Какие контрольно измерительные приборы не используются при газовой сварке
Обновлено: 14.05.2024
В ГРП для контроля работы оборудования и измерения параметров газа применяют следующие КИП:
- термометры для замера температуры газа;
- показывающие и регистрирующие (самопишущие) манометры для замера давления газа;
- приборы для регистрации перепада давлений на скоростных расходомерах;
- приборы учета расхода газа (газовые счетчики или расходомеры).
Все КИП должны подвергаться государственной или ведомственной периодической поверке и быть в постоянной готовности к выполнению измерений. Готовность обеспечивается метрологическим надзором. Метрологический надзор заключается в осуществлении постоянного наблюдения за состоянием, условиями работы и правильностью показаний приборов, осуществлении их периодической проверки, изъятии из эксплуатации пришедших в негодность и не прошедших проверки приборов. КИП должны устанавливаться непосредственно у места замера или на специальном приборном щитке. Если КИП монтируют на приборном щитке, то используют один прибор с переключателями для замера показаний в нескольких точках.
КИП присоединяют к газопроводам стальными трубами. Импульсные трубки соединяют сваркой или резьбовыми муфтами. Все КИП должны иметь клейма или пломбы органов Росстандарта.
КИП с электрическим приводом, а также телефонные аппараты должны быть во взрывозащищенном исполнении, в противном случае их ставят в помещении, изолированном от ГРП.
К наиболее распространенным видам КИП в ГРП относятся приборы, рассматриваемые далее в настоящем разделе.
Приборы для измерения давления газа подразделяются:
- на жидкостные приборы, в которых измеряемое давление определяется величиной уравновешивающего столба жидкости;
- пружинные приборы, в которых измеряемое давление определяется величиной деформации упругих элементов (трубчатые пружины, сильфоны, мембраны).
Жидкостные манометры используют для замера избыточных давлений в пределах до 0,1 МПа. Для давлений до 10 МПа манометры заполняют водой или керосином (при отрицательных температурах), а при измерении более высоких давлений - ртутью. К жидкостным манометрам относятся и дифференциальные манометры (дифманометры). Их применяют для замеров перепада давления.
Дифференциальный манометр ДТ-50 (рисунок ниже), Толстостенные стеклянные трубки прочно закрепляют в верхней и нижней стальных колодках. Вверху трубки присоединяют к камерам-ловушкам, предохраняющим трубки от выброса ртути в случае повышения максимального давления. Там же расположены игольчатые вентили, с помощью которых можно отключать стеклянные трубки от измеряемой среды, продувать соединительные линии, а также выключать и включать дифманометр. Между трубками расположены измерительная шкала и два указателя, которые можно устанавливать на верхний и нижний уровни ртути в трубках.
Дифференциальный манометр ДТ-50

а - конструкция; б - схема расположения каналов; 1 - вентили высокого давления; 2, 6 - колодки; 3 - камеры-ловушки; 4 - измерительная шкала; 5 - стеклянные трубки; 7 - указатель
Дифманометры можно использовать и как обычные манометры для замера избыточных давлений газа, если одну трубку вывести в атмосферу, а другую - в измеряемую среду.
Манометр с одновитковой трубчатой пружиной (рисунок ниже). Изогнутая пустотелая трубка, закреплена нижним неподвижным концом к штуцеру, с помощью которого манометр присоединяют к газопроводу. Второй конец трубки запаян и шарнирно связан с тягой. Давление газа через штуцер передается на трубку, свободный конец которой через тягу вызывает перемещение сектора, зубчатого колеса и оси. Пружинный волосок обеспечивает сцепление зубчатого колеса и сектора и плавность хода стрелки. Перед манометром устанавливают отключающий кран, позволяющий при необходимости снять манометр и заменить его. Манометры в процессе эксплуатации должны проходить государственную поверку один раз в год. Рабочее давление, измеряемое манометром, должно находиться в пределах от 1/3 до 2/3 их шкалы.
Манометр с одновитковой трубчатой пружиной
1 - шкала; 2 - стрелка; 3 - ось; 4 - зубчатое колесо; 5 - сектор; 6 - трубка; 7 - тяга; 8 - пружинный волосок; 9 - штуцер
Самопишущий манометр с многовитковой пружиной (рисунок ниже). Пружина выполнена в виде сплюснутой окружности диаметром 30 мм с шестью витками. Вследствие большой длины пружины ее свободный конец может перемещаться на 15 мм (у одновитковых манометров - только на 5-7 мм), угол раскручивания пружины достигает 50-60°. Такое конструктивное исполнение позволяет применять простейшие рычажные передаточные механизмы и осуществлять автоматическую запись показаний с дистанционной передачей. При подключении манометра к измеряемой среде свободный конец пружины рычага будет поворачивать ось, при этом перемещение рычагов и тяги будет передаваться оси. На оси закреплен мостик, который соединен со стрелкой. Изменение давления и перемещение пружины через рычажный механизм передаются стрелке, на конце которой установлено перо для записи измеряемой величины давления. Диаграмма вращается с помощью часового механизма.
Схема самопишущего манометра с многовитковой пружиной пружиной
1 - многовитковая пружина; 2, 4, 7 - рычаги; 3, 6 - оси; 5 - тяга; 8 - мостик; 9 - стрелка с пером; 10 - картограмма
Поплавковые дифференциальные манометры.
Широкое распространение в газовом хозяйстве нашли поплавковые дифманометры (рисунок ниже) и сужающие устройства. Сужающие устройства (диафрагмы) служат для создания перепада давления. Они работают в комплекте с дифманометрами, измеряющими создаваемый перепад давления. При установившемся расходе газа полная энергия потока газа складывается из потенциальной энергии (статического давления) и кинетической энергии, то есть энергии скорости.
До диафрагмы поток газа имеет начальную скорость ν1 в узком сечении эта скорость возрастает до ν2, после прохождения диафрагмы лоток расширяется и постепенно восстанавливает прежнюю скорость.
При возрастании скорости потока увеличивается его кинетическая энергия и соответственно уменьшается потенциальная энергия, то есть статическое давление.
За счет разности давлений Δp = p ст1 - pст2 ртуть, находящаяся в дифманометре, перемещается из поплавковой камеры в стакан. Вследствие этого расположенный в поплавковой камере поплавок опускается и перемещает ось, с которой связаны стрелки прибора, показывающего расход газа. Таким образом, перепад давления в дроссельном устройстве, измеренный с помощью дифференциального манометра, может служить мерой расхода газа.
Поплавковый дифференциальный манометр
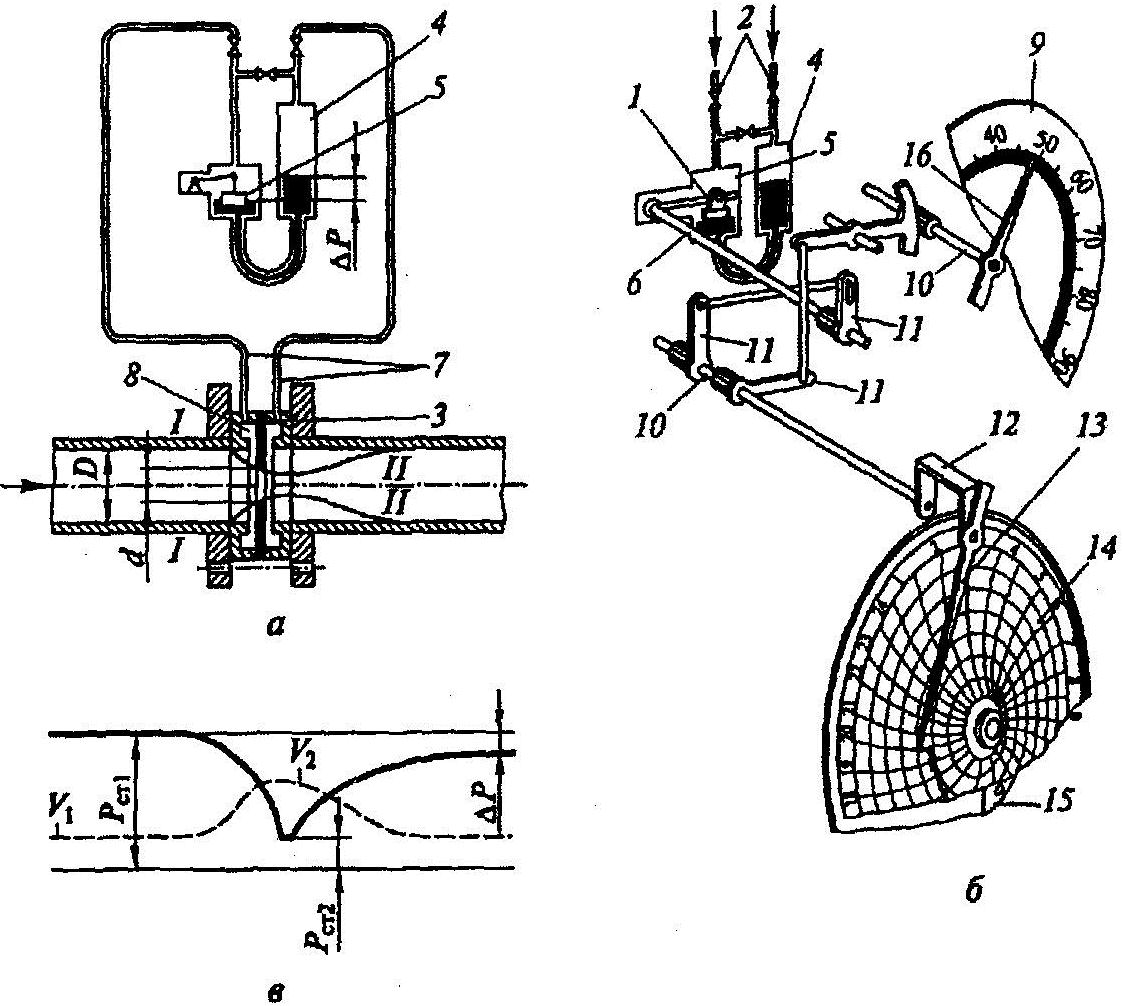
а - конструктивная схема; б - кинематическая схема; в - график изменения параметров газа; 1 - поплавок; 2 - запорные вентили; 3 - диафрагма; 4 - стакан; 5 - поплавковая камера; 6 - ось; 7 - импульсные трубки; 8 - кольцевая камера; 9 - шкала указателя; 10 - оси; 11 - рычаги; 12 - мостик пера; 13 - перо; 14 - диаграмма; 15 - часовой механизм; 16 - стрелка
Зависимость между перепадом давления и расходом газа выражается формулой
где V - объем газа, м 3 ; Δp - перепад давления, Па; К - коэффициент, постоянный для данной диафрагмы.
Значение коэффициента К зависит от соотношения диаметров отверстия диафрагмы и газопровода, плотности и вязкости газа.
Нормальные диафрагмы могут быть двух видов: камерные и дисковые. Для отбора более точных импульсов давления диафрагма размещается между кольцевыми камерами.
Плюсовый сосуд присоединяют к импульсной трубке, отбирающей давление до диафрагмы; к минусовому сосуду подводят давление, отбираемое после диафрагмы.
При наличии расхода газа и перепада давления часть ртути из камеры выжимается в стакан (рисунок выше). Это вызывает перемещение поплавка и соответственно стрелки, указывающей расход газа, и пера, отмечающего на диаграмме величину перепада давления. Диаграмма приводится в движение от часового механизма и делает один оборот в сутки. Шкала диаграммы, разделенная на 24 части, позволяет определить расход газа за 1 ч. Под поплавком помещается предохранительный клапан, который разобщает сосуды 4 и 5 в случае резкого перепада давления и тем самым предотвращает внезапный выброс ртути из прибора.
Сосуды сообщаются с импульсными трубками диафрагмы через запорные вентили и уравнительный вентиль, который в рабочем положении должен быть закрыт.
Силъфонные дифманометры (рисунок ниже) предназначены для непрерывного измерения расхода газа. Действие прибора основано на принципе уравновешивания перепада давления силами упругих деформаций двух сильфонов, торсионной трубки и винтовых цилиндрических пружин. Пружины - сменные, их устанавливают в зависимости от измеряемого перепада давлений. Основные части дифманометра - сильфонный блок и показывающая часть.
Принципиальная схема сильфонного дифманометра
1 - сильфонный блок; 2 - плюсовый сильфон; 3 - рычаг; 4 - ось; 5 - дроссель; 6 - минусовый сильфон; 7 - сменные пружины; 8 - шток
Сильфонный блок состоит из сообщающихся между собой сильфонов, внутренние полости которых заполнены жидкостью. Жидкость состоит из 67% воды и 33% глицерина. Сильфоны связаны между собой штоком 8. В сильфон 2 подводится импульс до диафрагмы, а в сильфон 6 - после диафрагмы.
Под действием более высокого давления левый сильфон сжимается, вследствие чего жидкость, находящаяся в нем, через дроссель перетекает в правый сильфон. Шток, жестко соединяющий донышки сильфонов, перемещается вправо и через рычаг приводит во вращение ось, кинематически связанную со стрелкой и пером регистрирующего и показывающего прибора.
Дроссель регулирует скорость перетекания жидкости и тем самым снижает влияние пульсации давления на работу прибора.
Для соответствующего предела измерения применяют сменные пружины.
Счетчики газа. В качестве счетчиков могут использоваться ротационные или турбинные счетчики.
Объемное измерение в этих счетчиках осуществляется вследствие вращения двух роторов за счет разности давлений газа на входе и на выходе, Необходимый для вращения роторов перепад давления в счетчике составляет до 300 Па, что позволяет использовать эти счетчики даже на низком давлении. Отечественная промышленность выпускает счетчики РГ-40-1, РГ-100-1, РГ-250-1, РГ-400-1, РГ-600-1 и РГ-1000-1 на номинальные расходы газа от 40 до 1000 м 3 /ч и давление не более 0,1 МПа (в системе единиц СИ расход 1 м 3 /ч = 2,78*10 -4 м 3 /с). При необходимости можно применять параллельную установку счетчиков.
Ротационный счетчик РГ (рисунок ниже) состоит из корпуса, двух профилированных роторов, коробки зубчатых колес, редуктора, счет ного механизма и дифференциального манометра. Газ через входной патрубок поступает в рабочую камеру. В пространстве рабочей камеры размещены роторы, которые под действием давления протекающего газа приводятся во вращение.
Схема ротационного счетчика типа РГ

1 - корпус счетчика; 2 - роторы; 3 - дифференциальный манометр; 4 - указатель счетного механизма
При вращении роторов между одним из них и стенкой камеры образуется замкнутое пространство, которое заполнено газом. Вращаясь, ротор выталкивает газ в газопровод. Каждый поворот ротора передается через коробку зубчатых колес и редуктор счетному механизму. Таким образом учитывается количество газа, проходящего через счетчик.
Ротор подготавливают к работе следующим образом:
- снимают верхний и нижний фланцы, затем роторы промывают мягкой кистью, смоченной в бензине, поворачивая их деревянной палочкой, чтобы не повредить шлифованную поверхность;
- затем промывают обе коробки зубчатых колес и редуктор. Для этого заливают бензин (через верхнюю пробку), проворачивают роторы несколько раз и сливают бензин через нижнюю пробку;
- закончив промывку, заливают масло в коробки зубчатых колес, редуктор и счетный механизм, заливают соответствующую жидкость в манометр счетчика, соединяют фланцы и проверяют счетчик путем пропускания через него газа, после чего замеряют перепад давления;
- далее прослушивают работу роторов (должны вращаться бесшумно) и проверяют работу счетного механизма.
При техническом осмотре следят за уровнем масла в коробках зубчатых колес, редукторе и счетном механизме, замеряют перепад давления, проверяют на плотность соединения счетчиков. Счетчики устанавливают на вертикальных участках газопроводов так, чтобы поток газа направлялся через них сверху вниз.
Турбинные счетчики.
В этих счетчиках колесо турбины под воздействием потока газа приводится во вращение; число оборотов колеса прямо пропорционально протекающему объему газа. При этом число оборотов турбины через понижающий редуктор и магнитную муфту передается на находящийся вне газовой полости счетный механизм, показывающий суммарный объем газа, прошедший через прибор при рабочих условиях.
Области применения и способы газовой сварки
Газовая сварка относится к группе сварки плавлением. Метод газовой сварки прост, не требует сложного оборудования и источника электрической энергии. К недостаткам газовой сварки относятся меньшая скорость и большая зона нагрева, чем при дуговой сварке.
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, монтаже труб малого и среднего диаметров, сварке соединений и узлов, изготовляемых из тонкостенных труб, сварке изделий из алюминия и его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых сплавов и латуни на стальные и чугунные детали.
Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности. Наиболее широкое применение газовая сварка получила при строительно-монтажных работах, в сельском хозяйстве и при ремонтных работах.
Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью. Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки. Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств. Количество ацетилена в час, необходимое на 1 мм толщины свариваемого металла, устанавливается практикой.
Пример. При сварке низкоуглеродистой стали на 1 мм толщины свариваемого металла требуется 100-130 дм 3 ацетилена в час.
Для сварки низкоуглеродистой стали толщиной 4 мм минимальная мощность сварочной горелки составит 100х4=400 дм 3 /ч, наибольшая - 130х4=520 дм 3 /ч.
Для газовой сварки различных металлов требуется определенный вид пламени - нормальное, окислительное, науглероживающее. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз. При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой - присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2- 6 мм от конца ядра. Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона а мундштука к поверхности свариваемого металла.
Рисунок 1 - Угол наклона (а) и способы перемещения мундштука горелки (б)
Величина угла выбирается в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности свариваемого металла. В начале сварки для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующей данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно ей. То или иное положение выбирается в зависимости от условий (удобств) работы газосварщика, чтобы рука сварщика не нагревалась теплотой, излучаемой нагретым металлом.
В процессе газовой сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное - перпендикулярно оси шва и продольное - вдоль оси шва. Основным является продольное движение, поперечное служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
Способ 1, при котором пламя периодически отводится в сторону, применять при газовой сварке не рекомендуется, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2 - по спирали и способ 3 - полумесяцем рекомендуются при сварке металла средней толщины, способ 4 - при сварке тонких листов (рисунок 1).
Присадочной проволокой можно совершать такие же колебательные движения, но в направлении, обратном движениям конца мундштука горелки.
Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны и особенно из восстановительной зоны пламени. Движения, совершаемые концом мундштука горелки и концом присадочной проволоки в процессе сварки, зависят от положения шва в пространстве, толщины свариваемого металла, рода металла и требуемых размеров сварочного шва. Для сварки швов в нижнем положении наиболее распространено движение полумесяцем.
Контроль качества на производстве
К сварочному производству предъявляются следующие типовые требования:
- обеспеченность необходимым сварочным оборудованием, технологическим оснащением, механическим специализированным оборудованием и транспортно-складской системой;
- обеспеченность необходимой технической (в т.ч. технологической) документацией;
- обеспеченность квалифицированным (аттестованным) персоналом;
- обеспеченность системой контроля качества продукции (системой обеспечения качества), которая фиксирует качество сварных конструкций и обеспечивает стабильность показателей качества;
- максимально-рациональный уровень механизации и автоматизации сварочных и вспомогательных (сопутствующих) производственных (технологических) процессов.
Основные контролируемые объекты сварочного производства при проверке
Выполняется контроль следующих технологических факторов:
1) контроль качества исходных материалов
Качество сварки обеспечивается при условии, что качество исходных материалов удовлетворяет предъявляемым к ним требованиям. Устанавливают соответствие сертификатных данных на все исходные материалы данным, которые требуются согласно техпроцессу сварки конструкций. Проверяют качество:
основного металла:
- литые заготовки (поры, усадочные раковины и трещины);
- прокат (расслоения, различные пробы на неравномерность распределения примесей и т.д.);
электродов:
- равномерность толщины покрытий;
- наличие трещин в покрытиях;
- другие механические повреждения;
- специальные пробы (в т.ч. на содержание водорода);
сварочной проволоки:
- чистота поверхности;
- наличие покрытий;
- наличие расслоений, закатов;
флюсов:
- величина и равномерность размера;
- грануляция частиц;
- инородные включения;
- влажность;
защитных газов:
- наличие вредных примесей;
- наличие влаги.
2) контроль оборудования
- предупредительный контроль - обеспечивается соблюдением графика технического обслуживания оборудования;
- автоматизированный контроль - осуществляется с обратной связью; применяют для высокоскоростных сварочных процессов.
3) контроль технологии изготовления
- контроль подготовки заготовок;
- контроль исправности сварочных приспособлений;
- контроль сборки узлов под сварку;
- контроль состояния сварочных материалов;
- контроль пригодности сварочного оборудования;
- контроль соблюдения установленных режимов сварки.
4) контроль квалификации операторов - необходимо проверять на всех этапах технологического процесса (заготовки, сборки, сварки, контроля качества). Создан высший орган украинской системы подготовки и аттестации кадров сварочного производства - "Украинский аттестационный комитет сварщиков". Разработаны и утверждены "Правила аттестации сварщиков" (10.04.96 г., №61).
Системно-структурный анализ технологического процесса
Системно-структурный анализ технологических процессов сварочного производства выполняется с целью оценки степени соответствия анализируемого технологического процесса его регламентируемому уровню.
Во время аттестации сварочного производства на соответствие стандартам и с целью оценки технических возможностей стабильного выпуска продукции, отвечающей нормативным документам.
Выполняется и оценивается оптимизация применяемых технологических процессов, анализируется организационное и конструкторско-технологическое обеспечение технологических процессов.
Показатели технологического процесса:
- производительность - среднее количество изделий, выработанных в ходе технологического процесса, за фиксированный промежуток времени;
- средняя доля годных изделий, выпущенных в ходе технологического процесса к общему количеству изготовленных изделий;
- средняя доля бракованных изделий;
- интенсивность срывов технологического процесса - отношение количества операций, при выполнении которых наблюдался срыв, к общему числу операций в единицу времени (срыв - событие, заключающееся в прекращении нормального функционирования системы, непредусмотренное техническими условиями или графиком работы);
- среднее время производительной работы на одной операции;
- среднее время простоев производственной системы на одной операции;
- надёжность технологического процесса - способность функционирования без срывов в течение заданного промежутка времени в соответствующих условиях эксплуатации.
Стандартизация и метрологическое обеспечение средств и методов контроля качества сварных конструкций:
- общего назначения;
- на средства контроля;
- на методики контроля различных видов продукции определенными методами;
2) метрологическое обеспечение - установление и применение научных и организационных основ, технических средств, правил и норм, необходимых для достижения единства и требуемой точности измерений;
3) метрологическая проверка - осуществляется при разработке технических заданий на измерительные приборы.
Обеспечение качества в процессе производства
Обеспечение качества продукции в процессе обеспечивается за счет:
1) планирования и организации работ:
- по техническому контролю и испытаниям продукции;
- контролю технологии производства;
- технической диагностике оборудования;
- технической диагностике систем обеспечения;
- контролю состояния производственной среды;
2) метрологического обеспечения производства и качества продукции;
3) контроля и испытаний на различных стадиях производства продукции;
4) контроля технологической дисциплины;
5) проведения профилактики и планово-предупредительных ремонтов оборудования;
6) обеспечения качества изготовления используемого инструмента, оснастки и приспособлений;
7) аттестации производства, технологических процессов, рабочих мест, оборудования, оснастки, инструмента, деталей и сборочных единиц собственного изготовления;
8) обеспечения качества во время внутрицеховой и межцеховой транспортировки;
9) высокой квалификации персонала и производственной дисциплины;
10) функционирования системы учета и оценки затрат на обеспечение качества продукции.
Управление процессами производства необходимо для того, чтобы противодействовать различным факторам, влияющим на производство и приводящим к отклонениям процессов от установленных значений их характеристик. Управление производственным процессом должно образовывать замкнутый цикл и содержать:
- контроль процесса (изделия) для обнаружения отклонений;
- анализ данных, полученных во время контроля, для определения причин отклонения и принятия необходимых корректирующих мероприятий;
- информирование оператора процесса про необходимые корректирующие мероприятия;
- регулирование процесса.
Методы управления процессами производства:
САМОПРОВЕРКА - оператор сам выполняет проверку важных показателей качества после завершения какой-либо операции или работы; может быть визуальной или выполняется с помощью калибров или простейших приборов (главное преимущество - простота и скорость применения);
ВЫБОРОЧНАЯ ПРОВЕРКА - заключается в проверке через некоторые промежутки времени нескольких изделий для того, чтобы удостоверится, что они соответствуют определённым требованиям к их качеству; осуществляется мастерами цехов или специальными контролерами;
КОНТРОЛЬ ПО ЭТАПАМ или КОНТРОЛЬ В ПРОЦЕССЕ ПРОИЗВОДСТВА требует проверки изделия после каждой операции или группы операций, в результате которых в изделии формируются важные характеристики качества; точки контроля располагаются, как правило, непосредственно на месте производства, где детали передаются контролёрам после каждого важного этапа обработки; во время контроля по этапам соответствующие характеристики изделия проверяются по чертежам и техническим условиям;
СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ технологическим процессом основываются на том принципе, что все процессы имеют заложенную в них изменчивость; если модель изменчивости может быть создана, то её можно использовать для прогнозирования и индикации моментов, когда процесс требует корректирующего действия, для того, чтобы остаться управляемым; преимущества этих статистических методов заключаются в следующем:
- они дают информацию про вероятность дефектный выходов прежде, чем они будут получены фактически;
- для сохранения высокого уровня качества они не требуют физического контроля каждого изделия или детали.
Методами контроля являются:
- распределение частотности;
- контрольные карты;
- предконтрольные проверки.
Для гарантированного обеспечения качества конечной продукции, состоящей из нескольких деталей и/или узлов, производимых собственным производством, управление качеством должно охватывать различные стадии производства всех этих компонентов и узлов. Для этого создается сеть контрольных пунктов в стратегических точках производства. В каждом контрольном пункте контролируемая характеристика качества должна чётко определяться, а для выполнения этой функции пункты должны обеспечиваться квалифицированным персоналом и соответствующим испытательным оборудованием. Для эффективного функционирования сети контрольных пунктов, они должны быть обеспечены детальными инструкциями.
Несоответствующее изделие должно идентифицироваться с помощью соответствующего кода или знака. При возникновении изделий, несоответствующих требованиям, производственных процесс останавливается. Производитель должен иметь методику физического отделения несоответствующих изделий, которые должны храниться на изолированном участке под контролем для предотвращения использования этих изделий. Выполняется анализ несоответствующих изделий для принятия одного из следующих решений:
Аттестация технологии
Аттестация технологических процессов сварочного производства основывается на национальных и международных стандартах, применение которых является обязательным, если не оговариваются иные условия при заключении контракта на работы. Следует использовать следующие стандарты:
ДСТУ ISO 9956 (соответствует европейскому стандарту EN 288), состоящий из следующих частей:
Часть 1: Общие правила для сварки плавлением. (ISO 9956-1:1995), Сертификация и утверждение технологических процессов сварки металлических материалов - Часть 1: Общие правила для сварки плавлением.);
Часть 2: Технологическая инструкция для дуговой сварки. (ISO 9956-2:1995), Сертификация и утверждение технологических процессов сварки металлических материалов - Часть 2: Технологическая инструкция для дуговой сварки.);
Часть 3: Испытания технологических процессов дуговой сварки сталей. (ISO 9956-3:1995), Сертификация и утверждение технологических процессов сварки металлических материалов - Часть 3: Испытания технологических процессов дуговой сварки сталей.);
Часть 4: Испытания технологических процессов дуговой сварки алюминия и его сплавов. (ISO 9956-4:1995), Сертификация и утверждение технологических процессов сварки металлических материалов - Часть 4: Испытания технологических процессов дуговой сварки алюминия и его сплавов.);
Часть 5: Сертификация с использованием сертифицированных сварочных материалов для дуговой сварки. (ISO 9956-5:1995), Сертификация и утверждение технологических процессов сварки металлических материалов - Часть 5: Сертификация с использованием сертифицированных сварочных материалов для дуговой сварки.);
Часть 6: Сертификация на основе предыдущего опыта сварки. (ISO 9956-6:1995), Сертификация и утверждение технологических процессов сварки металлических материалов - Часть 6: Сертификация на основе предыдущего опыта сварки.);
Часть 7: Сертификация по стандартному технологическому процессу дуговой сварки. (ISO 9956-7:1995), Сертификация и утверждение технологических процессов сварки металлических материалов - Часть 7: Сертификация по стандартному технологическому процессу дуговой сварки.);
Часть 8: Сертификация по испытаниям на свариваемость до начала производства. (ISO 9956-8:1995), Сертификация и утверждение технологических процессов сварки металлических материалов - Часть 8: Сертификация по испытаниям на свариваемость до начала производства.).
ISO 9606-1:1994, Аттестация сварщиков - Сварка плавлением - Часть 1: Стали. /EN 287-1/ (ДСТУ 2944-94, Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали.)
ISO 9606-2:1994, Аттестация сварщиков - Сварка плавлением - Часть 2: Алюминий и алюминиевые сплавы. /EN 287-2/ (ДСТУ 2945-94, Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и его сплавы.)
Контроль качества во время производства металлических сварных конструкций сваркой плавлением основывается на технологической инструкции по сварке, которая обеспечивает:
- планирование сварочных работ;
- контроль качества во время сварки.
Предполагается, что технологические инструкции по сварке используются компетентными, аттестованными сварщиками на производстве с обычным оборудованием (без "сварочных систем интеллектуального типа" - автоматизированной или роботизированной сварки), которое непосредственно контролируется сварщиками.
Технологический процесс сварки определяется, как установленный порядок действий, которого необходимо придерживаться при выполнении шва, включая информацию по материалам, подготовке, предварительному подогреву (если необходимо), по методу и контролю сварки и термообработки после сварки (если требуется), а также применяемому оборудованию.
К технологическим инструкциям по сварке относятся:
- предварительная технологическая инструкция по сварке (pWPS), которая подготавливается в соответствии с требованиями стандарта ДСТУ ISO 9956, и которая содержит подробную информацию о требуемых параметрах сварки, обеспечивающих надежность ее воспроизведения. Она отличается от WPS тем, что еще не атестована (т.е. не утверждена);
- технологическая инструкция по сварке (WPS), которая предоставляет собой утвержденную pWPS (см. ниже на следующей странице рекомендуемую форму WPS).
- рабочая инструкция: упрощенная Технологическая инструкция по сварке, предназначенная для непосредственного применения на рабочем месте сварщика;
Для утверждения pWPS необходимы протоколы испытаний сертифицируемого технологического процесса сварки (WPAR/WPQR), включающие все соответствующие сведения по сварке контрольного соединения, необходимые для утверждения, а также все результаты испытаний контрольного шва.
Производитель должен подготовить предварительную pWPS, используя общий уровень знаний по технологии сварки и приобретенный опыт применения технологических процессов сварки при производстве предыдущих сварных конструкций. Производственное подразделение (цех) должно обеспечить, чтобы pWPS была применима для действующего производства. Затем pWPS должна быть утверждена по одной из схем сертификации. При этом, все технологические процессы должны быть сертифицированы до сварки реальных сварных конструкций.
Процесс дальнейшей сертификации технологических процессов сварки должен производится в соответствии с требованиями частей стандарта ДСТУ ISO 9956.
Измерение, контроль и регистрация результатов при сварке
Измерение – процесс определения значений переменной, выраженных соответствующей физической величиной. Переменными процесса сварки являются: электрические параметры (напряжение дуги, ток сварки, мощность дуги, электрическое сопротивление дуги, …), скорость подачи электродной проволоки, скорость сварки, температура в заданной точке основного металла, и др. Могут определяться средние значения параметров или их эффективные значения, а также пиковые значения параметра, его частотные характеристики и т.п.
Контроль – сравнение измеряемого значения искомого параметра сварки с заданными пределами (верхним и нижним).
Измерение основных параметров сварки
Из всех параметров режима сварки только напряжение дуги не требует использования специальных датчиков и может быть определено прямым измерением с использованием вольтметра. Для того, чтобы измерить скорость подачи электродной проволоки, ток сварки, температуру основного металла, расход защитного газа и т.п. требуется применение соответствующих датчиков.
Измерение тока сварки
Имеется большое разнообразие датчиков тока: трансформаторы тока, токовые шунты и датчики тока на основе преобразователей Холла.
Трансформатор тока – это измерительный трансформатор, ток во вторичной обмотке которого пропорционален току в первичной обмотке. Этим измерительным прибором можно измерять значения только переменного тока.
Первичная обмотка трансформатора тока включается в электрическую цепь последовательно с потребителем, ток которого необходимо определить. К выводам вторичной обмотки подключается амперметр с диапазоном измерения тока 1 – 5 ампер (таким образом, трансформатор тока работает в режиме короткого замыкания).


Внешний вид некоторых типов трансформаторов тока
Трансформаторы тока выпускаются на разные диапазоны измерения тока (0 – 300 А, 0 – 600 А и т.д.). Причем диапазон тока во вторичной обмотке сохраняется постоянным: 1 – 5 ампер.
При измерении сварочных токов роль первичной обмотки выполняет сам сварочный кабель, пропущенный в центральное отверстие трансформатора тока. При этом необходимо помнить простое правило: сколько раз сварочный кабель пропущен через центральное отверстие трансформатора тока, во столько раз уменьшается диапазон измерения тока, а также снижается погрешность измерения, что является желательным при измерении малых сварочных токов.

Принцип измерения тока сварки с помощью трансформатора тока.
Для удобства пользования, а именно, для подключения трансформатора тока без разрыва сварочной цепи, трансформаторы тока изготавливают в виде измерительных клещей.

Внешний вид трансформатора тока, выполненного в виде измерительных клещей
Токовым шунтом является низкое активное сопротивление, которое устанавливается в разрыв цепи. Значение тока определяется через падение напряжения на шунте, которое он вызывает.
 |  |
| Внешний вид токовых шунтов (на переднем плане - на 500 А; на заднем - на 300 А) | Схема подключения токовых шунтов в измерительную (сварочную) цепь. |
Электрическое сопротивление токовых шунтов подбирается таким образом, чтобы при его номинальном токе (например, 300 или 500 А) на нём падало строго определённое напряжение. Обычно оно составляет 75 мВ, но может быть и другим (например, 45 или 60 мВ). Падение напряжения на шунте измеряется милливольтметром. Для удобства пользования шкала милливольтметров, предназначенных для подключения к токовому шунту, градуируется в амперах, что исключает необходимость пересчета показаний пользователем.

Милливольтметр с диапазоном измерения
Токовый шунт не рекомендуется использовать для измерения переменного тока, так как собственная индуктивность шунта может влиять на скорость изменения тока и искажать форму его кривой. Однако уместно заметить, что такое влияние шунта проявляется только при частотах переменного тока выше 10 кГц. Таким образом, токовый шунт вполне может быть использован в условиях дуговой сварки переменным током при использовании тока промышленной частоты (50 или 60 Гц). Основным недостатком токовых шунтов является необходимость разрыва цепи, в которой измеряется ток.
В настоящее время вместо токовых шунтов всё чаще используются датчики тока на основе преобразователей Холла. Их основным компонентом является полупроводниковый элемент, который реагирует на магнитное поле, создаваемое током в цепи, т.е. током, значение которого требуется определить. Выходным сигналом такого датчика является напряжение, причём довольно высокое (обычно от 1 до 10 В в зависимости от модели датчика).
Датчики Холла по сравнению с токовыми шунтами имеют следующие важные достоинства:
Выходной сигнал датчика Холла примерно в 100 раз выше, чем у токового шунта. Более мощный выходной сигнал датчика Холла менее подвержен влиянию шумов. Поэтому датчик Холла обеспечивает более низкую погрешность измерения.
Датчик Холла относится к измерительным устройствам, которые не оказывают влияние на измеряемый сигнал. В то время как электрическое сопротивление токового шунта, пусть даже и незначительное, влияет на параметры сварочной цепи.
Токовый шунт, будучи включённым непосредственно в разрыв сварочной цепи, находится под напряжением, что требует особого внимания для исключения случайных контактов с другими электрическими цепями. Кроме этого, при одновременном измерении тока сварки и напряжения дуги возможно ошибочное подключение измерительных кабелей таким образом, что произойдёт короткое замыкание сварочного источника питания. Датчик Холла в этом смысле обладает очень важным преимуществом, так как не имеет прямого электрического контакта с компонентами сварочной цепи.
Токовый шунт требует больше затрат времени на установку, так как для этого необходимо разорвать цепь. Датчик Холла, выполненный в виде клещей, устанавливается в считанные секунды.
Внешний вид измерительных клещей, в которых используется датчик Холла и принцип его действия.
Для того, чтобы проведенное сравнение этих двух типов датчиков было полным необходимо также указать, что токовый шунт в 2 – 3 раза дешевле датчика Холла, и значительно более долговечнее и надёжнее последнего.
Измерение напряжения дуги
Определение значения напряжения дуги производится непосредственно вольтметром без применения каких-либо датчиков. Однако и в этом случае необходимо учитывать некоторые особенности измерения этого параметра процесса сварки для того, чтобы выполнить его должным образом. Главная из них заключается в том, что для снижения погрешности измерения напряжения дуги необходимо избегать включения в цепь измерения падений напряжения на сварочных кабелях и на электрических контактах в сварочной цепи. Справедливости ради следует сказать, что падение напряжения на переходном контакте мундштук – проволока не велико и не превышает 0,1…0,2 В при токах сварки 100 … 300 А.

Наиболее часто используемая схема подключения вольтметра при определении напряжения на дуге в условиях сварки МИГ/МАГ
Измерение скорости подачи электродной проволоки
Для измерения скорости подачи электродной проволоки обычно используется два типа тахогенераторов; оптический тахогенератор и тахогенератор электромагнитной системы.
Параметры выходного сигнала тахогенератора первого типа позволяют использовать его с измерительными устройствами с цифровым входом, в то время как тахогенератор второго типа должен подключаться к аналоговому входу измерительного устройства.
При отсутствии соответствующих тахогенераторов скорость подачи электродной проволоки можно измерить при настройке сварочной установки путем замера длины куска проволоки и времени, в течение которого он был подан подающим механизмом.

Внешний вид одного из тахогенераторов для измерения скорости подачи электродной проволоки
Измерение скорости сварки
Скорость сварки, как правило, определяют по длине выполненного сварного шва и времени, затраченного на его выполнение.
Измерение расхода газа
В сварочных установках используют расходомеры газа поплавкового и дроссельного типа.
Регистрирующие устройства
Для измерения параметров сварки и, в первую очередь, для регистрации результатов измерений используются самопишущие приборы измерения различных типов, а также системы на базе персональных компьютеров и другие электронные измерительные системы.

Одна из портативных систем для измерения и регистрации (на бумажном носителе) параметров сварки
Оборудование для автоматической сварки
В процессе сварки применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные) головки и сварочные тракторы (таб. 23). Они производят следующие операции: возбуждение дуги, непрерывную подачу в зону дуги электродной проволоки флюса в процессе сварки, перемещение сварочной дуги вдоль свариваемого шва, гашение дуги в конце сварки.
Важным условием, обеспечивающим нормальный устойчивый процесс автоматической сварки, является равенство скорости подачи электродной проволоки и скорости ее плавления. Это условие в процессе сварки может нарушаться различными факторами: изменениями напряжения в сети, нечеткой работой подающего механизма, неровностями поверхностей свариваемых кромок, при которых изменяется дуговой промежуток, и др. Чтобы процесс сварки протекал устойчиво, а длина дуги сохранялась постоянной, применяют автоматы, сконструированные по двум основным принципам: автоматы с переменной скоростью подачи электронной проволоки, зависящей от изменения дугового промежутка, и автоматы с постоянной скоростью подачи электронной проволоки. Автоматы с переменной скоростью подачи электродной проволоки имеют относительно сложную электрическую схему и поэтому получили ограниченное применение (при низких напряжениях и малых сварочных токах). Более широкое применение получили автоматы с постоянной скоростью подачи электродной проволоки.
Электродвигатель, обеспечивающий через редуктор и подающие ролики подачу электродной проволоки, питается непосредственно от сети. Поэтому скорость вращения электродвигателя будет постоянна, независимо от длины (следовательно, и напряжения) дуги. Саморегулирование осуществляется так.
Если в процессе сварки длина дуги уменьшится (например, из-за неровностей на поверхности свариваемых кромок), то напряжение на дуге понизится. Так как внешняя характеристика источника питания дуги падающая, то уменьшение напряжения приведет к возрастанию сварочного тока и тем самым к увеличению скорости плавления электродной проволоки (скорость плавления проволоки почти пропорциональна сварочному току). Повышение скорости плавления проволоки при постоянной скорости ее подачи приведет к удлинению дуги, то есть к восстановлению установленного режима сварки. Если же длина дуги увеличится, то напряжение возрастет, и в соответствии с внешней характеристикой источника тока сварочный ток понизится. Следовательно, скорость плавления электродной проволоки уменьшится, что при постоянной скорости ее подачи приведет к сокращению дугового промежутка.
Технические характеристики сварочных тракторов
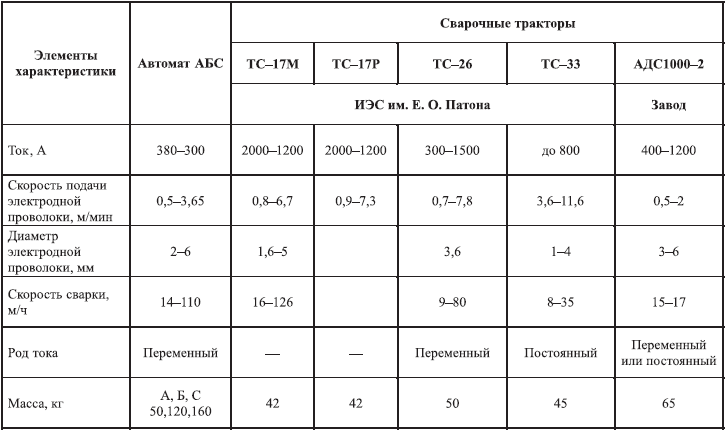
Процесс саморегулирования осуществляется нормально при питании дуги постоянным током. При переменном токе для устойчивой работы автомата колебания напряжения в сети не должны превышать 6–8 %.
Автоматические головки АБС состоят из трех узлов (рис. 83). Первый узел – сварочная головка – включает электродвигатель, механизм подачи проволоки с правильным механизмом, токоподводящий мундштук, корректировочный механизм для направления головки по шву и трехкнопочный пульт управления. Набор сменных шестерен механизма подачи позволяет изменять скорость подачи электродной проволоки в пределах от 28,5 до 225 м/ч.
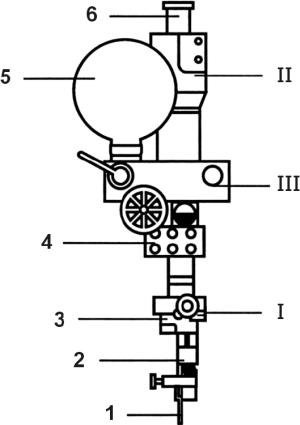
Рис. 83. Сварочный аппарат типа АБС:
I узел: 1 – мундштук; 2 – правильное устройство; 3 – подающий механизм; 4 – пульт управления; II узел: 5 – катушка; 6 – флюсоаппарат; III узел – самоходная тележка
Второй узел – подвесной механизм – состоит из подъемного механизма для подвески и вертикального подъема сварочной головки, флюсоаппарата для подачи флюса в зону дуги и отсасывания неиспользованного флюса обратно в бункер и кассеты с электродной проволокой.
Третий узел представляет собой самоходную тележку, состоящую из электродвигателя, от которого движение через фрикционное устройство, червячные передачи и одну сменную пару шестерен передается ведущим бегунам тележки. Сменные шестерни позволяют изменять скорость перемещения тележки, то есть скорость сварки, в пределах 13,5–112 м/ч.
Головка АБС предназначена для сварки стыковых, угловых и нахлесточных швов. При этом узлы, входящие в головку АБС, позволяют использовать ее как подвесную неподвижную и как самоходную.
Сварочный трактор является более эффективным и маневренным сварочным аппаратом. Он представляет собой автоматическую головку, установленную на самоходной тележке, которая перемещается с помощью электродвигателя по свариваемому изделию или по направляющему рельсовому пути вдоль свариваемого шва. Трактор ТС–17М (рис. 84) применяется при изготовлении и монтаже различных строительных конструкций (ферм, мачт, балок), при сварке под флюсом наружных и внутренних кольцевых швов, при сварке труб и резервуаров диаметром более 800 мм (тракторы других марок незначительно отличаются от ТС–17М – рис. 85). Им можно производить сварку всех видов швов в нижнем положении.
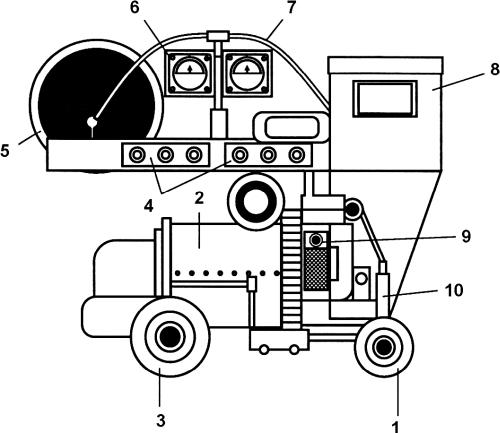
Рис. 84. Сварочный трактор ТС–17М:
1 – направляющие колеса; 2 – электродвигатель для подачи электродной проволоки и передвижения трактора; 3 – ведущие колеса; 4 – пульт с кнопками управления; 5 – кассета с электродной проволокой; 6 – электроизмерительные приборы; 7 – электродная проволока; 8 – бункер для флюса; 9 – механизм подачи проволоки; 10 – мундштук
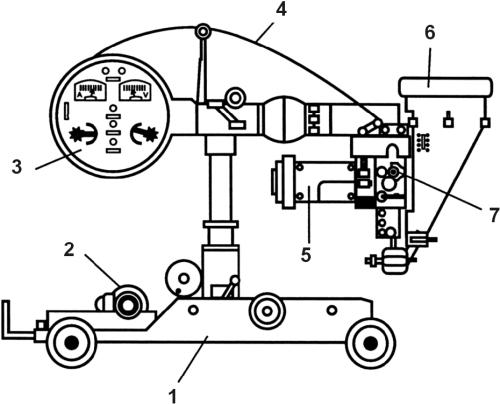
Рис. 85. Сварочный трактор АДС–100–2:
1 – самоходная каретка; 2 – электродвигатель; 3 – пульт управления с кассетой для проволоки; 4 – электродная проволока; 5 – электродвигатель механизма подачи проволоки; 6 – бункер для флюса; 7 – механизм подачи проволоки
Трактор имеет один электродвигатель трехфазного тока, который приводит в движение механизм подачи электродной проволки и механизм передвижения трактора вдоль свариваемого шва. Подающий механизм состоит из понижающего редуктора и двух роликов (ведущего и прижимного), между которыми протаскивается электродная проволока. Механизм передвижения трактора состоит из редуктора и двух ведущих бегунов, вал которых соединен с редуктором фрикционной муфтой. Наличие сменных шестерен позволяет в широких пределах изменять скорость подачи электродной проволоки и скорость передвижения трактора в соответствии с режимом сварки. В комплекте трактора имеется два токопроводящих мундштука. Для электродной проволоки диаметром 1,6–2,0 мм применяют трубчатый мундштук с бронзовым наконечником, смещенным к оси трубки, который обеспечивает хороший электрический контакт с электродной проволокой. Для электродной проволоки большего диаметра применяют мундштук с двумя бронзовыми контактами, между которыми перемещается проволока. Правка электродной проволоки осуществляется специальным правильным механизмом.
Трактор снабжен двумя бункерами для флюса: один бункер применяют при сварке вертикальным электродом, а второй – при сварке наклонным электродом. Толщина насыпаемого слоя флюса устанавливается вертикальным перемещением патрубка, по которому подается флюс в разделку кромок. Если сваривают стыковой шов без разделки кромок, то трактор направляется вручную.
Если сваривают шов с разделкой кромок, то на одну из штанг подвески устанавливают копир, состоящий из двух последовательно расположенных роликов, которые при сварке катятся по разделке кромок и тем самым направляют трактор вдоль свариваемого шва.
При сварке угловых швов «в лодочку» копировальным элементом служит ролик, закрепленный на специальной штанге и катящийся по углу свариваемого шва.
Трактор имеет трехкнопочный пульт управления. Кроме того, есть дополнительный пульт управления, используемый при сварке кольцевых швов на цилиндрических изделиях (котлы, цистерны, резервуары), для управления электродвигателем стенда. На стенде вращается свариваемое изделие (рис. 86).
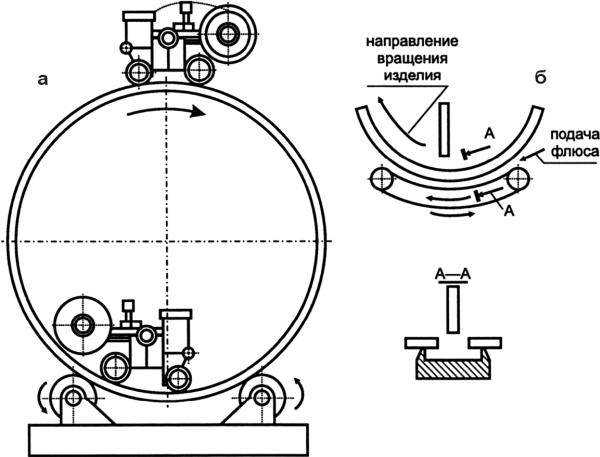
Рис. 86. Стенд сварки швов (а) и флюсоременная подушка (б)
Рассмотрим и шланговый полуавтомат (рис. 87).
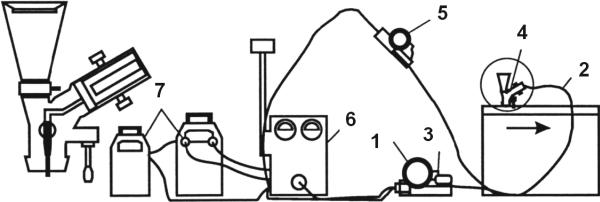
Рис. 87. Схема поста полуавтоматической сварки под флюсом:
1 – кассета подающего механизма; 2 – гибкий шланг для подачи электродной проволоки и электрического тока; 3 – ролики подающего механизма; 4 – держатель; 5 – подающий механизм; 6 – аппаратный ящик с электрооборудованием полуавтомата; 7 – сварочный трансформатор
Он сочетает универсальность и маневренность ручной сварки с преимуществами автоматической сварки под флюсом. Полуавтоматическая установка производит только подачу электродной проволоки в зону дуги, а перемещение дуги вдоль свариваемого шва осуществляет сварщик с помощью специального электрододержателя. Сварка производится при повышенных плотностях тока до 200 А/мм 2 , что позволяет применять электродную проволоку диаметром 1,2–2,5 мм. Высокие плотности тока повышают температурный режим сварки, коэффициент плавления и глубину провара шва. Вследствие этого допускается некоторое уменьшение разделки кромок, уменьшается необходимый расход электродной проволоки на единицу длины разделки кромок. При этом не только повышается производительность процесса сварки, но и значительно сокращается расход электроэнергии.
В сварочном производстве получили большое распространение шланговые полуавтоматы типов ПШ–5, ПШ–54.
Шланговый полуавтомат типа ПШ–54 состоит из источника тока, шкафа управления, кассеты с электродной проволокой, механизма подачи проволоки, гибкого шланга, который заканчивается держателем. Бухта электродной проволоки заправляется в кассету после тщательной очистки от грязи, масла и ржавчины. Подача электродной проволоки осуществляется с помощью электродвигателя трехфазного тока мощностью 100 Вт, который через редуктор вращает ведущий ролик механизма подачи. Между ведущим и поджимным роликами протаскивается электродная проволока. Переключением шестерен коробки скоростей можно изменять скорость подачи электродной проволоки в пределах 78–600 м/ч. Шланговый провод длиной 3,5 м и диаметром 27 мм служит для подачи электродной проволоки по центральному каналу в зону дуги. В шланг вмонтированы провод для подвода сварочного тока и провода управления пуском и выключением электродвигателя механизма подачи, включением и выключением сварочного тока. Держатель представляет собой трубчатый мундштук с ручкой и специальной воронкой для флюса. Воронка вмещает 1,5 кг флюса и снабжена пластинчатой заслонкой. Шкаф управления содержит контрольные приборы (амперметр и вольтметр) и устройства для включения и выключения системы управления.
Включение электродвигателя для подачи электродной проволоки и тока сварочной цепи у полуавтомата типа ПШ–54 производится замыканием сварочной проволоки на изделие, а прекращение процесса сварки достигается удалением держателя от поверхности свариваемого изделия, т. е. обрывом сварочной дуги. В полуавтоматах типа ПШ–5 включение и выключение электродвигателя механизма подачи электродной проволоки и тока сварочной цепи производят пусковой кнопкой на рукоятке.
Шланговый полуавтомат типа ПДШ–500 имеет по сравнению с полуавтоматами ПШ–5 две существенные особенности. Полуавтомат работает по принципу зависимости скорости подачи электродной проволоки от напряжения дуги, и поэтому электрическая схема саморегулирования режима сварки сходна со схемой автоматической головки АДС–1000.
Второй особенностью является принудительная подача флюса сжатым воздухом по шлангу через держатель в зону сварки. Подающий механизм, смонтированный на подвижной тележке, работает от электродвигателя постоянного тока через понижающий редуктор. Ведущий и нажимной ролики подают электродную проволоку из кассеты по шлангу в зону сварки.
Скорость подачи электродной проволоки устанавливают реостатом, включенным в цепь обмотки электродвигателя. На тележке укреплен бункер с устройством для пневматической подачи флюса в зону сварки. Воздух используется от заводской воздушной сети или от компрессора. На специальной панели тележки установлены измерительные приборы и устройства управления.
Полуавтомат типа А–1197 служит для сварки под флюсом и в среде углекислого газа как сплошной, так и порошковой проволокой. Полуавтомат имеет модификации: А–1197С – подающий механизм с асинхронным электродвигателем, а регулирование скорости подачи осуществляется сменными зубчатыми шестернями; А–1197П – подающий механизм с электродвигателем постоянного тока, обеспечивающий плавное регулирование скорости подачи электродной проволоки. Номинальный сварочный ток – 500 А. Диаметр электродной проволоки 1,6–3,5 мм. Скорость подачи электродной проволоки 90–900 м/ч. Шланговые автоматы отличаются от полуавтоматов тем, что вместо держателя для ручного перемещения сварочной дуги применяется самоходная сварочная головка легкого типа с электродвигателем и устройством для перемещения ее по свариваемому изделию вдоль шва.
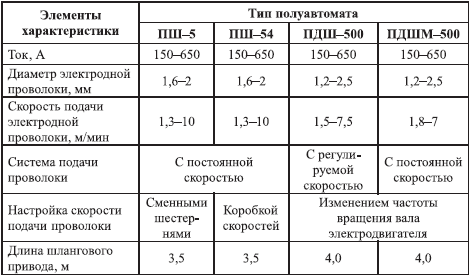
Техническая характеристика шланговых полуавтоматов
Шланговый автомат типа АДШ–500 имеет два типа самоходных головок: ГСА–1–2 и ГСА–2–2. Головка типа ГСА–1–2 предназначена для приварки к горизонтальной плоскости различных полос, ребер или других профильных элементов высотой 50–160 мм. Головку типа ГСА–2–2 применяют для тех же работ, но при высоте привариваемых элементов более 160 мм. Она прижимается к свариваемому изделию электромагнитами, полюсами которых служат катки тележки. Сварочный ток устанавливается в пределах 150–600 А. Для включения и выключения сварочного тока автомат оборудован дистанционным кнопочным устройством.
Автомат позволяет производить сварку со скоростью 10–65 м/ч. Флюс подается в зону сварки пневматически. Контрольные приборы – амперметр и вольтметр, а также маховичок потенциометра для плавного регулирования скорости сварки – смонтированы на корпусе механизма подачи электродной проволоки. Вес самоходной головки составляет 10–12 кг.
Разработан способ шланговой многоэлектродной сварки. Он предусматривает подачу в зону дуги с одинаковой скоростью одновременно трех электродных проволок диаметром 1,6–2,0 мм. Это позволяет применять сварочные токи до 800–1000 А и тем самым значительно повышать производительность сварки. Важным преимуществом этого способа является также возможность легирования металла свариваемого шва. Для этой цели применяется легированная сварочная проволока.
Установки и приспособления, служащие для механизации вспомогательных работ, могут быть разбиты на две основные группы: универсальные и специализированные.
Универсальные установки и приспособления применяют при разнообразных сварочных работах. К ним относятся устройства и приспособления общего назначения: стенды и кантователи различной конструкции, струбцины, винтовые стяжки, правильные скобы, хомуты, домкраты и др. Специализированные установки и приспособления разрабатывают и применяют при серийном и массовом производствах. Они представляют собой стенды и установки с неподвижными и подвижными фиксаторами, имеющими зажимные устройства с механическим, пневматическим, гидравлическим или электрическим приводами. Такие устройства позволяют быстро и с достаточной точностью фиксировать взаимное расположение элементов свариваемой конструкции, значительно сокращая объем работ по разметке и проверке сборки свариваемого изделия.
Читайте также: