Какие бывают марки электродов для сварки
Обновлено: 19.05.2024
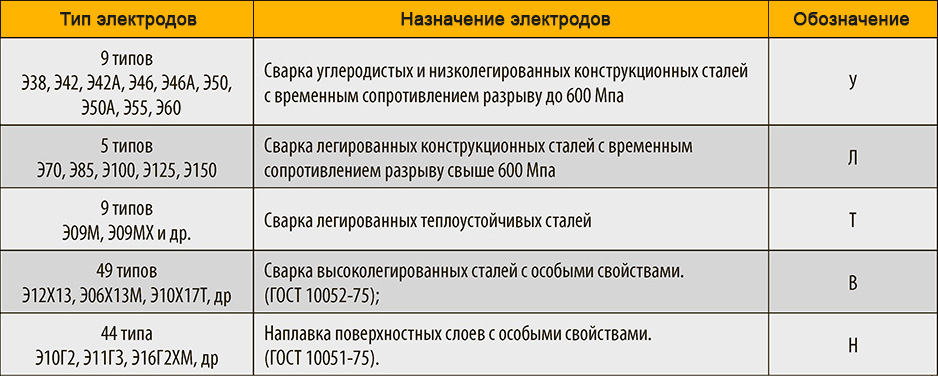
Типы и марки сварочных электродов
Ниже, по возможности, приводятся наиболее распространенные марки электродов для сварки, сгруппированные по типам.
Электроды для сварки углеродистых и низколегированных сталей
Получение металла шва, равнопрочного основному, обеспечивается выбором типа сварочного электрода, который регламентирует прочностные характеристики сварного соединения. Следует учитывать, что применение электродов с повышенными механическими свойствами наплавленного металла, например, по пределу прочности при растяжении, может привести к снижению работоспособности сварной конструкции.
Для сварки кипящих сталей (низкоуглеродистая сталь, выпускаемая из печи слабораскисленной) используют электроды с любым покрытием.
Для сварки полуспокойных сталей (сталь, полученная при раскислении жидкого металла менее полно, чем при выплавке спокойной стали, но большем, чем при выплавке кипящей стали) при больших толщинах следует применять электроды с покрытиями основного или рутилового видов.
Сварка конструкций из спокойной стали, работающих при низких температурах или при динамических нагрузках, должна выполняться электродами с основным покрытием.
Стабильность горения дуги влияет на качество швов и на возможность сварки переменным током. Наиболее стабильно дуга горит у электродов с целлюлозным, кислым и рутиловым покрытиями. Это позволяет использовать сварочные трансформаторы. Для электродов с основным покрытием требуются только источники постоянного тока.
В нижнем, вертикальном и потолочном положениях шов лучше формируется у электродов с целлюлозным покрытием, так как мелкокапельный перенос электродного металла и высокая вязкость шлака обеспечивают качественное ведение сварки. Хуже формируется шов у электродов с основным покрытием.
При сварке толстостенных конструкций многослойными швами отделяемость шлака является существенным показателем. Электроды с рутиловым, целлюлозным и кислым покрытиями обеспечивают лучшую отделяемость шлака по сравнению с основным покрытием.
Сварка электродами с основным покрытием требует тщательной очистки кромок от ржавчины, масла, грязи во избежание порообразования. Кроме того, электроды с основным покрытием склонны к порообразованию в начальный момент сварки и при сварке длинной дугой.
Электроды для наплавки
Наплавочные электроды обеспечивают получение наплавленного металла разнообразного по химическому составу, структуре и свойствам. По ГОСТ 10051-75 "Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами" существует 44 типа таких электродов.
Все они имеют основное покрытие. Это обеспечивает лучшую сопротивляемость образованию трещин при наплавке деталей из стали с повышенным содержанием углерода и при высокой жёсткости конструкции.
В зависимости от условий работы конструкций с наплавленными покрытиями, электроды для наплавки могут быть условно разделены на 6 групп.
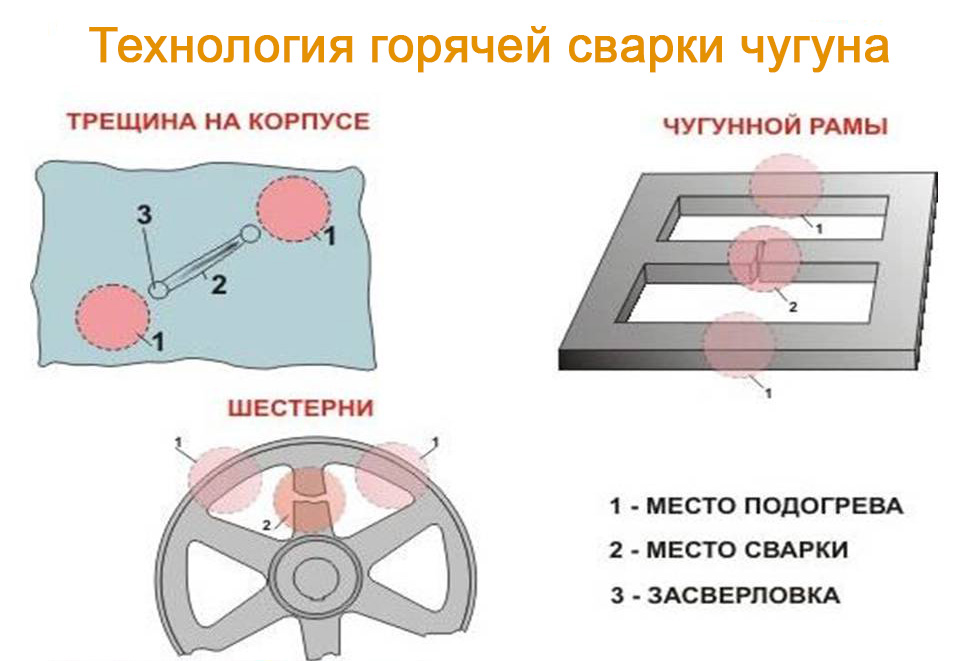
Электроды для сварки и наплавки чугуна
Такие электроды предназначены для устранения дефектов в чугунных отливках и для восстановления поврежденных и изношенных деталей. Их можно применять и для изготовления сварно-литых конструкций. Электроды для холодной сварки и наплавки чугуна без предварительного подогрева дают наплавленный металл в виде стали, сплавов на основе меди, никеля и железоникелевого сплава. Это марки ЦЧ-4, ОЗЧ-2, ОЗЧ-6 и др. Иногда целесообразно использовать электроды иного назначения. Так, при ремонте чугунных тюбингов в условиях большой загрязненности и высокой влажности лучше брать марку ОЗЛ-25Б. Первые слои на загрязненных чугунах можно выполнять марками ОЗЛ-27 и ОЗЛ-28. Успешно применяют и марку ОЗБ-2М, предназначенную для сварки бронз.
Электроды для сварки цветных металлов
Предназначены для сварки алюминия, меди, никеля и их сплавов. Титан и его сплавы ручной дуговой сваркой покрытым электродом не сваривают из-за интенсивной окисляемости.
Электроды для сварки алюминия. Основная трудность при сварке алюминия и его сплавов - наличие окисной пленки. Температура её плавления 2060°С, тогда как температура плавления алюминия 660°С. Плотная тугоплавкая пленка может нарушить стабильность процесса сварки и таким образом повлиять на качество формирования шва, вызвав появление внутренних дефектов в наплавленном металле. Для удаления окисной пленки в состав покрытия электродов вводят хлористые и фтористые соли щелочных и щелочно-земельных металлов. Эти вещества и обеспечивают качественную сварку.
Электроды для сварки меди и ее сплавов. При сварке меди основная проблема - образование пор в металле шва из-за высокой ее активности при взаимодействии с газами, особенно с кислородом и водородом. Чтобы этого избежать, применяют только хорошо раскисленную медь и тщательно прокаленные электроды. Сварку выполняют по зачищенным до металлического блеска кромкам.
Сварка латуней сложна и опасна для здоровья из-за интенсивного выгорания цинка.
Сварка бронз доставляет трудности ввиду высокой хрупкости и недостаточной прочности в нагретом состоянии.
Электроды для сварки никеля и его сплавов. Сварка никеля и его сплавов затруднена из-за большой чувствительности к растворенным в сварочной ванне газам: азоту, кислороду и водороду, что вызывает образование горячих трещин и пор. Для предупреждения появления этих дефектов необходимо применять основной металл и сварочные электроды высокой чистоты и качественно их подготавливать.
Электроды для резки металла
Дуговая резка металла покрытыми электродами часто используется при монтаже и ремонте металлоконструкций. Она эффективна, так как не требует дополнительного оборудования и специальной квалификации рабочих. Электроды для резки отличаются от электродов для сварки высокой тепловой мощностью дуги, высокой теплостойкостью покрытия, интенсивной окисляемостью жидкого металла. Эти электроды целесообразно применять для удаления дефектных швов или их участков, удаления прихваток, заклепок, болтов, разделки трещин и т.п. Прокалка перед сваркой: 170°С; 1ч.
Электроды для сварки легированных теплоустойчивых сталей
Электроды для сварки легированных теплоустойчивых сталей, должны в первую очередь обеспечить необходимую жаропрочность сварных соединений - способность противостоять механическим нагрузкам при высоких температурах.
Для конструкций, работающих при температурах до 475°С, используют молибденовые электроды типа Э-09М, а при температурах до 540°С - хромомолибденовые электроды типов Э-09МХ, Э-09Х1М, Э-09Х2М1 и Э-05Х2М.
Для конструкций, работающих при температурах до 600°С, применяют хромомолибденованадиевые электроды Э-09Х1МФ, Э-10Х1М1НБФ, Э-10Х3М1БФ.
Электроды Э-10Х5МФ с повышенным содержанием хрома предназначены для сварки конструкций из сталей с повышенным содержанием хрома (12Х5МА, 15Х5М, 15Х5МФА и др.), работающих в агрессивных средах при температурах до 450°С.
Для сварки теплоустойчивых сталей чаще используют электроды с основным покрытием, обеспечивающие прочность наплавленного металла при повышенных температурах, а также малую склонность к образованию горячих и холодных трещин.
Электроды для сварки высоколегированных сталей
Стали, содержащие 13% хрома, считаются высокохромистыми нержавеющими. Они обладают стойкостью против атмосферной коррозии и в слабоагрессивных средах. Это стали 08X13, 12X13, 20X13, которые различаются свариваемостью в зависимости от содержания углерода.
При выборе электродов для сварки таких сталей необходимо обеспечить следующие свойства металла шва: стойкость против атмосферной коррозии и в слабо агрессивных средах, жаростойкость до температуры 650°С и жаропрочность до температуры 550°С. Этим требованиям удовлетворяют электроды типа Э-12Х13 марок ЛМЗ-1, АНВ-1 и др., которые обеспечивают химический состав, структуру и свойства металла шва, близкие характеристикам основного металла.
Для сварки сталей с пониженным содержанием углерода и дополнительно легированных никелем рекомендуются электроды типа Э-06Х13Н марки ЦЛ-41.
С увеличением количества хрома возрастает коррозионная стойкость и жаростойкость высокохромистых сталей. Содержание 17-18% дает коррозионную стойкость в жидких средах средней агрессивности. Такие стали относятся к кислотостойким: 12X17, 08X17Т, 08Х18Т и др. Если количество хрома достигает 25-30%, то возрастает жаростойкость - стойкость против газовой коррозии при температурах до 1100°С. Это жаростойкие стали: 15Х25Т, 15X28 и др. Для серосодержащих сред пригодны стали и электроды, в которых не менее 25% хрома.
Выбор электродов для сварки высокохромистых сталей зависит от количества хрома в свариваемых сталях. Так, для сварки сталей с 17% хрома, к которым предъявляются требования по коррозионной стойкости в жидких окислительных средах или по жаростойкости при температурах до 800°С, рекомендуются электроды типа Э-10X17Т марок ВИ-12-6 и др.
Для сварки сталей с 25% хрома следует применять электроды типа Э-08Х24Н6ТАФМ, придающие металлу шва после отпуска высокие пластичность, ударную вязкость и стойкость против межкристаллитной коррозии.
Сварку высокохромистых сталей следует выполнять при умеренных режимах с уменьшенной погонной энергией. После каждого прохода рекомендуется охлаждать металл околошовной зоны до температуры ниже 100°С, что обеспечивает минимальный рост зерна.
Высокохромистые стали на основе 13% хрома с дополнительным легированием молибденом, ванадием, вольфрамом и ниобием относятся к жаропрочным. Они способны противостоять механическим нагрузкам при высоких температурах. При выборе электродов для этих сталей основное требование - обеспечить необходимый уровень жаропрочности металла шва. Это достигается за счет получения химического состава швов, близкого основному металлу. Такому условию наиболее полно удовлетворяют электроды типов Э-12Х11НМФ марки КТИ-9А, Э-12Х11НВМФ марки КТИ-10, Э-14Х11НВМФ марки ЦЛ-32.
Сварочные электроды и прочие сварочные материалы
В качестве сварочных материалов для электродуговой сварки применяются штучные электроды, сварочная и порошковая проволока.
Штучные электроды
Плавящиеся электроды. Штучные плавящиеся электроды с покрытием используются очень широко, для сварочных работ в домашних условия - это основной материал.

Плавящийся электрод для сварки: 1 - стержень, 2 - участок перехода, 3 - марка электрода, 4 - покрытие.
Стержни электродов для сварки стали изготавливаются из низкоуглеродистой, легированной или высоколегированной сварочной проволоки. Стандартом предусматривается 77 марок стальной проволоки, идущей на изготовление штучных электродов диаметром от 1,6 до 6 мм.
Покрытие сварочных электродов оказывает множественное действие: образует атмосферу защищающую металл от кислорода и азота, находящихся в воздухе, стабилизирует горение дуги, удаляет вредные примеси из расплавленного металла, легирует его с целью улучшения свойств. Для выполнения всех этих функций покрытие включает в себя множество компонентов:
- Шлакообразующие вещества, защищающие металл от азота и кислорода. В их состав входит марганцевая руда, каолин, титановый концентрат, мел, мрамор, полевой шпат, доломит, кварцевый песок.
- Раскисляющие вещества, удаляющие из расплавленного металла кислород. В качестве них используются марганец, кремний, алюминий, титан в виде ферросплавов.
- Газообразующие компоненты, создающие при сгорании покрытия газовую среду, защищающую расплавленный металл от кислорода и азота воздуха. В основном это декстрин и древесная мука.
- Легирующие вещества, придающие металлу шва особые свойства - прочность, жаростойкость, износостойкость, повышение сопротивляемости коррозии. Для этого используются хром, марганец, титан, молибден, никель, ванадий и некоторые другие вещества.
- Стабилизирующие элементы, способствующие ионизации сварочной дуги - натрий, калий, кальций.
- Связующие вещества, служащие для связывания компонентов покрытия друг с другом и всего покрытия со стержнем электрода. Основным связующим веществом является калиевое или натриевое жидкое стекло (силикатный клей).
Для сварки цветных металлов и их сплавов наряду с неплавящимися применяют плавящиеся электроды из соответствующих металлов и сплавов - алюминия, меди, никеля, бронзы, латуни и т.п.

Сварочные электроды
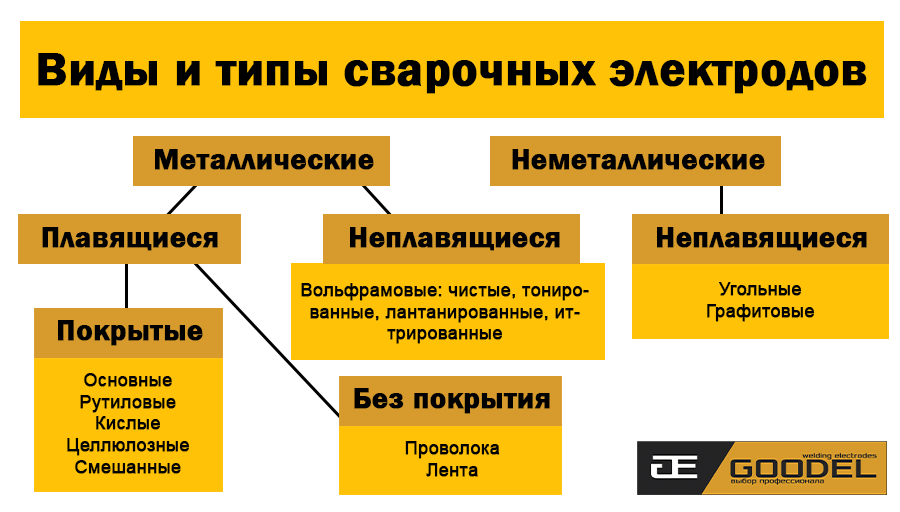
Классификация и обозначение электродов. Электроды, применяемые для сварки и наплавки, классифицируются по широкому ряду признаков:
- по назначению (для сварки стали, чугуна, цветных металлов, для наплавочных работ и пр.);
- по технологическим особенностям (для швов различного пространственного положения, для сварки с глубоким проплавлением и т.п.);
- по виду покрытия (кислое, рутиловое, основное и пр.) и его толщине (толстое, тонкое, среднее, особо толстое);
- по химическому составу покрытия и стержня;
- по механическим свойствам металла шва;
- по роду и полярности тока, величине номинального напряжения холостого хода источника питания.
- по качеству изготовления, состоянию поверхности покрытия, содержанию вредных примесей фосфора и серы.
Каждый параметр электрода имеет свое буквенное или цифровое обозначение в определенной части маркировки. В частности, электроды для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм 2 обозначаются буквой У. Электроды со средним по толщине рутиловым покрытием имеют в маркировке букву С (среднее) и Р (рутиловое). Стоящая предпоследней цифра 1 сообщает, что электрод может использоваться для выполнения шва любого пространственного положения, а завершающая обозначение цифра 0 информирует о том, что данный электрод используется при работе сварочным аппаратом дающим постоянный ток.
В соответствии с ГОСТ 9466-75 обозначение электрода содержит информацию о типе, марке, диаметре и прочих его характеристиках. В обозначение типа электродов для сварки конструкционных сталей входит буква Э ("электрод для дуговой сварки") и цифра, сообщающая о минимальном временном сопротивлении разрыву металла шва в кгс/мм 2 . Если после цифр присутствует буква А (например, Э42А, Э46А), это означает, что данный тип электрода обеспечивает более высокие пластические свойства металла шва.
Наряду с типом, электроды имеют и марку. Одному типу электродов может соответствовать несколько марок. Например, электродам типа Э42 соответствуют марки ГОСЦ-2, ЦМ-7, АНО-6.

Обозначение электродов по ГОСТ 9466-75
1 - Тип электрода (Э - электрод для дуговой сварки, 46 - прочность 460МПа, А - повышенная пластичность и вязкость металла шва);
2 - Марка электрода;
3 - Диаметр стержня;
4 - Назначение электрода (У - для сварки углеродистых и низколегированных сталей);
5 - Характеристика толщины покрытия (Д - толстое);
6 - Группа индексов, указывающая на характеристики металла шва;
7 - Вид покрытия (Б - основное);
8 - Пространственное положение шва (1 - для всех положений);
9 - Род тока (0 - постоянный, обратной полярности).

Обозначение электродов по международному стандарту EN 499
1 - Электрод для дуговой сварки;
2 - Минимальный предел текучести (500Н/мм 2 );
3 - Характеризует температуру, при которой обеспечивается минимальное значение ударной вязкости 47Дж (около 60°C);
4 - Характеризует химический состав наплавленного металла (Ni - 2,6-3,8%);
5 - Тип покрытия электрода (основной);
6 - Код производительности и род тока ( 7 - Код положения швов при сварке (все, кроме вертикального сверху вниз);
8 - Характеризует содержание водорода в наплавленном металле (10 мл/100г).
Неплавящиеся электроды. Неплавящиеся электроды бывают угольными, графитовыми и вольфрамовыми. Температура плавления всех этих материалов превышает ту, до которой они нагреваются при сварке. Эта особенность и обусловила их название.
Графитовые электроды изготавливают из синтетического прессованного графита, угольные - из электротехнического угля. Электроды из графита обладают определенными преимуществами перед угольными. У них выше электропроводимость, позволяющая в 2,5-3 раза повысить плотность тока, и более высокая устойчивость против окисления при высоких температурах. Последнее качество позволяет снизить их расход по сравнению с угольными.

Графитовые электроды

Угольные омедненные электроды
Вольфрамовые неплавящиеся электроды изготавливаются из чистого или с наличием присадок вольфрама. В качестве присадок используются окислы тория, иттрия, лантана и других веществ. О наличии той или иной присадки говорит марка и цвет электрода. Обозначение ЭВ (WP) означает чистый вольфрам (конец окрашен в зеленый цвет), ЭВТ (WT) - вольфрам с торием (красный), ЭВИ (WY) - с иттрием (темно-синий), (WL) - с лантаном (синий или золотистый, в зависимости от содержания лантана), WC - с церием (серый), WZ - с цирконием (белый).

Вольфрамовые электроды
С помощью неплавящихся электродов варят сталь, чугун, медь, латунь, бронзу, алюминий и прочие металлы. Сварка проводится чаще всего в среде защитного газа (аргона, гелия, азота и их смеси). Её можно осуществлять как с присадочным материалом, так и без. В качестве последнего используется проволока, металлические прутки или полосы.
Выбор электродов для сварки сталей
Выбор типа электрода для сварки сталей зависит не только от марки последней, но и от характера соединения, пространственного положения шва, рода сварочного тока (постоянный или переменный), температуры окружающего воздуха во время работ и пр. В настоящее время производится несколько сотен марок электродов для самого различного назначения.
Электроды для сталей подразделяются на несколько групп - в зависимости от марки материала, для сварки которого они предназначены.
Первую группу образуют электроды для сваривания углеродистых и низколегированных конструкционных сталей, содержащих до 0,25% углерода и имеющих сопротивление разрыву до 490 МПа. К таким сталям относятся марки Ст5пс, Ст3сп, Ст0 и другие, используемые для производства металлопроката, из которого в быту изготавливается большинство конструкций, к прочности которых не предъявляют особых требований - ворота, ограждения и пр. Для их сваривания применяют такие известные всем сварщикам марки электродов, как АНО-4, АНО-21, МР-3, ОЗС-41. Популярный электрод МР-3 пригоден для сварки как переменным, так и постоянным током во всех пространственных положениях шва кроме вертикального сверху вниз.
Для сварки сталей, имеющих сопротивление разрыву от 490 до 590 МПа, используются электроды типа Э50А, Э60 (марки УОНИ-13/55, ОЗС-28, УОНИ-13/65). Эти электроды дают шов, выдерживающий более значительные нагрузки, чем предыдущая группа электродов.
Конструкционные легированные стали повышенной и высокой прочности, имеющие сопротивление разрыву свыше 590 МПа, необходимо варить электродами НИАТ-5, ЭА-981/15, ЭА-395/9 (если изделие не подвергается после сварки термообработке) или электродами ОЗШ-1, НИАТ-3М, УОНИ-13/85 - если сваренную конструкцию планируется подвергнуть термообработке с целью обеспечения равнопрочности швов.
Для сварки низколегированных и легированных теплоустойчивых сталей, работающих при температурах до 550-600 °C, предназначены электроды типа Э-09Х1М, Э-09МХ, Э50А (марки АНЖР-2, ОЗС-11, ЦУ-5).
Не часто, но приходится в быту сталкиваться и со сваркой жаропрочных и жаростойких сталей, предназначенных для работы при температуре свыше 550-600 °C. Например, при изготовлении несгораемых колосников для печи. Если удастся добыть такую сталь, варить ее нужно электродами КТИ-7А, ОЗЛ-38, ЦТ-15.
Коррозионностойкие стали, обладающие устойчивостью к коррозии в кислотной, щелочной и прочих агрессивных средах, известные в быту под названием "нержавейки", варятся электродами марок ЦЛ-11, ОЗЛ-7, ОЗЛ-22.
Выбор диаметра электрода. Диаметр электрода выбирается, прежде всего, с учетом толщины свариваемого металла. Прочие условия работы: марка свариваемого металла, род тока, параметры сетевого напряжения, формы подготовки кромок и т.п. - также могут выдвигать свои требования к диаметру электрода, но в гораздо меньшей степени, чем толщина свариваемого металла.
Для первоначального выбора электрода можно использовать нижеследующую таблицу, значения в которой соответствуют нижнему шву.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром не более 4 мм. Если имеется разделка кромок или необходимо заплавить зазор между деталями, то корневой шов может выполняться электродом меньшего диаметра - 2,5-3 мм.

Сварка корневого шва
Сварочная проволока
Сварочная проволока выпускается из стали различных марок, меди, алюминия и других металлов. Стальная проволока, предназначенная для сварки, наплавки и изготовления штучных электродов, изготавливается по ГОСТ 2246-70. Стандарт предусматривает 77 марок стальной проволоки различного химического состава - низкоуглеродистых, легированных и высоколегированных.
Диаметр материала колеблется от 0,3 до 12,0 мм. Проволока толщиной до 3 мм применяется для полуавтоматической шланговой сварки, диаметром 1,6-6 мм - для ручной сварки штучными электродами, диаметром 2-5 мм - для автоматической сварки. Материал больших диаметров применяют для наплавочных работ. По виду покрытия проволока бывает чистой и омедненной. Омеднение улучшает прочность и чистоту шва, повышает устойчивость горения дуги, снижает разбрызгивание металла.
В обозначении марок проволоки используются буквы и цифры. Обозначение Св-08ГС говорит о том, что это сварочная проволока (Св), имеющая углерода - 0,8%, марганца (Г) - до 1%, кремния (С) - до 1%.

Сварочная проволока: нержавеющая, омедненная, алюминиевая.
Порошковая проволока
Порошковая проволока (она же флюсовая или самозащитная), используемая для сварки полуавтоматами, представляет собой металлическую оболочку, заполненную специальным порошком. Последний состоит из смеси материалов (ферросплавов, минералов, руд, химикатов и пр.), имеющих то же назначение, что и покрытие штучных электродов - защиту расплавленного металла от кислорода и азота, легирования и раскисления металла, стабилизацию дугового разряда и пр.

Варианты конфигурации оболочки порошковой проволоки
Порошковая проволока позволяет отказаться от использования в полуавтоматической сварке газовых баллонов, однако при этом страдает качество.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Маркировка электродов: всё, что вам нужно знать
В этой статье подробно разберем маркировку на пачке расходных материалов, чтобы правильного подобрать необходимые электроды для сварочных работ.
Умение прочитать маркировку электрода поможет начинающему сварщику правильно выбрать расходные элементы. Навык необходим снабженцам для подбора товаров, закупаемых на производство. От грамотности выбора зависит качество шва и себестоимость изделия. Рассмотрим, что означает каждая буква или цифра в маркировке, какие бывают марки электродов и прочие подробности, пригодящиеся в подборе.

Где найти маркировку

Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения. Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Типы электродов
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики. Для наглядности пояснения возьмем за пример распространенные электроды с такой маркировкой:
Первые индексы Э42А указывают на тип расходного элемента. Их несколько и они поясняют сварщику, какой металл лучше сваривается определенными электродами.
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.
- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — металл шва будет обладать повышенной пластичностью и ударной вязкостью.
Благодаря знанию этой части маркировки вы сможете легко подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашем случае 42 означает, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный миллиметр. Когда требуется устойчивость к резким нагрузкам, выбирайте расходники с приставкой "А" в типе.
Марки электродов
Э42А- УОНИ-13/45 -3.0-УД
————————————
Е432(5)-Б 1 0
Марка определяется ГОСТом или патентуется отдельно производителем, если ее обозначение отличается от общепринятых стандартов. Указывает на предназначение расходных элементов. Среди стандартных марок по ГОСТу существуют следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей. -6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для сварки высоколегированной стали. , МНЧ-2 — для сварки чугуна. , -620, ЦН-6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
Некоторые производители создали собственные марки электродов для всех этих процессов и запатентовали обозначения. Самой распространенной является ОК от ESAB.
Диаметр электродов
Э42А-УОНИ-13/45- 3.0 -УД
————————————
Е432(5)-Б 1 0
Следующим в маркировке прописывается диаметр металлического стержня. Значение указывается в миллиметрах с десятыми долями, через запятую. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Слишком тонкие электроды будут быстро сгорать и разбрызгивать присадочный металл, а слишком толстые создадут дополнительное сопротивление и сделают сварку некачественной из-за малой глубины проплавления.
Назначение электродов
Э42А-УОНИ-13/45-3.0- У Д
————————————
Е432(5)-Б 1 0
Это еще один элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов:
- В — сварка высоколегированных сталей.
- Т — сварка теплоустойчивых сплавов.
- Л — сварка конструкционных сталей, в которых присутствуют легирующие элементы.
- Н — используются только для наплавки.
- У — сварка низколегированных и углеродистых сталей.
Коэффициент толщины покрытия
Э42А-УОНИ-13/45-3.0-У Д
————————————
Е432(5)-Б 1 0
Обмазка необходима для защиты жидкого металла сварочной ванны от взаимодействия с внешней средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа. Уровень толщины покрытия прописывается в маркировке электрода буквой:
- М — тонкое.
- С — среднее.
- Г — очень толстое (максимальное из возможных).
- Д — толстое.
Группа индексов
Иногда в маркировке присутствует дополнительное обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД
————————————
Е 432(5) -Б 1 0
Цифра 4 указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3 относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без потери свойств.
Цифра 2 — предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 указывает на пределе в 650? С, после которого в металле начнутся изменения.
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Такая группа индексов указывает сразу не несколько характеристик. Обычно, она пишется на упаковках электродов, предназначенных для работы с низколегированными и легированными металлами.
Тип покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е 432(5)- Б 1 0
Буква Е в начале второй строки маркировки указывает на плавящийся электрод, покрытие которого сгорает от температуры электрической дуги. А вот тип обмазки сообщает буква Б. Существует четыре основных варианта, а также их смешивание между собой:
- А — так обозначается кислое покрытие. Электроды с такой маркировкой изготавливаются для работ во всех пространственных положениях на постоянном и переменном токе. Но сверху-вниз варят плохо. Не подходят для соединения металлов с высоким содержанием углерода и серы, содействуют разбрызгиванию капель, возможны трещины в шве.
- Б — это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения толстых заготовок.
- Р — обозначение для рутиловой обмазки. Электродами можно работать на переменном или постоянном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо.
- Ц — целлюлозное покрытие. Расходники используются для монтажа металлоконструкций, отлично варят во всех положениях в пространстве на постоянном и переменном токе. Но присутствуют повышенных потери на разбрызгивание.
- РБ, АЦ — смешанные варианты обмазки. Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Чтобы электрод соответствовал маркировке, в его обмазке должны присутствовать химические вещества в определенных пропорциях. Это могут быть: кварцевый песок, каолин, мрамор, марганцевая руда, титановый концентрат, мел и пр. Именно газ от расплавленного покрытия вступает в реакцию со сварочной ванной и придает шву определенные характеристики. Такой процесс происходит во время горения дуги и после ее затухания, пока формируется новая кристаллическая решетка.
Пространственное положение
Указывает, для каких положения в пространстве предназначены электроды. Игнорирование этой части маркировки приводит к плохому провару, прожогам, повышенному расходу металла на разбрызгивание и каплепадение. Всего существует четыре варианта индекса:
Какие электроды для сварки инвертором лучше

Многие начинающие сварщики задаются вопросом, какие электроды лучше для инвертора. В этой статье мы ответим на данный вопрос, а также приведем наиболее популярные марки сварочных электродов, использующиеся при работе на инверторном аппарате. Бонусом будут идти рекомендации по выбору электродов для начинающих сварщиков.
Содержание
Кратко об инверторах
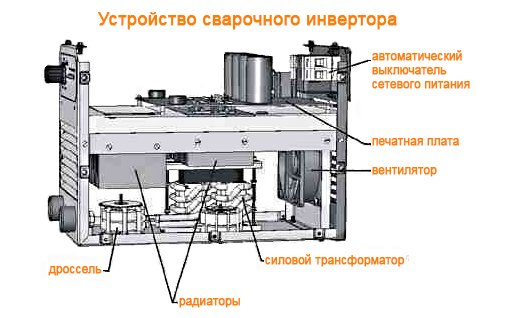
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Сварочные инверторы являются наиболее распространённым типом сварочных аппаратов на массовом рынке. За счет своей универсальности и относительной компактности они практически вытеснили такие аппараты, как трансформаторы и выпрямители. Возможность инвертора выдавать постоянный и переменный ток делает его поистине универсальным. Именно благодаря этому для сварки инвертором подходят все типы покрытых сварочных электродов. А вкупе с небольшими габаритами и высокой мобильностью такой тип оборудования остается вне конкуренции.
На что обратить внимание при выборе электродов для инвертора
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
Назначение электродов
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
- Сварка углеродистых и низколегированных сталей;
- Сварка легированных теплоустойчивых сталей;
- Сварка высоколегированных сталей с особыми свойствами;
- Электродуговая наплавка поверхностных слоев с особыми свойствами;
- Сварка и наплавка чугуна;
- Сварка и наплавка меди и сплавов.
Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Тип покрытия
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении. У нас есть отдельная большая статья о видах покрытия сварочных электродов, их плюсов и минусов.
Основное покрытие
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Рутиловое покрытие
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу. Однако при возможности зачистить участок сварки лучше это сделать. Работают эти расходники как на постоянном, так и на переменном токе. За счет состава обмазки они достаточно легко поджигаются повторно, а в процессе работы образуется относительно мало шлака. При этом отделение шлака не требует значительного механического воздействия.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению. Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
| Толщина стали (мм) | 1,5-2,0 | 3,0 | 4,0-5,0 | 6,0-12,0 | >13 |
| Диаметр электрода (мм) | 2 | 2,5-3 | 3-4 | 4-5 | 5-6 |
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Настройка силы тока
Диаметр электрода (мм)
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока. Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Популярные марки электродов для инверторной сварки
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Популярные электроды с рутиловым покрытием типа Э46

Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46 , МР-3, МР-3С, ОЗС-12 и АНО-21. Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов. В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
В этой группе популярными можно назвать изделия марок УОНИ-13/55 , GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий. УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов. Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Электроды для сварки нержавейки инвертором
Для соединения высоколегированных сталей (нержавейки) используются марки: НЖ-13, ОЗЛ-8, ОЗЛ-6, ЦЛ-11, ЦТ-15, ЭА-400/10, ЭА-395/9. Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Электроды для сварки чугуна
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна. ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Электроды для сварки меди
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Электроды для резки
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Что влияет на качество сварки инвертором
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
- Навыки и опыт сварщика. Именно это является определяющим фактором. Опытный и грамотный сварщик всегда может выполнить качественную сварку с соблюдением всех технологий. Заметьте, что мы написали именно «навыки и опыт», так как существуют виды производств, в которых сварщики выполняют однообразные работы. Например, сварщик, выполняющий на производстве только горизонтальный шов, с большой долей вероятности не сможет выполнить качественный вертикал сверху вниз. Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
- Качество материалов. Это второй определяющий фактор. Электроды для сварки инвертором должны быть качественными. Также они должны правильно храниться, а перед применением прокаливаться согласно рекомендациям, указанным на упаковке.
- Качество оборудования. Инвертор должен быть качественным, способным обеспечивать стабильную работу. Частой проблемой при не качественном оборудовании являются скачки напряжения, невозможность стабилизировать дугу, а также залипание электрода.
Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
- Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
- Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
- Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
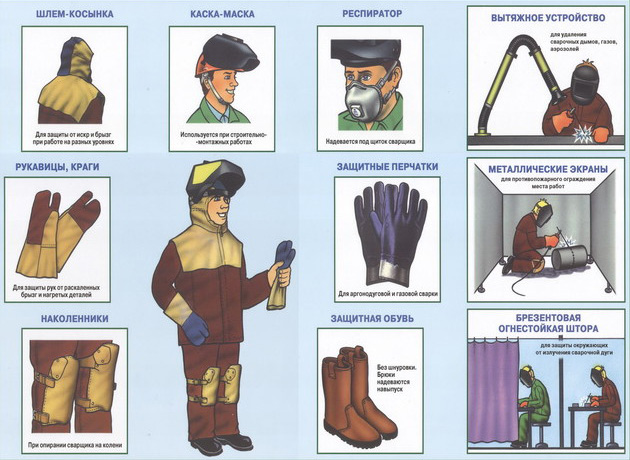
- Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
- Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.
Заключение
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Если Вам понравилась статья, делитесь ей в социальных сетях, вступайте в группу завода сварочных материалов «GOODEL» ВКонтакте, подписывайтесь на Twitter и Instagram.
Читайте также: