Какая сварка лучше полуавтомат или точечная
Обновлено: 20.09.2024

2 года варил аппаратом ASEA -200 для ММА(электродуговой) сварки, дважды сварил им подвеску для машины и пришло время переходить на полуавтомат. причины в следующем в минусах дуговой сварки с которыми мне пришлось столкнуться в процессе:
1) Нестабильное качество шва.
в процессе сварки электродом, плавится металлический стержень электрода, расплавляя металл и сгорает его покрытие, выделяя защитный газ. соответственно на качество шва напрямую влияет качество электрода(умение сварщика в первую очередь но об этом не будем), состав металла стержня и состав его покрытия, а так же его состояние, трещины пористость и т.д. а так же сырость, поэтому электроды принято сушить перед использованием. более того состояние покрытия на одном электроде может быть не стабильным на всей длине электрода, где то лучше где то хуже, в итоге все это будет влиять на качество шва, где то он ляжет ровно, хорошо проплавляя метал, где то хуже. что будет заметно по шву под шлаком,
2) не все электроды одинаково полезны, покупая две одинаковые пачки электродов, покупаешь две пачки разных, выпущенные в разные дни. они будут отличаться по составу и качеству, какими то варить будет лучше, какими то хуже. относится преимущественно к оболочке электрода
3) долго, сварка электродом начинается с того что их сушишь, при 200 градусах 15-30 минут
4) неудобно, в процессе сварки электрод сгорает, становится короче, т.е. начав работать 30 см см электродом, кончаешь работать огарком длинной 3-5 см, при этом надо сохранять одно и то ж положение электрода относительно заготовки и вести его так, выполняя необходимые манипуляции.
5)грязно на рабочем месте, после сварки электродом шов сверку покрывается шлаком-сгоревшей оболочкой электрода, очищая шов от шлака, скидываешь его на пол, а если варишь много, то и шлака копится изрядно,
6)грязная заготовка в процессе, сварки часть металла разбрызгивается и прилипает к заготовке, у опытных чуть меньше, у новичков чуть больше, но капли у все, а если надо сделать много швов на небольшой поверхности, этих капель образуется очень много.
6) вредно, дым выделяемый при сгорании оболочки электрода вреден
7) уходит много времени подготовка электродов, установка электрода в держатель, сварка, удаление шлака.
это только то, что сходу вспомнилось. у полуавтомата(ПА) свои минусы. главные состоит в большей стоимости сварки, если для электродуговой, нужен аппарат, электричество и электроды, то для ПА аппарат, проволока. газ, редуктор, спрей от нагара, расходники для сопла, баллон для газа, и тележка что бы все это возить. естественно и сам аппарат дороже. так же стоимость шва получается выше, вместо электрода нужны более дорогая проволока газ и поездки на заправку баллона. зато в остальном плюсы перед ММА сваркой очевидны.
после принятия решения о покупке ПА возникает самая большая трудность, выбрать какой же взять…ПА появились давно и успело появиться множество бюджетных вариантов.
основные:
Риланд
Аврора
Кедр
Ресанта
Сварог
Риланд, аврора и кедр суть одно и тоже, в магазинах вам скажут, что аврора и кедр, смотря про что спросите,
это русские разработки собранные в Китае, на самом деле это все Китайский разработки компании Риланд, прошедшие ребрендинг для продажи в России, любители деревьев и желтого цвета берут КЕДР, любители синего и чего то космического в названии Аврору.
в поиске хорошего ПА самое бесполезное занятие это спрашивать мнение продавца… поэтому я спрашивал друзей единомышленников:
putok посоветовал Ресанту саипа 220, показал швы, понравилось
takezo посоветовал Riland 175 GD показал швы тоже понравилось
основные различия, ресанта дешевле, у нее нет синергентики(встроенных программ сварки, когда выбрав нужную мощность тока, остальное программа подстраивает под тебя в процессе сварки для наилучшего шва)
при больше мощности цене. риланд уступает в мощности. у риланда есть возможность TIG сварки алюминия, больше для галочки, что она есть из серии телевизора в телефоне, есть но качество оставляет желать лучшего.
хорошие отзывы по Ресанте встречались мне и раньше, но в нужный момент в продаже ее не нашел в продаже, так же не понятно что с сервисными центрами, поэтому остановил выбор на аппарате КЕДР 175GD, он же риланд. он же аврора.
Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен "-". Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
(особенно важно осознать!)
Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т.е. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5.
Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит :)
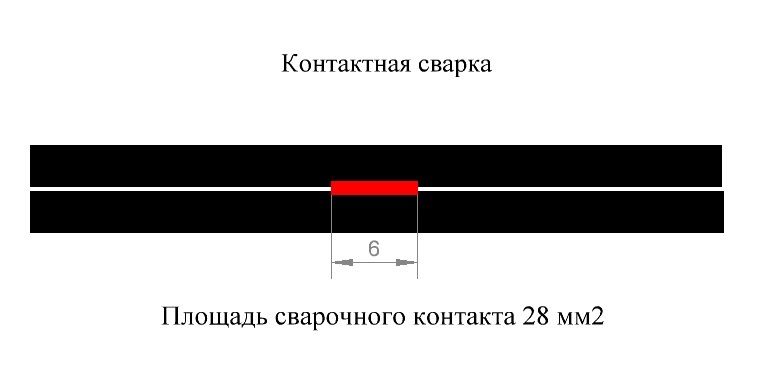
Контактная сварка или полуавтомат

При кузовном ремонте используют два вида сварки контактную и полуавтомат .
Сварка полуавтоматом и проволки широко распространено и в основном все автосервисы этим видом сварки и варят .
Но сравнив два сварочных шва задумался о том какой тип соединения прочнее .
Плошадь контата сварки полуавтоматом как по мне во много раз меньше чем у контактной сварки .
Плюсов сварки полуавтоматом вообще не нахожу не одного в сравнении с контактной сваркой . Одни минусы .
Минусы сварки полуавтоматом.
1.Балон с газом и редуктором который нужно тягать и заправлять
2. Метал сильнее нагревается что ведет к деформации металла
3. Выгорают все виды грунта вокруг сварочного шва
4. Сварочный шов нужно шлифовать
Все эти минусы отсутствуют при контактной сваркой
Плюсы контактной сварки
1. Точки одинакового размера
2. Металл нагревается только в месте сварки
3. Наличие специального сварочного грунта позволяет защитить металл даже в точке сварки
4. Более высокая производительность
5 . аппарат контактной сварки имеет меньшую стоимость
И возникает вопрос
Какой вид сварки более предпочтительней при кузовном ремонте ?

Сварка полуавтоматом площадь сварочного шва при диаметре точки 6 мм через длинну окружности l = 2πR получается 19 мм 2
LADA Приора Седан 2011, двигатель бензиновый 1.6 л., 98 л. с., передний привод, механическая коробка передач — кузовной ремонт
Машины в продаже

Hyundai Tucson, 2006

Mitsubishi Toppo BJ Wide, 1999

BMW 5-Series, 1999

Lexus GX460, 2015
Комментарии 29
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Евгений, у меня знакомый, варит полуавтоматом, как ты его назвал, с середины 90х годов, причом варит не только отечественный автопром, а и иномарки, при обычной дуговой сварке метал деформируется с образованием шлака, а при сварке кемпом шлак не образуется, за счет горения дуги в газе, что облегчает дальнейшую обработку сварного шва, обработка требуется при любом виде сварки если хочеш получить хороший вид детали, вобщем здесь много не напишеш, если хочеш можем пообщатся лично.

бред ПОЧТИ что всё что ты написал!
Начнем с термина "полуавтомат" такого вида сварки НЕТУ. Есть ручная дуговая и автоматическая.
Что прочнее? и то и другое. Вопрос не корректный. Все зависит от сварщика и чем он варит(вплане присадочной проволки, защитных газов:гелия, в разы превосходит аргон).
Про минусы:
1. Зачем тягать если тележки, и длинные шланги
2. Нагревается и тут и там почти что одинаково. Но у ручной, минус нагревается больше околошовная зона.
3. Бред. Всё выгорает если это не другой метал допустиму кусок чугуна, у него температурные показатели другие.
4. Бред. Всё зависит от клалификации сварщика. Аттестованный в НАКС тебе может сварить Ручной, что ты не отличишь от контактной.
Про плюсы
1. Бред. Никогда не будет одинаковых точек. Даже роботы на заводах не варят одинаковыми.
2. Бред. Металл хороший теплопроводчик. И там и тут минус один сильно греется околошовная зона.
3. Нелья его использовать при сварке! это вся дрянь попадает в сварочную ванну/пятно контакта точечной и шве образуется дефект поры/включения дряни с антигрунта/трещены и ещё много чего.
Его используют гаражные халявщики чтобы меньше красить потом.
4. Смотря где производительность оценивать. Если в гараже от балды две пластины сварить то да быстрей и экономичней. А если с определенным зазором сварить надо это поебаться придеться и тут и там, пока приспособу установишь.
5. Нифига не дешевле, в сотни раз дороже,

Полуавтоматической нет) Потому что это механизированная сварка относящаяся к дуговому способу)
Гелий в разы не превосходит. Его больше тратится, чем аргона, но он повышает примерно на 20% проплавление и увеличивает стабильность.
РДС не сварить, как контактной)
"Одинаковые точки" самое главное это параметр точки, который характеризуется размером литой зоны. При правильном режиме и его постоянстве, точки будут максимально схожими.

Внесу свою лепту в вашу тему! Не такие уж и большие минусы в полуавтомате! Балон недавно взял 20ти литровый ( меньше в 2 раза 40ка литрового, неподьемного) Тоскать в одного реально, и не так часто и таскать думаю придется, если не в сервисе! Заправка обошлась в 20 рублей, что дешево, в багажник закинул и поехал. насчет стоимости контактной сварки, что она дешевле, очень сомневаюсь, покажите мне реальную ссылку, я себе возможно куплю её, так как местами с контактной будет проще работать)) ну и полуавтоматом практически везде подлезть можно, что не скажешь про контактную сварку))
Какая сварка лучше: дуговая или полуавтомат

Какая сварка лучше: дуговая или полуавтомат? Об этом часто спрашивают те, кто обращаются к специалистам за помощью в сварочных работах. Однако здесь нет единого ответа, ведь у всех сварочных методов есть свои достоинства и недостатки – им и посвящена эта статья.
Как работает дуговая сварка

Прежде чем отвечать на вопрос о том, какая сварка лучше – ручная дуговая или полуавтомат, нужно понять принципы действия этих способов. Для ручной дуговой сварки применяют плавящиеся и неплавящиеся электроды. Металл плавится электрической дугой, что полностью соответствует названию. За счет плавления материалы заготовки и электрода смешиваются, а качество шва зависит от химического состава металлов и такого показателя, как свариваемость. Немаловажную роль также играют диаметр, химический состав и тип электрода.
Также при дуговой сварке специалист сам устанавливает необходимый режим работы в соответствии с толщиной металла и длиной шва. Режим зависит от длины сварочной дуги, плотности и силы тока. При соединении толстых металлических листов используют несколько подходов, тогда как тонкие допускается соединять внахлест.
Сваривание дуговым аппаратом производится вручную, за счет чего повышается эффективность работы, а также достигаются такие преимущества, как:
- простое использование и обслуживание оборудования;
- научиться азам дуговой сварки под силу любому;
- соединение металлических элементов может происходить в разных положениях: снизу, сверху, под углом, сбоку;
- за счет согнутого электрода удается накладывать шов даже на труднодоступных участках;
- технология подходит для работы с большим количеством металлов.
Однако прежде чем решить, какая сварка лучше – дуговая или полуавтомат, нужно назвать и минусы первого подхода:
- испускаемое дуговым аппаратом электромагнитное излучение вредно для человека;
- качество швов непосредственно зависит от навыков специалиста, выполняющего их;
- сниженные КПД и показатель производительности относительно других подходов.
Все названное приводит к тому, что дуговая сварка используется при таких работах, как:
- соединение деталей и арматурных сеток;
- возведение прочных арматурных каркасов и сеток;
- скрепление стержней, монтаж конструкций из железобетона;
- подготовка арматуры без специальной стыковочной аппаратуры.
Аппараты дуговой сварки позволяют производить работы под любым углом, вне зависимости от сложности доступа. Этот способ считается универсальным, так как подходит для соединения элементов из цветных и черных металлов толщиной не менее 3 мм. Стоит оговориться, что дуговая система, как и полуавтомат, может использовать и при работе с более тонкими изделиями, но в этом случае понадобятся не только особые навыки сварщика, но и специализированные электроды.

На качество шва влияют следующие свойства металла:
- химический состав;
- показатель свариваемости, который включает в себя показатель склонности к образованию швов, изменения металла при сварке, пр.
При выборе электрода обязательно учитывают его:
- диаметр;
- химический состав;
- вид.
Еще одна особенность, влияющая на качество шва, – это режим сварки. При его выборе немаловажную роль играют:
- длина сварочной дуги;
- сила, плотность тока.
Способ дуговой сварки выбирают, исходя из толщины металла и длины шва, поэтому:
- толстый металл сваривают в несколько подходов;
- тонкую сталь соединяют внахлест, причем проплавление металла производится через верхний лист, либо встык – тогда между кромками соединяемых деталей прокладывают еще одну стальную полоску.
Если речь идет о работе на трубопроводе, то способы дуговой сварки зависят от пространственного положения шва, а также типа стыка, который может быть поворотным или неповоротным.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Прежде чем приступать к ручной дуговой сварке изделий, подготавливают кромки: их очищают при помощи растворителей, газокислородного пламени и кислот от масел, грязи, ржавчины и других загрязнений. Также возможна и механическая зачистка.
Что собой представляет сварка полуавтоматом

Действие полуавтомата основано на том, что переменный ток из электрической сети преобразуется в постоянный. Для этого в системе предусмотрены специальный модуль, высокочастотный трансформатор и несколько выпрямителей. Оговоримся, что сегодня существуют и более современные полуавтоматы, оснащенные блоком для регулировки коэффициента мощности в автоматическом режиме. Данный блок синхронизирует напряжения рабочих токов по синусоидам, в результате чего элементы соединяются максимально стабильно и качественно.
Рекомендуем статьи по металлообработке
Обработка металлических изделий при помощи инвертора-полуавтомата производится за счет непрерывной подачи электродной проволоки к месту горения электродуги с неизменной скоростью. В случае работы с полуавтоматом эта область обязательно защищается от внешних воздействий посредством газа – чаще всего используют углекислый газ, аргон. В результате удается получить безупречный по прочности шов, в котором содержится минимальная доля шлаков. Дело в том, что из-за газа при работе с полуавтоматом атмосферный воздух не может вступить в реакцию с разогретым металлом.
Процесс сварки инверторным полуавтоматом управляется при помощи микропроцессора, он отслеживает рабочие характеристики системы. Если фиксируются отклонения важных параметров, работа оборудования тут же корректируется.
Однако это не все достоинства использования полуавтомата, также стоит назвать следующие:
- небольшая масса полуавтомата – современная система, предназначенная для любителей, весит 5-6 кг, профессиональные установки всегда тяжелее;
- большое количество дополнительных функций, таких как защита от перепадов напряжения, встроенные измерительные приборы, автоматическая остановка и поддержание электродуги в горящем состоянии, защита от чрезмерного нагрева, пр.;
- плавная регулировка рабочего напряжения в зависимости от силы тока;
- встроенное в инвентор-полуавтомат вентилирующее устройство;
- точная настройка тока, что важно при соединении элементов из различных материалов.
Все современные полуавтоматы, в отличие от дуговых аппаратов, имеют очень высокий КПД, даже когда речь идет о недорогих моделях китайского производства. Также немаловажно, что при сварке не происходит разбрызгивание кипящего металла – появляются только небольшие брызги, которые не способны вызвать наплывы на соединенных поверхностях и другого рода дефекты.
В инверторах-полуавтоматах проволока подается равномерно, с постоянной скоростью. Этого эффекта не способен добиться даже самый опытный специалист, занимающийся дуговой сваркой.
Немаловажно, что инверторы подходят для работы со штучными электродами различного сечения. А если в полуавтомате есть вентильная горелка, то с его помощью можно выполнять даже аргонодуговую сварку.
Все перечисленные достоинства объясняют, почему инверторы-полуавтоматы считаются универсальными сварочными системами. Немаловажно, что они одинаково справляются как с крупными конструкциями, так и с заготовками из тонких листов металла, чего нельзя сказать об устройствах для ручной дуговой обработки.

Сегодня полуавтоматы широко применяются в экстремальных условиях, например, во время спасательных, аварийных, профессиональных монтажных, строительных работ, ремонта разного рода строений. Однако многие покупают инверторы для использования в быту – это стало возможно после снижения цены на такое оборудование. Именно для тех, кто использует полуавтоматы в домашних условиях, предназначены наши советы по выбору данных систем.
Какая сварка лучше: дуговая или полуавтоматическая
Вопрос о том, какая сварка лучше дуговая или полуавтомат, сразу отпадает, как только становится ясно, что эти два вида используются для разных работ:
- Дуговая сварка не подходит, если нужно соединить элементы кузова автомобиля – в теории это возможно, но слишком сложно.
- Для кузовных работ выбирают не дуговой аппарат, а полуавтомат, так как сила тока в этом случае оптимальна для работы с тонким металлом.
- Полуавтомат справляется с цветными и тугоплавкими металлами, тогда как дуговая сварка не дает возможности наварить шов на меди или алюминии. При этом качественный прибор для дуговой сварки не заменить ничем, если идет работа с черными металлами. А его обслуживание, даже с учетом всех необходимых расходников, обходится гораздо дешевле, чем содержание аналогичных полуавтоматов.
- Полуавтомат необходим, если нужно быстро и крепко соединить пару элементов. Такой вид сварки, как автоматический, применяется во всех сферах промышленности, ведь он позволяет работать с любыми металлами различной толщины.
- Полуавтомат отличается повышенным КПД по сравнению с дуговой сваркой, при этом требует небольших материальных затратах.
Прежде чем приступать к сварке полуавтоматом, начинающий специалист должен освоить как теорию, так и практику, поскольку эти две составляющие тесно связаны между собой.
Повторим, что невозможно выбрать только один аппарат, отвечая на вопрос о том, какая сварка лучше – дуговая или полуавтомат, если не учитывать цели приобретения устройства. Четко представляя план работ, вы сможете купить действительно хорошее устройство за разумную сумму.
В первую очередь выберите, для чего вы будете использовать сварочную технику:
- в быту, если требуется не больше 20–30 минут непрерывной работы;
- в профессиональной работе, когда аппарат должен постоянно использоваться в течение 8 часов, то есть одной смены;
- в промышленности, если необходима трехсменная работа.
Одной из основных характеристик устройства для сварки полуавтоматом специалисты называют продолжительность включения, то есть длительность бесперебойной, непрерывной работы оборудования относительно общего времени использования. Высокий уровень данного показателя свидетельствует об эффективности аппарата. При выборе важно изучить все характеристики устройства, тип обмотки и другие особенности.
Также стоит принимать во внимание ток сварки, поскольку он бывает:
Оговоримся, что устройства, работающие с переменно-постоянным током, отличаются доступной ценой, универсальностью.
Также все сварочные аппараты делятся на типы по числу рабочих фаз:
- однофазные, подключаются к источнику электроэнергии в 220 В;
- трехфазные, эксплуатируемые на производстве;
- универсальные, которые работают от одной или трех фаз.
Еще один ключевой показатель – мощность устройства. Более мощные сварочные системы легко режут и сваривают толстые материалы, но при этом они потребляют немало электроэнергии. В зависимости от КПД, мощность полуавтомата в большей или меньшей степени отличается от значения данного параметра.
Не менее важно проверить напряжение холостого хода. При высоком значении этого показателя от устройства можно добиться быстрого, легкого и стабильного образования дуги. Для трансформаторных аппаратов хватает 50–55 В напряжения, если речь идет об инверторах, то 90 В, а для полуавтоматов – 40 В.
Кроме того, необходимо учитывать значения сварочных токов, ведь именно на их основе выбирают электроды. Самые высокие показатели в этом случае нужны, если планируются масштабные работы с изделиями большой толщины.
Выбор степени защиты
Вне зависимости от типа, сварочные аппараты не терпят пыли, повышенной влажности, температуры, внешних механических воздействий. Поэтому устройство должно обладать высокой степенью защиты, в соответствии с международной системой классификации IEC_60529. Чаще всего можно встретить класс защиты IP 21, где «2» говорит о том, что аппарат защищен от попадания внутрь любых предметов (если их размеры больше 12,5 мм), а «1» – это свидетельство защиты от вертикального проникновения влаги, капель.
Если требуется более высокий класс защиты, лучше отдать предпочтение IP 23. В этом случае аппарат защищен от брызг под углом 60° относительно вертикальной плоскости, то есть устройство может эксплуатироваться даже под дождем, хотя производители и опытные сварщики настоятельно не рекомендуют работать в таких условиях.
Если говорить о защите от нагрева, выделяют такие классы:
- Н, предполагает устойчивость до 180°;
- F – устойчивость до 155°;
- В, выдерживает до 130°.
Часто можно встретить современные сварочные аппараты, снабженные защитой от перегрева, что упрощает работу, ведь при необходимости устройство отключается. А значит, не допускается его нагрев до критического уровня.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: