Какие электроды для сварки арматуры
Обновлено: 05.07.2024
Поискал - не нашел. СНИПы есть.
Вопрос вот в чем - рекомендуется варить арматуру электродами типа
УОНИ, имеющими высокую ударную вязкость и морозостойкость.
Но кто нибудь разламывал шов от УОНИ? Это же бред! Сплошные пузыри.
Я думал от сырых электродов - оказывается от ржавчины и грязи! Так даже в инструкциях указано. В итоге получаем отвратительного качества шов, заведомо аварийный, зато по СНИПу. Я электродами типа АНО могу
скульптуры варить. Неужто они такие уж неморозоустойчивые и хрупкие?
Шов - сказка. Ломал шов АНО и Уони - не заметил особой разницы в пластичности. И сколько варил катастрофически напряженного АНОшками - без проблем.
Второе. Шов может как закалить, так и отпустить место сварки, может создать и микротрещины. Где найти инструкции касательно марок арматуры?
Третье. Не могу найти СНИПов по сварке арматурных самонесущих балок, каркасов и тп.
Короче говоря - если у кого есть ПРАКТИЧЕСКИЙ опыт подобных работ -
просьба поделиться. Либо литература.
Задача возникла в связи с необходимостью реконструкции и строительства при практическом отсутствии возможности использования
кранов и тп.
Знаете, Вы затронули самую религиозную часть современных представлений об арматурном прокате свариваемость. Я серьезно говорю. Между постсоветскими представлениями о свариваетмости начала 90-х (см. приведенные выше нормативные документы) и современными европейскими огромная разница. Внимательно прочитайте Евронормы-80, и Вы поймете, что свариваемым в Европе считается такой арматурный прокат, из которого можно изготовлять арматурные сетки. Поэтому, если дело касается дядьки (тетки) в суконке и с электрододержателем в руках, то рекомендую, кроме ГОСТ 7581 ничего не использовать. Какая бы реклама современного арматурного проката не звучала, использовать его как свариваемый в понятии ГОСТ 10922 настоятельно не рекомендую.
Поэтому, если дело касается дядьки (тетки) в суконке и с электрододержателем в руках, то рекомендую, кроме ГОСТ 7581 ничего не использовать.
Вероятно, вы имели в виду ГОСТ 5781-82* Сталь горячекатанная для армирования ж.б. конструкций. Технические условия.
Извиняюсь. Очепятался. ГОСТ 5781. 35ГС и 25Г2С имеют тенденцию к подкалу и образованию трещин, но зато не разупрочняются. Так что Вам самим решать, чем пользоваться.
Да, я прочел статейку. Все , в принципе, в пределах логики и ожидаемо.
Особенно очевидна независимость параметров шва , точнее - свойств метелла в зоне термического влияния от предварительной обработки проката. Оно понятно - мы сваркой снимаем напряженность. Отпускаем.
Потом - если сильно перегреть шов, получим вероятность трещин.
Я обычно варю в три захода или чешуйками. Уже на автомате. Ни каких трещин и минимум температурных вопросов.Обязательно делаю галтели, по шву сломать практически невероятно. А то, что металл проката в зоне сварки превращается в исходный материал - это совершенно понятно. Можно было и не экспериментировать.
Короче говоря, строительство как наука находится в зародышевом состоянии и масса очевидых вещей в других специальностях у строителей на уровне эпохальных открытий?
Могу добавить - особо ответственные места хорошо варить нержавейкой. За счет относительно низкой температуры плавления и высокой вязкости шва удается делать удивительные швы, при определеном навыке. Особенно хорошо варятся легированные и углеродистые стали.
Даже инструментальные типа Р6, Р18 даже.
Поехал как то один наш специалист в Алжир. Работал по продвижению там металлопроката (арматурного). Вот зашел разговор о преимуществах того или иного стандарта. Сравнивали французский уровня 80-х годов (несколько напоминает наш ГОСТ 5781) и наши постсоветские. Подчеркиваю, что сравнивали не качество непосредственно проката, а стандарты, т.е. требования к этому прокату. И еще специально не сообщаю стандарты. Это не имеет значение.
Так вот: сразу, как самый весомый аргумент сказали "А наш арматурный прокат свариваемый". На что получили убийственный ответ: "Ну и флаг вам в руки. У нас на стройках запрещено использовать сварку".
Я это к чему. Технология считается безопасной, если ее можно доверить любому сварщику с корочкой. Естественно, априори считаем, что квалификация соответствует тому, на что корочка выдана. Если же сварка превращается в искусство, это уже не совсем то. Вернее- совсем не то.
И исчо: нашел вот у себя фоты сварных соединений после испытаний. Первая: горячекатаный арматурный прокат с разрушением вне места сварки. И вторая: термомеханически упрочненный с разрушением в зоне термического влияния.
Уважаемый Тау Фон, по поводу качества электродов УОНИИ и УОНИ (первые изготавливаются по ГОСТ, вторые по ТУ, разницы практически нет как уверяют производители электродов - вранье полное). Так вот "сплошные пузыри" образуются не только от ржавчины и грязи на арматуре, но и от неправильной прокалки электродов (или отсутствия таковой), а также от ржавчины на металлическом стержне самого электрода плюс несоблюдения рецептуры изготовления электродного покрытия. Правильно изготовленные и прокаленные электроды марки УОНИИ являются "антиводородными" и НЕ образуют никаких "сплошных пузырей". Теперь переходим к АНО.Электроды АНО с рутиловым типом покрытия (УОНИИ с основным) имеют в составе обмазки большое количество раскислителей (больше чем у УОНИИ) поэтому можно варить по ржавчине и грязи, однако, они не обеспечивают глубокого проплавления металла в отличае от основных электродов. Совет простой - варите автоматом (галтели - это очень верно), нет автомата - вяжите.
Посоветуйте из опыта, каким швом (нахлест С23-Рэ, встык С7-Рв) технологичнее и экономичнее лучше сваривать пролетную арматуру в плите (на стройке, не на заводе) в местах стыка. Сварка единственное решение.
Просмотрел все ГОСТы, не нашел информации все таки чем варить арматуру. По примеру таблички 3.2 РД 34.15.132-96 где все расписано какую сталь чем варить. К чему привязаться? К пределу текучести?
Как варить арматуру своими руками
Арматурные стержни используют для упрочнения бетонных фундаментов, монолитных стен, сеток, укладываемых под дорожного полотно. Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах. Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней. У каждого есть свои недостатки и достоинства.

Особенности сваривания арматуры
До горячей обработки следует осуществлять зачистку металла, чтобы в рабочей зоне не было ржавчины, частичек металла. При стыковых соединениях кромки выравнивают резаком.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Сварка арматуры внахлест производится для каркасов, испытывающих небольшую нагрузку на изгиб, кручение
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
Встык
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).

Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
Какими электродами можно заварить арматуру.
Есть арматура и вы не знаете какими электродами заварить. Ну тут все просто. Если у вас обычный сварочный аппарат или инверторный то варим смело электродами "mp" или "АНО-21". Это обычные Электроды для сварки их можно купить в любом строительном магазине. Теперь поговорим о диаметре. Если толщина арматуры свыше 14мм то варим четверочкой (электроды диаметром 4мм). Если толщина меньше, то желательно воспользоваться диаметром электрода в 3мм.
Естественно ток подбираем. Кстати по опыту могу сказать что 50% качество шва зависит от подбора тока. Так что это очень важная часть. По крайней мере я сталкивался только с обычной арматурой и про другие виды сказать не могу. Для меня арматура она и в Африке арматура. Подготовка перед высокой. Что нужно знать. Для соединения стык в стык для больших диаметров нужно снять кромки под 45градусов по кругу. Получится своего рода острый наконечник.
Если на арматуру не будет сильной нагрузки то не обязательно это делать но желательно ведь всякое бывает. Для меньших диаметров считаю бессмысленно делать скосы. И так будет держать. Все зависит от качества сварки. Чем еще сварить арматуру. Можно полуавтоматом можно инвертором, можно аппаратом трансформаторного типа(старые российские большие аппараты постоянного тока). Если вы не нашли нужной информации прошу вас написать об этом и мы постараемся выложить актуальную и нужную для вас информацию. Воспользуйтесь страницей контакты.
Какими электродами варить арматуру для фундамента.
Перед тем как сделать арматурную сетку для фундамента нужно ее подобрать. Сейчас я опишу на примере какими электродами варили ее и укажу все размеры. И так планируется строить дом 10 на 8. Всего армированных сеток на фото 48 (3 по 16 ) штук и они расчитаны на три дома.

Высота фундамента будет 1 метр 10 сантиметров. Ширина одной из сторон 10 метров. Длина арматур 5 метров длинные, и 1.10 короткие( поперечные). Все заготовили приступаем к сварке.

Делаем один шаблон из двенадцатой арматуру. Между ячейками 30 и 40 сантиметров. Электроды я использовал мр-3с от лэз. Хотя рекомендуется использовать Электроды для низкоуглеродистых сталей, и при сварке кстати в фундаменте должен быть только определенный процент.

Положили заварили ничего вроде сложного, а когда начинаешь варить начинает прилипать Электрод и дуга зажигается не очень хорошо, поэтому я рекомендую прибавить тока чуть больше. Сами сетки будут укладывать по пять метров и связывать между собой на расстоянии примерно 20 сантиметров.

Нарезаются эта жеарматура по 20 сантиметров куски с соеденеются две больших сетки.Связывают проволкой с помощью специального крючка. Кто занимается этим профессионально называется вязальщиком , в основном они работают на монолитных домах. Если у вас есть поблизости стройка можете сходить и посмотреть как они это делают, либо найти инфу на ютуб.
Как правильно сваривать арматуру между собой
При строительстве железобетонных конструкций, для увеличения прочности бетона, всегда требуется сборка армирующего каркаса из арматуры. Для ее соединения может применяться сварка арматуры, при которой получается надёжное и долговечное соединение, не уступающее по характеристикам цельному металлическому прутку аналогичного диаметра, если сварное соединение арматуры выполнено по технологии.

Какую арматуру использовать для сварки каркасов?
Для сварки при изготовлении армокаркасов используют горячекатаные прутки марки Ап600С, А800С, Ат1000С, А600С, А500С, А400С и А240, а также холоднодеформированная арматура класса В500С и Вр-1. Сварку проводят электродуговым способом с формированием ванны или внахлест, так как соединения имеют оптимальное соотношение прочности и пластичности, а при нагрузках не деформируются и не лопаются, при условии что сварочные работы выполнены по технологии.

Подходящие по диаметру прутки для дуговой сварки – 10 до 40 мм, подбираются под каждый проект индивидуально в зависимости от требований к прочности конструкции и другим механическим характеристикам. Контактную сварку можно применять для стержней диаметром от 3 до 40 мм, в зависимости от класса используемой арматуры.
При создании арматурных каркасов используют поперечные и продольные элементы. Подбирают их так, чтобы сечение поперечных прутков было меньше, чем у продольных.
Способы соединения арматуры сваркой
Арматура для создания каркасов при бетонировании может быть соединена следующими способами:
- внахлёст;
- встык;
- крестообразным способом.
Внахлёст

Соединение арматуры внахлёст допустимо на тех участках, на которых не предполагаются высокие нагрузки. Способ подходит для соединения прутков одинакового диаметра. Стержни должны быть горизонтально расположенными.
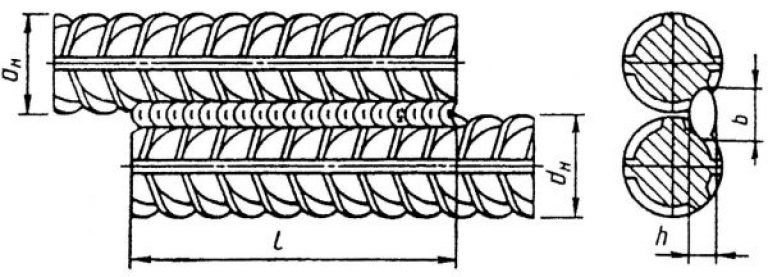
На схеме ниже показано как правильно варить арматуру, также прилагается таблица размеров сварочного шва в зависимости от используемого класса арматуры.


Также соединение внахлест методом сварки, может быть выполнено с помощью парных накладок из арматуры диаметр которой равен свариваемой, со смещением и без. Смотрим схему и таблицу размеров нахлеста арматуры ниже.
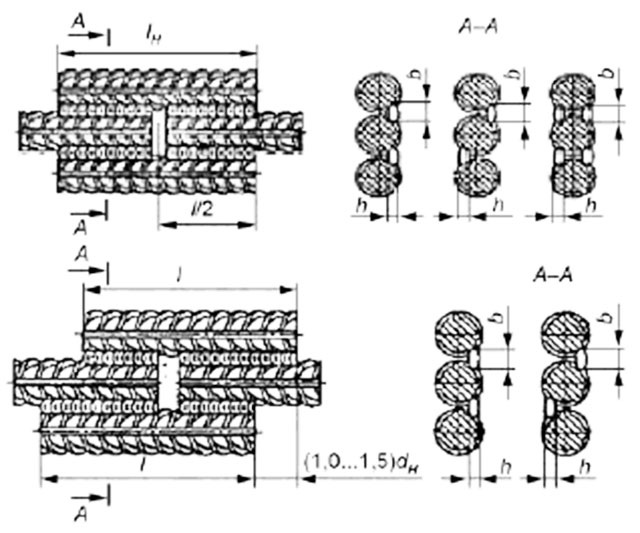

Минимальный диаметр арматуры для сварки дуговым ручным способом нахлесточным соединением, равен 10 мм, а при контактно рельефной 6 мм.
Арматура соединяется встык в том случае, когда её диаметр составляет от 10 до 40 мм. Перед соединением прутки кладутся так, чтобы между ними был небольшой зазор. В районе стыка устанавливаются накладки или U-образная скоба. Это требуется для того, чтобы формировалась ванна металла с заданными характеристиками и в расплав не попадал из воздуха углерод. После завершения сварочных работ накладки снимают. Такой метод называют ванная сварка арматуры, может выполняться непосредственно на строительном объекте, чаще всего применяется при армировании колонн, для стыковки вертикальных стержней.
Данный способ является одним из самых надёжных и позволяющих работать под любым углом. Недостатком считается повышенный расход электродов. Также данные работы требуют от сварщика определённых знаний и мастерства.
В настоящее время чаще всего используют U – образные ванночки, в которых сваривается арматура, смотрим фото ниже.

Крестообразная точечная сварка
Для крестообразного метода используют контактно точечный способ сварки и дуговым фланговыми швами (прихватками), реализуют в вертикальной или горизонтальной позиции.

Контактный тип сварки преимущественно используется в заводских условиях для создания арматурной сетки. Для его реализации необходимы сварочные автоматы. Точечная сварка относится к высокопроизводительным методам, однако для этого требуется использование габаритного оборудования, а также возникнут значительные затраты на электроэнергию.

Для сваривания стальных прутков выполняют зачистку их поверхности, затем зажимают специальными клещами и подают краткий электроимпульс. Точек сварки делают несколько для надёжной фиксации соединяемых деталей.
Как выбрать электроды?
При проведении сварочных работ часто используют следующие типы электродов:
- УОНИ-13/55У. Подходят для сварки с формированием ванны расплавленного металла. Электроды обеспечивают высокое качество сварного шва.
- АНО-21. Используется с инверторами для сварки арматуры прямо по ржавчине без зачистки. Позволяет располагать электрод под любыми углами к свариваемой поверхности.
- ТМУ-21У. Применяют для дуговой сварки ответственных конструкций. Специальная обмазка гарантирует отсутствие разбрызгивания расплавленного металла, а также стабильное горение дуги. Шлак отделяется без проблем.
- УОНИ-13/45. Используются исключительно для арматурных прутков, выполненных из низколегированной или углеродистой стали. Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается.
- ОЗС-12. Самый лучший выбор, если требуется создать сварочный шов с равномерной структурой без пор, шлаков и окислений.
Опытные сварщики 5 разряда могут самостоятельно выбрать оптимальный электрод для создания шва, который полностью будет соответствовать требованиям по эксплуатации конструкции. Но чаще всего в проекте есть предписания с требованиями к сварному шву и виду используемого электрода.
Диаметр прутков выбирается так:
По маркировке осуществлять подбор можно так:
- «Н» – для наплавки металла;
- «У» – для сплавов с низким содержанием углерода;
- «Т» – для легированных сталей с повышенной термостойкостью;
- «Э» – универсальные электроды, предназначенные для создания пластичных швов.
Технология сварки
Сварка арматуры выполняется в такой последовательности:
- Прутки срезают болгаркой или на гильотине до требуемой длины.
- С поверхности удаляют грязь, концы на расстояние примерно 30-40 мм зачищают наждачной бумагой или специальной насадкой-щёткой по металлу для болгарки.
- Арматуру устанавливают в её основное положение, которое определено по проекту. Максимальное отклонение от расчётов не должно превышать 5%. Зазор между торцами должен быть от 1,5 до 2-х диаметров сечения прутков.
- На прутки в месте стыка надеваются накладки или скобы. Они предназначены для исключения случаев расплёскивания расплавленного металла. Обычно это графитовые или керамические многоразовые накладки. Фиксация выполняется на струбцину или при помощи обвязочной проволоки.
- В случае использования металлических накладок их предварительно прихватывают к арматуре.
- Электродом чиркают по одному из арматурных прутков, немного подплавляя. Затем проводят быстро между двумя соединяемыми стержнями до тех пор, пока не образуется расплавленная ванна. Если электроды прилипают, то нужно увеличить ток, а если прожигают – использовать стержень меньшей толщины или снизить ток.
- Ожидают, пока шов охладится до температуры окружающей среды.
После завершения сварочных работ в обязательном порядке требуется проверка качества шва. Для этого проводят внешний осмотр и выявляют визуально дефекты: трещины, раковины, сколы, подрезы, непровары и т. д. После этого аккуратным простукиванием молотком по шву проверяют его на прочность. Для ответственных конструкций используется гамма-дефектоскопия – самый эффективный и точный метод обнаружения недостатков сварных соединений.
Какие меры предосторожности предпринять?
При проведении сварочных работ в обязательном порядке требуется использовать средства индивидуальной защиты: краги, маску, специальную одежду. При использовании электросварки нужно оборудование надёжно заземлять, особенно, если сварка проводится при повышенной влажности воздуха.

При сваривании арматуры на высоте рекомендуется следовать ряду правил техники безопасности:
- Для удобства доступа к конструкции использовать леса, подмости, люльки, лестницы, ограждённые площадки с настилом из негорючих материалов.
- Если установка перечисленных конструкций невозможна, то в таком случае можно использовать закреплённые элементы в качестве опоры, но со страховкой, если высота более 1,5 от поверхности земли.
- При сваривании ярусных объектов, нужно, чтобы были ограждения: щиты и настилы.
- Оснастка должна защищать от разбрызгивания металла.
- Работы на высоте должны быть прекращены при сильном ветре более 6 баллов и в случае образования наледи, а также, если температура воздуха опустится ниже -30°С.
Кроме того, сварщик должен иметь допуск к высотным работам, подтверждённый соответствующим сертификатом.
Сварка арматуры позволяет создавать надёжные и долговечные каркасы для армирования бетона, которые способны выдерживать необходимые нагрузки. Реализация осуществляется на основе выбора подходящего метода, соответствующего предъявляемым требованиям. По прочности армирующего каркаса сварка превосходит вязку арматуры, однако такая технология требует привлечения сертифицированного специалиста и инструмента.
Читайте также: