Какие размеры валиков должны быть при ручной аргонодуговой сварке труб из аустенитных сталей
Обновлено: 18.05.2024
Род и полярность тока определяют в зависимости от марки стали, толщины стенки трубы, марки покрытого электрода.
Сварочный ток обуславливается диаметром электрода dэ (мм), который выбирают в зависимости от толщины трубы:
Низкоуглеродистые и низколегированные конструкционные стали:
Высоколегированные хромоникелевые стали:
Напряжение на дуге определяется ее длиной. Оптимальную длину дуги выбирают между минимальной (0,5dэ) и максимальной (dэ+1).
Скорость сварки сварщик назначает в зависимости от требуемых геометрических размеров шва или наплавляемого валика.
Ориентировочные режимы сварки
Диаметр электрода, мм
Сварочный ток (А) при положении шва
При сварке труб малого (до 100 мм) диаметра с толщиной стенки 2-10 мм из углеродистых, низколегированных и теплоустойчивых сталей:
- стык собирают в приспособлениях и прихватывают ручной аргонодуговой сваркой в одной или двух точках, расположенных симметрично;
- стык, скрепленный одной прихваткой, сразу же обваривают, начиная со стороны, противоположной прихватке;
- при толщине стенки менее 3 мм прихватку выполняют электродом диаметром не более 2,5 мм.
Стыки труб со стенкой толщиной более 4 мм сваривают не менее чем в два слоя:

I - корневой шов (слой); II - облицовочные валики (слои); 1; 2; 3; 4; 5 - очередность выполнения
Очередность ручной сварки стыков труб диаметром менее 100 мм
| С двумя прихватками длиной 10-15 мм, высотой 3-4 мм | С одной прихваткой длиной 10-20 мм, высотой 3-4 мм | Без прихваток (с помощью приспособления) |
| Вертикальное положение стыка | ||
| Горизонтальное положение стыка | ||
При сварке труб диаметром 30-83 мм :
- вертикальный стык сваривают участками по три четверти периметра;
- каждый последующий валик горизонтального стыка укладывают в противоположном направлении;
- «замковые» участки последующих валиков смешают относительно предыдущих швов.
Сварка поворотных стыков труб
При сварке на вращателях подбирают скорость вращения трубы (Vвр), равную скорости сварки (Vсв). Положение сварки, наиболее удобное для формирования шва, находится не в зените, а в точке, отстоящей от вертикали на 30-35° в сторону, обратную направлению вращения трубы.
Когда вращателей нет или они нецелесообразны, свариваемые стыки труб поворачивают на углы 60-110°. Это позволяет формировать шов в самом удобном положении - нижнем.

Трубы диаметром более 219 мм сваривают обратноступенчатым способом за два полных оборота:

Трубы с поворотом на 180° сваривают в три приема. Вначале одним или двумя слоями сваривают участки ГЛ и ВЛ. После этого трубу поворачивают на 180° и заваривают участки ВБ и ГБ на всю толщину.
Затем трубу поворачивают на 180° и заваривают оставшуюся разделку на участках ГА и ВЛ. Сварку труб с поворотом на 180° могут выполнять как один сварщик, так и двое.

Сварку стыков труб с поворо том на 90° ведут тоже в три приема. Сперва заваривают участок стыка АВБ, укладывая один-два слоя. Потом трубу поворачивают на 90° и заваривают участок АГБ на всю толщину. Наконец, следуют обратный поворот на 90° и заварка оставшейся толщины трубы на участке АВБ.

Сварка с поворотом стыка позволяет качественно формировать шов с минимальными деформациями и напряжениями, плавным переходом к основному металлу, с минимальной чешуйчатостью без наплывов и подрезов.
Сварка неповоротных стыков труб
Вертикальные неповоротные стыки сваривают снизу вверх.
Сварку первых трех слоев в стыках труб диаметром более 219 мм следует выполнять обратноступенчатым способом. Длина каждого участка должна быть 200-250 мм.
Длина участков последующих слоев может составлять половину окружности стыка. Стыки труб с толщиной стенки до 16 мм можно сваривать участками длиной, равной половине окружности, начиная со второго слоя.
Очередность выполнения швов (1-14) и слоев (I-IV) одним сварщиком

Очередность наложения превого слоя двумя сварщиками при сварке неповоротных стыков труб диаметром более 219 мм

Горизонтальные неповоротные стыки труб диаметром более 219 мм, выполняемые одним сварщиком, необходимо сваривать обратноступенчатым способом участками длиной 200-250 мм. Четвертый и последующие слои можно сваривать вкруговую.
Очередность (1-12) выполнения швов одним сварщиком

При сварке горизонтального стыка двумя сварщиками последовательность сварки корневого шва зависит от диаме тра труб. Если диаметр менее 300 мм, то каждый сварщик заваривает участок длиной в половину окружности. В один и тот же момент сварщики должны находиться у диаметрально противоположных точек стыка. Если диаметр труб 300 мм и более, то корневой шов сваривают обратноступенчатым способом участками по 200-250 мм.
В стыках труб диаметром до 300 мм с толщиной стенки более 40 мм первые три слоя следует сваривать обратноступенчатым способом, а последующие слои - участками, равными половине окружности.

Стыки труб из низколегированных сталей диаметром свыше 600 мм при толщине стенки 25-45 мм сваривают так: все слои шва выполняют обратноступенчатым способом участ ками не более 250 мм.
Трубы диаметром более 600 мм из хромомолибденованадиевых сталей сваривают одновременно двое и более сварщиков, у каждого из которых свой отрезок стыка. Применяют обратноступенчатый способ (участки по 200-250 мм). Четвертый и последующие слои допускается выполнят ь участками, равными четверти окружности.

Очередность выполнения и примерное расположение слоев и валиков (1 - 20) при сварке вертикального и горизонтального стыков толстостенных труб из углеродистых и низколегированных сталей
14. Особенности сварки труб из мартенситных и мартенситно-ферритных хромистых сталей
14.1. Требования раздела 14 распространяются на сварку стыков пароперегревательных и других труб малого диаметра (менее 100 мм) при толщине стенки до 10 мм из мартенситной стали 10Х9МФБ (ДИ 82-Ш) и мартенситно-ферритной стали 12Х11В2МФ ручным дуговым, ручным аргонодуговым и комбинированным способами.
Для стыков труб с толщиной стенки до 5 мм предпочтительна ручная аргонодуговая сварка, при большей толщине стенки - комбинированная.
14.2. Оборудование поста для ручной аргонодуговой сварки должно отвечать требованиям, приведенным в п.8.1.2.
14.3. Прихватка и сварка стыков труб должна выполняться с использованием сварочных материалов, приведенных в табл.4.1 (электроды для ручной дуговой сварки) и табл.4.4 (сварочная проволока для ручной аргонодуговой сварки). Для ручной дуговой сварки следует применять электроды диаметром не более 3 мм, для ручной аргонодуговой сварки - проволоку диаметром 1,6-2 мм.
14.5. При сборке и прихватке стыков труб необходимо руководствоваться требованиями подразделов 6.2 и 6.3.
14.6. Прихватка и сварка ручным дуговым способом стыков труб из стали 12X11В2МФ с использованием аустенитных электродов и проволоки должна выполняться без подогрева, аргонодуговым способом с использованием высоколегированной проволоки марок Св-10X11НВМФ и Св-12X11НМФ - с подогревом стыка до температуры 300-350°С.
Прихватка и сварка ручным дуговым и аргонодуговым способами стыков труб из стали 10Х9МФБ с использованием электродов и проволоки марок, приведенных в табл.4.1 и 4.4, должны выполняться без подогрева.
Прихватку и сварку корневого слоя ручным аргонодуговым способом следует выполнять с применением присадочной проволоки.
14.7. Последовательность наложения слоев и валиков и их расположение в сечении шва должны быть такими же, как при сварке труб аналогичных размеров из углеродистой и низколегированной стали (см. подразделы 7.2 и 8.1).
14.8. Стыки труб из стали 10Х9МФБ (ДИ 82-Ш) подвергаются отпуску при температуре 750°С в течение 0,5 ч.
15. Особенности сварки трубных элементов из разнородных сталей
15.1. Требования раздела 15 распространяются на ручную дуговую и аргонодуговую сварку элементов из сталей одного структурного класса, но разного легирования и из сталей разных структурных классов (перлитного с мартенситным и мартенситно-ферритным, перлитного с аустенитным, мартенситного и мартенситно-ферритного с аустенитным), при этом сварные соединения сталей разных структурных классов рассматриваются применительно к трубам поверхностей нагрева и трубопроводам диаметром не более 100 мм и толщиной стенки не более 10 мм, которые встречаются в монтажной и ремонтной практике.
15.2. Конструкцию сварного соединения следует выбирать по табл.6.2 в зависимости от способа сварки, диаметра и толщины стенки свариваемых труб.
При сварке аустенитной стали с перлитной, мартенситной и мартенситно-ферритной соединяемые встык элементы должны иметь одинаковую толщину. Если соединяются элементы разной толщины, то должна быть произведена обработка более толстого элемента в соответствии с рекомендациями пп.6.1.6 или 6.1.7.
15.3. Если стык элементов из сталей разного структурного класса сваривается на остающемся подкладном кольце, то кольцо следует изготовлять из менее легированной свариваемой стали или из стали того же структурного класса, к которому относится металл корня шва. Подкладное кольцо для соединений элементов из сталей перлитного класса должно изготавливаться в соответствии с требованиями п.6.2.10.
15.5. Сварка сталей разных структурных классов с использованием аустенитного присадочного материала выполняется без предварительного подогрева стыка с минимальным тепловложением в соответствии с рекомендациями раздела 13.
Сварка разнородных сталей перлитного класса выполняется с подогревом, если таковой требуется, согласно данным табл.6.3 для более легированной из свариваемых сталей.
Сварка должна выполняться с соблюдением технологических требований, изложенных в соответствующих разделах РД.
15.6. Сварные соединения сталей разных структурных классов, на которые распространяется настоящий раздел (толщиной не более 10 мм), термической обработке не подвергаются (кроме стыков группы 21 по табл.15.1). Сварные соединения сталей одного структурного класса, но разного легирования, а также соединения группы 21 подвергаются термообработке в соответствии с требованиями табл.17.1.
Присадочный материал для сварки элементов котлов и трубопроводов из разнородных сталей
* Проволоку марок Св-08МХ, Св-08ХМ и Св-08ХМФА допускается применять для аргонодуговой сварки только при содержании кремния в проволоке не менее 0,22%.
Примечание. Разнородные соединения из стали 10Х13Г12БС2Н2Д2 (ДИ 59) со сталями 12Х1МФ и 12Х18Н12Т выполняются комбинированной сваркой (корень - ручная аргонодуговая, остальное сечение - дуговая сварка покрытыми электродами).
16. Сварка газоплотных панелей котлов
16.1. Общие положения
16.1.1. Требования раздела 16 распространяются на сборку и сварку на сборочной площадке и на месте монтажа поверхностей нагрева котлов из плавниковых труб, изготовленных из хромомолибденованадиевой стали (12X1МФ), хромомолибденовых (15ХМ, 12Х2М1, 12МХ) и углеродистых (20, 10) сталей, а также из гладких труб с приваренными полосами (плавниками).
Рассматривается технология сварки стыков труб (кольцевых швов) и продольных швов (по плавникам) при укрупнительной сборке заводских блоков газоплотных панелей и их монтаже, приварке уплотнительных вставок и гребенок узла уплотнения разъемов поверхности нагрева газоплотных котлов.
16.1.2. В процессе сварочных работ при монтаже котлов с газоплотными панелями необходимо обратить особое внимание на качество подготовки и сборки стыков труб и продольных швов плавников, вварки уплотнительных вставок и узлов уплотнения разъемов. Нельзя допускать натяга панелей плавниковых труб, а также большого зазора при сборке во избежание необходимости наложения швов чрезмерно больших сечений.
Качество сборки и сварки плавниковых труб на укрупнительной площадке и в процессе монтажа котла должен проверять мастер по сварке.
16.1.3. К выполнению кольцевых и продольных швов газоплотных панелей могут быть допущены сварщики, которые прошли специальную подготовку по сварке плавниковых труб.
16.1.4. Сварку продольных швов по плавникам, вварку уплотнительных вставок и гребенок из хромомолибденованадиевых и хромомолибденовых сталей (12X1 МФ, 12Х2М1 и др.) следует производить с предварительным подогревом мест сварки до 150-200°С газопламенными горелками на ширину не менее 50 мм по обе стороны от места наложения шва, при этом должны быть соблюдены требования п.6.5.9.
16.2. Сварка стыков труб
16.2.1. Стыки труб газоплотных панелей можно сваривать ручной дуговой, ручной аргонодуговой и комбинированной сваркой. Конструкция стыка должна соответствовать типу Тр-2 (см. табл.6.2). При подготовке, сборке и сварке стыков должны соблюдаться требования, изложенные в соответствующих разделах настоящего РД. Электроды и сварочную проволоку необходимо выбирать с учетом марки свариваемых труб в соответствии с рекомендациями раздела 4 (см. табл.4.1 и 4.4).
16.2.2. Концы труб в газоплотных панелях нужно обрабатывать механическим способом. Зазор "а" (рис.16.1) в стыках труб должен быть 0,5-2 мм. При заклинивании труб или образовании зазора в стыках меньше указанного панели следует отодвинуть, оттянуть из ряда мешающие трубы и обточить торцы собираемых труб до образования зазора требуемого размера. Для уменьшения опасности заклинивания труб может быть применена ступенчатая подготовка торцов труб одной из стыкуемых панелей (рис.16.1). При таком способе обработки и сборки панелей в первую очередь собирают и сваривают стыки труб на участке 1, отторцованные с нулевым допуском на зазор "а", затем - стыки труб на участке 2, отторцованные с допуском 1,25 мм, и в последнюю очередь - на участке 3, где допуск составляет 1,5 мм.
16.2.3. В процессе укрупнения панелей собирают и сваривают стыки плавниковых труб вначале с меньшим зазором, затем с большим. Если в собранной панели стыки с одинаковыми зазорами располагаются рядом (группой), то их следует собирать и сваривать от середины этой группы через два-три стыка. После заварки трех-четырех стыков этой группы необходимо наложить корневые слои шва на трех-четырех стыках противоположного участка панели, чтобы обеспечить наименьшую деформацию блока и сохранить зазоры во всех остальных стыках.
Какие размеры валиков должны быть при ручной аргонодуговой сварке труб из аустенитных сталей
при выполнении многопроходных швов наложение каждого последующего валика производить только после остывания металла шва и околошовной зоны (по 20 - 25 мм в каждую сторону от кромки разделки) до температуры ниже 100 град. C.
13.3. Приварка к трубам из аустенитных сталей сборочных приспособлений и других временных вспомогательных деталей, в том числе сварочного провода, не допускается (исключение составляет случай, оговоренный в п. 6.2.3).
13.4. Во избежание образования мелких поверхностных трещин нельзя допускать попадания на поверхность труб из аустенитных сталей брызг расплавленного металла или шлака. С этой целью поверхности свариваемых труб необходимо на длине не менее 100 мм от свариваемого стыка покрывать асбестовой тканью или асбестовым картоном либо наносить слой эмульсии КБЖ , или смеси каолина (мела) с жидким стеклом, либо препарата "Дуга-1".
Состав: 50 - 150 г сульфитно-спиртовой барды КБЖ, 20 - 30 г технического мыла, 15 - 30 г кальцинированной соды (на 1 л воды). Эту смесь растворяют в воде при 70 град. C и наносят на поверхность трубы в два слоя.
13.6. Оборудование поста ручной аргонодуговой сварки должно отвечать требованиям, изложенным в п. 8.1.2, поста автоматической аргонодуговой сварки - в п. п. 9.1.2 - 9.1.4.
13.7. Марка электродов для ручной сварки и марка присадочной проволоки для ручной и автоматической аргонодуговой сварки подбираются в соответствии с рекомендациями, приведенными в табл. 4.1 и 4.4. Диаметр проволоки для ручной аргонодуговой сварки должен быть 1,6 - 2 мм.
13.9. Собранный в приспособлении стык должен быть прихвачен в одном или двух местах с соблюдением требований, изложенных в подразделе 6.3. Если вертикальный стык прихватывается в одном месте, то прихватка располагается в верхней его части, если в двух, то на вертикальных его участках в диаметрально противоположных точках; на горизонтальном стыке прихватки могут располагаться в любом месте, но в диаметрально противоположных точках окружности стыка.
Для наложения прихваточных швов ручным дуговым способом должны использоваться электроды той же марки, какие будут применены для сварки стыка. Прихватку аргонодуговым способом следует выполнять без присадочной проволоки; присадочная проволока применяется только в случае, если зазор в стыке превышает 0,5 мм.
13.10. При закреплении стыка одной прихваткой необходимо сразу после прихватки заварить корневой слой по всему периметру, начиная сварку со стороны, противоположной прихватке.
13.11. Ручная аргонодуговая сварка корневого слоя может выполняться с присадочной проволокой или без нее. При зазоре в стыке более 0,5 мм необходимо применять присадочную проволоку диаметром 1,6 - 2 мм.
13.12. Последовательность наложения слоев и валиков и их расположение в сечении шва должно быть таким же, как при сварке труб аналогичных размеров из углеродистой и низколегированной стали (см. подразделы 7.2 и 8.1).
14.2. Оборудование поста для ручной аргонодуговой сварки должно отвечать требованиям, приведенным в п. 8.1.2.
14.3. Прихватка и сварка стыков труб должна выполняться с использованием сварочных материалов, приведенных в табл. 4.1 (электроды для ручной дуговой сварки) и табл. 4.4 (сварочная проволока для ручной аргонодуговой сварки). Для ручной дуговой сварки следует применять электроды диаметром не более 3 мм, для ручной аргонодуговой сварки - проволоку диаметром 1,6 - 2 мм.
14.6. Прихватка и сварка ручным дуговым способом стыков труб из стали 12Х11В2МФ с использованием аустенитных электродов и проволоки должна выполняться без подогрева, аргонодуговым способом с использованием высоколегированной проволоки марок Св-10Х11НВМФ и Св-12Х11НМФ - с подогревом стыка до температуры 300 - 350 град. C.
Прихватка и сварка ручным дуговым и аргонодуговым способами стыков труб из стали 10Х9МФБ с использованием электродов и проволоки марок, приведенных в табл. 4.1 и 4.4, должны выполняться без подогрева.
14.8. Стыки труб из стали 10Х9МФБ (ДИ 82-Ш) подвергаются отпуску при температуре 750 град. C в течение 0,5 ч.
15.2. Конструкцию сварного соединения следует выбирать по табл. 6.2 в зависимости от способа сварки, диаметра и толщины стенки свариваемых труб.
При сварке аустенитной стали с перлитной, мартенситной и мартенситно-ферритной соединяемые встык элементы должны иметь одинаковую толщину. Если соединяются элементы разной толщины, то должна быть произведена обработка более толстого элемента в соответствии с рекомендациями п. п. 6.1.6 или 6.1.7.
15.3. Если стык элементов из сталей разного структурного класса сваривается на остающемся подкладном кольце, то кольцо следует изготовлять из менее легированной свариваемой стали или из стали того же структурного класса, к которому относится металл корня шва. Подкладное кольцо для соединений элементов из сталей перлитного класса должно изготавливаться в соответствии с требованиями п. 6.2.10.
| Группа основных материа- лов по ПБ03-164-97 | Сталь свариваемых труб | Присадочный материал | |
| электроды для ручной дуговой сварки | проволока для аргонодуговой сварки | ||
| Для элементов независимо от диаметра и толщины стенки | |||
| 1 + 1 | Ст2, Ст3, Ст3Г, Ст4, 10, 08, 20 в сочетании с 15ГС, 16ГС, 17ГС, 10Г2С1, 09Г2С, 14ХГС, 14ГН, 16ГН | УОНИ-13/45, ТМУ-46, УОНИ-13/55, ЦУ-5, ТМУ-21У, ЦУ-6, ЦУ-7, ЦУ-8, АНО-11, ИТС-4С, ТМУ-50 | Св-08Г2С, Св-08ГА-2, Св-08ГС |
| 20 | 10, 20, 15ГС, 16ГС в сочетании с 12МХ, 15ХМ (и литье аналогичного состава) | УОНИ-13/55, ЦУ-5, ТМУ-21У, ЦУ-7, ТМУ-50, ЦУ-8, АНО-11, ИТС-4С, ЦУ-2ХМ, ТМЛ-1У, ЦЛ-38 | Св-08Г2С, Св-08ГС, Св-08МХ , Св-08ХМ , Св-08ХМА-2, Св-08ХГСМА |
| 20 | 10, 20, 15ГС, 16ГС в сочетании с 12Х2М1, 12Х1МФ, 15Х1М1Ф (и литье аналогичного состава) | УОНИ-13/55, ЦУ-5, ТМУ-21У, ЦУ-7, ЦУ-8, ТМУ-50, АНО-11, ИТС-4С, ЦУ-2ХМ, ТМЛ-1У, ЦЛ-38, ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М, ЦЛ-45 | Св-08Г2С, Св-08ГС, Св-08МХ , Св-08ХМ , Св-08ХМА-2, Св-08ХГСМА, Св-08ХМФА , Св-08ХМФА-2, Св-08ХГСМФА |
| 4 + 4 | 12МХ, 15ХМ, 12Х2М1 в сочетании с 12Х1МФ, 15Х1М1Ф (и литье анало-гичного состава) | ТМЛ-1У, ЦУ-2ХМ, ЦЛ-38, ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М, ЦЛ-45 | Св-08МХ , Св-08ХМ , Св-08ХМА-2, Св-08ХГСМА, Св-08ХМФА , Св-08ХМФА-2, Св-08ХГСМФА |
| Для элементов диаметром не более 100 мм и толщиной не более 10 мм | |||
| 4 + 4 | 12Х1МФ в сочетании с 12Х2МФСР | ТМЛ-1У, ЦУ-2ХМ, ЦЛ-38, ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М, ЦЛ-45 | Св-08ХМ , Св-08ХМА-2, Св-08ХГСМА, Св-08ХМФА , Св-08ХМФА-2, Св-08ХГСМФА |
| 21 | 12Х1МФ в сочетании с 10Х9МФБ (ДИ 82-Ш) | ЦЛ-39, ЦЛ-20, ТМЛ-3У | Св-08ХМФА |
| 5 + 9 | 10Х9МФБ (ДИ 82-Ш) в сочетании с 12Х18Н12Т | ЦТ-45 | Св-03Х20Н45Г6М6Б-ВИ(ЭП953-ВИ) |
| 22 | 12Х1МФ в сочетании с 12Х11В2МФ | ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М, ЦЛ-45, ОЗЛ-6, ЗИО-8, ЦЛ-25/1, ЦЛ-25/2, ЭА-395/9, ЦТ-10, НИАТ-5 | Св-08ХМФА , Св-08ХМФА-2, Св-08ХГСМФА, Св-07Х25Н13, Св-10Х16Н25АМ6 |
| 23 и 24 | 20, 12Х1МФ, 12Х2МФСР, 15Х1М1Ф, 12Х11В2МФ в сочетании с 12Х18Н10Т, 12Х18Н12Т | ЗИО-8, ОЗЛ-6, ЦЛ-25/1, ЦП-25/2,ЭА-395/9, ЦТ-10, НИАТ-5 | Св-07Х25Н13, Св-10Х16Н25АМ6 |
| 23 | 12Х1МФ в сочетании с 10Х13Г12БС2Н2Д2 (ДИ 59) | ЭА-395/9, ЗИО-8, ЦЛ-25 | Св-10Х16Н25АМ6, Св-07Х25Н13 |
| 9 + 9 | 12Х18Н12Т в сочетании с10Х13Г12БС2Н2Д2 (ДИ 59) | ЦТ-15 | Св-08Х19Н10Г2Б, Св-04Х20Н10Г2Б |
Проволоку марок Св-08МХ, Св-08ХМ и Св-08ХМФА допускается применять для аргонодуговой сварки только при содержании кремния в проволоке не менее 0,22%.
Сварка разнородных сталей перлитного класса выполняется с подогревом, если таковой требуется, согласно данным табл. 6.3 для более легированной из свариваемых сталей.
15.6. Сварные соединения сталей разных структурных классов, на которые распространяется настоящий раздел (толщиной не более 10 мм), термической обработке не подвергаются (кроме стыков группы 21 по табл. 15.1). Сварные соединения сталей одного структурного класса, но разного легирования, а также соединения группы 21 подвергаются термообработке в соответствии с требованиями табл. 17.1.
В сварочной практике, в нормативной и технической документации имеются некоторые разногласия в требованиях к выполнению облицовочных и заполняющих слоев. В данной публикации рассмотрим и проведем небольшой анализ требований к ширине валиков.
В технической литературе и нормативных документах встречается несколько значений терминов: узкий, ниточный, стрингерный, уширенный, широкий шов, проход, валик. Определения этих швов, как и поперечные размеры, разнятся от источника к источнику. Для примера можете ознакомиться приведенными ниже выдержками из различных источников.
- Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах:
Stringer bead — Узкий валик.
Валик непрерывного сварного шва без заметного колебания в поперечном сечении. В отличие от волнистого шва.

п. 7.14.9. В случаях указанных в пп. 7.14.7 и 7.14.8 ремонт сварных соединений (наплавку валиков) проводить по технологиям сварки как для разнотолщинных соединений одного диаметра с выполнением ниточных (стрингерных) швов для обеспечения плавного перехода от сварного соединения к основному металлу.
п. 3.12. Ниточный валик: Одиночный сварной шов, выполняемый без поперечных колебаний и накладываемый на основную трубу или на торец муфты при заварке коррозионных и механических повреждений, а также установке приварных ремонтных конструкций (муфт, усиливающих накладок и патрубков).
п. 7.1.5. Сварка стыков труб в узкую разделку с углом скоса кромок 7° (тип Тр-3а по табл. 6.2) во избежание зашлаковки и несплавлений в корневой части шва должна выполняться следующим образом:
корневой слой накладывается ниточным швом без колебательных поперечных движений электрода; диаметр электрода – не более 3 мм;
п. 13.2. Сварка стыков труб из аустенитных сталей должна производиться с минимальным тепловложением. С этой целью следует:
ручную дуговую сварку вести почти без поперечных колебаний электрода узкими валиками шириной не более трех диаметров электрода; при диаметре электрода 2,5 мм высота валика должна быть 2,5 - 4 мм, при диаметре электрода 3 мм высота валика - 3 - 5 мм.
- Сварка за один проход предпочтительнее при ширине шва не более 14-16мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя «напроход» нежелательна. Первый слой успевает остыть, и в нем возникают трещины [Лосев В.А., Юхин Н.А. - Иллюстрированное пособие сварщика]
- Валик – Металл сварного шва, наплавленный или переплавленный за один проход [ГОСТ 2601-84 Сварка металлов. термины и определения основных понятий]
- Уширенный валик – валик, полученный при сварке с поперечными колебаниями сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]

- Валик/проход – валик, полученный при сварке без поперечных колебаний сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]
- Узкий валик – валик сварного шва, образованный без заметного поперечного движения [ASME SECIX-2001 QW/QB-492];
- Уширенный валик – для ручного или полуавтоматического процесса, валик сварного шва, сформированный с помощью возвратно-поступательного поперечного движения. Смотрите также осцилляция [ASME SECIX-2001 QW/QB-492]
- Узкий валик; ниточный валик (stringer bead) - Валик, наплавленный без поперечных колебаний прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 - Термины и определения по сварке в соответствии с EN 1792]
- Широкий валик (weave bead) - Валик, наплавленный при поперечном колебании прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 - Термины и определения по сварке в соответствии с EN 1792]
- Если продольное перемещение электрода производить без поперечных колебаний, то ширина валика обычно составляет: b = (0,8 ÷ 1,5) dэл. Такие валики применяют при выполнении первого слоя в разделку многопроходного шва, при сварке тонкого металла, а также при сварке с опиранием на чехольчик толстого покрытия. Нормально сформированный однопроходный шов в большинстве случаев должен иметь ширину b = (2 ÷ 4) dэл. [Думов С.И. - Технология электрической сварки плавлением]

- Узкий валик накладывают при проваре корня шва, сварке тонких листов и других случаях. Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. Обычно при сварке тонкопокрытыми электродами ширина узкого валика колеблется в пределах 0,8 – 1,5 диаметра стержня электрода. При узком, но высоком валике объем наплавленного металла невелик, он застывает быстрее и растворенные в металле невыделившиеся газы делают шов пористым. Поэтому чаще применяют уширенные валики. Лучшее качество сварки получается при ширине валика, равной 2,5 – 3 диаметра электрода. [Глизманенко Д.Л. - Сварка и резка металлов]
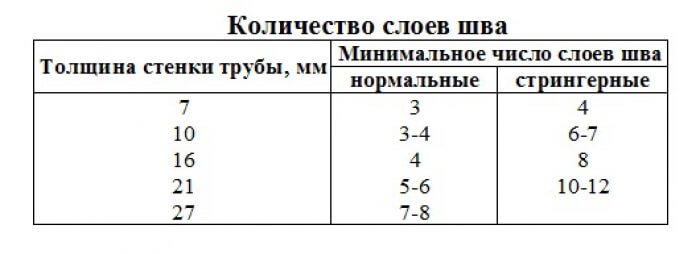
В нормативной и технической документации требования к ширине облицовочных и заполняющих валиков сварного соединения даны в очень малом объеме. Таблица ниже взята из Рекомендаций по применению РД 03-615–03.

Выдержки из документов, рекомендующих сварку облицовочного и заполняющего слоя в несколько валиков:
ОСТ 36-57-81 Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа (100 кгс/см2). Ручная аргонодуговая сварка. Типовой технологический процесс. П. 2.4.22 Таблица 4.
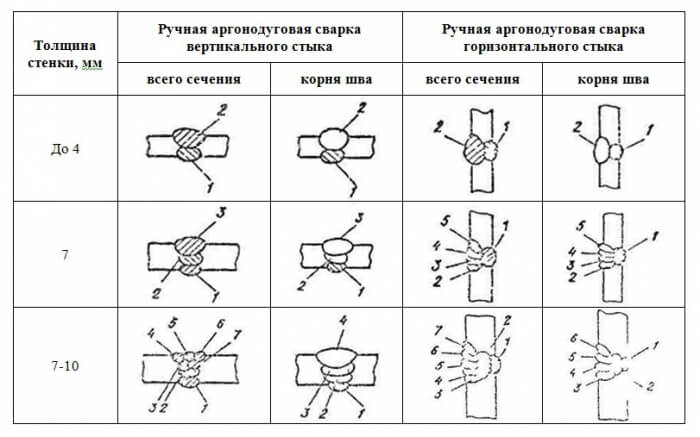
Примечания. Заштрихованы валики сварных швов, выполненных аргонодуговым способом.
Цифры обозначают последовательность наложения валиков в слоях сварного шва
Проанализировав информацию из различных источников, я условно выделил три разновидности валиков, применительно к РД сварке:
1) Ниточный / узкий валик – валик, накладываемый без поперечных колебаний электрода или сварочного инструмента.
Чаще всего применяется для заварки корневого слоя, сварки аустенитных сталей, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.

2) Уширенный валик – валик шириной до 14 мм (в среднем не более 3-х диаметров электрода).
Чаще всего применяется для сварки угловых швов, горизонтальных швов, толстостенных конструкций, сварки аустенитных сталей.

3) Широкий валик – валик шириной 14-35 мм.
Чаще всего применяется для заполняющих слоев в нижнем и вертикальном положениях (техника сварки слоями повышенной толщины по РТМ-1с).

Необходимо указать, что для других способов сварки и марок сталей размеры этих валиков будут существенно различаться.
В заключение хотелось бы отметить, почему сварка узкими валиками более предпочтительна.
Сварка уширенными и в обоснованных случаях узкими валиками (многослойными многопроходными швами) способствует следующему:
- остаточные сварочные напряжения имеют более низкие значения [Каракозов Э.С. - Справочник молодого электросварщика]
- металл сварного шва имеет более мелкозернистую структуру за счет меньшего объема сварочной ванны [Каракозов Э.С. - Справочник молодого электросварщика]
- облегчается обеспечение более плавного перехода к основному металлу [СТО Газпром 2-2.4-083-2006]

- При слишком широком валике производительность сварки будет меньше [Глизманенко Д.Л. - Сварка и резка металлов]
* Тудвасев в своей книге указывает, что ширину валика брать по диаметру электрода с покрытием. Ниточный валик по ширине равен 1-2 диаметрам электрода с покрытием, среднее значение ширины валика – 1,5-3 диаметра электрода с покрытием.
Такие швы, сваренные узкими валиками, отличаются надлежащим качеством и хорошим внешним видом шва. Это показывает высокую квалификацию сварщика.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Технология ручной аргонодуговой сварки труб
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб - менее 100 мм, толщина стенки - до 10 мм.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке - в зависимости от толщины стенки трубы, а при многопроходной - исходя из высоты валика, которая должна составлять 2 - 2,5 мм. Сварочный ток назначают из расчета 30 - 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Ориентировочные режимы
Диаметр W-электрода, мм
Диаметр присадка, мм
Сварочный ток, А
Напряжение на дуге, В
Расход газа, л/мин
Минимальные режимы по току в зависимости от марки W-электрода
Постоянный ток (А) полярности
Переменный ток, А
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка

Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя

Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм - конец такой трубы подогревают до 250 - 300 °С.
Читайте также: