Как заделать дырку в нержавеющем баке без сварки
Обновлено: 14.05.2024
Топливный бак является основной деталью системы питания автомобиля, отвечающей за хранение топлива и его передачу через систему насосов и фильтров к устройству, готовящему горючую смесь (карбюратору или инжектору).
Очевидно, что основной неисправностью бензобаков являются течи, которые могут появляться по трем причинам:
- из-за действия коррозии на металлические баки;
- в результате механических повреждений (сильные вибрации, трение об асфальт, удары гравия и т. п.);
- в результате естественного старения материала, например, постепенного появления пористости в пластиковых баках.
На практике все факторы действуют одновременно, не только повышая риск остаться без источника энергии в дороге, но и снижая пожарную безопасность транспортного средства. Указать на проблему может стрелка уровня топлива – если вы заметили, что она движется слишком быстро или периодически «проваливается» вниз, лучше остановиться и осмотреть все элементы системы питания. Запах бензина в салоне и характерные «радужные» лужи в районе задней оси — верные признаки течи.
Общие правила ремонта бензобака
Обнаружив неисправность топливного бака, сразу же заглушите автомобиль и отключите зажигание – высокие температуры и электрические искры легко могут привести к возгоранию не только жидкого топлива, но и его паров. Вооружившись фонариком, мягкой щеткой и ветошью отправляйтесь искать течь. Обратите внимание: щетки с металлической щетиной категорически запрещается использовать при любом виде работ вблизи от легковоспламеняющихся материалов. Дальнейший алгоритм действий прост:
- Слейте топливо из бака в чистую емкость достаточного объема. Определите материал изготовления детали (твердый или мягкий пластик, сталь или алюминий).
- Осмотрите и ощупайте нижнюю и боковые поверхности бака. Заметная течь или едва ощутимая влажность укажут на приблизительное место пробоя.
- Если бак поврежден в труднодоступном месте, снимите его с автомобиля. В большинстве случае возможен ремонт без снятия.
- С помощью мягкой щетки очистите зону повреждения и прилегающие к ней поверхности от дорожной грязи, пыли и солей.
- В случае необходимости удалите истонченный коррозией материал, задиры и стружку; осторожно подровняйте кромки сколов и тещин.
- Проанализируйте размер и характер повреждения, после чего принимайте решение о целесообразности и способе ремонта.
Во всех случаях, кроме обширной коррозии и длинных сквозных трещин, ремонт обойдется дешевле, чем установка нового топливного бака. Некоторые простые поломки можно устранять незамедлительно, в чем хорошо помогают самозастывающие композитные материалы. Об одном из них сегодня и пойдет речь.
Ремонт бензобака холодной сваркой
Дорогостоящий ремонт топливного бака на СТО не всегда оправдан, а порой и вовсе невозможен. К примеру, как быть, если топливо начало вытекать на загородной трассе вдали от крупных населенных пунктов? На такой случай лучше всегда возить с собой хотя бы одну упаковку холодной сварки, которая, хоть и не обеспечит такой же надежности, как профессиональная пайка детали, легко справится как с небольшими течами, так и с относительно обширными зонами ржавления. Главное – выбрать правильный материал и уметь им пользоваться.
Выбор марки холодной сварки
Если холодная сварка используется для восстановления герметичности бензобака, она должна обладать высокими эксплуатационными характеристиками, среди которых особую роль играют:
- высокая прочность при средней упругости и эластичности;
- хорошие адгезирующие свойства;
- стойкости к вибрациям;
- стойкость к химическим средам.
Последний пункт наиболее важен, ведь бензин и присадки, входящие в состав, способны достаточно быстро разрушать структуру некоторых эпоксидных составов. Поэтому на выбранной вами упаковке холодной сварки обязательно должна стоять пометка «Бензостойкий» или «Стойкий к агрессивной среде».
Поговорка «скупой платит дважды» актуальна и в случае выбора холодной сварки для бензобака. Лучше приобрести качественный состав отечественного или западного производства, чем дешевые китайские продукты, способные нивелировать все усилия по восстановлению детали. Хорошим выбором будут:
- холодные сварки ТМ «Момент» – лучшее соотношение цены и качества, подойдут как для металлических, так и для пластиковых баков;
- AVS AVK-110 – недорогой универсальный состав, рекомендованный для герметизации пластиковых емкостей;
- «Поксипол» – прочная холодная сварка для металла, стойкая ко всем видам топлива, хорошо подходит для армирования при проведении крупных ремонтов;
- Abro Steel – прекрасное решение для быстрого устранения одиночных и множественных течей небольшого диаметра.
Все перечисленные холодные сварки лучше приобретать в виде двух отдельных брусков или тюбиков, содержимое которых смешивается непосредственно перед выполнением работ. Стержневые материалы менее эффективны, хоть и стоят на порядок дешевле.
Подготовительные работы
Перед восстановлением топливного бака холодной сваркой поврежденные поверхности защищают до основного материала, кроме зон, в которых сохранился естественный слой лакокрасочных материалов. Использование жестких щеток, наждачной бумаги и электрических инструментов допустимо лишь в том случае, когда из бака слиты все остатки топлива и удалены взрывоопасные пары. Если на подготовленной поверхности имеются следы, их удаляют специальным ингибитором. Прохудившиеся места удаляют, кромки трещин и сколов осторожно разделывают внутрь.
Следующий этап – придание материалу необходимой шероховатости. Ни одна холодная сварка не обеспечит должной адгезии на отполированном до блеска металле или пластике, поэтому обилие мелких царапин только положительно скажется на качестве ремонта.
На завершающей стадии подготовки, то есть непосредственно перед нанесением эпоксидных составов, поверхность обезжиривают химическими средствами. Использование бензина, керосина и других нефтепродуктов недопустимо, так как они оставляют тонкие масляные пленки. Хорошо подойдет спирт или растворитель.
Технологии холодной сварки бензобака
Самое простое решение – обильно замазать течь в несколько слоев. Такая методика допустима лишь для небольшого локального ремонта мелких повреждений, она крайне недолговечна, но все же позволит доехать до СТО. Лучшего результата можно добиться, используя стеклоткань или даже плотную чистую ветошь. В этом случае необходимо выполнить следующее:
- Подготовить поверхность бензобака так, как описано в предыдущем разделе.
- Измерить поврежденную зону и вырезать из армирующего материала (ткани, стеклоткани, марли, пластиковой сетки) латку нужного размера.
- Смешать компоненты холодной сварки в пропорции, указанной на упаковке. Разминать материал нужно влажными руками, лучше предварительно надеть перчатки. Некоторые марки сварки заранее подогреваются.
- Как только материал станет полностью однородным, нанесите его тонким слоем на прилегающие к прорехе поверхности. Приложите армирующий материал и вдавите его в клеевой состав так, чтобы сохранялся небольшой натяг.
- После полузастывания холодной сварки наносят ее следующий слой, на этот раз так, чтобы он полностью перекрыл армировку.
- В зависимости от размера прорехи накладывают один-четыре армирующих слоя так, как описано в пунктах 4 и 5. Каждый новый слой должен быть на 1,5-3 см шире предыдущего.
- Дождитесь полного застывания всех слоев холодной сварки, после чего проверьте бак на герметичность.
- Убедившись, что проблем с герметичностью нет, зачистите поверхность латки мелкой наждачной бумагой и прокрасьте вместе с остальным баком нитрокраской в несколько слоев.
Грамотно проведенный ремонт топливного бака холодной сваркой позволяет надолго избавиться от проблем течи, зачастую он не менее эффективен, чем выполненная в домашних условиях пайка. Кроме пластичной холодной сварки, можно воспользоваться и жидкими эпоксидными составами.
Ремонт бензобака БЕЗ СВАРКИ- ЛУЖЕНИЕ (отчёт)

Могу поделиться очень простым и действенным способом по ремонту дырок в любых железяках и в данном случае в бензобаке, о котором честно сказать узнал только недавно (но теперь всю мелочь которую надо починить или соединить только паяю)
И так, в баке образовалась дырка и в следствии чего- течь. Были предприняты попытки по устранению- холодная сварка, двухкомпонентная эпоксидка, какой-то бензостойкий герметик (все эти средства были использованы в разное время и результат от них был кратковременный- до одного месяца). Что бы не усугублять ситуацию крышка бака не закрывалась плотно, чтобы пары не выдавливали бенз через эту дырку.
В один прекрасный день заехал на заправку, заправщик само собой плотно закрыл крышку, а я не проверил. Еду себе по трассе и чувствую стойкий запах бензина, остановился- заглянул под днище и увидел мощную струю которая обильно лила прямо на выхлопную трубу… (я по мелочи струхнул), для устранения течи просто открутил крышку бака- давление внутри пропало и всё пришло в норму. Это была последняя капля ведущая к ремонту бака.
ПРЕИМУЩЕСТВА ЛУЖЕНИЯ:
-Ремонт выполняется методом лужения, без открытого огня и применения сварочных работ — чего все боятся и я не исключение, так как выпаривать бензин, заливать воду в бак, засовывать шланг с чужой выхлопнухи и другие методы мне не очень понравились в связи с их ресурсоёмкостью.
-Метод применим в любой сфере жизни деятельности человека: автомобиле, самолёте, корабле, ведре и т.д. (где используется сосуд из железа и он прохудился)
-Не требуется абсолютно ни каких специальных навыков и спец. инструмента.
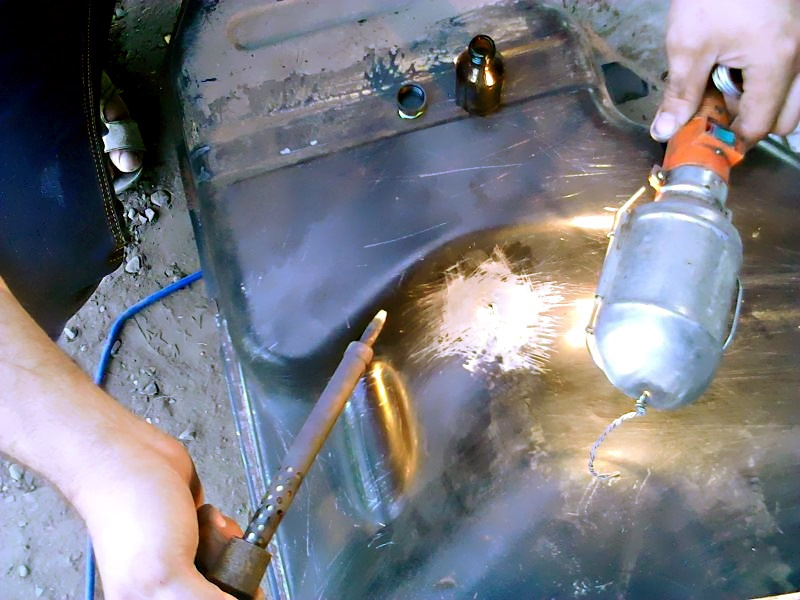
Снятие бензобака:
Все работы были проведены на подъёмнике (можно и на яме, но для удобства нужно будет вывесить зад машины и снять колёса).
1.САМОЕ ГЛАВНОЕ- это СНЯТЬ клеммы с аккумулятора и СПУСТИТЬ давление в топливной магистрали через ниппель в топливной рампе, открутить пробку заливной горловины;
2. Поднимаем задние сиденья, открываем лючёк и отключаем разъём бензонасоса (у кого нет лючка для доступа к бензонасосу- для вас будет ещё один пункт- это вырезание технологического отверстия с помощью ножниц по металлу.);
3. Рассоединяем все муфты топливной магистрали возле бензобака- три разъёма;
4. Из одного из них будет теч бензин из бака (через шланг сливаем бенз в канистру);
5. Откручиваем хомуты на трубе через которую заливается топливо и рядом вентиляция бака;
6. Отсоединяем две трубки вентиляции бензобака которые находятся возле заливной горловины, с внутренней стороны;
7. Отсоединяем от крепления топливный фильтр (магистрали с фильтра не снимаем);
8. Снять резонатор и глушитель;
9. Откручиваем два болта на лентах которые держат бак (удобнее крутить те которые ближе к морде);
10. Бак остаётся в руках.
11. Разбираем бак на составляющие части- до голого железа.
Ремонт пробоины:
1. Находим место течи;

2. При необходимости выравниваем обнаруженные деформации;
3. Отчищаем место пайки и обезжириваем (обезжиривать чем угодно: бензин из того же бака, ацетон, растворитель и др.);
3. Берём обычную паяльную кислоту и многократно, щедро наносим на место пайки;
4. Для успешного лужения необходимо хорошо прогреть предполагаемое место с дыркой- это можно сделать с помощью обычной лампочки (не энергосберегающей) которую кладём на место будущей пайки на пол часа (чем лучше прогреется- тем проще будет паять);
5. Лудим при помощи мощного паяльника, если пробоина большая то наплавляем олово за несколько заходов- до исчезновения дырки, для пайки лучше использовать олово с сердечником из канифоля, если дырка очень большая или обнаружился очаг ржавчины, то необходимо взять обычную консервную банку и из неё вырезать заплатку которую потом по всему периметру пролудить;

6. После остывания пайки можно отмыть остатки канифоли бензином или растворителем;

Поскольку бак был снят, то за одно чистим его от грязи и коррозии, выравниваем всё куда можем подлезть, промываем, меняем сеточку бензонасоса и красим.
Ликвидация течи в водяном баке из нержавейки.

Может не совсем по тематике, но самостоятельный ремонт это тоже "сделай сам". Подскажите хорошее, надежное средство для ликвидации течи по швам бака для воды в летнем душе, чтобы хватило хотя бы лет на несколько. Уже пробовал холодную сварку, битумную мастику, пушечное сало, герметик автомобильный и кузовной, пластилин. В лучшем случае хватает на сезон, потом все заново: снимаешь, обрабатываешь и обратно. Жуть, как надоело! Заранее спасибо всем откликнувшимся!
Комментарии 64
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Раньше слесаря с жэка устраняли утечку в трубах солью, типа по вверх сыпали и забивалась трещина или дырка. Но это с черным металлом делали незнаю как с нержавейкой

Всё, бак стоит и полностью наполнен водой. Человек, что паял, высокой квалификации, паяет радиаторы автомобилей. Шов ровный, будто маслом прошлись. Думаю будет служить долго и надёжно! Ещё раз всем спасибо за помощь в поиске решения!

Пайка не поможет, временное решение. Варить аргоном.

Я бак клеил смолой и стеклотканью
До сегодняшнего дня не знал, что нержавейку можно паять! Спасибо, что подсказали!
Задачу решил, по совету товарищей из сообщества. Отдал пайщику и к завтрашнему дню он запаяет за 800 рублей. Можно было попробовать попсиполом (вроде так) или пенаполом т.е. кле-герметик, который остается эластичным после застывания. Я им клеил электровентилятор в крышу УАЗа, два года он отходил и я продал машину. Но это около 500 рублей за тюбик и опять 50 на 50, лучше наверняка, запаял и забыл. Спасибо всем участникам дискуссии!

Заменить бак на пластиковый и забыть о проблеме.

Оптимальный вариант, к стекольщикам. Чистый шов обработают праймером, и стекольным клеем пройтись. Будет держать.
От перепада температур бак меняет объем, думаю клей отскочит.

Сварка. Электродом ОК61. 30 сваришь даже не умея варить, только осторожно когда начнет остывать-шлак отлетает как пули. Перед этим очистка околошовной зоны до чистого блестящего металла.

Герметик для вклейки стекол. Клеил нержу. Хрен потом оторвёшь. Только работать в перчатках. Ну и обезжирить не забудь.

В своё время аквариумы клеил специальным герметиком, у него адгезия к гладкому стеклу очень хорошая, может и по нержавейке сработает?

Попробуйте припой FELDER L-AG20SN. Можно ещё Castolin попробовать, если этот дорогой. Но тогда нужен будет хороший флюс, на основе ортофосфорной кислоты или паяльную пасту для Al и его сплавов. Она даст индикацию, когда пора прикладывать припой к баку. Ну и горелку надо. Можно использовать которая на баллон с газом, можно подороже, для МАП газа. Главное хорошо прогреть место пайки.
Значит будем отдавать паять, от сварки говорят металл начинает ржаветь.

Есть фирмы которые перилами из нержавейки занимаются в том числе уличными вот они варят полуавтоматом проволкой для нержавейки газ смесь. А пайка по мне так ненадёжно в Вашем случае. Есть твердое убеждение что стенки от нагрева гуляют.
Судя по ответам, на практике никто не клеил, а советуют заварить. Если бы это было просто и возможно, давно бы сделал. Я и хотел узнать, может в 21 веке есть что-то удобное в применении и надежное. выходит пока что нет. Тем не менее всем спасибо, за отклик!

Написал же — ✏️. Он для этого и придуман

LAS-Vegas1966
Заваривать советуют ибо это единственное решение со 100% результатом раз и навсегда. Варить вольфрамовым электродом в среде аргона с присадкой ER308. Применение — удобнее некуда, отвозишь деталь туда где написано "сварка аргоном", платишь деньги и забираешь готовую. У нас расценки примерно доллар за сантиметр шва. Все остальные методы ремонта течи бессмысленны, с таким же успехом можно и пластилином замазать. Если бак должен работать под давлением, то только аргон.
Холодная сварка для нержавейки
Холодная сварка активно используется для скрепления многих видов металла, а также для неметаллических изделий тоже. Это универсальный клей, что может создать достаточно надежное соединение, которое бы позволило деталям эксплуатироваться с той же интенсивностью, которой они подвергались и до этого. Если сравнивать с настающей сваркой, то неразъемное соединение, которое дает холодная сварка для нержавейки, обладает менее внушительными характеристиками, но если сравнивать с другими клеями, то она во много раз превосходят их.
Свою популярность вещество завоевало благодаря тому, что для его применения нужно минимум инструментов. Даже при ремонте каких-либо деталей в машинах их не требуется снимать, что существенно экономит время. Время высыхания также составляет всего несколько часов, а подготовка состава около 5 минут. Благодаря пластичности клея из него можно делать латки любой формы, а также замещать утраченные детали и восстанавливать материал. Благодаря наличию металлического наполнителя шов получается с такими же свойствами, как и сами детали. Поэтому и существуют такие отдельные виды, как холодная сварка для нержавейки и оцинковки, а также для алюминия, стали, чугуна и прочих металлов.

Холодная сварка для нержавейки
Выбор холодной сваркиПри выборе у многих людей возникает вопрос, приводит ли ток холодная сварка. Если вы подбираете вещество для работы с нержавеющей сталью, то стоит выбирать такие марки, которые бы содержали соответствующий наполнитель. Благодаря наличию наполнителя вещество проводит электрический ток. В остальных же случаях, когда холодная сварка не содержит в себе наполнитель, то ток она не проводит.
Стоит обращать внимание на температурный предел, в котором может работать состав. Металлические детали, что требуют ремонта, нередко работают при повышенных температура и этот параметр может оказаться достаточно важным. Для многих случаев важным оказывается скорость высыхания, так как в случае экстренного ремонта может не быть времени ждать несколько часов. При частых ремонтах лучше всего брать упаковки большой вместительности, так как они получаются более выгодными в экономичном плане.
Марки и их технические характеристикиWeicon – поставляется в упаковках по 57 и 117 грамм. Рабочий диапазон температур составляет от -40 градусов Целься до +280. Кратковременно может выдерживать и температуру в 300 градусов. Температура обработки лежит в пределах от +10 до +30.
Контакт – состоит из двух компонентов в виде брусков пластилина, куда входит смола и отвердитель. Шов склейки может выдерживать температуру от -40 до +150 градусов Цельсия. После склейки шов может подвергаться механической обработке.
Алмаз – поставляется в упаковке весом 58 грамм. 90% состава засыхает в течение 15 минут после использования. Для полного застывания может потребоваться около 3 часов, в зависимости от окружающей температуры. Температура хранения упаковки от +5 до +30 градусов Цельсия
ASBRO – поставляется в упаковке 57 грамм. Засыхает несколько дольше, так как первичное схватывание происходит в течение 1 часа, а окончательное, примерное, за сутки. Смесь нужно готовить при температуре от +10 до +25 градусов Цельсия.
Инструкция по применениюХолодная сварка для нержавеющей стали достаточно проста в подготовке и использовании, если правильно придерживаться заявленных правил. Следует выполнить следующую последовательность действий:
- Очистить поверхность металла от грязи, ржавчины, накопленных слоев жира и прочих загрязнений, чтобы был контакт непосредственно с металлической поверхностью.
- Затем следует заняться подготовкой самой смеси. Для этого нужно смешать оба компонента до получения однородной массы. Субстанция должна иметь пластичное состояние, перед тем как ее наносить на место заделки.
«Обратит внимание! Все процедуры нужно проводить в защитных перчатках, так как нельзя допускать непосредственного контакта кожи с холодной сваркой до ее застывания.»
Использование холодной сварки для соединения различных изделий и деталей из нержавеющей стали
Нержавеющая сталь – это особый вид металла, который практически не подвержен коррозионным поражениям за счет добавления различных химических элементов. Однако прочности данные присадки этому металлу не добавляют, в результате чего нередкими являются случаи поломки изделий из нержавеющей стали. Соединять их возможно различными способами, одним из которых является холодная сварка.
Случаи использования холодной сварки
Холодная сварка – это особый состав, предназначенный для соединения деталей или частей изделия, например, в случае поломки. По своей сути, это клей, который позволяет достаточно надежно соединить части изделия или некоторые детали. Использовать холодную сварку можно для различных видов материалов, например, для металлов, керамики, дерева.
При сравнении с настоящей сваркой можно отметить, что данный вариант менее прочный, но при сравнении с другими клеящими составами он обладает большей прочностью, в том числе по причине наличия металлических элементов в самом составе.
Чаще всего использование холодной сварки для нержавеющей стали характерно для следующих случаев:
- выполнение экстренного ремонта деталей, когда необходимо осуществить прочное соединение для временной эксплуатации такого соединения;
- скрепление небольших деталей для постоянной эксплуатации изделия, в том числе если речь идет о необходимости длительной эксплуатации при условии небольших постоянных нагрузок;
- соединение деталей изделий в таких условиях, когда нет возможности использовать классическую сварку, как способ для соединения.
Однако в случае использования холодной сварки следует помнить о том, что данный способ не является постоянным и при возникновении возможности воспользоваться стандартной сваркой необходимо переделать выполненное соединение, так как холодная сварка – это, прежде всего, временная мера, используемая чаще всего при ремонте деталей.
Правила выбора
Для того чтобы холодная сварка, используемая для соединений деталей из нержавеющей стали, максимальным образом выполнила отводимую ей роль, необходимо учесть следующие правила, характерные для этого клеящего состава:
- наличие электропроводности клея и, соответственно, созданного с его помощью соединения. Изучить данный фактор необходимо для того, чтобы приобрести тот вариант холодной сварки, который подойдет наибольшим образом. Критерий электропроводности необходимо изучить в том случае, если планируется работать с данным составом на изделиях, которые предназначены для пропуска через себя электрического тока. В том случае, если необходимо получить соединение, обладающее электропроводностью, в составе данного вида клея должен присутствовать металлический наполнитель, так как он придает такое свойство созданному соединению;
- температурный режим эксплуатации изделия. Далеко не все виды клея, именуемого холодной сваркой, могут работать при высоких или низких температурах, поэтому в случае, если изделие планируется использовать в условиях высоких или низких температур, клеящий состав должен соответствовать данным требованиям, так как, в противном случае, полученное соединение потеряет свою прочность;
- срок начала эксплуатации изделия после создания соединения. Данный параметр влияет на определение скорости застывания состава на соединении. Чем выше скорость застывания, тем быстрее можно использовать изделие. Однако совсем высокие параметры данного критерия выбирать не следует, так как работать с таким составом на протяжении длительного времени не получится;
- объем клеящего состава. Данный критерий будет играть роль в том случае, если планируется осуществить большое соединение или несколько мелких ремонтов, в результате чего может потребоваться большое количество клеящего состава. В то же время следует также помнить о том, что в случае с двухкомпонентным клеем сам состав начинает работать только после того, как компоненты будут перемешаны между собой: в этом случае можно не переживать по поводу того, что клей придет в негодность. Для однокомпонентных составов, хотя они встречаются значительно реже, необходимо следить за соблюдением срока годности, так как при его истечении состав не только потеряет свои клеящие свойства, но также может стать токсичным и оказывать негативное влияние на организм того человека, который с ним работает.
Технологии использования холодной сварки
Соединение деталей из нержавейки с использованием холодной сварки происходит в два этапа: подготовительный и основной. При необходимости может возникнуть также и завершающий этап, если нужна финишная обработка готового изделия. При этом независимо от того, о каком именно этапе идет речь, при работе с данным видом клеящего состава необходимо тщательным образом обеспечить безопасность работающего с этим составом. Это касается, главным образом, рук, которые следует защитить перчатками, так как непосредственный контакт с клеем до его полного высыхания запрещен.
Подготовительный этап
Подготовительный этап состоит из двух шагов:
- первым шагом становится собственно подготовка деталей изделия, которые предстоит соединить с помощью клея. Сначала необходимо убедиться в отсутствии металлических зазубрин, ржавчины и иных механических примесей, которые могут негативным образом сказаться на прочности шва. В случае присутствия таких вкраплений их необходимо зачистить до металлического блеска. Следующим действием станет обезжиривание поверхностей с целью исключить контакт клеящего состава с посторонними примесями, так как сам состав должен контактировать непосредственно с металлической поверхностью;
- вторым шагом будет являться подготовка самого клея. В однокомпонентных составах это приведение клеящей массы в пластичное состояние, а в двухкомпонентных – соединение таких составов с целью получить клеящую массу. Соединять двухкомпонентные составы необходимо в равных количествах для того, чтобы получить максимально качественный состав, который затем создаст прочное соединение.
Основной этап
Основной этап состоит из трех шагов:
- первым шагом становится нанесение состава на края деталей или трещин либо на отверстие. Предельная толщина слоя не может превышать пяти миллиметров, так как, в противном случае, увеличивается срок высыхания и застывания холодной сварки, что негативным образом сказывается на итоговом результате. В том случае, если толщина слоя должна быть больше, потребуется повторить процесс после того, как первый слой полностью высохнет;
- следующим шагом является изоляция выполненного соединения от влияния окружающей среды. Выполнить такую изоляцию возможно посредством использования хомута, который надевается на место соединения. Снимать его нельзя до тех пор, пока не просохнет минимум девяносто процентов состава (определяется по времени, прошедшем с момента нанесения состава);
- завершающий шаг – прогрев соединения. Это необходимо для того, чтобы убедиться в качестве выполнения соединения и исключить возможности возникновения брака в виде трещин или деформаций самого соединения или всего изделия.
Завершение работы
В случае необходимости может быть также и завершающий этап, на котором происходит финальная обработка изделия.
На этом этапе соединение с холодной сваркой можно шлифовать, красить или обрабатывать иными способами таким образом, чтобы придать ему законченный вид.
Такую обработку возможно проводить только после полного высыхания самого клеящего состава (предельное время такого высыхания можно уточнить на упаковке самого состава).
Читайте также: