Какие есть электроды для сварки
Обновлено: 05.05.2024

Электросварка с помощью инверторного аппарата прочно вошла в сферу долговечного скрепления металлоконструкций. Однако применение такого оборудования подразумевает использование специальных электродов. Разберем подробно, какие электроды лучше использовать для инверторной сварки, как правильно их выбрать с учетом назначения, типа покрытия, диаметра и других параметров, какие факторы в первую очередь влияют на качество сварного соединения данным способом, как выглядит ТОП лучших электродов, а также что нужно учитывать начинающему сварщику.
Особенности инверторной сварки
Инверторные сварочные аппараты широко распространены и востребованы как в среде профессионалов, так и у кустарщиков, так и у новичков. Все дело в универсальности характеристик выдаваемого тока (постоянного и переменного), компактности и мобильности оборудования. При этом существуют модели, подключаемые и к двум, и к трем фазам.
Чтобы получить представление о том, какие преимущества дает сварка с данным типом аппарата, прежде всего нужно знать, что такое сварочные электроды для инвертора, как выбрать необходимую их модификацию для конкретного случая применения. Универсальность технологии позволяет использовать любые виды электродов с покрытием. Однако для различных условий требуются определенные типы покрытия, диаметр и характеристики тока.
В целом, новички предпочитают инверторную сварку аналогам с выпрямителями или трансформаторами по причине доступности технологии, понятности и быстроты освоения техники, кустарей – привлекает доступность широкого спектра разнообразных сварочных работ, профессионалы – отдают предпочтение в силу надежности, стабильности и долговечности соединительного шва.
Полезная информация! Только на первый взгляд может показаться, что электроды – неприхотливый в хранении расходный материал. В действительности от того, насколько строго соблюдались условия их содержания, будет зависеть качество сварочных работ. Например, согласно требованиям Государственного стандарта, температура окружающей среды в помещении для длительного их хранения не должна опускаться ниже 15 о С.
Электрод, свойства, назначение
Сварочный электрод – это отрезок металлического стержня, покрытого протекционным слоем. Когда возникает вопрос, как выбрать электроды для сварки, в первую очередь рассматривается его тип, материал сердечника и покрытия. По первому признаку они разделяются на две категории:
- Подверженные расплавлению в ходе сварочных работ. Изготавливаются из специальной проволоки. Применяются для цветных и стальных сплавов от малой до средней глубины шва.
- Не плавящиеся. Это углеродные, графитовые или вольфрамовые электроды. Предназначается для сварки титана, алюминия, магния, меди и др. металлов. Применяются в газодуговой технологии.
Современные широкодоступные лучшие электроды для инверторной сварки относятся прежде всего к первой категории. Процесс сварочной технологии характеризуется расплавлением как материала самого сердечника, так и его покрытия под действием высокотемпературной плазменной дуги. Образуемые в результате испарения обмазки газы препятствуют окислению раскаленного металла и способствуют образованию качественного долговечного сварного шва с поверхностной защитной пленкой.
Обратите внимание! Степень увлажненности материала покрытия имеет первостепенное значение для процесса сварки. Сырые электроды будут плохо зажигаться. В результате шов будет неравномерным и некачественным. Не улучшит их состояние даже сушка в специальных условиях. Единственное средство для сохранения их в первоначально сухом состоянии – это надежная герметичная упаковка.

Критерии выбора электрода
Подробное рассмотрение основных технических характеристик, позволяет решить вопрос о том, как выбрать электроды для сварки инвертором. Это прежде всего следующий ряд важных параметров:
- Вид свариваемого материала.
- Разновидность поверхностного нанесения.
- Диаметр.
Разберем их более детально.
Разновидность металла
Первое, с чем сталкивается сварщик при подборе расходных материалов, это решение вопроса о том, какие лучше всего подходят электроды для инвертора – как выбрать их, исходя из типа металла, который необходимо заварить. Согласно номенклатуре Государственного стандарта, по данной характеристике они делятся на следующие категории:
- Стальные сплавы с высоким содержанием углерода и низколегированные.
- Теплоустойчивая легированная сталь.
- Сталь, высоколегированная со специфическими свойствами.
- Создание поверхностного слоя путем электродуговой наплавки.
- Чугун (сварные и наплавные работы).
- Медь, алюминий и их сплавы.
- Универсальные – для обработки сплавов неопределенного состава.
Рекомендация! Подбор электрода по применению, то есть типу свариваемого материала, позволяет избежать грубых ошибок. К примеру, если выполнить сварку деталей из нержавейки с помощью варианта для черных металлов, впоследствии шов будет разрушаться под действием коррозионных процессов.

Разновидности покрытия
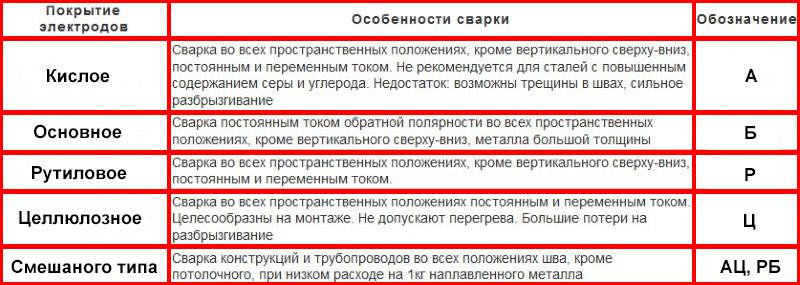
По типу вещества, покрывающего металлический сердечник, электроды разделяются на 5 видов:
- Основные.
- Рутиловые.
- Целлюлозные.
- Кислые.
- Смешанные.
Наиболее востребованными из них являются первые два. Требования к сварному шву по прочности на разрыв, ударная вязкость, максимальная текучесть и другие характеристики определяют, какие электроды лучше для сварки. Основные, также как и целлюлозные, применяются только на постоянном токе и в местах, где шов подвергается особым воздействиям.
Поэтому он должен быть прочным, одновременно эластичным и стойким к ударам, выдерживать перепады температуры и не подвергаться коррозии. Электроды подобного типа в ходе изготовления прокаливаются. При этом металлические изделия, подвергающиеся свариванию с их помощью, обязательно защищаются от следов ржавчины, пыли и загрязнений.
Рутиловые и кислые покрытия одинаково эффективно работают и на постоянном, и на переменном токе. Они обеспечивают качественный шов даже если заготовки будут окислены или покрыты ржавчиной. Другой важной их особенностью является легкий розжиг и образование малого остатка при горении – даже при холостом значении напряжения.
Расходники такого типа часто рекомендуются для работы начинающим сварщикам. Однако кислое покрытие достаточно ядовито. Работать с ними можно либо на улице, либо в помещении при хорошем проветривании или вентиляции. В тоже время, рутиловые аналоги нетоксичны и рекомендованы для работы в замкнутых помещениях и плохо доступных местах.
Диаметр
Выбор электродов для сварки инвертором по диаметру определяется толщиной обрабатываемой заготовки по следующей закономерности:
| Диаметр Электрода (мм) | Толщина заготовки (мм) |
| До 2 | До 2 |
| 2-3 | 3 |
| 3-4 | 4-5 |
| 4-5 | 6-12 |
| 5-6 | Свыше 12 |
Чем толще слой свариваемого металла, тем больше должен быть по диаметру электрод, и тем выше должно быть значение силы тока, выдаваемой сварочным оборудованием. К примеру, если для 2-миллиметрового экземпляра достаточно в среднем 50 А, то для 3-мм-го понадобятся уже 80 А, а для 4-мм-го – порядка 120-140 А и т. д. Как правило, задаваемые электротехнические параметры указаны на заводской упаковке изделия.
Полезная информация! На каждый 1 мм диаметра сердечника в среднем прибавляется по 25-40 А. Эта величина прибавки силы тока аппарата во многом зависит от техники сварки. При безотрывном способе его значение минимально, а при отрывном – максимально.
Факторы, определяющие качество соединения
Для создания качественного сварного соединения недостаточно знать, чем различаются электроды для сварки инвертором, какие лучше выбрать для конкретных условий применения. Необходимо также иметь представление о том, что влияет на результат сварных работ. Это в первую очередь следующий ряд факторов:
- Профессионализм сварщика.
- Техническое состояние расходников.
- Исправность аппарата.
Первый фактор является основным и определяющим. Так как неумелый и неопытный специалист не сможет сделать качественного соединения даже при соблюдении всех правил подбора условий, подготовки материалов и расходников. Профессиональный сварщик должен иметь достаточный опыт работы с разными электродами, материалами, типами швов, чтобы выполнить по-настоящему качественное соединение.
Сами применяемые электроды должны находиться в исправном состоянии – без сколов покрытия и не увлажненными. По умолчанию, они должны быть правильно подобраны по диаметру, виду обмазки и материалу свариваемых заготовок. Кроме того, оборудование должно быть полностью исправным. В противном случае если аппарат не будет работать стабильно, качество созданного шва будет оставлять желать лучше, и ход работы не будет отвечать технологическим требованиям из-за постоянного залипания.

Рекомендации сварщикам-новичкам
Для того чтобы стать профессиональным сварщиком, а также чтобы провести подсобно-сварные работы в быту, недостаточно просто знать, какие электроды выбрать для начинающих. Нужно также иметь общее представление о данной сфере и действующих в ней следующих правилах:
- Начинать осваивать сварочные работы необходимо с рутиловых электродов. Они не выделяют вредных газов при работе, идеально легко зажигаются, хорошо функционируют при дуге средней интенсивности и предоставляют возможность беспрепятственно контролировать и наблюдать за сварочной ванной.
- Правильно задавать электропараметры аппарата – прежде всего полярность и значение силы тока. Например, при постоянном токе и прямой полярности заготовка должна подключаться к плюсовой клемме, электрод – к отрицательной. При обратно направленной полярности – наоборот. Сила тока должна соответствовать требованиям производителя.
- Пред началом проведения основных работ необходимо потратить время и набить руку в тренировке на ненужных отрезках из металла, аналогичного по типу заготовке.
- Лучший способ улучшить качество работ – регулярно повышать опыт с разными расходниками и материалами, проходить профессиональные курсы и проч.
Совет! Электросварочные мероприятия несут потенциальную угрозу как самому сварщику, так и окружающим. Поэтому проводить их необходимо с соблюдением техники безопасности и в защитной спецодежде.
Видео описание
Видеоролик о правильном выборе электродов для инвертора:
ТОП лучших электродов
Оптимальное решение вопроса о том, какие электроды лучше для инвертора – Ресанта 220 В модели МР-3. Благодаря рутиловому покрытию обеспечивается стабильность дуги, легкий розжиг, минимальное разбрызгивание, прочность и не подверженность шва разрушению микропорами и трещинами. Как правило, такой расходник применяется для обычных сталей толщиной 3-4 мм.
В категории самых широко востребованных электродов с основным покрытием лидируют следующие экземпляры:
- ESAB УОНИИ 13/55. Применяются для сварки стальных деталей из низколегированных и низкоуглеродистых сплавов. Поперечник сердечника варьируется от 2 до 5 мм, что позволяет соединять заготовки до 8 мм толщиной.
- Lincoln Electric УОНИ 13/55. Электроды с максимальной эксплуатационной нагрузкой. Диаметр 4 мм. Способны сваривать при низкой температуре – до -40 град. и высокой влажности воздуха. Предназначены для легированных, углеродистых и арматурных сталей.
- PlasmaTec Monolith ЦЧ-4. Применяется преимущественно для тонколистового материала, например, для различных емкостей и трубопроводов. При диаметре сердечника 3 мм обеспечивает качественный аккуратный шов.
Смотрите на видео тестирование электродов для инвертора:
В категории рутиловых электродов в списке лидеров выделяются:
- Wester МР-3. Поперечник 3 мм. Применяется для стали с низким включением в составе углерода. Варит даже на грязной и ржавой поверхности.
- Quattro Elementi 770-414. Вольфрамовый стержень поперечником 2 мм. Предназначается для сварки тонкого металла, например, для ремонта автокузовов.
- СВЭЛ МР-3C. Сердечник диаметром 3 мм. Предназначается для сварки деталей толщиной до 4 мм в плохо доступных областях.
Совет! Подключать «+» и «-» можно по-разному – тот и другой к детали или электроду. Различие в том, что направление потока электронов всегда идет от минусового края к плюсовому. Поэтому тот, который подсоединен к положительному полюсу, будет нагреваться. Это правило актуально, когда массивность заготовки и электрода сильно разнится. Например, если лист толщиной 2 мм сваривается 4 мм электродом, то он может просто прогореть. Поэтому «+» лучше подключать к инструменту. С другой стороны, если толщина заготовки будет 5 мм и больше, то наоборот. Так как прогрев массы детали усилится и шов получится более глубоким и прочным.
Видео о выборе электродов и параметров для инвертора:

Коротко о главном
Инверторная сварка отличается стабильностью, надежностью и легкостью в освоении технологии. Поэтому она востребована как у начинающих, так и у профессионалов. В решении же вопроса о том, какой электрод выбрать для сварки инвертором, в первую очередь учитываются его технические характеристики:
- Разновидность свариваемого металла.
- Вид покрытия.
- Диаметр.
По типу поверхности электроды бывают основными, рутиловыми, целлюлозными, кислыми и смешанными. Чаще всего применяются первые две разновидности. По диаметру электроды должны быть тем больше, чем больше в толщину свариваемые заготовки. Качество шва зависит не только от правильности подбора по условиям и параметрам расходников и материалов, но также от профессионализма сварщика.
Маркировка электродов для ручной дуговой сварки: расшифровка

Для работы с ручными сварочными аппаратами нужны электроды. Знания об электродуговых аппаратах, маркировке материалов и других особенностях выполнения работ пригодятся как новичку, так и опытному мастеру. Электроды считаются немного сложными для изучения. С целью облегчения образовательного процесса придумана специальная классификация.
Назначение и состав электродов
Сегодня электроды можно выбирать под разные задачи. Учитываются при подборе:
- вид свариваемой конструкции;
- особенности шва;
- материал;
- другие вспомогательные параметры.
Расшифровка обозначений электродов.
Ниже расскажем о классификации электродных элементов, их назначении и свойствах.
Предназначение металлического стержня - наплавление свариваемого материала на конкретное место, где производится соединение заготовки. Основная часть электрода служит для проведения через себя тока. Конец расходника под воздействием повышенной температуры сварочной дуги расплавляется. В момент плавления окончания электрода образуется совместно с расплавленной конструкцией целостное изделие.
Из чего состоит плавящийся электрод
Сварочный электрод имеет простое строение. Главная его составляющая – стержень, с наружной стороны сделано специальное покрытие. Конец, который плавится и контактирует со свариваемым материалом, сделан без обмазки.
Тип стержней и расшифровка маркировки электродов
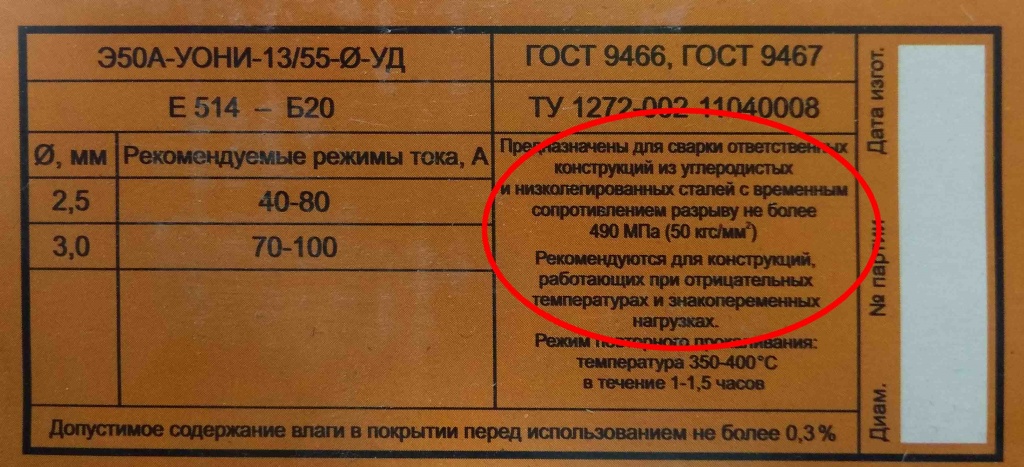
На любой таре, в которую упакованы сварочные стержни, присутствует буквенно-цифровая кодировка, например: Э50А-УОНИ – 13/55 – 5,0 – УД / Е514 (4) – Б20
Электроды, их маркировка
Первые цифры обозначения на нашем показательном примере указывают на вид стержня. Э50А – расходники, которыми можно работать при сварке стальных армированного и неармированного металла. Для облегчения понимания аббревиатуры, рекомендуется разбить ее на составляющие:
- Э – стержень используется для сварки на дуговом аппарате.
- 50 – предельное значение крепости соединения.
В нашем образце этот параметр 50 кгс на 1 кв. мм.
- А – стык имеет нагрузочную вязкостью и хорошую гибкость.
Из данного образца понятно, что разобраться с расшифровкой электродов можно, ее нельзя считать сложной задачей. Если под рукой будет объяснение что означают цифровые и буквенные знаки, разберется любой новичок.
Сварочные стержни: виды и характеристики
Для работы с армированными изделиями, нужны стержни, имеющие кодировку «Э» и коды твердости, указанные цифрами: 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
В том случае, когда нужно соединить стойкие к термическому воздействию виды стальных изделий, пользуются расходниками с кодировкой Э-09 и Э-10. Для сварки высоколегированного металла подходят много видов электродов, их число больше 40. Чаще остальных выбирают: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НМФ.
Для соединения материалов с заранее известными характеристиками используются электроды: Э-10Г2, Э-12Г4, Э-10Г3, Э-16Г2ХМ, Э-15Г5, Э-30Г2ХМ, общее число видов – 38.
Как распознать тип электродов и понять для чего они применяются?!
Расшифровка сварочных электродов
В показательном примере есть кодировка УОНИ – 13/55, которая характеризует марку электрода. Она подробно раскрыта в разделе ГОСТа. Иногда встречается запатентованное производителем обозначение. Таким способом промаркирована продукция группы «ОК» от производственного бренда ESAB.
Диаметр стержня
При расшифровке маркировки электродов можно встретить цифровые обозначения, показывающие сечение расходника в мм. В указанном образце данный параметр – 5 мм. Ориентируясь на это значение, надо знать важное обстоятельство: чем больше толщина свариваемого материала, тем выше должен быть и это параметр.
Назначение
В показательном образце буква «У», размещенная практически в конце маркировки, говорит о выборе расходника, подходящего для сварочных работ с конструкциями из неармированного стального сырья, имеющего предельную величину по твердости около 60 кгс на 1 мм2. Когда необходимо работать с металлической продукцией с иными параметрами, то надо использовать иные символы, например, «Л». Другие литера:
- «В» используется для сварочных работ на заготовках, характеризующихся необычными качествами.
- «Н» - для наплавления.
Буква «Т» указывает на то, что стержни подходят для сваривания теплоустойчивых металлических изделий.
Параметр плотности покрытия
Следующий после У – буквенный код Д, расположенный в показательном образце, указывает насколько толстым сделан обмазочный слой. В нашем случае эта прослойка имеет достаточно большую толщину. Кроме Д, электроды имеют и прочие буквы: «М» - несильно толстая поверхность, ближе к тонкому, «С» - средней величины, «Г» - внушительная толщина.

Группировка индексов
Незнание принципа расшифровки всех электродов часто становится препятствием в работе для непрофессионалов. Маркировка действительно сложная, поскольку много кодов предоставляют информацию одновременно. Важно знать то, что аналогичная комбинация цифр присутствует на упаковке электродов, которые предназначены для сварки заготовок из высоколегированной стали.
Перейдем к расшифровке следующих символов, которые обозначают:
- 5 – стойкость стыка к коррозионному разрушению;
- 1 – температура по максимальному значению.
В данном случае это рабочий параметр. Именно для показа предельного значения указывается прочность стыка при сильном нагреве.
- 4 – температурная величина стыка (рабочая);
- (4) – число ферритовой стадии в стыке.
Здесь заложен принцип прямолинейной взаимозависимости: чем числовая величина больше в маркировке, тем более значимый действительный параметр. На рисунке показаны в табличном виде зависимые факторы.
Стержни, предназначенные для наплавки, содержат большой блок индексных групп. К привычной комбинации, которая состоит из трех - четырех цифровых кодов через (/) добавляется сочетание символов, разделенных друг от друга чертой. Например: Е200/22-1. Первый код 200/22 дает информацию о крепости заготовки, по ним допускается проводить сварку по наплавлению. Другая цифра (1) – прочность металла, которая создается без воздействия повышенных температур. При замене в маркировке цифры 1 на код 2 означает, что твердость получится создать лишь после обработки изделия при повышенной температуре.
Специфические коды
Существует одна разновидность зарубежной маркировки. Она входит в группировку индексов, однако располагается отдельно, показывает вид стержней. В нашем примере код «Е» – плавящийся материал, имеющий покрытие.

В маркировке стержней данный код расположен в конце строки. Это параметр показан знаком, означающим:
- «А» - кислотные;
- «Б» - имеющие основное покрытие;
- «Р» - поверхность из минерала рутила;
- «Ц» - целлюлозной обмазкой;
- «П» - другое.
Частенько попадаются комбинации различных букв. Говорит о том, что это комбинированное покрытие. Прочие кодировки расшифровываются таким образом:
- «РЦ» - минерал (рутил) и целлюлоза.
- «Ж» - содержится в составе добавка в виде порошка желтоватого оттенка.
Если комбинация из 2-х кодов – «БЖ», то показывает, что в главное покрытие добавлено порошковое вещество желтого цвета.
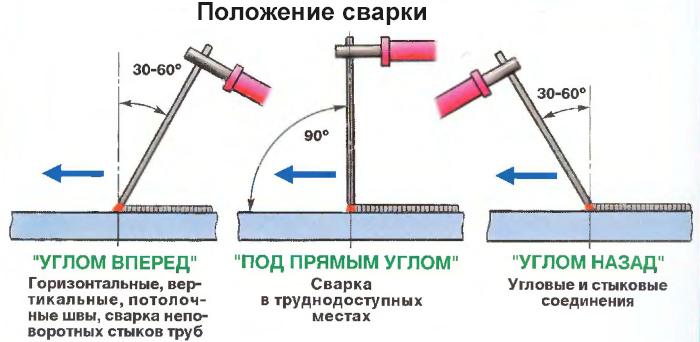
Положение в пространстве
Сварочные стержни разделяются на определенные виды. Конкретный из них используется для сварки в собственной позиции в пространстве. В показательном образце предпоследний цифровой код 2 означает, что с электродом можно использовать в любом положении, кроме как по вертикали.
- «1» универсальность;
- «3» допускается сваривать на заготовке по вертикали, если удерживать стержень по горизонтали;
- «4» сварка нижних углов изделий.
Таким способом маркируются как отечественные электроды, так и зарубежные.
Параметры сварочного тока
Знаки можно встретить не всегда, особенно при применении переменного тока. В нашем примере последняя цифра «0» означает, что допускается работать на постоянном значении тока, только при условии обратной полярности.

Производители сварочных электродов
На российском рынке расходных материалов представлен широкий выбор электродов, выпускающихся отечественными производителями. Технологические мощности производств позволяет закрыть потребности физических лиц и предприятий различной сферы деятельности.
Российские изготовители электродов делятся на 3 категории:
- Крупные производства, которые снабжают материалами основную часть покупателей.
- Заводы класса «импорт».
- Предприятия малого бизнеса, изготавливающие продукцию для удовлетворения собственных потребностей.
Перечислим несколько производственных компаний, выпускающих электроды:
Современное предприятие, производящее широкий диапазон продукции с покрытием.
Сварочные материалы выпускают в соответствии с госстандартами, изделия сертифицированы.
Изготавливает универсальные сварочные электроды.
Продукция российских производителей востребована в различных сферах деятельности, активно покупается не только в магазинах нашей страны, но и за рубежом.
Расшифровка сварочных электродов.
Какие стержни подходят для сварочных работ в быту
Видео, где представлена полная информация о подборе расходников для начинающих сварщиков:
Виды сварочных материалов
Электроды, использующиеся в работах с дуговой ручной сваркой, делятся на:
Производятся из разных видов материалов, отличающихся тугоплавкостью: вольфрам, графит, уголь. Предназначены для розжига и сохранения сварочной дуги. Места соединения заготовок заполняются присадками, созданными при помощи ручного поднесения расходника, который плавится.
Этот вид электрода расплавляется в процессе сварочных действий на поверхности конструкции. Производится из стали, чугуна, меди или другого металла. Конкретный вид сырья зависит от материала. Стержень выполняет функцию присадки, а также играет роль катода или анода. Бывают электроды покрытыми и непокрытыми.
По параметрам сварочного тока
Стержни сечением 4 мм. выбираются для сварки на простых сварочных устройствах. Их также применяют на наиболее производительных и мощных агрегатах.
Длина данного расходника – 35 и 45 см. Подходят для сварки тонких заготовок до 1 см. Функционируют на силе тока – 220А. Сварочными расходниками сечением от 5 до 12 мм. пользуются только в сварочных работах при наличии дополнительного освещения, созданного за счет мощных осветительных установок.

Заключение
Маркировка электродов важна для понимания их назначения и правильного выбора стержней для сварки. Они разные, зависят от заготовки. Несмотря на сложность, разобраться в них можно. Надеемся, что информация данной статьи в этом вам поможет.
Выбираем сварочные электроды: виды и назначение
Сварка металлов — это основной метод соединения металлических деталей в строительстве, машиностроении, производстве судов и транспортных средств. Она применяется практически во всех сферах промышленного производства и в быту. Главный расходный материал, от которого зависит качество соединений — сварочный электрод.
Возможно Вам нужно:

Электроды АНО-4, d=3,25 мм СпецЭлектрод (5 кг)

Электроды МР-3, d=4,0 мм СпецЭлектрод (5 кг)

Электроды УОНИ-13/55, d=4,0 мм СпецЭлектрод (5 кг)
Виды и назначение сварочных электродов
С помощью сварки можно:
- соединять металлические детали;
- изготавливать металлические конструкции любых размеров;
- резать металл;
- устранять трещины;
- прорезать круглые и фасонные отверстия;
- наплавлять металл для восстановления мест износа;
- выполнять ремонт и другие виды работ.

Промышленность производит множество видов электродов, их около двух сотен. Каждый из них наиболее эффективен в ограниченных рамках характеристик этих работ, поэтому выбор электродов для сварки является весьма ответственным этапом. Делать его следует после тщательного изучения темы либо с помощью специалистов.
Критериями выбора электродов служат конструктивные параметры, характеристики и назначение, указываемое производителем изделий. Основными из них являются:
- марка электрода;
- назначение;
- диаметр сердечника;
- тип обмазки электрода;
- длина электрода;
- величина рабочей силы тока;
- род тока и полярность подключения;
- состав центрального стержня;
- положение сварки;
- особые технологические характеристики процесса сварки.
Назначение
В марке электрода, как правило, зашифровано его назначение. Например, изделия типов:

- УОНИ — предназначены для сварки деталей при низких температурах;
- АНО-21 — для выполнения работ с тонкими (до 4 мм) деталями, эксплуатируемых под небольшими давлениями;
- МР-3С — для сварки деталей из проката и среднеуглеродистых сталей толщиной до 20 мм;
- ЛЭЗ — для наплавки изношенных деталей;
- недорогие электроды ОЗС-12 универсального применения рекомендованы для сваривания углеродистых сталей, отличаются простотой применения;
- рутиловые изделия марки АНО-4 применяют для сварки низколегированных и низкоуглеродных сталей; работают и на постоянном, и на переменном токах; хорошо варят загрязнённый ржавчиной металл, обладают устойчивым горением дуги, легко очищаются от шлака.
Специалисты различают электроды для сварки, прихватки, наплавки и резки. Большим спросом пользуются универсальные изделия, с которые экономится много времени при выполнении разнородных работ.
Диаметр
Выбор диаметра электрода (сердечника) определяется толщиной свариваемых деталей и величиной максимального тока применяемого сварочного аппарата. Чем они выше, тем более толстыми могут быть соединяемые элементы.
Все три параметра находятся в зависимости друг от друга. Их значения указаны в специальных таблицах, которыми удобно пользоваться перед работой и закупкой электродов. Так, для деталей толщиной 3-4 мм нужно использовать электроды диаметром 3 мм с регулировкой рабочего тока в пределах 80-160 А.

Обмазка электродов
Обмазка сердечника — это твёрдый состав, своеобразный флюс, предназначенный для защиты металла расплава от вредного воздействия кислорода, при попадании которого в жидкий металл образуются окислы, ухудшающие качество соединения.
Другая функция обмазки — термоизоляция расплава для задержки времени затвердевания (чтобы из него успели выйти вредные газовые и неметаллические включения). В современных электродах используют несколько видов обмазки. Главными являются основная (в маркировке электродов обозначается буквой «Б») и рутиловая (буква «Р»).
Основная обмазка
Известно, что в её состав входят соли кальция — карбонат и фторид. Её преимуществом считается небольшое содержание водорода. Характерными представителями электродов с основной обмазкой являются изделия УОНИ. Их покрытие обеспечивает получение высококачественного шва – как по внешнему виду, так и по техническим показателям: пластичности, прочности, ударной вязкости.
Электроды не образуют внутри шва кристаллические трещины, поэтому рекомендуются специалистами для ответственных сварочных операций и для изделий, эксплуатируемых в суровых климатических условиях. Их можно применять при сварке в любом положении, кроме вертикального.
Рутиловая обмазка
Рутил — это диоксид титана. Кроме него, в обмазке присутствуют кремний и кислород.
Рутиловое покрытие характеризуется следующими свойствами:
- образование качественного шва при любом пространственном положении электрода;
- стабильное горение дуги;
- минимальное разбрызгивание расплава и обмазки;
- возможность сварки как на постоянном, так и на переменном токах;
- возможность сварки ржавых и грязных деталей;
- быстрый и лёгкий розжиг электрода;
- лёгкое отхождение шлака.
Длина
Длина электродов колеблется в диапазоне 30-50 см. Чем длиннее изделие, тем больше время работы без его замены. Иногда это имеет весомое значение, например, при выполнении длинного шва высокого качества. Короткие электроды могут быть более удобны в труднодоступных местах.
Источник тока
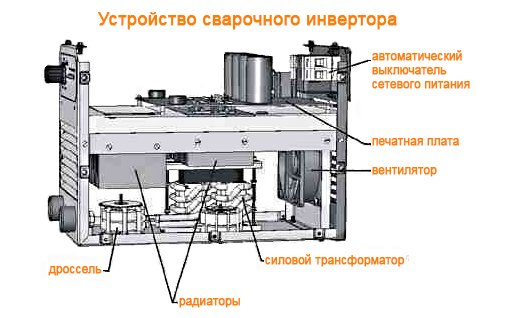
Для сварки металлов электродами используют сварочные трансформаторы, выпрямители, инверторы и другие устройства, работающие в режиме ручной дуговой сварки. Инвертор получил широкое применение благодаря компактности, небольшому весу и широким возможностям.
Он обеспечивает работу как на постоянном, так и на переменном токе, а малый вес его объясняется тем, что трансформация напряжения выполняется на частоте не в 50 Гц, а в 100 кГц, для которой размеры и масса сердечника трансформатора уменьшается на порядок.
При сварке на постоянном токе имеет значение полярность подключения. При прямой полярности массу (сварочную деталь) подключают к «+» источника, а держак с электродом – к «-». При обратной полярности — наоборот. На прямой полярности можно сваривать тонкие детали, а на обратной – массивные.
При выборе электродов с помощью таблицы и данных о сварочном аппарате можно определить, сможет ли источник обеспечить требуемую величину тока.
Состав стержня
Материал стержня должен подходить для сварки конкретного металла, поэтому стоит строго следовать соответствующим указаниям производителя изделий.
Положение сварки
Пространственное положение электрода также входит в его маркировку. Цифрой 1 обозначают электроды, для сварки которыми используется только нижнее положение детали (электрод сверху).
Цифрой 2 маркируют изделия, применяемые при горизонтальном или вертикальном расположении шва (потолочное исключается).
Цифра 3 применяется для потолочных электродов (электрод упирается в деталь снизу). Эти маркировки сварщик должен принимать во внимание во избежание получения некачественного шва или травмы.
Прокаливание электродов
Обмазка электродов требует герметичности при хранении, однако это условие повсеместно не выполняется. Острые края стержней, как правило, нарушают герметичность полиэтиленовой упаковки уже при первой перекладке пачек. Таким образом, к моменту покупки электроды оказываются напитанными излишней атмосферной влагой.
В таком состоянии из-за опасности получения некачественного шва и возможности слишком сильного разбрызгивания металла сварку ими производить нельзя. Нужно высушить электроды. Производитель даёт чёткие рекомендации относительно параметров процесса, устанавливая время сушки и предельную температуру. Она обычно не превышает 260 ºС.
Как установить качество электродов при покупке?
Лучшим вариантом будет опробование нескольких электродов из приобретаемой партии в рабочем процессе сварки. Если это невозможно, нужно обратить внимание на следующие факторы:
- срок годности изделий;
- название компании-производителя (для опытных сварщиков это важная информация);
- качество обмазки в части равномерности толщины нанесения вокруг стержня, отсутствие крошения.
Если при опробовании появляются признаки излишней влажности, следует просушить электроды и провести проверку повторно.
Чтобы сварка деталей была выполнена по всем правилам нормативов, а качество шва не подвергалось критике, крайне важно хорошо изучить сварочные технологии. Выбор типа электрода — это составная часть этих знаний, которые нужно постоянно пополнять и совершенствовать.
Как выбрать электроды для сварки

Правильный выбор сварочных электродов – залог успешно выполненной сварки. Чтобы облегчить процесс подбора, и лучше понимать какие сварочные электроды выбрать мы подготовили эту статью. В статье мы рассмотрим основные критерии выбора электродов их виды и типы. Как толщина свариваемого металла влияет на выбор диаметра электрода, а диаметр на силу сварочного тока. Познакомимся с популярными марками и дадим несколько полезных советов. Приятного чтения.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
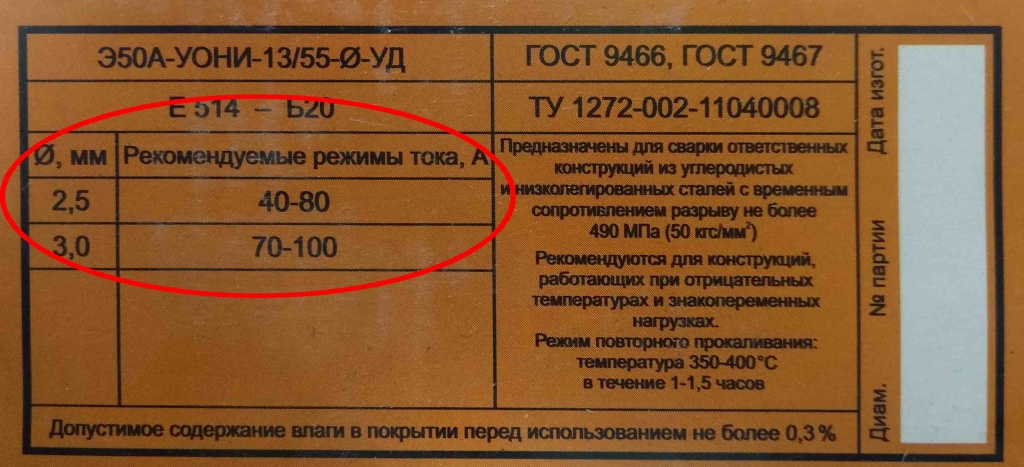
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.

Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
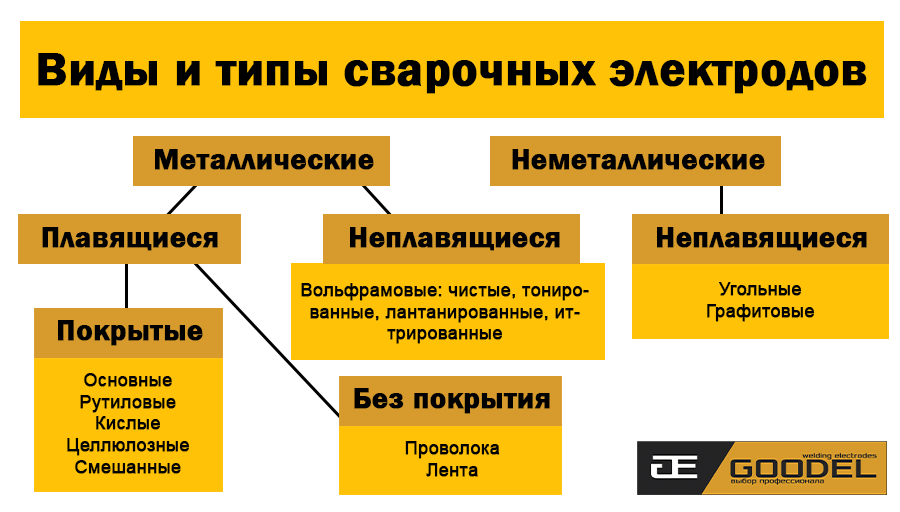
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
Углеродистые и низколегированные стали
ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6
Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках
Высоколегированные нержавеющие стали
ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5
Жаростойкие и жаропрочные высоколегированные стали
ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2
Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса)
Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья
ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6
Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом
Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна
Сварка меди и бронзы
Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы)
ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13
Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования
Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С
Легированные теплоустойчивые стали
ТМЛ-1У, ТМЛ-3У, ЦЛ-39
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
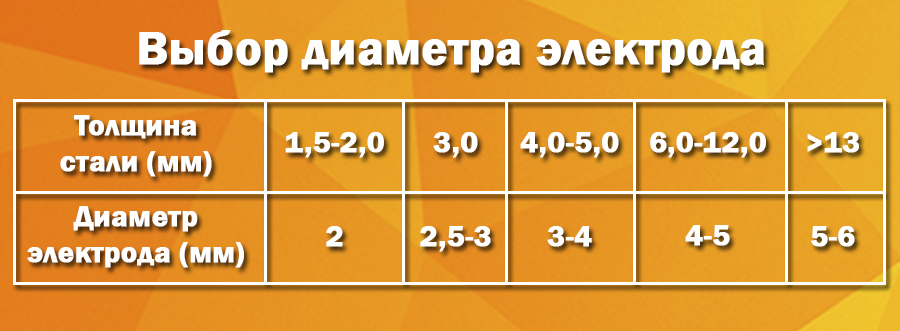
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
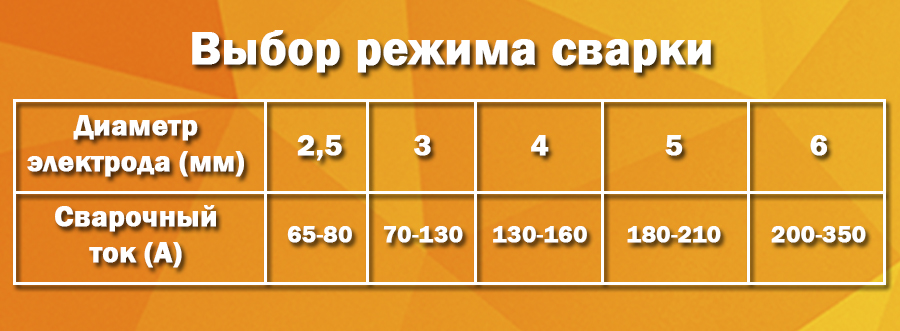
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
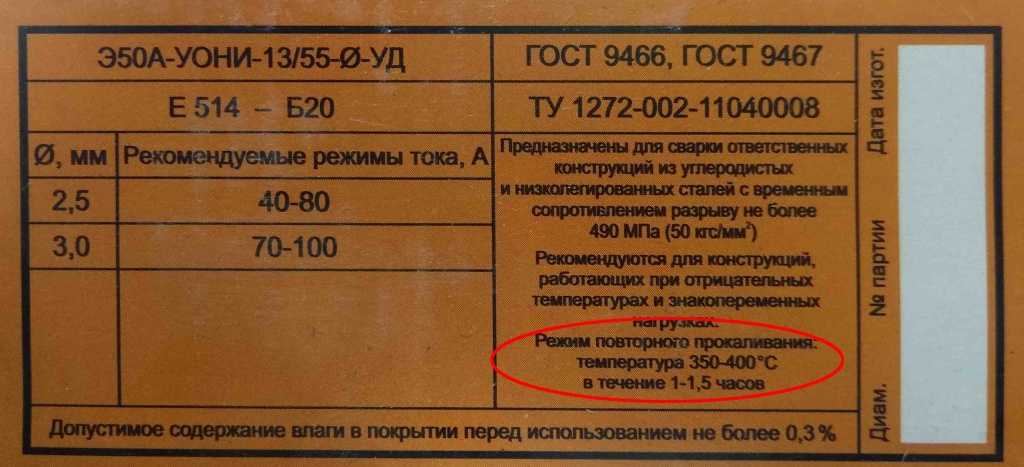
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.
- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Читайте также: