Какие основные процессы протекают при газовой сварке
Обновлено: 18.05.2024
Термической резкой называют процесс отделения частей металла от сортового или листового за счет его окисления, плавления или совместно того и другого.
Сущность резки окислением состоит в нагреве места резки до температуры воспламенения металла, сгорании подогретого металла в кислороде и удаления продуктов горения из пространства реза струей кислорода и газов, образующихся от горения металла.
Сущность резки плавлением состоит в нагреве места резки сильным концентрированным источником до температуры плавления металла и выдувании расплавленного металла из мест реза силами, участвующими в процессе резки (сила плазмы, дуги, луча и др.)
Сущность резки плавлением-окислением состоит в одновременном плавлении и окислении металла и удалении продуктов резки силами, участвующими в процессе резки.
Не все металлы и сплавы поддаются резке окислением. Окислительная резка требует выполнения следующих условий:
1. Температура воспламенения металла должна бить ниже температуры его плавления. В этом случае металл горит в твердом состоянии, поверхность, реза получается гладкой, верхние края кромки реза не подплавляются, продукты горения в виде шлака легко удаляются из полости реза кислородной струей и форма реза остается постоянной. Этому условию удовлетворяют железо и углеродистые стали.
2. Температура плавления образующихся при резке оксидов и шлаков должна быть ниже температуры плавления металла. В этом случае они становятся жидкотекучими и беспрепятственно удаляются из области реза кислородной струей.
Сущность газовой сварки.
При газопламенной обработке металлов в качестве источника теплоты используется газовое пламя - пламя горючего газа, сжигаемого для этой цели в кислороде в специальных горелках.
В качестве горючих газов используют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наиболее высокую температуру по сравнению с пламенем других газов имеет ацетиленокислородное пламя, поэтому оно нашло наибольшее применение.
Газовая сварка- это сварка плавлением, при которой металл в зоне соединения нагревается до расплавления газовым пламенем.
При нагреве газовым пламенем кромки свариваемых заготовок расплавляются вместе с присадочным металлом, который может дополнительно вводиться в пламя горелки. После затвердевания жидкого металла образуется сварной шов.
К преимуществам газовой сварки относятся: простота способа, несложность оборудования, отсутствие источника электрической энергии.
К недостаткам газовой сварки относятся: меньшая производительность, сложность механизации, большая зона нагрева и более низкие механические свойства сварных соединений чем при дуговой сварке.
Техника сварки.
В практике применяют два способа сварки - правый и левый. При правом способе сварку ведут слева направо, сварочное пламя направляют на сваренный участок шва, присадочную проволоку перемещают вслед за горелкой. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха, большая глубина плавления, замедленное охлаждение металла шва в процессе кристаллизации. Теплота пламени рассеивается меньше, чем при левом способе, поэтому угол разделки кромок делается не 90°, а 60-70°, что уменьшает количество наплавленного металла и коробление.
При правом способе производительность на 20-25% выше, а расход газов на 15-20% меньше, чем при левом. Правый способ целесообразно применять при сварке металла толщиной более 5 мм и металлов с большой теплопроводностью.
При левом способе сварку ведут справа налево, сварочное пламя направляют на ещё не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени. При левом способе сварщик хорошо видит свариваемый металл, поэтому внешний вид шва лучше, чем при правом способе; предварительный подогрев кромок свариваемого металла обеспечивает хорошее перемешивание сварочной ванны. Благодаря этим свойствам левый способ наиболее распространён и применяется для сварки тонколистовых материалов и легкоплавких металлов.
| Способы газовой сварки | |
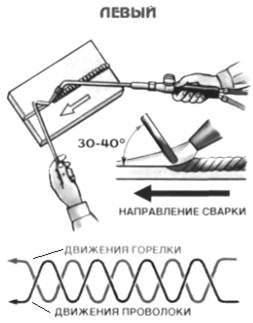 |  |
| При левом способе горелку перемещают справа налево. Присадочная проволока находится перед пламенем, которое направлено на свариваемые кромки. Конец присадочной проволоки находится в восстановительной зоне. Этот способ применяют при сварке тонкостенных (до 3 мм) конструкций и при сварке легкоплавких металлов и сплавов. | При правом способе горелку перемещают слева направо, а присадочная проволока перемещается вслед за горелкой. Пламя направляют на уже сваренный участок шва. Мундштуком производят незначительные колебания. При сварке листов толщиной менее 8 мм мундштук перемещают вдоль оси шва без колебаний. Конец проволоки держат погруженным в сварочную ванну и спиралеобразными движениями перемешивают жидкий металл для облегчения удаления окислов и шлаков. Правый способ используют при толщинах металла более 3 мм с разделкой кромок. Угол разделки кромок можно уменьшить, особенно при больших толщинах. Тепло пламени рассеивается меньше, чем при левом способе. |
| Качество шва при правом способе сварки выше, чем при левом, так как металл лучше защищен факелом |
Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе сварки диаметр присадочной проволоки d=S/2 мм, но не более 6 мм, при левом d=S/2+l мм, где S- толщина свариваемого металла, мм.
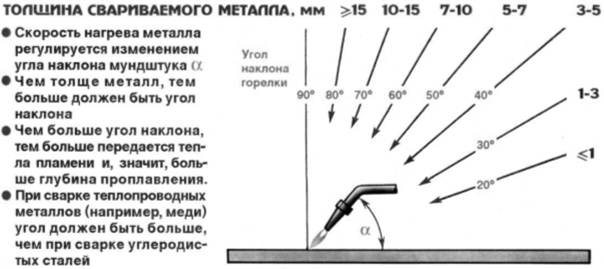
Скорость нагрева регулируют изменением угла наклона мундштука к поверхности свариваемого металла.
Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука поверхности свариваемого металла.
В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное (перпендикулярно оси шва) и продольное (вдоль оси шва). Основным является продольное движение. Поперечное движение служит для равномерного прогрева кромок основного металла и получения шва необходимой ширины.
| Положение мундштука горелки |
 |
 |  |
 |
Газовой сваркой можно выполнять нижние, горизонтальные (на вертикальной плоскости), вертикальные и потолочные швы. Горизонтальные и потолочные швы обычно выполняют правым способом сварки, вертикальные снизу вверх - левым способом.
Газовая сварка
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем.
В число этих процессов входит и газовая сварка плавлением. При такой сварке кромки соединяемых частей деталей нагревает пламя газов, сжигаемых на выходе из горелки для газовой сварки.
Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов технически чистым кислородом (чистота не ниже 98,5%). В качестве горючих газов используют ацетилен, водород, метан, пропан, пропано-бутановую смесь, бензин, осветительный керосин.
Рис. 1. Распределение температуры по оси нормального газового пламени
Зоны газового сварочного пламени
Газовое сварочное ацетилено-кислородное «нормальное» пламя по форме похоже на схему с рисунка 1.
Поступающая из сопла газовая смесь подогревается до температуры воспламенения во внутренней части ядра пламени 1. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся и четко выделяют очертания оболочки ядра — температура газов в ядре невелика и не превышает 1500 °С.
Зона 2 или сварочная зона — наиболее важная часть сварочного пламени. В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона. Поэтому здесь развивается максимальная температура. Газы в сварочной зоне обладают восстановительными свойствами по отношению к оксидам многих металлов, включая оксиды железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В зоне 3 или факеле пламени газы догорают за счет кислорода воздуха. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. зона является окислительной. Вид ацетилено-кислородного пламени зависит от соотношения кислорода к ацетилену в подаваемой в горелку газовой смеси. Такое соотношение называется коэффициентом β.
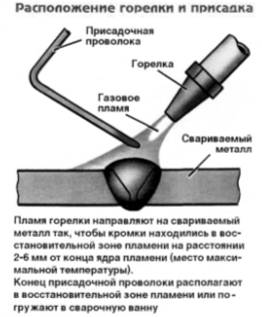
Рис. 2. Строение ацетилено-кислородного пламени
При β = 1,1… 1,2 пламя нормальное (см. рис. 1). При увеличении этого соотношения — т.е. относительном увеличении содержания кислорода (окислительное пламя) — форма и строение пламени изменяются (рис. 2). Реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. Тогда сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер — содержание углерода в металле шва уменьшается, выжигается.
При уменьшении коэффициента β — т.е. увеличении содержания ацетилена в газовой смеси — реакции окисления замедляются. Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При сильном избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей — содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально похоже на ацетилено-кислородное и имеет три зоны. В отличие от углеводородных газов водородно-кислородное пламя не имеет светящегося ядра, поскольку в нем нет светящихся частиц углерода.
Температура пламени при газовой сварке
Один из важнейших параметров, определяющих тепловые и технологические свойства пламени, — его температура. Она различна в различных его участках как по длине вдоль его оси (рис. 1), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов.
Наивысшая температура наблюдается по оси пламени и достигает максимума в сварочной зоне на расстоянии 2… 3 мм от конца ядра. Это основная сварочная зона для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это происходит из-за увеличения скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1), наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Горючие газы-заменители ацетилена дешевле и не дефицитны. Но их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже.
Поэтому газы-заменители применяют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени: сварка алюминия, магния и их сплавов, свинца; пайка, сварка тонколистовой стали; газовая резка и т.д. Например, при использовании пропана и пропано-бутановых смесей максимальная температура в пламени 2400… 2500 0С. Такие смеси используют при сварке стали толщиной до 6 мм; сварке чугуна, некоторых цветных металлов и сплавов; наплавке, газовой резке и т.д.
При использовании водорода максимальная температура в пламени 2100 °С. Нагрев металла пламенем обусловлен лучистым и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении пламени его растекающийся поток образует на поверхности металла пятно нагрева, симметричное относительно центра. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева перед ядром выше, чем за ним.
При газовой сварке ввод тепла в изделие происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. Из-за обширной площади разогрева основного металла околошовная зона — зона термического влияния — имеет большие размеры. Это приводит к образованию повышенных деформаций сварных соединений (короблению).
Воздействие газовой фазы на металл сварочной ванны
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны. Газовая фаза содержит в основном СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Ее состав определяет соотношение кислорода к горючему газу в газовой смеси, а также температура пламени. В разных зонах фазы состав тоже различен.
От состава зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке — это окисление и восстановление. Направление реакции зависит от концентрации кислорода в газовой фазе — окислительное и науглероживающее пламя, — температуры взаимодействия и свойств оксида.
При сварке сталей газовая фаза в основном взаимодействует с железом, т.е. происходит образование его оксидов или восстановление. Элементы с большим сродством к кислороду по сравнению с железом (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и в виде легирующих добавок, причем чем выше их содержание, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si, полностью исключить не удается. Для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Раскисление и структура металла при газовой сварке
Защитное и восстановительное действие пламени относительно невысоко. Поэтому раскисление металла в сварочной ванне при сварке сталей достигают путем ввода в нее марганца, кремния и других раскислителей через присадочную проволоку.
Раскислители образуют жидкотекучие шлаки, способствующие самофлюсованию сварочной ванны. То есть на поверхности сварочной ванны образуются шлаки, которые защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Иначе не избежать негативных последствий. Например, содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха, образует в нем нитриды.
Структурные превращения в металле шва и околошовной зоне при газовой сварке носят такой же характер, как при других способах сварки плавлением. Но из-за медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. При сварке сталей с содержанием 0,15… 0,3 углерода и быстром охлаждении в нем может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить как можно быстрее.
Зона термического влияния состоит из тех же характерных участков, что и при дуговой сварке. Но ее ширина значительно больше — до 30 мм при сварке стали больших толщин — и зависит от режима газовой сварки.
Типы соединений газовой сваркой
В процессе сварки происходит расплавление основного и присадочного металлов. Степень их расплавления определяют мощность горелки, толщина металла и его теплофизические свойства. Газовой сваркой выполняют сварные соединения различного типа.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или — в идеале — с отбортовкой кромок без присадочного металла.
Металл толщиной 2… 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками.
При сварке металла свыше 5 мм используют V- или Х-образную разделку кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин.
Свариваемые кромки зачищают от загрязнений на 30… 50 мм механическими способами или газовым пламенем. Детали сварного соединения закрепляют перед сваркой в сборочно-сварочном приспособлении или собирают с помощью коротких швов прихваток.
Левый и правый способы сварки
Направление движения горелки и ее наклон к поверхности металла оказывают большое влияние на эффективность нагрева металла, производительность сварки и качество шва. Различают два способа сварки: правый и левый (рис. 3).
Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм левый способ сварки также более производителен из-за предварительного подогрева кромок.
Но угол скоса кромок правым способом сварки на 10… 150 меньше, чем левым — при большой толщине металла и сварке с разделкой кромок. Угол наклона мундштука также может быть на 10… 150 меньше. В результате производительность сварки повышается. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Рис. 3. Способы перемещения горелки (способы газовой сварки)
Рис. 4. Углы наклона горелки в зависимости от толщины металла
Техника газовой сварки
Во время сварки горелке сообщаются колебательные движения. Конец мундштука описывает зигзагообразный путь. Сварщик держит горелку в правой руке, а в левой при использовании присадочного металла сжимает присадочный пруток. Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 5).
Газовая сварка может проходить в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» удобнее вести процесс левым способом, а при сварке горизонтальных и потолочных — правым способом.
Рис. 5. Движения горелки и проволоки: а) при сварке стали толщиной более 3 мм в нижнем положении; б) при сварке угловых валиковых швов; 1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
Если нужно использовать флюс, его следует наносить на свариваемые кромки или вносить в сварочную ванну оплавляемым концом присадочного прутка. Флюсы можно использовать и в газообразном виде при подаче их в зону сварки с горючим газом.
Для плазменной дуги характерны крайне высокая температура (до 30000 °С) и широкий диапазон регулирования технологических свойств.
Электронно-лучевая сварка использует кинетическую энергию потока электронов, движущихся с высокими скоростями в вакууме.
Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия.
При облучении поверхности тела светом энергия квантов (порций) света поглощается этой поверхностью. Образуется теплота, температура поверхности повышается. Если световую энергию сконцентрировать на малом участке поверхности, можно получить высокую температуру. На этом основана сварка световым лучом оптического квантового генератора — лазера.
При сварке токами высокой частоты (ТВЧ) изделие перед сварочным узлом формируется в виде заготовки с V-образной щелью между свариваемыми кромками.
Холодная сварка — способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками.
Сварка взрывом — сравнительно новый и перспективный технологический процесс. Он позволяет получать биметаллические заготовки и изделия практически неограниченных размеров из разнообразных металлов и сплавов, включая те, которые сложно сваривать другими способами.
Магнитно-импульсная сварка металлов использует силы электромеханического взаимодействия между вихревыми токами, наведенными в стенках обрабатываемой детали при пересечении их силовыми магнитными линиями импульсного магнитного поля и самим магнитным потоком.
Металлургические процессы при газовой сварке
Металлургические процессы при газовой сварке характеризуются следующими особенностями: малым объемом ванны расплавленного металла; высокой температурой и концентрацией тепла в месте сварки; Большой скоростью расплавления и остывания метла; интенсивным перемешиванием металла гладкой ванны газовым потоком пламени и присадочной проволокой; химическим взаимодействием расплавленного металла с газами пламени.
Основными в сварочной ванне являются реакции окисления и восстановления. Наиболее легко окисляются магний, алюминий, обладающие большим сродством к кислороду.
Кислы этих металлов не восстанавливаются водородом и окисью углерода, поэтому при сварке металлов необходимы специальные флюсы. Окислы железа и никеля, наоборот хорошо восстанавливаются окисью углерода и водородом пламени, поэтому при газовой сварке этих металлов флюсы не нужны.
Водород способен хорошо растворятся в жидком железе. При быстром остывании сварочной ванны он может остаться в шве в виде мелких газовых пузырей. Однако газовая сварка обеспечивает более медленное охлаждение металла по сравнению, например с дуговой. Поэтому при газовой сварке углеродистой стали, весь водород успевает уйти из металла шва и последний получится плотным.
Структурные изменения в металле при газовой сварке
В следствии более медленного нагрева зона влияния при газовой сварке больше чем при дуговой.
Слои основного металла, непосредственно примыкающие к сварочной ванне непрерывны и приобретают крупнозернистую структуру. В непосредственной близости к границе шва находится зона неполного расплавления. Основного металла с крупной структурой, характерной для ненагретого металла. В этой зоне прочность металла ниже, чем прочность металла шва, поэтому здесь обычно и происходит разрушение сварного соедениения.
Далее расположен участок, нерекристализации характеризуемы так же крупнозернистой структурой, для которого t o плавления металла, не выше 1100-1200С. Последующие участки нагреваются до более низких температур и имеют мелкозернистую структуру, нормализованной стали.
Для улучшения структуры и свойств металла шва и околошовной зоны иногда применяют горячую проковку шва и местную термообработку нагревом сварочным пламенем или общую термообработку с нагревом в печи.
Особенности и режимы сварки различных металлов
Сварка углеродистых сталей
Низкоуглеродистые стали можно сварить любым способом газовой сварки. Пламя горелки должно быть нормальным, мощностью 100-130дм 3/ч при правой сварке.
Сварка легированных сталей
Легированные стали хуже проводят тепло чем низкоуглеродистая сталь, и поэтому больше коробятся при сварке.
Низколегированные стали (например XCHД) хорошо свариваются газовой сваркой. При сварке применяют нормальное пламя и проволоку СВ-0.8, СВ-08А или СВ-10Г2
Хромоникелевые нержавеющие стали сваривают нормальным пламенем мощностью 75дм 3 ацетилена на 1мм толщины металла. Применяют проволоку СВ-02Х10Н9, СВ-06-Х19Н9Т. При сварке жаропрочной нержавеющей стали, применяют проволоку содержащую 21% никеля 25% хрома.
Сварка чугуна
Чугун сваривают при исправлении дефектов отливок, а так же восстановлении и ремонте деталей: заварке трещин, раковин, при варке отколовшихся частей и пр.
Сварочное пламя должно быть нормальным или науглероживающим, так как окислительное вызывает местное выгорание кремния, и в металле шва образуются зерна белого чугуна.
Сварка меди
Медь обладает высокой теплопроводностью, поэтому при ее сварке к месту расплавления металла приходится проводить большое количество тепла, чем при сварке стали.
Одним из свойств меди затрудняющим сварку, является ее повышенная текучесть в расплавленном состоянии. Поэтому при сварке меди не оставляют зазора между кромками. В качестве присадочного металла используют проволоку из чистой меди. Для раскисления меди и удаления шлака применяют флюсы.
Сварка латуни и бронзы
Сварка латуни. Газовую сварку широко используют для сварки латуни, которая труднее поддается сварке электрической дугой. Основное затруднение при сварке состоит в значительном испарении из латуни цинка, которое начинается при 900С. Если латунь перегреть, то вследствие испарения цинка, шов получится пористым. При газовой сварке может испаряется до 25% содержащегося в латуни цинка.
Для уменьшения испарения цинка сварку латуни ведут пламени с избытком кислорода до 30-40%. В качестве присадочного металла используют латунную проволоку. В качестве флюсов применяют прокаленную буру или газообразный флюс БМ-1
Сварка бронзы
Газовую сварку бронзы применяют при ремонте литых изделий из бронзы, наплавке работающих на трение поверхностей деталей слоем антифрикционных бронзовых сплавов и пр.
Сварочное пламя должно иметь восстановительный характер, так как при окислительном пламени увеличиваются выгорание из бронзы олова, кремния, алюминия. В качестве присадочного материала используют прутки или проволоку, близкие по составу к свариваемому металлу. Для раскисления в присадочную проволоку вводят до 0.4% кремния.
Для защиты металла от окисления и удаления окислов в шлаки применяют флюсы тех же составов, что и при сварке меди и латуни.
Список литературы
Глизманенко Д.А. Газовая сварка и резка металлов.-М.: Высш. школа, 1969.-304с.
Виды газовой сварки

Газовая сварка – метод соединения деталей, работающий там, где дуговая сварка пасует. Соединение цветных металлов, тонкостенных труб, получение аккуратных швов – все это об этом методе соединения материалов. Все виды газовой сварки применяются практически везде: от строительства до ремонта автомобилей и в быту.
Однако такой метод обработки металлов требует высокого профессионализма и досконального знания материальной составляющей. Какие газы использовать для сварки того или иного металла, какую горелку выбрать, каким способом варить – обо всем этом вы узнаете из нашей статьи.
Что нужно знать о газовой сварке

Газоплазменная сварка, называемая также газовой, объединяет две металлические детали или листа, расплавляя их края и объединяя основной материал с припоем или добавочным металлом. Расплав достигается созданием области высокой температуры в зоне сварки с помощью сгорания некоторого газа с определенной скоростью. Как газовая резка, так и сварка происходят путем экзотермической реакции расплавленного металла с горящей газовой смесью, подающейся к месту реза (сварки).
Требуемая для соединения температура горения достигается смешиванием кислорода с каким-либо горючим газом. Процесс соединения газов происходит внутри газового смесителя, куда они поступают из разных источников. На выходе из смесителя происходит искусственный поджог газа. В соответствии с технологией сварки газом, объем подачи каждого из компонентов смеси регулируется отдельно. Благодаря этому создаются наилучшие условия для резки и соединения металлов. Данный принцип характерен для любого газопламенного аппарата.
Посредством аппарата газовой сварки можно:
- сваривать различные заготовки;
- паять (например, ремонтируя испорченные детали);
- наплавлять;
- разрезать металлопрокат в листах или трубы на заготовки.
Благодаря множеству преимуществ, сварка газом применяется в различных отраслях хозяйства: промышленном производстве, строительстве, ЖКХ, ремонте автотранспорта, для бытовых целей в городских квартирах, на дачах и в домах. Газосварка может соединить практически все виды металлов. Сфера ее применения обширна: слияние частей сложных конструкций, деталей из цветного металла, тонкостенных труб и пр. А если правильно выбрать припой и подобрать условия, то можно сварить чугун и напаять на него латунь. Газовая резка и сварка позволяют получать изделия высокого качества.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Процесс пайки происходит методом нагрева заготовок с одновременным расплавлением припоя с флюсом. На расплавленных стыках заготовок идет процесс взаимного проникновения (диффузии) металлов и припоя. Шов при этом получается ровный и красивый, в дальнейшем он может быть дополнительно обработан.
Рекомендовано к прочтению
Метод наплавки используется для покрытия одной металлической заготовки иным по типу или структуре металлом. Поверхность основной заготовки нагревается до температуры запотевания. Данный метод позволяет ремонтировать и восстанавливать детали, наплавлять другой материал с лучшими прочностными характеристиками, увеличивать размеры изделия. Использование наплавки понижает стоимость ремонта, уменьшает количество используемого дорогого материала и продлевает срок службы.
Основные виды газовой сварки

Особенности соединяемых металлов и их сплавов, форма заготовок, направление сварки газом и прочие факторы оказывают значительное влияние на ее технику.
Газовая сварка разработана для соединения чугуна, а также цветных металлов, поскольку, в отличие от дуговой, она выполняется быстрее и качественнее. Единственным исключением является легированная сталь. Причина – низкий коэффициент теплопередачи этого сплава, из-за которого заготовки значительно деформируются.
К настоящему времени разработаны разнообразные виды газовой сварки. Это «левая» и «правая», а также ванночками, многослойная и газовая сварка валиком.
При «правом» виде сопло сварочного аппарата ведется слева направо. Подача присадки осуществляется после прохождения соплом свариваемого участка. Пламя из сопла плавит присадку. Температура, при которой она расплавляется, как правило, меньше температуры плавления заготовки. Потому растопленная присадка ровно покрывает шов сверху.
«Левый» вид газовой сварки называют основным. При его использовании идет обратный процесс – справа налево, при этом подача присадки происходит спереди. Данный вид считается более простым, однако используется исключительно для листового тонкого металла. Помимо всего, он еще и менее экономичный, поскольку расход газовой смеси и присадки выше.
Вид соединения валиком применяют для листов металла и считают более трудоемким. Формой шов напоминает валик, откуда и пошло название. Имеет высокое качество – без шлаков, воздушных лакун и пор.
Ванная сварка – значительно более сложный вид газового соединения, требующий особого умения и навыков. Заключается он в спиральной укладке присадки в сварной шов, когда на проволоку воздействует пламя разной температуры, проходя через нее. Витки спирали немного перекрывают друг друга. Применяется для газовой сварки низкоуглеродистой листовой стали.
Многослойный вид газовой сварки считается сложнейшим из известных. Принцип его действия заключается в наплавке верхнего слоя на нижний с полным прогревом всех нижних слоев. Для получения качественного шва необходимо постоянно отслеживать положение стыков швов, они не должны находиться друг под другом.
Для каждого из описанных выше типов газовой сварки характерны свои виды швов.
Все указанные виды газовой сварки металла могут проходить с использованием флюса, который зависит от соединяемого металла. Флюс необходим для создания защиты сварного шва от снижающих его качество окислов.
Какие виды газов используются для газовой сварки
При газовой сварке используют различные виды газов: кислород, ацетилен, бензол, пропан, МАФ, бутан, керосин, углекислота, коксовый газ и пр. Чаще всего применяется ацетилен, поскольку температура его горения вместе с кислородом составляет +3 000 °С.
1. Ацетилен.
С2Н2 – такова формула чистого ацетилена. Этот вид газа не имеет цвета, пахнет чесноком, после вдыхания во рту появляется сладковатый вкус. Ацетилен чуть легче воздуха и считается опасным для человека.
Процесс приготовления данного вида газа прост: надо только смешать воду с карбидом кальция в нужных пропорциях. Поэтому его можно сделать на месте сварки, а можно привезти уже готовый, в баллонах. Карбид кальций является кристаллическим веществом, достаточно твердым, изготавливаемым посредством плавки при +1 900… +2300 °С кокса и извести.
Баллонный ацетилен выгодно использовать при небольших объемах работ. Для серийного производства эффективнее применять ацетиленовые генераторы. Основными достоинствами данного вида газа является чрезвычайно высокая температура горения, легкость его получения и удобство регулировки. Недостатками считается высокая стоимость и взрывоопасность.
2. Заменители ацетилена.
Заменителями С2Н2 для газовой сварки являются водород, пропан, коксовый газ, керосин, смесь пропана с бутаном и бензин. Эти виды, как и ацетилен, способны поддерживать высокую температуру в месте газовой сварки. Но, несмотря на повышенный расход кислорода, температура пламени все равно не достигает таких же параметров, как при горении ацетилена. Именно поэтому они применяются в основном для газовой сварки металлических конструкций из легкоплавких и цветных металлов. Для соединения стали они не подходят.
3. Кислород.

О2 выступает неким ускорителем горения, применяемым в процессе работы вместе с избранным газом. Максимальная температура горения достигается использованием чистого кислорода, что значительно повышает качество шва. При газовой сварки можно использовать все три сорта чистоты кислорода: 99,2 %, 99,5 %, 99,7 %. При этом отмечается прямая зависимость скорости работы и нормы расхода кислорода от его чистоты.
Кислород в виде газа не имеет вкуса и запаха, прозрачен и бесцветен, а также он тяжелее, чем воздух. Его получают: из воды – электролизом, из воздуха – путем глубокого охлаждения. После изготовления в газообразном состоянии кислород хранится в баллонах, в жидком – в танках. В процессе сварки необходимо внимательно контролировать количество поступающего кислорода, поскольку его переизбыток ведет к окислению шва.
4. Углекислый газ.
СО2 обладает сильной окислительной способностью и специфическим запахом. Воздух в 1,5 раза легче углекислоты, но она прекрасно растворима в водной среде. Для работ с чугуном, коррозийными сталями, углеродистыми сплавами и металлами, а также с низколегированными соединениями применяют три типа углекислоты.
5. Защитные элементы.

Для защиты сварной ванны от воздействия воздуха применяют инертные газы. Их преимуществами являются отсутствие цвета, запаха, влияния на металл и нерастворимость в нем.
- Аргон. Имеет несколько сортов. Редкие, активные металлы и сплавы соединяются аргонодуговым методом с использованием его высшего сорта. Для стальных и алюминиевых заготовок применяют первый сорт. Аргон не горюч и на 50 % тяжелее воздуха.
- Гелий. Используется специалистами для соединения алюминия, стали, а также активных и чистых материалов.
- Азот. Четыре сорта азота имеют разное количество основного вещества. Используется газ при работе с медью и ее сплавами.
Для улучшения процесса соединения металлов, а также качества шва применяются различные сварочные газовые смеси. Например, аргон и кислород, аргон и углекислота, а возможны смеси аргона, кислорода и углекислоты, а также гелия и аргона.
Какие виды газовых горелок применяются для сварки
Газовая горелка – важный и достаточно сложный элемент сварочного оборудования, хотя на первый взгляд таковым не является. Она необходима для получения факела, которое воздействует на металл, и помогает регулировать объем и мощность пламени в определенных границах.
Конструкции газовых горелок делятся на:
По виду используемого газа они подразделяются на:
- ацетиленовые;
- под жидкое горючее, а также иные газы.
По способу обработки делятся на:
1. Инжекторный и безынжекторный виды горелок для сварки с помощью газа.
Необходимость поддержания требуемого уровня давления подаваемого газа привела к снабжению горелки струйным насосом. Высокое давление газа не требует включения насоса, поскольку горючее подается с уже необходимым уровнем. Но если газ находится в баллонах под низким давлением, то его расход увеличивается. В таком случае давление искусственно увеличивают. Именно тогда применяется подача при помощи инжектора – принудительно. Затем в сварочной камере горелки происходит смешивание кислорода с иными газами до получения требуемой смеси, которая и создает факел.
Более простыми являются горелки, в которых нет инжектора. Газы (кислород и горючее) для факела поступают в смеситель посредством системы подачи. В нее входят: шланги, вентили и ниппели. Однородной смесь для качественного пламени становится уже в смесителе.
Она проходит по трубке наконечника и подается на мундштук, затем ее поджигают, образуя необходимое для работы пламя. Следует тщательно следить за параметрами давления подачи смеси из мундштука – таким образом можно регулировать процесс горения. Скорость, с которой смесь ацетилена и кислородом вырывается из мундштука, может равняться 70–160 м/сек. Если она будет недостаточной, то смесь, попадая внутрь горелки, взрывается в ней. Если слишком высокой – факел отрывается от горелки и тухнет.

В горелках высокого давления может использоваться метан и водород. Они достаточно просты в работе, но применяются значительно реже инжекторных горелок низкого давления.
2. Работа горелки низкого давления.
Система подачи (ниппель и регулировочный кран) поставляет кислород высокого давления (4 атм) в горелку. Газ проходит на высокой скорости через инжектор. В камере струйного насоса кислород своей струей создает пониженное давление (ниже атмосферного), благодаря чему в нее поступает горючий газ. Он проходит через ниппель и вентиль, а потом и инжектор, смешивается с кислородом в смесительной камере. Затем с необходимой для работы скоростью подается на мундштук.
В процессе работы расход кислорода неизменен, поскольку не подвержен внешним факторам. Чего не скажешь об ацетилене, на который влияют колебание давление, нагрев мундштука, возрастание сопротивления. Что приводит к повышенному его расходу.
3. Другие виды горелок.
Газовые горелки, функционирующие на жидком топливе, например, керосине, бензине, применяются в ряде отраслей промышленного производства. Принцип работы данного вида горелок заключается в распылении смеси кислорода и керосина и последующего испарения мелких капелек горючего нагревом мундштука.
Для эксплуатации этого вида горелок в безаварийном режиме необходимо соблюдать следующие требования безопасности:
- отслеживать форму сварочного пламени;
- регулировать факел в необходимых границах;
- устройство должно быть защищено и неуязвимо для воздействий извне;
- горелка должна быть удобна в использовании.
Чаще всего для проведения газовой и плазменной сварок применяется ацетилено-кислородная смесь. В качестве ее замены может быть использован пропан. Однако такой вид работ достаточно сложен и не под силу новичку, так как требует вдумчивой предварительной подготовки, что, несомненно, скажется на качестве шва и облегчит работу.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Преимущества газовой сварки

Надежно скрепить металлические детали друг с другом можно с помощью сварки. Существует несколько разновидностей сварочных работ. В этой статье мы расскажем, каковы преимущества газовой сварки, каковы ее недостатки, в какой сфере применяется и какие материалы для нее необходимы.
Немного истории
Сварка была известна еще в древнем Египте. Человек получил возможность сваривать металлы друг с другом в то же время, когда научился их обрабатывать иными способами. Разумеется, в древности этот метод соединения материалов был не столь эффективен, как в настоящее время, но все же до наших дней дошли сооружения, в основе которых лежат сваренные много веков назад металлические крепления. К примеру, практически все архитектурные памятники, возведенные в эпоху Возрождения, держатся за счет сварных конструкций.
Как ни странно, но первой появилась и была усовершенствована электросварка, и только в 1903 году французами был изобретен аппарат для газовой сварки. В нем применялись ацетилен и кислород. Его конструкция и принцип действия дошли да наших дней практически в неизменном виде. Разумеется, сам аппарат в процессе эксплуатации несколько усовершенствовался. Претерпевало изменения также дополнительное оборудование, использовались более совершенные кислородные баллоны, менялись редукторы и материалы, которые выступают в роли прокладок и пр.

Газовая сварка наравне с электродуговой или лазерной обладает определенными преимуществами и недостатками, о которых важно знать, чтобы в итоге получить качественный шов и свести затраты на сварочные работы к минимуму.
Суть газовой сварки
Соединение металлов при помощи газовой сварки происходит за счет использования высокотемпературных газов. В основном работают с кислородом и ацетиленом, реже с иными газами. Главную роль в сварочных работах играет пламя, температура которого влияет на плавление различных видов металлов. Пламя включает три зоны: ядро (область распада ацетилена), восстановительную (место окисления углерода и водорода) и факел (зона полного сгорания газов).
В зависимости от соотношения кислорода и ацетилена выделяют три разновидности пламени:
- Нормальная. В этом случае газы подаются в равных пропорциях. Для пламени характерен синий цвет во всех трех зонах, пламя восстановительной зоны имеет ярко-синий цвет.
- Окислительная. Характеризуется бледным коротким пламенем, вызванным недостатком ацетилена.
- Науглероживающая. Для нее характерен ярко-желтый цвет пламени, вызванный недостатком кислорода.
При нормальном пламени скорость окисления металла равна скорости его восстановления. Чаще всего используется именно эта разновидность пламени. Но вот бронзовые элементы и детали, содержащие в своем составе олово, обрабатываются исключительно с помощью восстановительного огня.
Рекомендуем статьи по металлообработке
Увеличение концентрации кислорода в смеси газов превращает пламя в окислительное. Оно оптимально для работы с латунными элементами, а также при использовании твердого припоя. Говоря о преимуществах газовой сварки окислительным пламенем, отметим, что оно позволяет повысить скорость сварочных работ. В этом случае не обойтись без специальной присадки, в состав которой входят марганец и кремний – они выступают в роли раскислителей. Использование при работе с окислительным пламенем присадочной проволоки из того же металла, что и свариваемые детали (исключение возможно для латуни), приведет к образованию хрупкого шва, имеющего большое число пор и каверн.
Пламя с повышенной концентрацией горючего газа используют при работе с чугунными и алюминиевыми конструкциями, а также в случае необходимости наплавить на деталь другой элемент, состоящий из более твердого сплава.
Преимущества и недостатки газовой сварки
Говоря о преимуществах газовой сварки, отметим:
- Отсутствие необходимости в дорогостоящем оборудовании и дополнительных источниках электроэнергии. Сварочные работы можно проводить где угодно, даже в поле. Элементы созданных в период 1926 – 1935 годов нефтепроводов соединялись именно за счет газосварки. Благодаря этому преимуществу газовой сварки перед электрической, ее можно использовать для выполнения ремонтных работ в различных частях зданий и сооружений, в любых областях и регионах.

- Возможность изменять мощность пламени при работе с металлами, обладающими различной температурой плавления.
- Газовая сварка обладает преимуществами перед дуговой при работе с чугуном, медью, свинцом и латунью.
- Правильный выбор присадочной проволоки, использование необходимой мощности и вида пламени гарантируют получение высококачественных швов. Именно газоацетиленовая сварка используется при работе с наиболее важными производственными участками.
- Свариваемые поверхности деталей медленно нагреваются и остывают.
- Возможность выбора температуры пламени. Изменение угла наклона пламени относительно свариваемых поверхностей влечет за собой изменение его температуры. При расположении пламени по нормали температура достигает максимальных значений.
- Швы, получаемые в результате газовой сварки, отличаются повышенной прочностью в сравнении с электродуговой с использованием низкокачественных электродов.

- Преимущество газовой сварки заключается также в возможности сваривания, резки и закаливания металлов.
Впрочем, этот вид сварки обладает и определенными недостатками:
- Значительной зоной нагрева, из-за которой существует вероятность повреждения расположенных рядом с ней термически неустойчивых элементов.
- Зависимостью производительности от толщины свариваемых деталей – если она превышает 5 мм, лучше воспользоваться электродуговой сваркой.
- Вероятностью деформации и разрушения мест спайки при соединении внахлест металлов, толщина которых превышает 3 мм (это возможно из-за возникновения в металле напряжения).
- Работой с опасными веществами (водород и ацетилен при взаимодействии с воздухом образуют взрывные смеси). Необходимостью строгого соблюдения техники безопасности, расположения газовых баллонов на максимальном удалении от органических веществ (жиров, масел, углеводородов). В противном случае высок риск возникновения пожаров и взрывов.
- Медленным нагреванием и остыванием обрабатываемых поверхностей.
- Сложностью механизации процесса.
- Невозможностью легирования наплавляемого металла. Однако на качество шва, получаемого при электродуговой сварке, существенно влияют используемые электроды и специальная обмазка.
- Не подходит для работы с высокоуглеродистыми сталями.
Скорее всего, вы обратили внимание, что низкая скорость нагревания и остывания свариваемых поверхностей отнесена как к преимуществам газовой сварки, так и к ее недостаткам. Такое качество процесса относится к достоинствам газосварочных работ, поскольку ряд металлов и сплавов требует мягких условий сваривания (медленного нагрева). Поэтому для цветных металлов и некоторых инструментальных сталей оптимален именно этот вид сварки.
Где применяется газовая сварка
Говоря о преимуществах газовой сварки металлов, расскажем о нескольких способах выполнения работ:
- газопламенная сварка при помощи присадочной проволоки, которая в процессе плавления заполняет пространство между свариваемыми деталями;
- газопрессовая сварка, которая не требует использования присадочной проволоки, детали скрепляются между собой благодаря плотному соединению расплавленных краев.
При помощи газовой сварки можно работать не со всеми типами металлов. Она подходит для работы с:
- жестью и тонколистовой сталью, толщина которой не превышает 5 мм;
- цветными металлами;
- чугуном;
- инструментальной сталью.
Для всех перечисленных металлов характерна общая черта – им требуется мягкий и плавный нагрев, который обеспечивает газовая сварка.
Газовую сварку и резку металлов широко используют в различных сферах промышленности и в быту.
Постепенный нагрев обрабатываемых деталей не позволяет им деформироваться, а потому отлично подходит для работы с тонкими металлами. Задача мастера заключается в правильной регулировке газа и наладке пламени. Для этого необходимо полностью открыть вентили баллонов кислорода и ацетилена и с помощью спички или зажигалки поджечь горелку. Отрегулировать нужный уровень подачи можно вентилем ацетилена, при этом кислород должен быть открыт полностью.
Газовую сварку в основном выполняют при помощи ацетилена, температура возгорания которого составляет свыше +335 °С. При одновременном использовании с кислородом он воспламеняется при более низкой температуре – около +297 °С.
Основной сварочный газ – кислород – смешивается с ацетиленом в равных долях. Им наполняют баллоны синего цвета. Баллон присоединяется к горелке шлангом, давление подаваемого газа не должно превышать 4 атм. К рядом расположенному отверстию подключается баллон с ацетиленом. В самой горелке предусмотрен специальный механизм, в котором происходит смешивание газов, а через наконечник поступает готовый сварочный концентрат.
Для газовой сварки и резки металлов, помимо ацетилена, могут использоваться другие газы в жидком и газообразном виде. В основном его заменяют парами керосина, а также пропаном, метаном, водородом.

Способы газовой сварки
Говоря о преимуществах газовой сварки, отметим, что на применяемую технику работ существенное влияние оказывает специфика обрабатываемых металлов и сплавов, форма деталей, направление шва и пр. В основном этим способом обрабатывают чугун и цветные металлы. Несколько хуже идет работа с легированной сталью, низкий коэффициент теплопередачи приводит к тому, что детали деформируются в процессе сварки.
Газовую сварку выполняют «правым» и «левым» способом, а также валиком, ванночками либо используют многослойную сварку.
Этот метод сварки характеризуется перемещением сопла горелки слева направо, присадочная проволока следует за пламенем. Огонь подается на конец проволоки, поэтому расплавленный материал (присадка плавится при более низкой температуре по сравнению с основным материалом) ровным слоем заполняет шов.
«Левый» (основной) способ газовой сварки предполагает иной порядок действий. Горелку перемещают справа налево, а присадочную проволоку – ей навстречу. Несмотря на то, что этот способ является более простым, им можно пользоваться только при работе с тонкими листами металла. Также он отличается большим расходом присадки и используемого газа.
Этим трудоемким способом обрабатывают листовые металлы. Говоря о преимуществах газовой сварки, отметим, что при этом образуется высококачественный шов в форме валика, не содержащий шлаков, пор и воздушных лакун.
Данный способ используется опытными сварщиками. В этом случае шов заполняют присадочной проволокой, укладывая ее по спирали и проводя через различные участки пламени. Каждый последующий виток немного закрывает предыдущий. Таким образом соединяют листы, выполненные из низкоуглеродистых сталей.
Этот способ является наиболее сложным, при котором один слой металла наплавляется поверх другого. Все нижележащие слои при этом идеально прогреваются. От мастера требуется контроль стыков швов, которые не должны находиться друг под другом.
Каждый из перечисленных способов предполагает использование различных флюсов, на выбор которых влияет обрабатываемый металл. Задача флюсов заключается в защите поверхности шва от появления окислов, отрицательно сказывающихся на его качестве.
Техника безопасности при газовой сварке
Какими бы ни были преимущества газовой сварки, при работе с ней необходимо следовать правилам техники безопасности:
- в обязательном порядке нужно использовать рукавицы-краги, предохраняющие руки от ожогов;
- не следует смотреть на пламя, поскольку высокая температура (более +1000 °С) и световая нагрузка оказывают негативное влияние на роговицу глаза;
- ни в коем случае нельзя браться за газовую резку или открывать баллон с кислородом руками со следами масла, поскольку взаимодействие промышленного масла и кислорода приводит к моментальному возгоранию кислорода и взрыву баллона.

На протяжении более 60 лет газосварочные работы широко используются в различных отраслях промышленности. Такие преимущества газовой сварки, как удобство, доступность, соотношение цены и качества работ позволили ей встать на один уровень с электродуговым способом.
Почему следует обращаться к нам
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Читайте также: