямой полярности около 67% тепла распределяется на металл и 33% на электрод. Ее часто используют там, где нужен больший жар. Это может быть железо или сталь. При обратной полярности около 67% тепла выделяется на электрод и только 33% на работу с материалом. Ее используют при работе с тонкими металлическими листами из алюминия, латуни, бронзы и никеля. У рассматриваемого метода сварки, как и у любой технологии, есть свои преимущества и недостатки.
Из достоинств можно выделить:
- небольшая зона прогрева, соответственно, и деформация минимальна;
- качество соединения находится на высоком уровне;
- высокая скорость создания сварного шва;
- небольшие трудозатраты на последующую обработку шва;
- используется с большим количеством металлов.
Из недостатков:
- сложно работать во время ветра;
- необходимо тщательно подготовить поверхность перед свариванием;
- за зоной тепловой обработки остается след, который потом необходимо дополнительно зачистить.
Сферы применения
Сварка электродами используется при соединении изделий из практически любого металла, в том числе титана. Ее применяют при ремонте кузова автомобиля или глушителя и порогов. Иногда при сваривании медных проводов. Особенно незаменим метод в промышленности, когда приходится иметь дело с тонкими заготовками. В сфере изготовления космических кораблей и велосипедов технология находит все большее применение. Не обойтись без сварки электродами и при организации трубопровода, независимо от его диаметра. Можно использовать сварку электродами и при ремонтных работах инструментов и деталей, изготовленных из алюминия или магния.
Именно по той причине, что металл переносится электрической дугой напрямую, становится возможно использовать широкий ассортимент присадочных металлов. Никакой иной метод, существующий сегодня, не демонстрирует таких возможностей. В процессе нагревания хром испаряется, но этого не будет, если использовать GTAW. В данном конкретном случае электрод и металл имеют похожий химический состав, поэтому шов получается не только крепким, но и особенно устойчивым к возникновению коррозии.
Электродную сварку используют даже при заваривании контейнеров с ядерным топливом перед тем, как они подлежат захоронению.


Что необходимо?
Для сварки электродом потребуется сварочная установка, графитовый или вольфрамовый электрод, электродержатель и другие принадлежности. Установка обычно работает с электропитанием 50-60 Герц. Эффективность сварочного трансформатора варьируется от 80 до 85%. Потребляемая энергия на килограмм наплавленного металла – от 3 до 4 кВт-час.
Можно пользоваться аппаратом инверторного типа, без газа с переменным током и электродом 3 мм. Заранее лучше рассчитать по диаметру толщину проволоки, которая может быть как плавящейся, так и неплавящейся. Функция держателя электрода состоит в том, чтобы удерживать его под нужным углом во время формирования шва или в лежачем положении.
Используемые дополнительно кабели и провода должны быть изготовлены из меди или алюминия. Их изготавливают из большого количества тонких проволок, переплетенных между собой. Именно такая конструкция обеспечивает необходимую гибкость и прочность.


Провода изолируются резиновым или усиленным волокнистым покрытием. Функция кабельных соединителей – связать между собой переключатель и держатель электрода. Разъемы разработаны в соответствии с текущей емкостью используемых кабелей.
Отбойный молоток потребуется, когда станет необходимо удалить шлак после того, как металл на шве затвердел. Такой агрегат имеет форму зубила и заострен на одном конце. Проволочная щетка необходима также, чтобы удалить частицы шлака, но уже после скалывания отбойным молотком.
Обязательно во время работы использовать защитную одежду. Этого требует техника безопасности. Она защищает от горячего металла, тепла и излучения. Используемая защитная одежда – это кожаный комбинезон, ботинки, перчатки, очки или маска.


Технология
Если хочется добиться качественного сварного шва, то обязательно должна соблюдаться технология. Правильно варить можно научиться, достаточно потратить немного времени на освоение данного вопроса. Постоянный либо импульсный ток может быть от 5 до 600 А, при этом скорость сваривания также варьируется и находится в диапазоне от 0.04 до 0.4 м/мин. Максимальный диаметр составляет 8 мм, минимальный 0.5 мм. Расход защитного газа литров в минуту – от 5 до 20.


Подготовка
Прежде всего металлические детали тщательно очищаются, наносится обезжириватель. Эффективность и качество сварного соединения зависит от правильной подготовки кромок свариваемых пластин. Необходимо удалить все чешуйки, ржавчину, жир, краску и т. д.
Очистка поверхности должна осуществляться механически проволочной щеткой, а затем химически четыреххлористым углеродом. Правильная форма краям пластины позволяет получить правильное соединение. Форма кромки может быть простой, V-образной, U-образной, переформованной и т. д. Выбор зависит от вида, толщины свариваемого металла.



Подходящий электрод вставляют в электрододержатель под углом 60-80 градусов. На следующем этапе потребуется выбрать ток и полярность. Сварка производится путем установления контакта электрода с поверхностью, а затем удаления его на необходимое расстояние для получения дуги. Когда дуга есть, металл плавится под температурой, в результате образуется жидкий материал для заполнения шва. Важно правильно вести и держать во время сварки электрод. Иногда требуется предварительная прокалка.
Даже новичку сделать хороший шов своими руками не составит труда, если он подробно изучит технологию. Если работа выполняется двумя электродами и более, то такая сварка делается пучком. Для потолочного наложения швов на металлических изделиях может понадобиться вертикальный держатель, который упрощает процесс работы.


Образование дуги
Дуга образуется между электродом и материалам, который подлежит свариванию. Тепло, выделяемое во время описываемого процесса, плавит кромки двух соединяемых элементов, а вместе с ней и присадочный металл. Ручной метод требует от сварщика должной квалификации. Приходится работать сразу двумя руками, поскольку в одной находится держатель с электродом, а другой осуществляется подача проволоки.
Хороший мастер знает, как важно в процессе поддерживать короткую длину дуги, не допуская соприкосновения электрода с металлом. Если используется метод TIG AC, значит, дугу получают от источника, в качестве которого выступает генератор. Вырабатываемая искра и есть проводящая среда, в которой ток протекает внутри защитного газа, а электрод загорается на расстоянии 1.5 мм.
Формирование швов
Как только появляется дуга, начинается работа по созданию сварного шва. Держатель в этом случае потребуется переместить в центр зоны сварки, где размер окружности зависит от диаметра используемого электрода. Держатель наклоняют и держат под углом в 15 градусов. Из присадочного прутка металл подается вручную, когда это необходимо.
Нередко сварщик может использовать технологию быстрого чередования. Она характеризуется тем, что в момент создания соединения необходимо быстро продвигать держатель и добавлять присадочный металл. То есть, как только продвигается электрод, добавляется и металлический пруток. Однако нужен немалый опыт, чтобы постоянно оставаться в зоне распространения защитного газа, поскольку только он защищает от окисления и загрязнения.



Если используется пруток из металла, обладающего низкой температурой плавления, к примеру, алюминий, то его следует держать дальше от дуги, но не выходя из зоны, где есть защитный газ. Если не соблюдать это условие, то проволока расплавится быстрее, чем вступит в контакт с обрабатываемой поверхностью. Когда шов планируется закончить, дугу постепенно уменьшают. В этом случае удается избежать появления трещин на краях шва. Красивое соединение всегда зависит от уровня опыта и мастерства сварщика.


Распространенные ошибки
Очень важно правильно настроить сварочную установку на работу, подобрать толщину электрода, рассчитать мощность. Немаловажно правильно держать оборудование с электродом и присадочную проволоку. Большинство новичков не могут удержать необходимое расстояние от электрода до материала, в результате тот прилипает. Становится сложно работать, шов получается неровный.
Залипают материалы и при неверно выбранной толщине электрода или слишком сильной мощности тока, когда металл расплавляется быстрее, чем попадает к месту обработки. Конечно, и у мастеров иногда липнет электрод, но это случается реже, поскольку они способны соблюсти необходимое расстояние, принимая во внимание присадочный материал. Если правильно сформировать кромку, то и работать будет легче. Есть несколько доступных вариантов.


Квадратная
Используется, когда толщина металлической пластины составляет от 3 до 5 мм. Обе кромки для сварки должны быть расположены на расстоянии от 2 до 3 мм друг от друга.


V-образная
Она используется, когда толщина пластин составляет от 8 до 16 мм. Обе кромки скошены с образованием угла около 70° до 90.
Применяется при толщине заготовок больше чем 16 мм, где сварку можно выполнить на обеих сторонах. Обе кромки скошены таким образом, чтобы образовать двойное V.
Одинарная и двойная U-образная
Применяется при толщине больше чем 20 мм. Подготовить край сложно, но соединение получается хорошим. Для шва требуется меньше присадочного металла. Еще одна ошибка начинающих сварщиков – неправильно подобранный электрод. Есть неплавящиеся и плавящиеся.
Неплавящиеся электроды
Не расходуются во время сварочных работ, поэтому и получили такое название. Они сделаны из углерода, графита или вольфрама. Углеродные электроды более мягкие, в то время как вольфрамовые и графитовые твердые и хрупкие. Углеродные и графитовые могут использоваться только для сварки с прямой полярностью.
Плавящиеся
Расплавляются и подают присадочный материал. Они сделаны из того же металла, который нужно сварить.
Расходуемые электроды могут быть следующих двух типов:


Первые имеют форму непрерывного провода. Их необходимо использовать только с прямой полярностью. Они не обеспечивают экранирования расплавленного металла от атмосферного кислорода и азота. Следовательно, сварные швы, полученные этими электродами, имеют более низкую прочность, более низкую пластичность и коррозионную стойкость. Они ограниченно применяются при ремонте или выполнении некачественной работы, чаще для сваривания изделий из кованого железа и мягкой стали. В современной практике используются крайне редко.


Вторые обладают покрытием из флюсового материала, который наносится по всему сварочному стержню. Флюс в процессе сварки обеспечивает экранирование зоны расплавленного металла от атмосферного кислорода и азота. Этот поток также предотвращает образование оксидов и нитридов. Флюс химически взаимодействует с оксидами, присутствующими в металле, и образует низкотемпературный плавкий шлак. Он остается на верхней части сварки, поэтому его можно легко убрать после затвердевания шва. Качество сварки, производимой покрытым электродом, намного лучше.
В следующем видео рассазывается о сварке электродами.
Как добиться красивого шва

Как добиться красивого шва при сварке электродами
Начинающим сварщикам лучше не осваивать сразу сложные стыки. На первых порах важно закрепить базовые знания, но еще гораздо важнее научиться контролировать электрод.
Здесь важно все: и равномерная скорость перемещения электрода, и удержание короткой сварочной дуги, поскольку на длинной дуге металл практически не варят. Также неплохо было бы научиться поджигать электрод сразу, с одного тычка.
Конечно же, на всё это нужно время. Чем больше начинающий сварщик будет варить, тем быстрей придёт опыт и осознание самой сварки, того, что происходит под маской.
Как добиться красивого шва при сварке электродами
Добиваться получения красивого шва начинающему сварщику лучше всего при сварке швов в нижнем положении. Учиться варить нужно именно горизонтальные швы, выдерживая правильный угол наклона электрода по отношению к поверхности металла, в пределах 40-60 градусов.
Не следует держать электрод вертикально поверхности заготовки. Такая техника практикуется, но не в начале обучения.
При сварке электродом нужно следить за тем, чтобы сварочная дуга, а это расстояние между металлом и кончиком электрода, было очень маленьким, всего 2-3 мм. На первых порах такое небольшое расстояние может быть совсем незаметным, но это только в начале.

Со временем всё станет на свои места, а пока, можно просто втыкать электрод в металл, выдерживая дугу как можно меньше. Если сварка происходит инвертором, то такая замечательная функция как «Антиприлипание» не позволит электроду прилипнуть к металлу.
Электроды для обучения
Начинающему сварщику проще всего варить рутиловыми электродами. Такие электроды хорошо поджигаются повторно, они не столь требовательные к подготовке металла. Варить рутиловыми электродами можно абсолютно в любом положении.

Начинать варить шов следует с движения электродом «на себя», и, пока что, без каких-либо колебательных движений в стороны. На первом этапе обучения сварки важно научиться удерживать дугу, и, конечно же, отличать шлак от металла.

Шлак имеет темный цвет в отличие от раскалённого металла ярко желтого цвета. Металл сразу же оседает, в то время как темный шлак переливается по его краям, образуя собой контуры. Кроме этого, температура застывания шлака ниже, чем у металла.
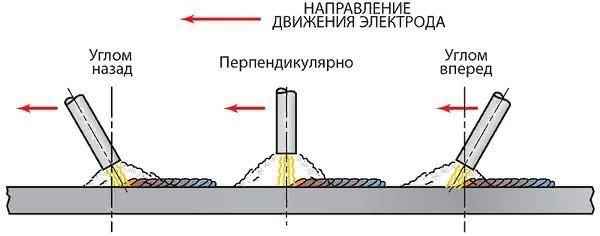
Как варить, углом назад или вперед
Принципиальной разницы, как варить, углом назад или вперед нет, однако отличия все же имеются. Когда электрод ведётся углом вперед, то металл имеет больший провар, заметно увеличивается скорость сварки и ширина валика.
Валик при сварке углом вперед получается достаточно гладким и широким. При сварке углом назад, образуется высокий валик, а сварной шов имеет шероховатость.

Существует два типа сварных швов — основной и облицовочный. Задачей создания основного шва является сплавления кромок металла, а облицовочного, сокрытие всех видимых дефектов, таких как подрезы, непровары и т. д.
Как новичку варить идеальный сварочный шов

Идеальный сварочный шов — какой он? Как варить швы?
Сегодня мы рассмотрим процесс получения идеального сварочного шва, качеству которого позавидует даже опытный сварщик. Однако статья была написана специально с тем учётом, чтобы помочь новичкам в электросварке.
В отличие от прошлых статей, эта написана немного в другом стиле. Здесь я старался избегать длинных предисловий и долгого расписывания самих процессов сварки. Надеюсь, что статье будет полезна всем начинающим сварщикам, и они смогут узнать из неё что-то новое для себя.
Идеальный сварочный шов — какой он?
Если вам нужно получить красивый и качественный шов, купите современные электроды. Да, да, оставьте «дедовскую» проволоку, на которой уже почти не осталось обмазки. Используйте новые и сухие электроды согласно инструкции производителя. Найдите на упаковке с электродами ток, при котором надо варить, а также полярность, то есть + и — подключения.

Если на электродах указана обратная полярность, то подключаем к держателю электрода плюс от инвертора. Если нужно варить на прямой полярности, то плюс должен идти в качестве массы, то есть, подсоединяться к свариваемому металлу.
Итак, подсоединяем кабеля к инвертору и вставляем электрод в электрододержатель. Выставляем на инверторе требуемый сварочный ток и включаем аппарат в работу. Электрод должен держаться в держателе строго под углом в 90 градусов и никак иначе.
Поджог дуги электродом
Для того чтобы зажечь дугу необходимо поднести электрод к металлу и легонько стукнуть о поверхность, сразу же отведя его вверх. Слишком далеко отводить электрод не нужно, поскольку дуга непременно погаснет. Достаточно отвести на 2-3 мм.

Также можно зажечь электрод чирканьем его конца о поверхность металла. Просто берём, и как бы ведём электрод коротким движением по металлу, пока не загорится сварочная дуга.
Как вести электрод во время сварки
Существует много схем ведения электрода при сварке. Ниже я нарисовал самый простой способ, который позволяет добиться идеального сварочного шва.
Итак, наиболее простой способ для новичка, это ведение электрода небольшими круговыми движениями, а если быть точнее, то точечными. Ставим первую каплю металла электродом, затем вторую, которая должна слегка заходить на первую, и т. д. Электрод по отношению к свариваемой заготовке держим под углом в 30 градусов.
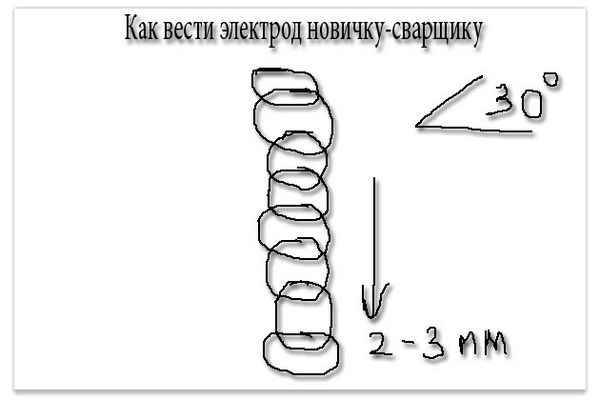
Электрод ведём на себя, строго соблюдая указанный угол наклона. Почему это важно? Просто, таким образом, весь шлак, образуемый при сварке, будет выходить наружу, и выбрасываться из сварочной ванны.

В итоге, капли должны как бы пересекаться друг с другом, что и образует сплошной сварочный шов. В данном случае начинающему сварщику нет необходимости выполнять сложные движения электродом, типа «ёлочкой», «зигзагом», «треугольником» и т. д.
Сам процесс выглядит так:
- Нажали электродом, поставили точку и отпустили;
- Затем немного зайдя на первую точку, нажали электродом и отпустили;
- Процесс повторяется до тех пор, пока не будет заварено всё соединение.

На первых порах это позволит получить достаточно качественный и ровный сварочный шов, а также хорошо углубить корень шва. Существуют и другие способы вести электрод во время сварки, о которых я обязательно расскажу в следующих статьях.
Ошибки сварочных швов

Сварочные швы и ошибки начинающих сварщиков
Ошибки начинающих сварщиков заключаются не только в неправильном подборе электрода для сварки, но и в технических моментах. Ну, нельзя без дефектов заварить тонкий металл, толщина которого составляет 1-2 мм, электродами, диаметром в 3-4 мм.
При использовании слишком толстых электродов, дыра в тонком металле неминуема. Почему? Да потому, что в данном случае, металл проплавляется полностью, поскольку глубина сварочной ванны в несколько раз превышает его толщину. Здесь действуют простые законы физики.
Однако ошибки начинающих сварщиков на этом не заканчиваются. Увидев дыру в прожжённом металле, начинающий сварщик бежит к сварочному инвертору, чтобы уменьшить ток. Вследствие этого электрод начинает прилипать к металлу. В попытках его оторвать от заготовки, и зажечь сварочную дугу, металл прожигается снова и снова.
Как не допускать типичных ошибок при сварке
Ну, во-первых, не следует даже пробовать варить тонкий металл электродами 3-4 мм. Важно подобрать диаметр электрода, таким образом, чтобы он не прожигал металл. Однако не в одной толщине электрода дело, поскольку также, важны его тип и марка.
Кроме того, важно правильно научиться удерживать и вести электрод во время сварки. Типичные ошибки электросварщиков, это заужение и уширение сварочного шва, неравномерное количество наплавленного металла по высоте.
Если осуществлять движение электродом слишком быстро, то в сварочную ванну попадёт меньше металла, чем нужно. В таком случае мы получим сильно зауженный шов. И наоборот, если замедлить движение электродом, то произойдёт сильное уширение сварочного шва. Следовательно, чем равномерней будет происходить движение электродом, тем красивей и качественней получится сварочный шов.

Данный процесс требует большого опыта. Поэтому не пытайтесь сразу получить ровный и качественный шов, поскольку навряд ли у вас что-то получится. Также не забывайте о том, что помимо скорости движения электродом, важно соблюдать и его правильный наклон.
Что нужно знать о наклоне электрода во время сварки?
Вести электрод во время сварки можно различными углами, углом вперёд или назад, перпендикулярно. При этом важно, чтобы электрод не был слишком наклонен к поверхности металла, что приведёт к появлению острых выступов на сварочном шве.

При ведении электродом вперёд или назад, угол наклона должен составлять порядка 40°. Перпендикулярное удерживание электрода применяется сварщиками не так часто и требует опыта. Однако удерживая электрод, таким образом, можно избежать прожигание тонкого металла, и варить в труднодоступных местах (например, при сварке операционных швов).

Поэтому основные ошибки начинающих сварщиков связаны именно с неправильным выбором электродов, а также из-за того, что угол, скорость, и движение электродом осуществляются не так как нужно. Большинство из всех вышеперечисленных ошибок уходят лишь с опытом, поэтому важно набраться терпения.
Все о сварке вертикальных швов
С появлением электросварки стало возможным соединение любых металлов. Этот процесс объединяет металлические структуры за счет нагрева и расплавления электрической дугой. Электросварка широко применяется в различных сферах. Однако данная технология требует некоторых знаний, умений и навыков. В зависимости от видов металлов и вариантов соединений есть разные способы сварки, типы электродов, скорость их движения, амплитуда.



Особенности
Сварка вертикальных швов имеет достаточно много особенностей. Так, при воздействии тепла на сплав, происходит образование металлических капель, которые постоянно стремятся укатиться вниз. Данный процесс является вполне естественным, но при этом создает немало трудностей. Например, эти капли не дают качественно воздействовать на зону, которая обрабатывается. Специалисты считают, что для вертикальных швов лучше подходит дуга меньшей длины. Это способствует тому, что силы поверхностного натяжения делают переход электрода в шов более простым. Чтобы капля затвердела непосредственно при сварке, надо стержень убирать немного в сторону. Как только тепло уходит, металл очень быстро застывает.
При этом важно учесть, что верхняя зона ускоряет процесс плавки металла. Также более быструю кристаллизацию можно наблюдать на месте стыков и различных соединений. Среди важных параметров следует отметить силу тока. Как правило, выбирают ее более низкое значение, чем обычно.
Также не стоит забывать про точечную технологию, которая позволяет низко закрепить два элемента.



На срок службы сваренных конструкций из металла влияние оказывает качество и надежность соединения. В любой конструкции шов может превратиться в одно из наиболее уязвимых мест. Именно по шву смотрят, насколько качественно выполнена сварка. Для мастера с малым опытом вертикальная сварка является весьма сложной технологией. Однако ей стоит научиться, так как она используется достаточно часто. Важно при данном методе соединения металлических конструкций соблюдать ряд правил, иначе можно получить некачественный результат. При вертикальных швах желательно использовать короткую электрическую дугу. В противном случае шов может стечь из-за расплавления.
Когда происходит непосредственно поджог, необходимо постараться рабочую часть располагать перпендикулярно по отношению к поверхностям, которые обрабатываются. Это позволяет сделать соединение высокого качества. Лучше всего в процессе постараться электрод держать с легким наклоном вниз. Именно выдержка острого угла дает возможность задерживать раскаленный металл, чтобы он не стекал вниз. Следует уточнить, что не всегда получается предотвратить стекание металлических капель. Однако можно сделать силу тока выше и быстрее перемещаться по обрабатываемой поверхности.
Но данный метод требует осторожности, чтобы дуга не слишком увеличилась. Также можно передвигать электрод из стороны в сторону для увеличения ширины шва.
Читайте также: