Какая сварка лучше аргонная или электродная
Обновлено: 27.09.2024
, полуавтоматическую, аргонодуговую и контактную. Расскажем, на какие особенности каждой из них нужно ориентироваться, выбирая сферу применения.
Особенности электродуговой сварки
Ручная электродуговая сварка (РДС) по-другому обозначается ММА. Это один из самых простых способов соединения металлов, поэтому он часто используется в бытовых целях. Ручная сварка выполняется на постоянном или переменном токе. С использованием прямой полярности – к положительному полюсу подключают деталь, а к отрицательному – держатель электрода – или обратной полярности, когда деталь подключают к отрицательному полюсу, а электрод – к положительному. Для ее реализации важен правильный выбор источника питания и плавящихся электродов.
Источники питания для электродуговой сварки
Источник питания необходим для изменения параметров сетевого напряжения и силы тока. По этой характеристике сварочные аппараты делятся на два вида:
- Трансформаторные – преобразуют стандартные параметры электрического тока (понижают напряжение и повышают силу тока) с помощью трансформатора. В таких аппаратах сила сварочного тока регулируется механически. Она зависит от количества витков во вторичной обмотке трансформатора. Эти аппараты надежные, но большие, тяжелые и потребляют много электроэнергии. С их помощью сложно обеспечить хорошее качество швов.
- Инверторные сварочные аппараты – электронные устройства, в которых используются управляющие блоки на основе микропроцессоров. Они компактные, легкие. Позволяют использовать любой тип электродов, обеспечивают низкое разбрызгивание металла и отличаются широким диапазоном регулирования сварочного тока. Но инверторные аппараты чувствительны к влаге и строительной пыли.
Электроды для электродуговой сварки
При электродуговой сварке используют плавящиеся электроды, состоящие из металлического сердечника и специального покрытия (обмазки). Сердечник необходим для легирования металла шва и его формирования. Покрытие нужно, чтобы поддерживать горение дуги, создавая защитное газовое облако. В зависимости от состава покрытие может быть рутиловым, целлюлозным, основным, кислым или смешанным.
Более подробная информация об электродах представлена на видео ниже:
Преимущества и недостатки электродуговой сварки
- можно использовать в труднодоступных местах ;
- мобильное оборудование;
- простота технологического процесса.
- невысокая производительность;
- прямая зависимость качества швов от квалификации сварщика.
Применение электродуговой сварки
Ручная дуговая сварка подходит для работы с углеродистыми, легированными, высоколегированными, нержавеющими и жаростойкими сталями, а также чугуном. Для каждого из этих материалов нужно использовать разные типы электродов, отличающиеся химическим составом сердечника.
Как выполняется электродуговая сварка, можно увидеть на видео ниже:
Особенности полуавтоматической сварки
Полуавтоматическая сварка обозначается MIG/MAG. MIG – аббревиатура, образованная от Metal Inert Gas – сварка, которая выполняется в среде инертного газа: гелия, аргона или его смеси с углекислым газом. MAG – сокращенная аббревиатура Metal Active Gas, с применением активного газа, чаще всего – углекислого. Основное отличие полуавтоматической сварки – механизация процесса подачи плавящегося электрода.
Источники питания для полуавтоматической сварки
Используют трансформаторные и инверторные источники питания. У них такие же плюсы и минусы, как у аппаратов для электродуговой сварки.
Электроды для полуавтоматической сварки
Для полуавтоматической сварки используют плавящиеся электроды в виде проволоки, уложенной в катушки или кассеты. Она может быть с медным покрытием или без него. Покрытие обеспечивает равномерную подачу проволоки и снижает ее контактное сопротивление, а это приводит к стабильному горению дуги и малому разбрызгиванию электродного металла.
Еще одно преимущество таких электродов – минимальное количество вредных для сварочного шва примесей. Дело в том, что неомедненная проволока покрывается технической смазкой, содержащей жирные кислоты, щелочь и воду. Они становятся поставщиками водорода в металл шва и вызывают его пористость.

Комплект оборудования для полуавтоматической сварки
Преимущества и недостатки полуавтоматической сварки
- малая зона термического влияния, позволяющая без прожогов варить металл толщиной до 0,5 мм;
- высокая производительность;
- возможность варить элементы разной толщины;
- высокое качество швов;
- возможность проведения работ в любом пространственном положении;
- отсутствие шлаковой корки и необходимости механической доработки швов.
- сварочные работы проводятся только в закрытых помещениях, поскольку на отрытом воздухе газовая защита сдувается;
- обязательное наличие качественной вентиляции для удаления углекислого газа.
Применение полуавтоматической сварки
Сфера применения полуавтоматической сварки такая же, как и электродуговой.
Особенности аргонодуговой сварки
Аргонодуговая сварка обозначается аббревиатурой TIG. Это сокращение от Tungstren Inert Gas. Она выполняется в среде защитного газа – аргона. Он на 35 % тяжелее воздуха и легко вытесняет его из зоны сварки. При этом аргон не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. В результате количество дефектов в швах минимально. Аргон можно заменить гелием или смесью аргона с кислородом.
При аргонодуговой сварке электрод не касается поверхности металла. Для зажигания дуги используется осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют воздух в небольшом промежутке между электродом и поверхностью металла, и дуга зажигается при подаче тока на электрод.
Источники питания для аргонодуговой сварки
Для аргонодуговой сварки используют и трансформаторные, и инверторные источники питания. По типу питающей сети они делятся на однои трехфазные. По поддерживаемым режимам работы аппараты TIG бывают двух видов:
- DC – работают только на постоянном токе;
- AC/DC – на постоянном и переменном.
Электроды для аргонодуговой сварки
Аргонодуговую сварку выполняют неплавящимися вольфрамовыми электродами. Швы образуются за счет расплавления кромок соединяемых элементов. Для сварки толстостенных деталей дополнительно используют присадочную проволоку. Для работы на постоянном и переменном токе используют разные вольфрамовые электроды. Они выпускаются в чистом виде или легированные специальными добавками для разных условий работы.

На фото – схема выполнения аргонодуговой сварки
Преимущества и недостатки аргонодуговой сварки
- отсутствие шлаковой корки и необходимости ручной доработки швов;
- минимальное количество дефектов в сварных швах;
- отсутствие разбрызгивания металла;
- возможность соединения разнородных металлов.
- невысокая производительность;
- сложная настройка оборудования и высокая квалификации сварщиков.
Применение аргонодуговой сварки
Оптимальна для тонкостенных изделий и трудносвариваемых металлов. Она подходит для работы с любыми сталями, включая оцинкованные и нержавеющие. С ее помощью можно варить медь, чугун, титан и другие цветные металлы. Для соединения алюминиевых элементов аргонодуговая сварка самый подходящий вариант.
Особенности контактной сварки
Контактная сварка отличается ото всех остальных видов соединения металлов. При ее использовании соединяемые поверхности нагреваются в результате прохождения через место контакта электрического тока, а затем прижимаются друг к другу. Основные особенности контактной сварки – высокие значения сжимающего усилия (до сотен кг) и сварочного тока (до 1 000 А), а также малое время всего процесса – не более нескольких секунд.
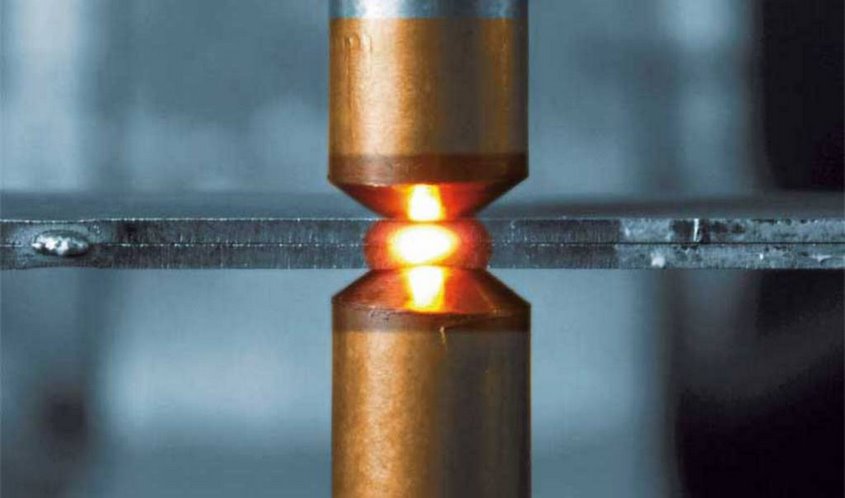
Так формируется сварочный шов при контактной сварке
Типы машин контактной сварки
По форме импульса и роду сварочного тока машины контактной сварки делятся на четыре типа:
- Аппараты переменного тока. Их основные узлы – трансформатор и тиристорный модуль. Трансформатор необходим для изменения стандартных параметров электрического тока, а тиристорный модуль – для подключения первичной обмотки трансформатора к питающему напряжению на время, достаточное для формирования сварочного импульса.
- Аппараты постоянного тока. Выпрямителями тока здесь являются силовые полупроводниковые вентили. Такие машины оптимальны для работы с алюминием и его сплавами.
- Аппараты конденсаторного типа. Их особенность в медленном накоплении электроэнергии в конденсаторе и последующем образовании мощного токового импульса. Сварка выполняется за очень короткое время. Оптимальна для работы с металлами с высокой теплои электропроводностью: серебром, медью или алюминиевыми сплавами.
- Низкочастотные аппараты. В них трехфазный ток промышленной частоты преобразуется в импульсы тока низкой частоты с помощью силовых выпрямителей. Используются для сварки легких сплавов на основе алюминия, магния и титана.
Электроды для контактной сварки
При контактной сварке электроды подводят ток, передают сжимающее усилие и отводят тепло. Они могут быть прямыми или фигурными, с плоской или сферической поверхностью. Последние отличаются большей стойкостью и меньшей чувствительностью к перекосам при установке, поэтому используются чаще. Электроды изготавливаются из медных сплавов, обладающих высокой тепло-, электрои жаропрочностью.
Преимущества и недостатки контактной сварки
- высокая степень автоматизации и производительность;
- стабильное качество сварных швов;
- не нужно использовать защитный газ или присадочную проволоку;
- низкий уровень химической неоднородности швов.
- узкая специализация;
- жесткие допуски на толщину стенок стыкуемых деталей.
Применение контактной сварки
По форме сварных соединений контактная сварка делится на следующие виды:
- Точечную. Используется для соединения тонких деталей толщиной от 0,02 мкм до 20 мм. Применяется при изготовлении электронных приборов, в судо-, самолетои автомобилестроении.
- Шовную. Используются электроды в форме роликов. Такой способ применяется для сварки листов толщиной от 0,2 до 3 мм. Он востребован при изготовлении различных емкостей.
- Стыковую. Детали соединяются сразу по всей плоскости соприкосновения. Такой способ удобен для изготовления трубопроводов, сверл или арматуры.
Контактная сварка подходит для работы с любыми металлами, включая разнотолщинные и разноименные.
Пример выполнения контактной сварки можно увидеть на видео ниже:
Заключение
Выбирая вид сварки, обязательно учитывают:
- толщину металла свариваемых деталей;
- серийность продукции;
- химический состав основного металла.
При этом электродуговая сварка удобна при работе в труднодоступных местах и наложении коротких швов, расположенных на большом расстоянии друг от друга. Она оптимальна для установки прихваток.
Полуавтоматическая сварка больше подходит для швов сложной конфигурации и средней длины, расположенных в различных пространственных положениях. Она обеспечивает высокое качество швов, поэтому применяется для сборки ответственных конструкций.
Аргонодуговая сварка подходит для работы с любыми металлами. Ее используют для соединения тонкостенных изделий и разнородных металлов, но особенно подходит она для сварки алюминия и его сплавов.
Контактная сварка считается самой производительной для работы с тонкостенными деталями. Часто является единственным вариантом соединения валов, стержней или прутов.
Чем отличается аргоновая сварка от обычной

Чем отличается аргоновая сварка от обычной, знает далеко не каждый начинающий сварщик. Прежде всего необходимо разобраться в точной и вольной терминологии. Под «обычной» чаще всего подразумевают самый распространенный способ сварки черных металлов – электродуговой. Аргоновая, она же аргоно-дуговая сварка, чаще всего используется при работе с цветметом.
Помимо рабочих материалов, оба вида сварки кардинально отличаются и технологическими процессами. Из нашего материала вы узнаете о слабых и сильных сторонах технологий, их главных отличиях, особенностях работы.
Суть аргоновой сварки
Довольно сложно получить качественный сварной шов при работе с заготовками из таких материалов, как алюминий, медь или цветные металлы. Сложности обусловлены их физико-химическими свойствами. Поэтому при необходимости соединения этих материалов, специалисты используют сварку в защитной аргоновой среде.

Разберемся, чем отличается аргоновая сварка от обычной и как она работает. Разница между ними заключается в том, что аргоновая сварка выполняется с использованием защитной среды инертного газа – аргона. Эта среда представляет собой поток газа, направленного в рабочую зону и предохраняющую ее от негативного воздействия окружающей среды. Аргон не дает металлу окисляться, повышает качество сварного соединения, ускоряет время работы. Попадая в зону сварки, газ вытесняет из нее кислород, вызывающий появление окислов на металле.
Рекомендуем статьи по металлообработке
В отличие от обычной, аргоновая сварка подходит для работы с титановыми заготовками, при этом можно пользоваться плавящимися и неплавящимися электродами, вольфрамовой проволокой. Последняя подходит для работы с разнородными металлами. Аргоновую сварку, как и обычную, можно выполнять вручную и в автоматическом режиме.
Виды аргоновой сварки
Сегодня для соединения заготовок в защитной среде аргона используют ручную, механизированную, автоматическую и роботизированную технологии.

Отличается ли ручная аргоновая сварка от обычной? Кроме той разницы, о которой говорилось выше, нет. И в том, и в другом случае процесс соединения заготовок (перемещение горелки и подача присадочной проволоки) выполняется вручную. Используют технологию как для сваривания простейших деталей, так и для работы со сложными конструкциями. Недостаток ручной сварки (как аргонной, так и обычной) заключается в низкой производительности труда. Кроме того, сварщику требуется достаточно большой опыт для качественного выполнения работы.
Автоматическая аргоновая сварка схожа с обычной тем, что в обоих случаях детали соединяются без участия сварщика. Для сваривания заготовок используется специальное оборудование. Его специфика напрямую влияет на сложность выполняемой работы, качество и конфигурацию шва. Самыми простыми швами соединяют трубопроводы, именно для их монтажа применяют сварочные автоматы. Это наиболее производительная технология, с помощью которой можно проложить трубопровод даже по дну моря.
Несмотря на то, что непосредственно в процессе соединения деталей сварщики не участвуют, однако настраивают оборудование, готовят его к работе, обслуживают и ремонтируют высококвалифицированные специалисты.
Некоторое время назад появилась еще одна технология аргоновой сварки – роботизированная, при которой соединение заготовок на конвейерах выполняется роботами. К ее достоинствам относятся высокая производительность работ, а также их низкая себестоимость.
Недостатки технологии заключаются в высокой стоимости оборудования, необходимости найма высококвалифицированных специалистов для настройки и обслуживания роботов. Созданием установок занимаются конструкторы, разработкой программного обеспечения – программисты. И те, и другие должны обладать высочайшей квалификацией. Роботизированная аргоновая сварка используется в автомобилестроении. Экономически эта технология оправдана при больших объемах работы.
Два способа аргоновой сварки
Чем отличается аргоновая сварка с плавящимся электродом от обычной? В этом случае сварщик, помимо силы тока и электрода, выбирает скорость подачи присадки и вид инертного газа. Использование защитных газов, подаваемых в рабочую зону из баллонов высокого давления, повышает стоимость работ. Защитный газ чаще всего представляет собой смесь из 75 % аргона и 25 % углекислого газа. В роли плавящегося электрода выступает намотанная на катушку проволока.
Несмотря на сложности, которые заключаются в необходимости одновременного управления подачей проволоки, газа, силой тока, получаемые в этом случае сварные швы характеризуются высоким качеством. Кроме того, скорость работы выше, чем при использовании ММА.
Начинающим сварщикам легко работать с полуавтоматическими инверторами MIG, поскольку в процессе сварки практически полностью отсутствуют брызги расплавленного металла, в сварном шве не образуются шлаки, вырабатывается небольшое количество дыма. Технология MIG проще ММА, если сравнивать трудозатраты и качество получаемых сварных швов.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Благодаря конструкции пистолета для подачи присадки работа выполняется быстрее. MIG оптимально подходит для сварки тонколистовых металлов. Следует иметь в виду, что поверхность заготовок должна быть тщательно очищена, этим аргоновая сварка отличается от обычной и ММА.
Аргоновая сварка TIG отличается от обычной, ММА и MIG большим числом условий и используемых элементов. Это универсальная технология, позволяющая работать практически с любыми металлами, включая алюминий. Однако она требует от сварщика более высокой квалификации. Кроме того, стоимость работ также выше, чем при других видах. Аргоновая сварка TIG оптимальна для кузовных работ, также с ее помощью соединяют элементы художественной ковки, используют там, где после окончания сварных работ швы не должны быть видны. Получаемые при TIG швы отличаются внешней привлекательностью, особенно для поклонников стиля дизельпанк.
Аргоновую сварку с неплавящимся электродом выполняют как на переменном, так и на постоянном токе, сам электрод при этом не сгорает. Это обусловлено входящим в его состав вольфрамом. Так как размер электрода в процессе работы не меняется, сварщику проще контролировать положение руки. Регулировка силы тока осуществляется ножной педалью, поэтому специалисту необходимо точно координировать свои движения.
Эта технология позволяет работать с низкими значениями силы тока, что гарантирует сохранность даже очень тонких заготовок. При выборе низких параметров силы тока необходимо тщательно очистить поверхности свариваемых деталей, а также быть готовым к тому, что сама работа займет больше времени. Аргоновая сварка TIG подходит для соединения изделий из алюминия, который не поддается свариванию с помощью других технологий.
Нюансы работы с аргоновой сваркой
Аргоновая сварка схожа с обычной в том, что для обеих технологий, помимо теоретических знаний, нужны практические навыки. И прежде чем приступать к практике, стоит узнать о нюансах работы в защитной среде инертных газов, чтобы в процессе сварки не допускать ошибок, отрицательно сказывающихся на качестве сварного соединения.

В первую очередь необходимо тщательно очистить и обезжирить края соединяемых заготовок. В этом аргоновая сварка также не отличается от обычной. Очистка нужна даже в том случае, когда визуально поверхность металла не содержит следов загрязнений и коррозии. Саму сварку лучше выполнять на короткой дуге, поскольку при длинной сварной шов будет широким и неглубоким и, как следствие, низкокачественным.
Дуга при использовании аргоновой сварки должна быть короткой, стержень электрода максимально возможно приближен к поверхности металла. Для получения узкого глубокого шва электрод следует перемещать продольно без отклонений в стороны и без поперечных движений. В противном случае качество шва будет хуже.
И присадочная проволока, и электрод должны размещаться исключительно в рабочей зоне, иначе защитные свойства аргона будут нарушены, вследствие чего в сварочную ванну попадет кислород. Подача присадки должна выполняться плавно и равномерно, без рывков. Нарушение этого требования приведет к сильному разбрызгиванию металла и снижению качества сварного шва.
Начинающие сварщики испытывают некоторые трудности при определении скорости подачи присадочной проволоки. Единого стандарта скорости не существует, поэтому мастерам придется экспериментировать. Главное правило – присадка должна быть под углом и перед стержнем. При несоблюдении этого требования шов будет неровным, а сам процесс сварки усложнится.
Так как аргоновая сварка от обычной отличается использованием защитного газа, вытесняющего из сварочной ванны кислород, то начало и окончание процесса должно быть плавным, чтобы в рабочую зону не попал воздух. Прежде чем начать работу, следует подавать аргон в область соединения заготовок в течение 20 секунд. Перед окончанием сварки необходимо сначала убрать присадку, а затем, спустя примерно 10 секунд, выключить горелку. В конце работы силу тока нужно уменьшить. Если пренебречь перечисленными требованиями, то в сварочную ванну попадет кислород, снизив качество шва.
Итак, аргоновая сварка отличается от обычной тем, что требует от сварщика больше опыта и терпения. Для оценки готового шва используют такой показатель, как проплавленность. Форма сварного соединения не должна быть выпуклой и округлой, это свидетельствует о недостаточной проплавленности металла. Визуально, конечно, нельзя полноценно оценить качество сварного шва, однако предварительные выводы о результатах работы сварщика сделать можно.
Суть электродуговой (обычной) сварки
Чтобы научиться правильно выполнять аргоновую сварку, потребуется время. Сварщику придется не только изучить суть сварочного процесса, но и ознакомиться с его особенностями и, разумеется, наработать практические навыки. Важно понимать разницу в свойствах различных металлов, разбираться в сварочных аппаратах, выбирая тот, который наилучшим образом удовлетворит потребности специалиста, соответствующим образом оборудовать мастерскую для производства работ, установить и обосновать их стоимость. Ведь независимо от того, отличается ли аргоновая сварка от обычной, и та, и другая могут приносить сварщику прибыль. Конечно, если он решит заниматься этим профессионально.

Остановимся подробнее на нюансах технологий TIG, MIG и STICK – зная особенности, достоинства и недостатки каждой из них, проще выбрать наиболее подходящий вариант.
Аргоновая сварка отличается от обычной тем, что в ней в любом случае используют электрод, присадочную проволоку и инертный газ, выполняющий защитную функцию и повышающий качество сварного шва. Но эти элементы будут различаться в зависимости от применяемой технологии. Так, в разных вариантах аргоновой сварки используют плавящиеся и неплавящиеся электроды, присадочная проволока изготавливается из различных материалов, кроме того, различаются и используемые инертные газы.
Виды и нюансы электродуговой сварки
Наиболее несложной разновидностью является сварка с применением плавящегося электрода. Помимо простоты, это еще и наиболее доступный вариант с финансовой точки зрения.
Несложность процесса заключается в том, что он требует от сварщика только выбора подходящего электрода и нужной силы тока. Электрическая дуга расплавляет металл электрода, а защитная газовая среда предохраняет сварную ванну от проникновения кислорода, образующегося при сгорании флюса, который покрывает электрод. Защита необходима, так как кислород, вступая в реакцию с металлом заготовки, вызывает его окисление, что негативно отражается на качестве шва.
При наработке определенных навыков сварщик может выполнять различные виды сварочных работ с помощью плавящегося электрода в обмазке. Он подходит даже для неочищенных поверхностей или металлов с признаками окисления. Главное, что должен сделать специалист, – правильно подобрать электрод. В процессе сварки может использоваться как переменный, так и постоянный ток.
Аргоновая сварка отличается от обычной тем, что управлять процессом в данном случае сложнее. При работе образуются искры, шов забивается шлаком, снижающим прочность сварного соединения. Чтобы выполнить сварку хорошо, потребуются значительные усилия. Также эта технология неприменима при работе с алюминием, листовыми металлами и толстыми массивными заготовками.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Ручная,полуавтоматическая или аргон?
Вообщем буду краток
Мне очень захотелось овладеть сваркой, так как эта профессия меня очень завлекает своей креативностью.
Собрал я нужные деньги, что бы обучится на сварщика. Но когда я пришел в мастерскую, там было 2 мастера.
Один мне предложил обучиться на сварку полуавтомат (Я так понял Электро), а другой посоветовал обучиться на аргоновую сварку, мол, сейчас много сварщиков переучиваются на Аргонщиков.
Ветераны, что вы мне посоветуете, Полуавтомат или Аргон ? Что нужнее в жизни и если я захочу подработать в это отросли, что востребование? Если я правильно понял полуавтомат может брать толстые металлы, а Аргон более для тонких работ.
Всем буду благодарен за любые советы.
лучше аргон - а корки одни и теже дадут и даже гост на п/а и адс один
когда я сам обучался мне наставник сказал что кто варит адс или/и рдс практически автоматом владее и п/а
ИХМО конечно. Если только начинаеш, то освой сначала сталый и добрый электрод. От него все начинают танцевать. А то может получится обучение в ВУЗе без базовых знаний церковно приходской школы.
Спасибо всем за советы, чувствую без малого опыта в электро сварки в начале будет сложно.
Но всё же аргоновая сварка мне всегда увлекала. Ещё раз всем спасибо !
Напоследок и я свои 5 копеек вкину. Однозначно аргон. Сам хочу на днях освоить и в будущем работать, правда, многие аргон вредным считают.
да с аргоном так если лет да 55 поваришь плотно каждый день , то может женщины и не нужны станут по тому, как при сварке в аргоновой среде (на счет гелия не проверенно) выделяется тепловая и инфракрасная радиация)
Или вари надев мыльницу Ну а так то смотря на каком уровне видишь себя сварщиком .
Профессионалы в любом виде деятельности, всегда необходимы будь то электрод аргон или же полуавтомат просто у какого то вида сварки более широк диопазон применения. а у какой то более узок , от сюда и спрос на специалистов больше или меньше. А у хороших специалистов(людей)всегда хороший зароботок!!
при сварке в аргоновой среде (на счет гелия не проверенно) выделяется тепловая и инфракрасная радиация)
petrzzz, дай ссылочку где ты прочитал этот бред обкуренной блондинки (собираю колекцию подобных "шедевров", недавно здесь на форуме уже утверждали что сила тока увеличивается с ростом сопротивления-старина Ом до сих пор кувыркается в гробу.
да с аргоном так если лет да 55 поваришь плотно каждый день , то может женщины и не нужны станут по тому, как при сварке в аргоновой среде (на счет гелия не проверенно) выделяется тепловая и инфракрасная радиация)
про радиацию это жестко - вот излучение это да. есть такое и ик и уф всех видов и размеров а что бы какоето подобие радиации получилось для разгона частиц нада более 1000 вольт
petrzzz как прокоментируеш? Еще раз повторяю :тепловая и инфракрасная радиация это бред обкуренной блондинки.
[attachment=436:Безымянный.JPG]
К стати, в профиле моей учетки указан мой возраст, варю давно(точно уже не помню), ТБ сдавал каждые пол года еще при союзе-тогда допуск давали за ЗНАНИЯ.
Девки меня до сих пор интересуют
Так что : И вообще надо свои высказывания (мысли ) держать при себе ,а то так спалишься быстро а том что малограмотен это больше к тебе относится.
Выделенное не понял, (от безграмотности наверное), какой такой распад у вольфрама? Эт что за новый радиоактивный элемент в таблице Д.И. Менделеева появился? Про торий не спорю. Не подскажеш сколько его в прорцентном отношении в электроде? Какой период его полураспада? Какие частицы?(альфа, бета или гамма) И самое главное : В КАКОМ ВИДЕ И КОГДА ТОРИЙ НАНОСИТ МАКСИМАЛЬНЫЙ ВРЕД ОРГАНИЗМУ ? (имеется в виду в сварочном производстве)
да вреден аргон однозначно и сварщик как минимум должен по 2 списку вредности работать.
сам читал может и отксерю когда не будь что аргон при долгом вдыхании вызывает чувство лёгкой эйфории,а крыса мрёт.
Аргон нетоксичен и невзрывоопасен, однако представляет опасность для жизни: при его вдыхании человек мгновенно теряет сознание, и через несколько минут наступает смерть. В смеси аргона с другими газами или в смеси аргона с кислородом при объемной доле кислорода в смеси менее 19 % развивается кислородная недостаточность, при значительном понижении содержания кислорода - удушье.
Газообразный аргон тяжелее воздуха и может накапливаться в слабо проветриваемых помещениях у пола и в приямках, а также во внутренних объемах оборудования, предназначенного для получения, хранения и транспортирования газообразного и жидкого аргона. При этом снижается содержание кислорода в воздухе, что приводит к кислородной недостаточности, а при значительном понижении содержания кислорода - к удушью, потере сознания и смерти человека.
Громкое название "ООО «Полтавский газовый завод»" это бывшая кислородная станция ПО "Знамя". и назывался он п.я. № А1065 , подчинялся Министерству радиоэлектронной промышленности СССР. Откуда знаю? Работал я там когда то. И требования ТБ в те времена выполнялись неукоснительно-в те времена при малейшем несчастном случае "крайним" был инженер по ТБ который расписался в "личном удостоверении работника на право выполнения должностных обязанностей". А не получив подпись и печать в этом удостоверении даже сварщики 6 разряда с громадным опытом работы не имели права даже в цех войти. Тут уже следил цеховой мастер. Так что порядка раньше все таки больше было, и если бы я на "допуске" сказал что то типа "тепловая и инфракрасная радиация " или " аргон при долгом вдыхании вызывает чувство лёгкой эйфории,а крыса мрёт. " допуск я бы не получал и автоматически до следующего экзамена (через пол года)переходил бы в подсобники-само собой зарплата меньше.
чувство лёгкой эйфории- вызывает "веселящий газ"-закись азота или оксид азота (оба названия правильные), хим. формула N2O, про то что мыши от него дохнут не знаю, знакомых мышей не было
П.Я.- это почтовый ящик, так раньше назывались заводы, ННИ, лаборатории и режимные(военные) обьекты которые работали на МО СССР
Чем заменить аргон?
Купил инверторный сварочный аппарат с TIG горелкой в комплекте: Technoweld Monster 205*.
Подскажите, можно ли использовать СО2 (аргон очень далеко) при сварке черного металла? цветного металла (кроме
Спасибо за ответ.
При сварке чернухи - смесь углекислого газа с кислородом (около 30%)
Что касается цветных металлов, то титан - аргон, медь - аргон или гелий, нержавейка - аргон или гелий, жаропрочные - аргон или гелий.
При сварке чернухи - смесь углекислого газа с кислородом (около 30%)
с каких пор при тиг сварке инертные газы можно стало заменять на активные?
в общем при сварке неплавящимся электродом в инертных газах - только аргон , гелий или их смеси
для п/а - СО2 или смеси с аргоном и/или кислородом - это собсно маг сварка
или агон -миг
смеси аргона с СО2 или кислородом в одних источнках причисляют к активным газа в других к инертным- в общем хрен их поймеш
Вы правы по поводу чернухи и смеси углекислого газа и кислорода. В принципе (теория), такое возможно в случае добавления к присадочному материалу раскислительных элементов типа марганца, титана, кальция (это может быть либо проволка, либо флюс)и других которые забирают кислород из оксида железа 2.
Лучший вариант - аргон, без него как без рук.
Что же касается инертных газов, то легко запомнить и не путать в будущем, что инертные газы - газы (элементы периода периодической системы Менделеева), которые не вступают в реакции вообще (этим свойством их и используют в качестве защитных газов: они не реагируют с железом и струя не даёт доступа кислороду). Если взять строение атома этих элементов (аргон, неон, криптон, радон, ксенон), то выходит следующее - у них на последних орбиталях спаренные электроны и им они больше не нужны. У кислорода 2 электрона не спарены, поэтому он вступая в реакцию имеет валентность 2, пример Н2О, где водород одновалентен.
для п/а - СО2 или смеси с аргоном и/или кислородом - это собсно маг сварка
Вы правы по поводу чернухи и смеси углекислого газа и кислорода. В принципе (теория), такое возможно в случае добавления к присадочному материалу раскислительных элементов типа марганца, титана, кальция (это может быть либо проволка, либо флюс)и других которые забирают кислород из оксида железа 2.
Лучший вариант - аргон, без него как без рук.
Что же касается инертных газов, то легко запомнить и не путать в будущем, что инертные газы - газы (элементы периода периодической системы Менделеева), которые не вступают в реакции вообще (этим свойством их и используют в качестве защитных газов: они не реагируют с железом и струя не даёт доступа кислороду). Если взять строение атома этих элементов (аргон, неон, криптон, радон, ксенон), то выходит следующее - у них на последних орбиталях спаренные электроны и им они больше не нужны. У кислорода 2 электрона не спарены, поэтому он вступая в реакцию имеет валентность 2, пример Н2О, где водород одновалентен.
тут, собственно, проволка для п/а уже с раскислителем.
вообщето лигатура присутствующая в сварочных материалах нужна не только для забирания кислорода из оксида желнза - в основном она нужна для удаления серы и фосфора из металла шва или для снижения их воздействия на сварное соединение , так же лигатура влияет на кристализацию металла (размер кристаллов , кристалическая структура металла шва) и для получения нужных свойств сварного соединения. собственно вся активная защита металла шва сводится к связыванию лишних примесей в металле и удалению их из оного в шлак на поверхности шва - особенно ярко это выражено в рдс но и при сварке П/А шлак имеет место быть хоть и в существенно меньшим кол-ве(серая корка , стекловидная масса от коричневого до зеленоватого оттенка)и собственно как и у защиты инертными газами к ограждению расплавленной сварочной ванны от азота,кислорода,водорода воздуха
с инертными газами все понятно - вопрос стоял от том к какой категории отнести смеси активных и инертных газов применительно к сварочным делам
Аргон заменить на СО2 не возможно. так как аргон это защитный газ защищает сварочную ванну от воздействия кислорода и азота, то есть реакций не происходить. так же можно использовать гелий или смесь гелия и аргона. а СО2 это совсем другой газ с другими свойствами. не стоит открывать америку когда она уже открыта!
так как аргон это защитный газ защищает сварочную ванну от воздействия кислорода и азота,
как ни странно СО2 тоже защитный газ и тоже защищает сварочную ванну
возможно вы имели ввиду инертный газ?
как ни странно СО2 тоже защитный газ и тоже защищает сварочную ванну
возможно вы имели ввиду инертный газ?
Сорри. не так понял.
Углекислый газ используется в качестве защитной среды при сварке проволокой, но при высоких температурах происходит его диссоциация с выделением кислорода. Выделяющийся кислород окисляет металл. В связи с этим приходится в сварочную проволоку вводить раскислители, такие как марганец и кремний. Другим следствием влияния кислорода, также связанного с окислением, является резкое снижение поверхностного натяжения, что приводит, среди прочего, к более интенсивному разбрызгиванию металла, чем при сварке в аргоне или гелии.
Как то приходилось варить ТИГсваркой с газовой смесью "АТАЛ 5"(португальская маркировка, 95%Аргон+5% со2) (просто в этот момент чистого аргона не было-поставщик подвел), варил нержавейку, качество шва приемлимое(визуально). Характерный признак-после сварки кончик электрода имел желтый налет-вытирался пальцем. Но сомневаюсь что подобная смесь будет дешевле чистого аргона.
В старых(времен СССР) "букварях" по сварке СО2 характеризовался как ". защитный, активный газ"-то есть принимал активное участие в сварочном процессе, аргон". защитный, инертный газ"-защищает сварочную ванну, но в силу своей инертности не принимал участие в сварочном процессе.
К сожалению последнее время на различных интернет ресурсах можно встретить такой "бред сивой кобылы" что страшно иной раз давать ссылки (имел печальный опыт)
Как то приходилось варить ТИГсваркой с газовой смесью "АТАЛ 5"(португальская маркировка, 95%Аргон+5% со2) (просто в этот момент чистого аргона не было-поставщик подвел), варил нержавейку, качество шва приемлимое(визуально). Характерный признак-после сварки кончик электрода имел желтый налет-вытирался пальцем. Но сомневаюсь что подобная смесь будет дешевле чистого аргона.
К сожалению последнее время на различных интернет ресурсах можно встретить такой "бред сивой кобылы" что страшно иной раз давать ссылки (имел печальный опыт)
Вот в чём заключается его (СО2) защитные свойства:
Особенность полуавтоматической сварки в среде углекислого газа заключается в том, что электрическая дуга горит между го-
лой электродной проволокой и свариваемым металлом в среде углекислого газа, который оттесняет воздух из зоны сварки. В ин-
тервале высоких температур углекислый газ является активным окислителем, так как диссоциирует с образованием атомарного
кислорода: СО2 = СО + О. В результате, в сварочной ванне могут протекать следующие реакции:
С + О = СО, Fе + О = FеО, Mn + O = MnO, Si + 2O = SiO2.
Из этих реакций видно, что при сварке в углекислом газе происходит повышенное выгорание элементов, входящих в состав
основного металла: углерода, кремния, марганца и др.
Чтобы подавить реакции окисления, а также пополнить выгоревшие примеси, при сварке в углекислом газе применяют элек-
тродную проволоку, легированную марганцем и кремнием. Они восстанавливают железо из его закисей, при этом образовавшиеся
окислы марганца и кремния переходят в шлак:
FeO + Mn = MnO + Fe; 2FeO + Si = SiO2 + 2Fe.
Сварка в среде углекислого газа – процесс высокопроизводительный – может выполняться во всех пространственных положе-
ниях и производится постоянным током обратной полярности. Переменный ток и постоянный ток прямой полярности не применя-
ются из-за недостаточной устойчивости процесса и неудовлетворительного качества и формы шва.
В углекислом газе сваривают в основном сварные конструкции из конструкционной углеродистой и низколегированной стали (га-
зопроводы, нефтепроводы, корпуса судов и химических аппаратов и т.п.).
Преимущества полуавтоматической сварки в среде углекислого газа с точки зрения ее стоимости и производительности по-
зволяют заменять ею ручную дуговую сварку качественными электродами.
Лабораторная работа
Читайте также: