Какие требования предъявляются к проверке приспособлений применяемых при сборке под сварку
Обновлено: 26.04.2024
К конструкциям сварочных приспособлений предъявляется целый ряд требований:
1. удобство в эксплуатации (предполагает доступность к местам установки деталей, зажимным устройствам и устройствам управления, местам наложения прихваток и сварных швов, удобные позы рабочего, минимум его наклонов и хождений и другие требования научной организации труда);
2. обеспечение заданной последовательность сборки и наложения швов в соответствии с разработанным технологическим процессом;
3. обеспечение заданного качества сварного изделия (приспособление должно быть достаточно прочным и жестким, а закрепляемые детали оставаться в требуемом положении без деформирования их при сварке);
4. возможность использования при конструировании и изготовлении сварочных приспособлений типовых, унифицированных, нормализованных и стандартных деталей, узлов и механизмов (это способствует снижению их себестоимости приспособлений, сроков их проектирования и изготовления, повышению ремонтоспособности и т.п.)
5. обеспечение сборки всей конструкции с одной установки, наименьшего числа поворотов при сборке и прихватке (сварке), свободного съема собранного и сваренного (прихваченного) изделия или монтажного приспособления;
6. обеспечение быстрого отвода тепла от места сварки для уменьшения коробления, заданного угла поворота изделия, свободной установки и съема изделия, свободного доступа для осмотра, наладки и контроля;
7. технологичность деталей и узлов приспособления, а также приспособления в целом:
8. использование механизмов для загрузки, подачи и установки деталей, снятия, выталкивания и выгрузки собранного изделия, применения других средств комплексной механизации.
Приспособление должно быть ремонтоспособным, безопасным в эксплуатации, иметь достаточно высокий срок службы. Для этого следует предусматривать возможность замены быстроизнашивающихся деталей и восстановления требуемой точности приспособления. Оно должно включать устройства для подрегулировки в процессе эксплуатации. В конструкции приспособлений изнашивающиеся детали надо использовать с упрочненными рабочими поверхностями; избегать применения открытых механизмов и передач, предотвращать проникновение пыли, грязи, влаги, флюса, брызг металла на трущиеся и сопряженные поверхности; предупреждать возможность перегрузки приспособления в эксплуатации, вводить предохранительные и предельные устройства; предусматривать возможность удобной очистки базовых поверхностей от шлака и флюса, уборки последних после сварки. Для предупреждения самопроизвольного раскрепления прижимов и выпадения изделия в кинематическую схему механизмов поворотных приспособлений необходимо встраивать самотормозящие звенья.
Целесообразность проектирования, изготовления и применения любого приспособления и его конструктивная сложность должны обосновываться технико-экономическими показателями.
При разработке приспособлений и оборудования следует руководствоваться принципами художественного конструирования, формообразования машин, а также эргономическими требованиями. Надо определять оптимальную рабочую позу оператора и размеры его рабочего места, хорошо представлять себе конкретные действия человека, его связи с машиной. В сложных случаях необходимо готовить модели и макеты с целью проверки вариантов композиционных решений, при конструировании приспособлений анализировать известные технические решения и широко использовать опыт других предприятий и организаций.
Тема 2 (4 часа). Общие принципы конструирования приспособлений. Методика конструирования сборочно-сварочной оснастки (ССО).
Сборка под сварку
Нормируемые параметры сборки деталей под сварку
- Смещение кромок (Линейное смещение стыковых соединений);
- Зазор;
- Отклонение от прямолинейности (Угловое смещение);
- Требования к прихваткам (количество, длина, высота, место установки);
- Смещение продольных швов смежных сварных труб;
- Требования к приспособлениям, установке и снятию технологических креплений.
Линейное смещение кромок
Линейным смещением свариваемых кромок соединяемых листов или труб называют смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости.

Смещение кромок
Допускаемое смещение кромок устанавливается нормативными документами (ПБ,ОСТ, СТО, РД).
Важно! Большое смещение кромок может привести к непровару в корне сварного шва.
Зазор
Необходим для проплавления корня шва и формирования обратного валика.
Устанавливается стандартом на конструктивные элементы сварных соединений для различных способов сварки или отраслевыми нормативно техническими документами (ГОСТ, СТО, РД).
Важно! При заниженном зазоре возможен непровар, при завышенном прожог.
Угловое смещение (перелом)
Угловым смещением листов (труб) — называют смещение между двумя свариваемыми элементами, поверхности которых не параллельны и не находятся под заданным углом.
Допускаемое угловое смещение (отклонение от прямолинейности трубопроводов) устанавливается нормативными документами (ПБ, ОСТ, СТО, РД)
Угловое смещение труб, как правило, измеряют на расстоянии 200 мм. от стыка прикладыванием линейки длиной не менее 400 мм и измерением зазора.
Требование к прихваткам
Прихватки должны обеспечивать жесткость конструкции в процессе сварки за счет:
- количества;
- размеров (длины, высоты);
- равномерности расположения по длине шва.

Расположение прихваток при сборке
Прихватки не должны снижать качество сварного шва, поэтому:
- должны выполняться аттестованными сварщиками;
- должны располагаться на свариваемых кромках ( за исключением мест пересечения сварных швов);
- должны выполняться теми же сварочными материалами, что и корневой слой шва;
- должны зачищаться (или удаляться) для обеспечения формирования корневого слоя;
- не должны иметь дефектов. При появлении дефектов в прихватке (пор, трещин) необходимо работы приостановить до выяснения причин;
При недостаточной длине прихваток возможно их разрушение, при завышенной их длине будет большая поперечная усадка и уменьшение требуемого зазора, что приведет к непровару.
Смещение продольных швов сварных труб
Необходимо для исключения концентратора напряжений в месте перекрестия продольных и кольцевых швов.
Для магистральных и промысловых газопроводов смещение преграждает лавинообразное разрушение по сварному шву на переходе с одной трубы на другую.
Требования к сборке технологических трубопроводов
Смещение кромок по наружному диаметру разнотолщинных труб не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм.
Смещение кромок по внутреннему диаметру не должно превышать значений:
- 0,10 S, но не более 1мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории, работающих при температуре ниже — 70°C ;
- 0,15 S,но не более 1мм — для трубопроводов II — V категорий.
Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка должен быть обеспечен путем проточки конца трубы под углом не более 15°.
Для трубопроводов с Ру до 10 МПа (100 кгс/см2) допускается калибровка концов труб методом цилиндрической или конической раздачи.
Условное смещение. Отклонение от прямолинейности, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не должно превышать: 1,5 мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории; 2,5 мм — для трубопроводов II — V категорий.
Требования к прихваткам. Количество прихваток для трубопроводов диаметром до 100мм-2шт.; 100-600мм.-3-4шт.; свыше 600мм.-через каждые 300-400мм.
Длина прихватки для трубопроводов диаметром до 600мм. 2,0 — 2,5 толщины стенки, но не менее 15 и не более 60мм. Свыше 600 мм.-50-70мм.
Высота прихватки для трубопроводов диаметром до 600мм. 0,4 — 0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше. Свыше 600 мм. 4-5мм.
Требования к приспособлениям и технологическим креплениям
Сборка осуществляется с помощью центраторов или привариваемых на расстоянии 50 — 70 мм. от торца труб временных технологических креплений. Технологические крепления изготовливаются из стали того же класса, что и свариваемые трубы. Для закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не допускается.
Требования к смещению продольных швов
При сборке труб и других элементов с продольными швами последние должны быть смещены относительно друг друга. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с условным диаметром 100 мм и менее продольные швы должны быть смещены относительно друг друга на величину, равную 1/4 окружности трубы (элемента).
Требования к сборке трубопроводов газового оборудования
Смещение кромок. Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
на надземных и внутренних газопроводах низкого давления допускается производить нахлесточные соединения «труба в трубу» размеров d 50×40, 40×32, 32×25, 25×20 мм.при условии:
— просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
— величина нахлеста по длине соединяемых труб не менее 3 см;
— на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
Требования к смещению продольных швов
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
15 мм — для труб диаметром до 50 мм; 50 мм —от 50 до 100 мм; 100 мм диаметром св. 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Требования к сборке трубопроводов котельного оборудования
Требования к прихваткам
Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
Книга: Оборудование грузоподъемное. Общие технические требования
3.2.1. Изготовление сварных металлоконструкций должно производиться на основе разработанного технологического процесса сборки и сварки этих конструкций.
3.2.2. При сборке под сварку должна быть обеспечена точность сборки деталей в пределах размеров и допусков, установленных рабочими чертежами и настоящим стандартом.
Для обеспечения требуемой точности сборки следует применять специальные сборочно-сварочные кондукторы и приспособления, которые должны исключать возможность деформаций и не затруднять выполнение сварочных работ.
3.2.3. Приспособления, применяемые при сборке под сварку, должны периодически проверяться. Периодичность и порядок проверки устанавливаются предприятием-изготовителем.
3.2.4. Детали, подаваемые на сборочные операции, должны быть сухими, чистыми и выправленными.
Свариваемые кромки и прилегающие к ним зоны металла шириной не менее 20 мм перед сборкой должны быть очищены от ржавчины, грязи, масла, влаги и др. Свариваемые кромки отливок, кроме того, должны быть очищены от окалины, пригаров формовочной земли и пр. На свариваемых кромках допускаются следы ржавчины и окалина после прокатки.
При необходимости непосредственно перед сваркой производятся дополнительная очистка мест сварки и удаление конденсационной влаги; элементы, покрытые льдом, должны быть обогреты и просушены; продукты очистки не должны оставаться в зазорах между собранными деталями.
Зачистку можно производить способами, обеспечивающими требуемое качество.
3.2.5. Детали, предназначенные для точечной сварки, в местах соединения с двух сторон должны быть очищены от окалины, коррозии и загрязнений, а также покрытий, препятствующих сварке.
3.2.6. При сборке конструкций под сварку детали устанавливают таким образом, чтобы обеспечить возможность выполнения сварных швов преимущественно в нижнем положении.
3.2.7. При сборке конструкций под сварку между свариваемыми деталями необходимо обеспечивать зазоры всех типов сварных соединений:
для ручной дуговой сварки — по ГОСТ 5264;
для автоматической и полуавтоматической сварки под флюсом — по ГОСТ 8713;
для сварки в углекислом газе порошковой проволокой — по ГОСТ 14771;
для сварки труб всеми видами сварки (ручной дуговой, полуавтоматической в углекислом газе, автоматической под слоем флюса и газовой) — по ГОСТ 16037;
для ручной дуговой сварки под острыми и тупыми углами — по ГОСТ 11534;
для сварки в среде углекислого газа порошковой проволокой под острыми и тупыми углами — по ГОСТ 23518;
для точечной сварки — по ГОСТ 14776.
3.2.8. Местные повышенные зазоры должны быть устранены до начала общей сварки соединения. Если устранить зазоры поджатием деталей невозможно, то одну из деталей необходимо заменить на деталь, обеспечивающую требуемый зазор под сварку, или разрешается производить наплавку при длине зазора не более 10 % общей длины шва и ширине не более 0,6 наименьшей толщины свариваемых деталей.
3.2.9. Заполнять увеличенные зазоры кусками проволоки, электродами, полосками тонколистового металла и тому подобным не допускается.
Все местные уступы и сосредоточенные неровности, имеющиеся на деталях и препятствующие осуществлению правильной сборки, должны быть обработаны.
3.2.10. Сборка под сварку должна обеспечивать получение отклонений от геометрических размеров, формы и расположения поверхностей металлоконструкций в готовой сборочной единице не более величин, указанных в чертежах, государственных стандартах и технических условиях на конкретную машину, а при отсутствии по табл. 7. При этом суммарные допуски формы и расположения металлоконструкции секций телескопических стрел должны обеспечивать свободное перемещение секций относительно друг друга и при раздвинутой стреле не превышать значений, указанных в чертежах, а при их отсутствии по табл. 7. При этом остаточные деформации в готовой сборочной единице не должны превышать величин, указанных в табл. 8.
Таблица 7
Отклонение базы крана DB, мм
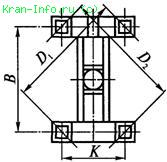
Отклонение колеи крана DK, мм
Разность диагоналей DD базы и колеи ¾ D1 ¾ D2(для кранов с жесткой рамой), мм
Отклонение от перпендикулярности общей оси отверстий под трансмиссионные валы в двух направлениях
Отклонение от прямолинейности оси башни DH, мм
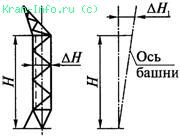
Отклонение от перпендикулярности оси башни или ее отдельных секций от плоскости ее основания DH1, мм
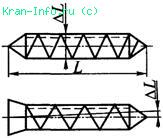
Отклонение от прямолинейности оси стрелы (гуська) DL, мм
Отклонение от перпендикулярности оси стрелы (гуська) или отдельных секций от оси шарнира стрелы (гуська) или плоскости стыка секций DL, мм
Отклонение по высоте Н оголовка поворотной башни Dу, мм
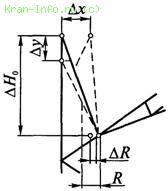
Отклонение верха оголовка поворотной башни по горизонтали Dх, мм
Отклонение расстояния между осями поворотной башни и опорного шарнира стрелы DR, мм
Разность диагоналей поперечного сечения башни или стрелы решетчатой конструкции d1 — d2в месте стыка — Dd, мм
в других сечениях — Dd, мм
Отклонение высоты и ширины поперечного сечения башни или стрелы DB, мм
Отклонение осевых линий элементов решетки от проектной геометрической схемы D, мм
Допустимый зазор между поясными уголками и раскосом а, мм
Допуск прямолинейности оси пояса, поперечины или раскоса решетчатых башен и стрел в зависимости от их длины между узлами DL, мм
Зазор между одной из опор ходовой рамы или грузовой тележки от общей опорной плоскости в ненагруженном состоянии с, мм
Отклонение от параллельности верхней плоскости ходовой рамы (привалочной поверхности под опорно-ходовое устройство) от общей поверхности ходовых колес (для кранов с поворотной башней)
Отклонение плоскостности поверхностей металлоконструкций S, сопрягающихся с опорно-поворотным кругом диаметром D, мм
Перекос осей каждого ходового колеса в вертикальной и горизонтальной плоскостях ix, мм
Отклонение от перпендикулярности торцевой посадочной поверхности барабана (для посадки ступицы или зубчатого колеса) по отношению к его геометрической оси i, рад
Отклонение по шагу ступеней лестниц, мм в пределах одной секции лестниц
в стыках секций
Скручивание коробчатых и двутавровых балок
при L £ 2000
при L > 10000
Отклонение от перпендикулярности стенок и поясов коробчатых и двутавровых балок в любом сечении
Отклонение от прямолинейности оси отдельных секций решетчатой башни или стрелы DM, мм
Отклонение от плоскостности стенок и поясов коробчатых и двутавровых балок,
в местах стыкового сварного соединения стенок и поясов допускается 1/2000
Вогнутость (выпуклость) стенок коробчатых и двутавровых балок в сжатой зоне при отсутствии других швов, кроме поясных,
Количество вогнутостей (выпуклостей) на участке между соседними диафрагмами не должно быть более одной
Выпуклость поясов балок,
Отклонение от плоскостности свисающих кромок поясов коробчатых балок,
Отклонение от параллельности фланцев коробчатых балок,
Отклонение от параллельности торцов диафрагм и ребер,
Отклонение от перпендикулярности торцов диафрагм и ребер,
Отклонение от перпендикулярности диафрагм и ребер к стенкам и поясам коробчатых и двутавровых балок,
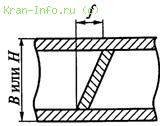
Таблица 8
Предельные отклонения, не более
Грибовидность поясных листов,
балка с ребрами
балка без ребер

Кривизна балок и стержней,
Скручивание балок и стержней,
Выпучивание вертикальных стенок балок (при отсутствии швов, кроме поясных),
Спиральная изогнутость поворотных рам, рам лебедок,
настилы поворотных рам, рам лебедок
обшивка кабин и кожухов
3.2.11. Неуказанные допуски формы и расположения поверхностей в готовой сборочной единице должны соответствовать квалитету 16 ГОСТ 25069.
3.2.12. Предельные отклонения линейных размеров готовых сборочных единиц должны соответствовать 16 квалитету и классу точности «грубый» ГОСТ 25670.
3.2.13. При сборке деталей под сварку допускаются следующие отклонения от проектного взаимного расположения собираемых деталей.
В стыковых соединениях:
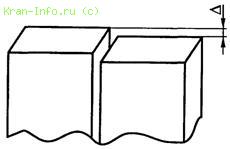
смещение свариваемых кромок относительно друг друга при толщине стыкуемых деталей не более 4 мм — 0,5 мм;
при толщине 4—10 мм — 1 мм; при толщине свыше 10 мм — 0,1 толщины стыкуемых деталей, но не более 3 мм (рис. 5);

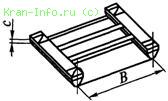
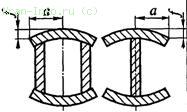
уступ кромок в плоскости соединения для полок и других свободных по ширине деталей - не более 3 мм для деталей шириной до 400 мм и не более 4 мм для деталей шириной более 400 мм (рис. 6);
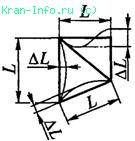
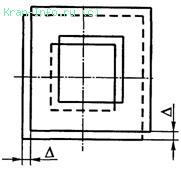
уступ кромок в соединениях замкнутого контура - не более 2 мм по всему периметру (рис. 7).
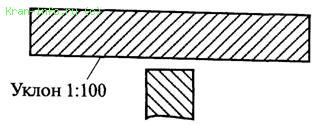
В тавровых соединениях:
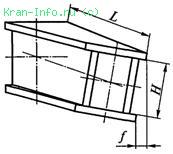
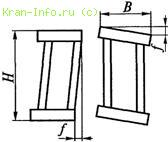
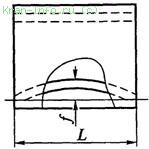
отклонение полки от заданного проектом положения - не более 1:100 (рис. 8).
3.2.14. Прихватка элементов сварных соединений при сборке должна выполняться сварщиком той же квалификации, что и при сварке, и с использованием тех же сварочных материалов. Если прихватка и сварка соединений выполняются различными видами сварки (например, прихватка вручную, а сварка автоматами или полуавтоматами), то сварочные материалы могут отличаться.
Прихватка расчетных элементов сварочных несущих металлоконструкций должна выполняться сварщиками, аттестованными в соответствии с Правилами аттестации сварщиков Госгортехнадзора и имеющими удостоверение.
3.2.15. Прихватки необходимо размещать в местах расположения сварных швов.
Количество и размеры прихваток, а также последовательность их наложения определяются технологическим процессом изготовления.
При наложении швов проектного сечения прихватки должны переплавляться.
Разрешается наложение прихваток вне мест расположения швов для временного скрепления деталей, если они не создают дополнительных концентратов напряжения в соответствующих элементах металлоконструкций. В дальнейшем эти прихватки должны быть удалены, а места их размещения зачищены.
3.2.16. По окончании сборочных работ швы прихваток и места под сварку должны быть зачищены от шлака, окалины, брызг.
Прихватки, имеющие дефекты, должны быть удалены и выполнены вновь.
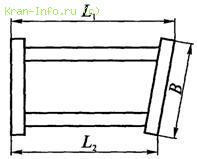
3.2.17. При сборке под сварку в начале и конце стыковых швов должны, как правило, устанавливаться выводные планки. Необходимость установки выводных планок и их размеры, которые должны быть не менее а = 60 мм, b = 80 мм (рис. 9), определяются технологическим процессом изготовления. Выводные планки должны иметь такую же разделку, как и свариваемые детали.
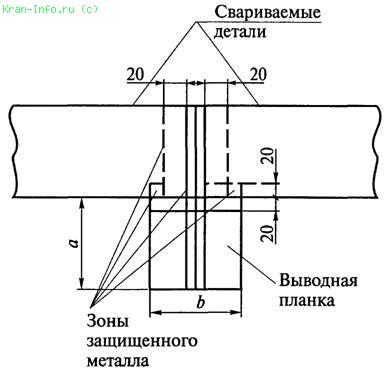
Выводные планки должны быть установлены в одной плоскости со свариваемыми деталями и плотно прилегать к их зачищенным кромкам. Допуски на точность установки выводных планок такие же, как и при сборке деталей под сварку.
3.2.18. Для защиты металла от сварочных брызг рекомендуется использовать жидкий концентрат лигносульфоната марки ЛСТ по ТУ 13-0281036-05-89 или другие защитные средства с аналогичными свойствами, не влияющие на качество сварки. Лигносульфонат технический разбавляется в горячей воде температурой 50—60 °С в отношении 1:4 по массе или 1:5 по объему. Полученная жидкость наносится на поверхность свариваемых изделий тонким слоем на ширине 100—150 мл с обеих сторон шва за 1—2 часа до начала сварки.
Детали, на которые наносится защитное покрытие, должны быть очищены от масла, эмульсий и других жировых веществ.
При подготовке изделий к окраске после сварки дополнительной операции по удалению остатков покрытия лигносульфоната технического не требуется.
3.2.19. Собранные под сварку металлоконструкции и отдельные составные части, подлежащие сварке, должны быть предъявлены ОТК. Принятые металлоконструкции и составные части должны иметь условное обозначение или промежуточное клеймо ОТК, свидетельствующее о разрешении выполнять последующие операции.
3.2.20. При транспортировке и кантовке собранных под сварку металлоконструкций или отдельных составных частей должны быть приняты меры, обеспечивающие сохранение геометрических форм и размеров, заданных при сборке.
Какие требования предъявляются к проверке приспособлений применяемых при сборке под сварку
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
от 11 декабря 2020 года N 519
(с изменениями на 25 июля 2022 года)
Документ с изменениями, внесенными:
2. Настоящий приказ вступает в силу с 1 января 2021 г. и действует до 1 марта 2023 г.
(Пункт в редакции, введенной в действие со 2 сентября 2022 года приказом Ростехнадзора от 25 июля 2022 года N 238. - См. предыдущую редакцию)
в Министерстве юстиции
30 декабря 2020 года,
регистрационный N 61964
УТВЕРЖДЕНЫ
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 11 декабря 2020 года N 519
Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах"
I. Общие положения
1. Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах" (далее - ФНП) разработаны в соответствии с Федеральным законом от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30, ст.3588; 2018, N 31, ст.4860) (далее - Федеральный закон N 116-ФЗ), Положением о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденным постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст.3348; 2020, N 27, ст.4248).
2. ФНП устанавливают требования к организации и производству сварочных работ, выполняемых на опасных производственных объектах (далее - ОПО), технических устройствах и сооружениях ОПО, поднадзорных Ростехнадзору и его территориальным органам или иным федеральным органам исполнительной власти в области промышленной безопасности и иным органам (далее - федеральные органы исполнительной власти в области промышленной безопасности), полномочия и права которых в области промышленной безопасности определены в соответствии с положениями статьи 5 Федерального закона N 116-ФЗ.
3. Требования ФНП при изготовлении технических устройств, конструкций и изделий, предназначенных для эксплуатации на ОПО, применяются в части, не противоречащей требованиям технических регламентов, разработанных в соответствии с Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" (Собрание законодательства Российской Федерации, 2002, N 52, ст.5140; 2018, N 49, ст.7521) и технических регламентов Евразийского экономического союза.
4. Требования ФНП обязательны для исполнения юридическими лицами, индивидуальными предпринимателями, их работниками из числа персонала сварочного производства, осуществляющими производство работ по сварке, пайке, наплавке и прихватке (далее - сварка) применяемых и (или) эксплуатируемых на ОПО сооружений и технических устройств, других конструкций и изделий, в том числе сборочных единиц, деталей, полуфабрикатов и заготовок (далее также - объект сварки) при осуществлении деятельности в области промышленной безопасности.
5. К указанным в пункте 2 ФНП сварочным работам относится производственная деятельность, осуществляемая персоналом сварочного производства с применением сварочных и родственных процессов, сварочных материалов и оборудования с соблюдением норм, правил, методик и условий для получения сварных соединений (наплавок) с качеством, соответствующим нормативным требованиям.
II. Требования к юридическим лицам, индивидуальным предпринимателям и персоналу сварочного производства
6. Персонал сварочного производства (сварщики, операторы, специалисты сварочного производства, контролеры сварочных работ, выполняющие операции сварочного производства, влияющие на качество сварной продукции) юридического лица, его филиала (обособленного подразделения) (далее - организация), индивидуального предпринимателя, осуществляющих сварочные работы, определяется такой организацией или индивидуальным предпринимателем и должен обеспечивать:
техническую и технологическую подготовку и выполнение сварочных работ с соблюдением требований ФНП и предусмотренных проектной (конструкторской) документацией нормативных документов по сварке и неразрушающему контролю сварного соединения;
безопасную эксплуатацию, обслуживание и ремонт сварочного оборудования;
соблюдение технологий сварки;
контроль качества сварных соединений.
7. Количество и квалификация сварщиков и специалистов сварочного производства, количество и сварочно-технологические характеристики сварочного оборудования и сварочных материалов, применяемые аттестованные технологии сварки, должны обеспечить получение сварных соединений с качеством, соответствующим требованиям нормативной документации, устанавливающей в определенной области применения комплекс норм, правил, требований, применяемых при производстве сварочных работ и контроле их качества (далее - НД), и (или) проектной (конструкторской) документации конкретного объекта сварки.
8. Сведения о численном составе и квалификации персонала сварочного производства, о наличии и техническом состоянии основного и вспомогательного оборудования для сборки, сварки и обработки сварных соединений, о применяемых технологиях сварки, должны быть систематизированы и документированы в соответствии с порядком, установленным распорядительным документом организации или индивидуального предпринимателя.
9. Сварщики и специалисты сварочного производства, выполняющие сварочные работы, должны обладать квалификацией, соответствующей видам выполняемых работ и применяемых при этом технологий сварки, и быть аттестованными для соответствующих способов сварки, видов конструкций, положений при сварке, основных и сварочных материалов. Процедуры аттестации должны осуществляться и оформляться с применением цифровых технологий, а содержание аттестационных документов должно быть доступно в электронном виде.
10. Сварщики и специалисты сварочного производства могут быть допущены к выполнению сварочных работ, указанных в действующих документах (далее - аттестационных удостоверениях), выданных после прохождения аттестации на основании положительных результатов аттестационных испытаний, подтверждающих возможность выполнения сварочных работ аттестованным лицом в установленной области, независимыми аттестационными центрами, реализующими комплекс организационных и технических требований и методик аттестации сварочного производства, в целях обеспечения безопасной эксплуатации ОПО. К независимым аттестационным центрам относятся юридические лица, осуществляющие процедуры аттестации сварочного производства, располагающие квалифицированным персоналом по технологиям сварки, применяемым на опасных производственных объектах, и оснащенные сварочным оборудованием и средствами контроля сварных соединений.
11. Личные шифры клейм сварщиков (уникальный шифр, содержащий четырёхзначное буквенно-цифровое сочетание, присваиваемый сварщику при положительных результатах первичной аттестации и остающийся неизменным при последующих аттестациях), указанные в аттестационных удостоверениях, должны быть закреплены за сварщиками распорядительным документом организации или индивидуального предпринимателя, выполняющих сварочные работы.
12. Сварочные работы должны выполнять организации или индивидуальные предприниматели, прошедшие процедуры проверки готовности к применению аттестованных технологий сварки на опасных производственных объектах.
13. Проверка готовности к применению аттестованных технологий сварки с целью определения наличия у организации или индивидуального предпринимателя технических, организационных и квалификационных возможностей для выполнения сварочных (наплавочных) работ по применяемым им аттестованным технологиям, а также соответствия качества выполненных при аттестации контрольных сварных соединений (наплавок) требованиям НД и (или) проектной (конструкторской) документации на сварные конструкции, осуществляется независимыми аттестационными центрами с учетом особенностей применяемой технологии сварки в условиях конкретного производства сварочных работ, выполняемых каждой организацией или индивидуальным предпринимателем. Процедуры проверки готовности должны осуществляться и оформляться с применением цифровых технологий, а содержание документов о проверке готовности должно быть доступно в электронном виде.
14. При проверке готовности к применению аттестованных технологий сварки независимый аттестационный центр оценивает:
наличие персонала сварочного производства, сварочного и вспомогательного оборудования, сварочных материалов, предусмотренных утвержденной организацией или индивидуальным предпринимателем производственно-технологической документацией по сварке (далее - ПТД), если иное не установлено техническими регламентами, принятыми в соответствии с законодательством Российской Федерации о техническом регулировании;
соблюдение требований технологических карт сварки и соответствие качества выполненных контрольных сварных соединений требованиям НД и (или) проектной (конструкторской) документации.
15. Выполнение контрольных сварных соединений (в том числе наплавки) с целью проведения аттестационных испытаний для оценки соответствия их характеристик и свойств заявленным организацией индивидуальным предпринимателем нормативным требованиям при проверке готовности к применению аттестованных технологий сварки осуществляется на месте производства сварочных работ.
16. Положительные результаты проверки готовности к применению технологии сварки оформляются документом с указанием подтвержденных характеристик сварочных работ, к которым могут быть допущены организации и индивидуальные предприниматели.
III. Организация и выполнение сварочных работ
17. Руководитель организации, или индивидуальный предприниматель, или уполномоченное ими должностное лицо обеспечивает организацию и выполнение сварочных работ.
Руководитель независимого аттестационного центра или уполномоченное им должностное лицо обеспечивает организацию и выполнение аттестационных процедур.
18. Сварочные работы должны выполняться в соответствии с ПТД, разработанной специалистом сварочного производства, обладающим соответствующей квалификацией, и утвержденной руководителем или техническим руководителем организации или индивидуальным предпринимателем, осуществляющими сварочные работы.
19. ПТД должна быть разработана на основании проектной (конструкторской) документации, требований нормативных правовых актов и нормативных документов, действующих на территории Российской Федерации. Международные стандарты, региональные стандарты, региональные своды правил, стандарты иностранных государств и своды правил иностранных государств могут быть применены при разработке ПТД после их регистрации в Федеральном информационном фонде технических регламентов и стандартов.
20. В ПТД, включающей технологические инструкции и технологические (маршрутные, операционные) карты сварки (далее - технологические карты сварки), применительно к выполняемым сварочным работам должны быть установлены:
требования к квалификации, аттестации и допускным испытаниям сварщиков;
требования к сборке соединений, включая способы и режимы выполнения прихваток, указания по приварке временных технологических креплений;
конструкция нестандартизированных сварных соединений (например, стыковых соединений деталей разной толщины);
требования к хранению и подготовке к использованию сварочных материалов;
сочетания марок основных и сварочных материалов;
типоразмеры сварочных материалов (диаметр электрода и (или) проволоки, ширина и толщина ленты);
используемое сварочное оборудование;
род и полярность сварочного тока;
типы выполняемых сварных соединений;
режимы сварки применительно к выполнению конкретных сварных соединений;
необходимость, методы и режимы предварительного и сопутствующего сварке подогрева;
пространственные положения при сварке;
порядок и последовательность выполнения сварного шва (наплавки);
способы защиты зоны сварки;
порядок и способы маркировки сварных соединений;
методы и объемы неразрушающего контроля качества сварных соединений и механических испытаний (при наличии требований НД);
требования к исправлению дефектов (ремонту) сварных соединений и контролю после исправления.
21. Конструктивные элементы сварных соединений, режимы сварки, последовательность операций, технические и технологические особенности процесса сварки, методы и объемы контроля, обеспечивающие качество сварных соединений, должны быть указаны в технологических картах сварки, являющихся составной частью производственно-технологической документации, содержащей графические изображения элементов сварных соединений с указанием размеров и допусков, характеристик применяемых материалов и оборудования, последовательности выполнения операций и режимов выполнения сборки и сварки, объемы и методы контроля качества сварных соединений, нормы оценки качества.
22. В требованиях по сборке деталей под сварку, содержащихся в ПТД, должны быть приведены:
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
УТВЕРЖДЕН Минтопэнерго России 14 марта 1996 г., Минстроем России 20 мая 1996 г.
Разработчик ОАО "Оргэнергострой"
Составители: С.С.Якобсон, канд. техн. наук; Н.Д.Курносова, канд. техн. наук; Г.С.Зислин, канд. техн. наук; М.Л.Эльяш, канд. техн. наук
Утвержден заместителем министра топлива и энергетики Российской Федерации Ю.В.Корсуном 14.03.96 г. и заместителем министра строительства Российской Федерации С.И.Полтавцевым 20.05.96 г.
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34 15 132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34 15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) - из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили - из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям "Правил аттестации сварщиков", утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) - с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в "Правилах аттестации сварщиков".
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с "Правилами аттестации сварщиков", к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30°С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с "Правилами аттестации специалистов неразрушающего контроля", утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дефектоскопия, радиографирование и др.), а при необходимости - по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
"Правил технической эксплуатации электроустановок потребителей";
"Правил техники безопасности при эксплуатации электроустановок потребителей";
"Санитарных правил при проведении рентгеновской дефектоскопии", N 2191-80;
"Санитарных правил при радиоизотопной дефектоскопии", N 1171-74*;
* На территории Российской Федерации документ не действует. Действуют СП 2.6.1.3241-14. - Примечание изготовителя базы данных.
* На территории Российской Федерации документ не действует. Следует руководствоваться Правилами противопожарного режима в Российской Федерации. - Примечание изготовителя базы данных.
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации - производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл.1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А - не менее 16 мм, при 250 А - 25 мм, при 300 А - 50 мм. Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
Читайте также: