Как выставить сварочный ток
Обновлено: 23.04.2024

Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Сварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла. Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
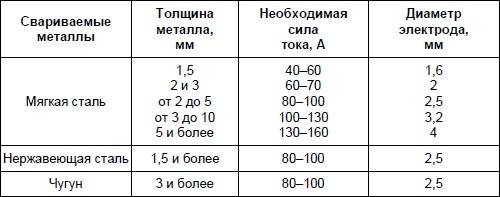
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.

Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:
- Электродом 2 мм можно сваривать металл толщиной от 1 до 2 мм. Сварочный ток при этом должен быть от 20 до 50 ампер;
- Электродом 2,5 мм сваривается металл толщиной от 2-3 мм. Значения тока на инверторе выставляются в пределах от 40 до 80 ампер;
- Электродом 3 мм рекомендуется варить металл, толщина которого составляет 3-5 мм. Значения тока при этом должно быть около 100-120 ампер.

Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Практическое руководство по подбору сварочного тока
Рассмотрим на конкретном примере, как правильно подобрать значения тока для сварки начинающим сварщикам. Итак, сначала выставляем рекомендуемое значение сварочного тока из таблицы выше. При этом учитываем толщину свариваемого металла и диаметр используемых электродов.

Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.

В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки. Наиболее всего тока необходимо для сварки угловых соединений.
Азы сварки инвертором

Азы сварки инвертором — топ советов для начинающих
Лёгкие и удобные сварочные инверторы появились в продаже не так давно, но уже успели завоевать свою популярность среди сварщиков всех мастей. И вправду, зачем тягать неподъёмный сварочный трансформатор, когда можно купить пятикилограммовый инвертор и варить им все, начиная от лопат и заканчивая тяжёлыми металлоконструкциями.
Что уж тут говорить, прост сварочный инвертор и для освоения новичкам. Здесь нет необходимости подключать баллоны с газом, знать какие-то сложные нюансы касательно безопасности проведения сварочных работ. Кроме того, удобен инвертор и тем, что его можно подключить к обычной бытовой розетке, не боясь, что у тебя в доме выбьет пробки, а соседи с криком прибегут, поскольку у них сгорел новый телевизор от твоей сварки.
Азы сварки инвертором или что нужно знать новичку
Допустим, вы купили инвертор и очень хотите проверить его на деле, сварить какую-нибудь железяку. Что же, медлить нельзя, поскольку электросварка это очень увлекательное занятие, которое сильно затягивает, да так, что оторваться потом невозможно.

Помню, когда то и я купил свой первый сварочный инвертор. В ход шли не только трубы, но и гвозди, сварить которые с первого раза мне, правда так и не удалось. Ошибка вышла на счет электродов, я на тот момент не знал и купил электроды для переменного тока, которые не подходят при использовании инвертора.
Дело в том, что трансформаторные аппараты «всеядны», а вот что касается инверторов, то для них должны быть подобраны электроды постоянного тока. Поэтому в первый раз я так и намучался с гвоздями: сварка все время прилипала к металлу, и я не как не мог оторвать электрод от него.
Второе, на что хотелось бы обратить ваше внимание, так это на силу тока. На самом деле все очень просто, и для сварки толстых металлов используются электроды диаметром в 3 мм., и выше, а для сварки тонкого металла, электроды диаметром не более двух миллиметров.

В свою очередь, чтобы варить электродами разного диаметра, на сварочном инверторе должен быть выставлен определённый ток. Чем больше диаметр электродов, тем выше должен быть сварочный ток. И если для сварки электродами 2 мм, используется ток в 30-50 А., то вот для электродов в 4 мм, значение тока уже переваливает за сотню ампер.
Подготовка металла перед сваркой
Следующей особенностью, о которой должны знать новички-электросварщики, является удаление сильной ржавчины с металла. Если металл покрыт толстым слоем ржавчины, то это приведёт к образованию плохого контакта, из-за чего непременно возникнут сложности со сваркой.

Поэтому, не ленимся, и болгаркой, а возможно щеткой по металлу, если не доводим поверхность до блеска, то, хотя бы, напрочь, избавляемся от ржавчины на ней. В таком случае электрод не будет прилипать к металлу, который, в свою очередь, не будет разбрызгиваться в стороны, да так, что заготовка приобретёт совсем мрачный, и уж точно, не товарный вид.
Что ещё следует учитывать начинающим сварщикам, которые решили освоить за несколько дней сварочный инвертор. В первую очередь, это скорость сварки, она тем выше, чем тоньше металл вы будете варить. Порой лучше сначала взять тонкие листы на прихватки, а уж потом, аккуратно проваривать шов.

При этом нужно захватывать кромки двух заготовок, передвигая электрод из стороны в сторону. Думаю, этих простых советов действительно хватить для того, чтобы не накосячить с электродами, как я, в свой первый раз. Как говорится, лучше учиться на чужих ошибках, чем на своих собственных.
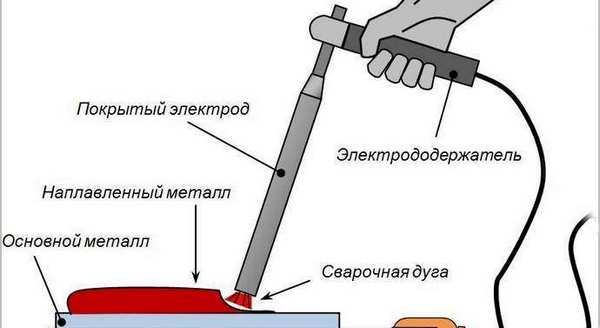
Как варить электросваркой

Техника ручной дуговой сварки для начинающих
Даже в домашнем хозяйстве порой очень трудно обойтись без сварки, не говоря уже о промышленности, да и любой другой отрасли. Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Сегодня, когда сварочные инверторы стали доступными, как никогда, освоить электросварку может каждый желающий. При этом, чтобы варить «для себя», достаточно будет усвоить основные моменты и много тренироваться. Только с опытом и «набитыми шишками» приходит четкое понимание, как варить электросваркой, а качество работы улучшается в сотни раз.
Электросварка — это очень увлекательный процесс, который сильно затягивает. Если учиться варить электросваркой самому, то нужно освоить технику зажигания дуги и движение электродом, а также понимать, какой требуется ток для сварки толстого и тонкого по толщине металла.

Техника безопасности при работе с электросваркой
Любой сварочный процесс должен выполняться согласно технике безопасности. Для защиты глаз сварщика во время сварки придуманы специальные маски. Сегодня с этой целью отлично справляются маски для сварки Хамелеон. Защитить руки призваны прочные и стойкие к огню краги, а ноги сварщика, специальные штаны из прочной ткани и ботинки.

При осуществлении электросварочных работ следует знать, что повышенная влажность может стать причиной поражения электрическим током. Также необходимо всегда помнить, что при электросварке в стороны летят искры, и они могут стать причиной возникновения пожара. Все вышеперечисленные моменты обязательно нужно предусмотреть, перед тем, как варить электросваркой.
Настройка и регулировка сварочного инвертора
Вот мы и подошли к самому интересному моменту, когда нужно самому подключить сварочный инвертор и выставить на нем требуемые значения тока. Что здесь важно учитывать? Во-первых, необходимая последовательность подключения инвертора. Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Если будет осуществляться сварка тонкого металла (2 мм толщины), то необходимо подключить инвертор в обратной последовательности. Таким образом, получится не прожечь тонкий металл и нормально его сварить.
Чтобы подключить инвертор в обратной последовательности нужно подсоединить держатель электрода к клемме инвертора со знаком «+», а кабель с массой к свариваемому металлу. Соответственно, при сварке инвертором толстого металла (6 мм и более), подключать сварочный аппарат нужно будет наоборот.
Какую силу тока выставить на сварочном инверторе
После подключения сварочного инвертора на нем нужно выставить требуемое значение тока, его можно будет поменять в процессе сварки. Значение тока зависит от диаметра используемых электродов и толщины металла, который придется варить. Ниже будет представлена таблица со значениями силы тока для сварки электродами определенного диаметра.

Соответствие силы тока электроду для сварки инвертором:
- 1,60 мм — 25-50 А;
- 2,00 мм — 40-80 А;
- 2,50 мм — 60-110 А;
- 3,20 мм — 80-120 А;
- 4,00 мм — 120-160 А.
В свою очередь диаметр электрода подбирается в зависимости от толщины свариваемой заготовки:
- Для сварки металла от 1,5-2 мм — служат электроды 1,5 мм;
- Для сварки металла от 1,5-3 мм — служат электроды 2,0 мм;
- Для сварки металла от 1,5-5 мм — служат электроды 2,5 мм;
- Для сварки металла от 2-12 мм — служат электроды 3,2 мм;
- Для сварки металла от 4,0-20 мм — служат электроды 4 мм;
После того, как требуемые значения силы тока для сварки инвертором выяснены, можно смело приступать к сварочному процессу. Для этого потребуется подключить кабель от инвертора с массой к металлу, а в держатель вставить электрод.
Как зажечь дугу, и в какую сторону вести электрод
Зажечь дугу можно несколькими способами, легким постукиванием электрода о металл или чирканьем, когда электрод касается свариваемой заготовки, и тут же проводится по ней. Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
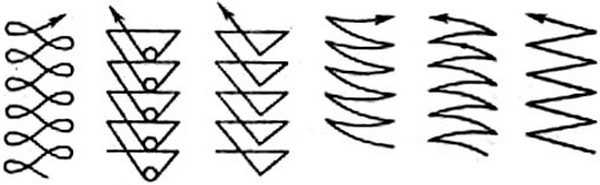
Следует заметить, что существует множество техник движения электродом: ёлочкой, зигзагом, треугольником и т. д. Какую именно выбрать из них, во многом зависит от положения заготовки во время сварки, её толщины, а также других, не менее значимых моментов. Для освоения азов электросварки инвертором, предпочтительно использовать технику движения электродом «ёлочка» или «зигзагом».
При этом угол наклона электрода при сварке должен составлять примерно 70 градусов по отношению к поверхности заготовки, а скорость его движения должна быть средней, если металл не совсем уж тонкий. В конце, когда сварочный шов будет завершен, не забудьте заварить кратер. Для этого нужно остановиться в конце шва, а после медленно и не спеша разорвать дугу.
Сварка инвертором для начинающих

Виды сварки
Если вы собираетесь самостоятельно заняться сварочными работами и решили делать это с помощью инверторного аппарата, вам нужно разбираться заранее как работать сварочным инвертором.
Тогда читайте эту статью: все, что здесь написано, вам пригодится.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
А это означает, что без знания и выполнения правил техники безопасности, как варить сварочным инвертором, вам не стоит начинать, это даже не обсуждается.
Эти правила просты и бесхитростны:
- Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору. Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
- После визуальной проверки установить ручку с регулятором силы тока на минимальное значение. Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
- Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда

Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Все эти зависимости можно найти в исчерпывающих инструкциях к самому аппарату и во вкладышах в пачках с электродами. Теоретически ток сварки можно подобрать по диаметру стержня электрода: на каждый миллиметр диаметра должно приходиться около 30 А.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.

Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Сварку можно производить углом назад, в этом случае наклон в 30° идет в направлении шва. Если углом вперед – электрод наклоняется в обратную сторону от шва. Электрод нужно вести примерно как карандаш – на высоте 2-х мм от поверхности заготовок.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Теперь о дуге и электродах
Быстро поджечь и правильно держать дугу – самое, пожалуй, важное дело для успешной сварки инвертором. Дуга не должна прерываться – вот за чем нужно следить при приближении электрода к плоскости заготовки.
Розжиг электрода проводится двумя способами: постукиванием или чирканьем. Если электрод новый, он поджигается легко. Если он уже горел, он покрыт пленкой из шлака, которая мешает быстро поджечь расходник.
В этом случае следует постучать электродов подольше, чтобы пленка разбилась. Зависимость между сварочным током и диаметром электрода легко просчитать с помощью таблиц, которые присутствуют в сети в огромном количестве.

Функциональная схема сварки инвертором.
Если у вас продвинутая модель инвертора, то она снабжена дополнительными функциями, которые отлично облегчают жизнь новичкам и всем остальным.
Вот эти продвинутые функции:
- Функция «Горячий старт» или HotStart облегчает поджиг электрической дуги.
- Антизалипание или форсаж дуги включается при слишком быстром приближении электрода к поверхности металла. Эта функция повышает уровень тока.
- Антистик или AntiStick наоборот, отключает ток для профилактики перегрева сварочного аппарата.
Учиться лучше на самой простой форме шва – ниточном шве, для которого электрод нужно вести ровно без каких-либо колебательных движений.
Как только вы начнете чувствовать себя уверенно с ниточной технологией, можно приступать к сварке металлов с колебательными движениями в разных конфигурациях – их существует несколько.
В таких случаях нужно сделать несколько первых колебательных движений для формирования сварочной ванны. Наклон электрода делаем под углом в 30°, не больше и не меньше. Как только проход закончен, нужно отбить шлаковую корку молотком, чтобы зачистить новый шов с помощью металлической щетки.
Чтобы шов вышел качественным и эстетичным, в его конце следует сделать пару-тройку колебательных движений в сторону металлической наплавки. Таким образом можно избежать образования кратера.
О сварочных швах
- однопроходные, при которых толщина металлической заготовки восполняется за один проход;
- многопроходные, при которых одного прохода электродов не хватает. Применяются при сварке толстых краев.
Самый известный и простой способ проверки качества шва после сварки – постукивание по нему молотком. При этом отскакивает слой шлака – при условии, если шов ровный и гладкий. Также качество шва зависит от температурного режима: он должен быть правильным.
Если шов перегрет, он может сломаться, если нагрев недостаточный – произойдет весьма неприятная вещь – непровар.
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
Если сварочный ток постоянный, то и движение электронов тоже постоянное. А при таком раскладе почти не бывает разбрызгивания капель и кусочков расплавленного металла, вследствие чего шов выходит аккуратным и высокого качества.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность

Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
С помощью инвертора можно резать металлы и даже производить отверстия в стенках труб. Для того, чтобы сделать это грамотно и быстро, нужно выставить на аппарате правильные показатели. Диаметр электрода 2,5 мм и сила тока в 140 А являются именно такими показателями.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Выбираем, покупаем

Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Если по-хорошему, то покупкой одного аппарата вам не обойтись. Обязательно купите сварочную маску со светофильтром. Вам необходимо защитить себя от брызг расплавленного металла и продуктов сгорания материалов.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
В сети множество таблиц с данными, которые помогут грамотно подобрать светофильтры. Лучше их выбирать на номер больше или меньше. Самым оптимальным решением будет проверка освещенности помещения для работы и вашего зрения.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка. Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла.
Как ухаживать за инвертором?
Любое оборудование любит уход и порядок, ваш инвертор — ни в коем случае не исключение. Правила, как правильно варить инверторной сваркой и как правильно его хранить, простые.
Выбор электрода для сварки различных металлов.
Перед работой нужно делать следующее:
- произвести визуальный осмотр аппарата и подготовить место, где вы собираетесь работать;
- установить инвертор в горизонтальном положении с желательной защитой от пыли, осадков и других загрязнений;
- кабель подключить к разъемам в соответствии с вашими планами, обычно это плюс на электрод, а минус на металл;
- подключить электропитание. Важнейший нюанс: если у вас используется удлинитель, сечение сварочного кабеля должно быть не меньше 2,5 мм².
- поджечь дугу на отрыве в качестве пробного теста;
- убедиться в целостности кожуха, потому что без него варить категорически запрещается;
- отрегулировать режим тока. Можно начинать варить.
Хранить ваш аппарат нужно по следующим правилам:
- постоянно проверять все узлы устройства. Частота проверок зависит от интенсивности использовании аппарата и степени запыленности рабочего помещения;
- чистить устройство от пыли с помощью сжатого воздуха и низкого давления. Электрическое плато струей воздуха не чистить, а обходиться мягкой щеткой;
- проверять крепость силовых разъемов, целостность вилки, розетки и изоляционного покрытия электрических кабелей;
- хранить инвертор лучше в сухих условиях, температура воздуха должна укладываться в диапазон от -15°С до +50°С, оптимальная влажность воздуха – около 70 – 80%.
- Не забывать отключать инвертор от сети, когда он не работает.

Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.
Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.

Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.

Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок). Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.

Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.

Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.
Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Рекомендуем статьи
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: