Какие условия необходимо создавать сварщику при сварке монтажных сварных соединений 10
Обновлено: 16.05.2024
8.1. При производстве сварочных работ необходимо соблюдать требования СНиП III-4-80, «Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства», утвержденных ГУПО МВД СССР, «Санитарных правил при сварке, наплавке и резке металлов», утвержденных Минздравом СССР.
8.2. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
Сварочные работы следует производить по утвержденному проекту производства сварочных работ (ППСР) или другой технологической документации.
8.3. Сварку и прихватку должны выполнять электросварщики, имеющие удостоверение на право производства сварочных работ, выданное в соответствии с утвержденными Правилами аттестации сварщиков.
К сварке конструкций из сталей с пределом текучести более 390 МПа (40 кгс/мм 2 ) допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
8.4. При наличии соответствующего требования в проекте производства сварочных работ или технологической документации на монтажную сварку стыковых соединений данной конструкции каждый сварщик предварительно должен сварить пробные стыковые образцы. Сварку образцов следует производить из того же вида проката (марки стали, толщины), в том же пространственном положении и при использовании тех же режимов, материалов и оборудования, что и при выполнении монтажных сварных соединений.
8.5. Размеры пластин для пробных образцов стальных конструкций, а также форма и размеры образцов для механических испытаний, изготовляемых из сваренного пробного образца после внешнего осмотра и измерения стыкового шва, должны соответствовать ГОСТ 6996-66.
Размеры заготовок стержней для пробных образцов арматуры железобетонных конструкций должны соответствовать требованиям ГОСТ 10922-75.
8.6. Механические испытания стыкового сварного соединения пробного образца для стальных конструкций необходимо проводить согласно ГОСТ 6996-66, стыкового сварного соединения арматуры железобетонных конструкций - ГОСТ 10922-75 в объеме, указанном в табл. 35.
При неудовлетворительных результатах механических испытаний разрешается повторная сварка пробных образцов под наблюдением руководителя сварочных работ.
Число образцов, шт.
1. Статическое растяжение
Временное сопротивление разрыву - не менее нижнего предела временного сопротивления основного металла, регламентируемого государственным стандартом
2. Статический изгиб
Угол статического изгиба, град, для сталей толщиной, мм:
до 20 - не менее 100
св. 20 - не менее 80
до 20 - не менее 80
св. 20 - не менее 60
3. Ударный изгиб металла шва
Ударная вязкость - не менее величины, указанной в технологической документации на монтажную сварку данной конструкции
Арматура железобетонных конструкций
Растяжение до разрушения
Оценка результатов по ГОСТ 10922-75
8.7. В случае необходимости выполнения сварки стальных конструкций при температуре воздуха ниже минус 30 °С сварщики должны предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к работе при температуре воздуха на 10 °С ниже температуры сварки пробных образцов.
8.8. Свариваемые поверхности конструкции и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С - оборудовать тепляк.
8.9. Колебания напряжения питающей сети электрического тока, к которой подключено сварочное оборудование, не должны превышать ±5 % номинального значения. Оборудование для автоматизированной и ручной многопостовой сварки следует питать от отдельного фидера.
8.10. Сварочные материалы (покрытые электроды, порошковые проволоки, сварочные проволоки сплошного сечения, плавленые флюсы) должны соответствовать требованиям ГОСТ 9467-75, ГОСТ 26271-84, ГОСТ 9087-81.
8.11. При входном контроле сварочных материалов следует установить наличие сертификатов или паспортов предприятия-поставщика.
При отсутствии сертификатов на сварочные материалы или истечении гарантийного срока их хранения необходимо определять механические свойства стыковых сварных соединений, выполненных с применением этих материалов. Сварные стыковые образцы следует испытывать на статическое растяжение, статический и ударный изгибы при температуре 20 °С в соответствии с ГОСТ 6996-66 и в количестве, указанном в п. 8.6.
8.12. Сварочные материалы (электроды, проволоки, флюсы) необходимо хранить на складах монтажных организаций в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 15 °С.
8.13. Покрытые электроды, порошковые проволоки и флюсы перед употреблением необходимо прокалить по режимам, указанным в технических условиях, паспортах, на этикетках или бирках заводов-изготовителей сварочных материалов.
Сварочную проволоку сплошного сечения следует очищать от ржавчины, жировых и других загрязнений.
Прокаленные сварочные материалы следует хранить в сушильных печах при 45-100 °С или в кладовых-хранилищах с температурой воздуха не ниже 15 °С и относительной влажностью не более 50 %.
8.14. Сварщик должен ставить личное клеймо на расстоянии 40-60 мм от границы выполненного им шва сварного соединения: одним сварщиком - в одном месте, при выполнении несколькими сварщиками - в начале и конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков.
СБОРКА И СВАРКА МОНТАЖНЫХ СОЕДИНЕНИЙ СТАЛЬНЫХ КОНСТРУКЦИЙ
8.15. Сварку конструкций при укрупнении и в проектном положении следует производить после проверки правильности сборки.
8.17. Кромки свариваемых элементов в местах расположения швов и прилегающие к ним поверхности шириной не менее 20 мм при ручной или механизированной дуговой сварке и не менее 50 мм при автоматизированных видах сварки, а также места примыкания начальных и выводных планок необходимо зачищать с удалением ржавчины, жиров, краски, грязи, влаги и т. п. В конструкциях из сталей с пределом текучести более 390 МПа (40 кгс/мм 2 ), кроме того, следует зачищать места приварки и примыкающие поверхности приспособлений.
8.18. Сварку надлежит производить при стабильном режиме. Предельные отклонения заданных значений силы сварочного тока и напряжения на дуге при автоматизированной сварке не должны превышать ±5 %.
8.19. Число прокаленных сварочных материалов на рабочем месте сварщика не должно превышать полусменной потребности. Сварочные материалы следует содержать в условиях, исключающих их увлажнение.
При сварке конструкций из сталей с пределом текучести более 390 МПа (40 кгс/мм 2 ) электроды, взятые непосредственно из прокалочной или сушильной печи, необходимо использовать в течение двух часов.
8.20. Ручную и механизированную дуговую сварку конструкций разрешается выполнять без подогрева при температуре окружающего воздуха, приведенной в табл. 36. При более низких температурах сварку надлежит производить с предварительным местным подогревом стали до 120-160 °С в зоне шириной 100 мм с каждой стороны соединения.
8.21. Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 440 МПа (45 кгс/мм 2 ) и более необходимо предварительно подогреть до 120-160 °С.
8.22. Автоматизированную дуговую сварку под флюсом разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 37.
При температуре, ниже указанной в табл. 37, автоматизированную сварку под флюсом надлежит производить с предварительным местным подогревом до 120-160 °С.
8.23. Автоматизированную электрошлаковую сварку элементов независимо от их толщины в конструкциях из низколегированных или углеродистых сталей допускается выполнять без предварительного подогрева при температуре воздуха до минус 65 °С.
8.24. В конструкциях, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 1, I2, II2 и II3 согласно ГОСТ 16350-80), механизированную вышлифовку, кислородную и воздушно-дуговую поверхностную резку участков сварных швов с дефектами, а также заварку восстанавливаемого участка при температуре, указанной в табл. 36, следует выполнять после подогрева зоны сварного соединения до 120-160 °С.
Толщина свариваемых элементов, мм
Минимально допустимая температура окружающего воздуха, °С, при сварке конструкций
Сварка монтажных соединений строительных конструкций
Условия труда сварщика
При отсутствии местной вытяжной вентиляции в зоне дыхания сварщика, вне зависимости того, где проводятся работы - на открытом воздухе или в помещении с общей вентиляцией - концентрации вредных веществ всегда в десятки, а в закрытых и полузакрытых объемах и стесненных условиях - в разы и десятки раз превышают предельно допустимые концентрации (ПДК).
Работа при 6-10 кратном превышении ПДК уже через 5-7 лет приводит к профессиональным заболеваниям органов дыхания, нервной системы и других органов с развитием инвалидности сварщика и выбыванием из профессии высококвалифицированных кадров. Сварщики с начальными явлениями профессиональной патологии, еще не выявленной при периодических медицинских обследованиях, работают хуже и с большими ошибками, чем здоровые. Рабочий в этих условиях начинает часто болеть простудными, аллергическими и другими общими заболеваниями. У него снижается производительность труда.
Специалисты считают, от 20 до 40% трудовых потерь от общих заболеваний в стране прямо или косвенно зависят от условий труда. Более того, работа в неблагоприятных условиях труда сильно влияет на физиологическое состояние здорового рабочего.
При тепловом воздействии сварки снижается работоспособность. По данным физиологов, при температурах порядка 26-28ºС работоспособность составляет 40 - 60% от работоспособности в оптимальных условиях. Вещества, образующиеся при сварке (окислы азота, аэрозоли хрома, никеля, соединения фтора), оказывают раздражающее и острое токсическое действие на человека и повышают общее напряжение организма.
Углекислый газ при концентрациях выше 1,2-2,0% вызывает заметное снижение умственной и физической деятельности. Применяемые зачастую вместо вентиляции фильтрующие средства индивидуальной защиты органов дыхания сварщика создают помехи труду (усиливают амплитуду дыхания и соответственно непроизвольные колебание корпуса тела, что снижает точность работы), повышают утомляемость рабочих и увеличивают тяжесть труда на один класс.
По действующим в России «Перечням работ», работа сварщика по условиям труда относится к тяжелой и вредной. Профессиональные заболевания сварщиков, например, в Петербурге выходят на первое место среди других профессий. Исследованиями СПб Медицинской академии последипломного образования (МАПО) определено, что в современных условиях предприятий металлообрабатывающей промышленности и судостроения количество пострадавших сварщиков от профессиональных заболеваний в процентном соотношении от числа работающих составляло от 0,7 и до 11% работающих. Специалисты СПБ ВАПО гарантируют сварщику, работающему на открытых площадках при отсутствии вентиляции, развитие профессиональной патологии через 7, а в закрытых помещениях - через 5 лет работы.
Рабочий, находясь в неблагоприятных условиях труда для выполнения работы, может иметь несколько степеней свободы:
- Не работать.
- Работать, не обращая внимания на условия труда.
- Работать, сознательно сокращая время непрерывной работы для отдыха от неблагоприятных условий труда.
- Применить дополнительные средства индивидуальной защиты, как полученные от производства, так и самостоятельно приобретенные.
- Работать только при включенной местной вытяжной вентиляции, которой он может самостоятельно регулировать условия труда.
Каждый из этих вариантов имеет свою цену как для рабочего, так и для предприятия.
В жизни наиболее распространен вариант № 3, но так как никто не знает связи частоты и времени перерывов и полученной дозы вредных веществ, то этот вариант (также как и вариант №2) обязательно ведет к потере профессиональной работоспособности и снижению выработки. Сварщик преждевременно выбывает из трудового процесса. На его место приходит другой, пока еще здоровый рабочий.
Сварщик, если он сформирован как социальная личность, заинтересован в сохранении работоспособности. Сохранить способность к эффективному труду и преодолеть последствия профессионального стресса человек может двумя путями:
- увеличить объем и улучшить качество питания, отдыха, сократить объем домашних нагрузок в ущерб семейному бюджету;
- стимулировать снижающуюся работоспособность «привычными» стимуляторами - алкоголем и никотином.
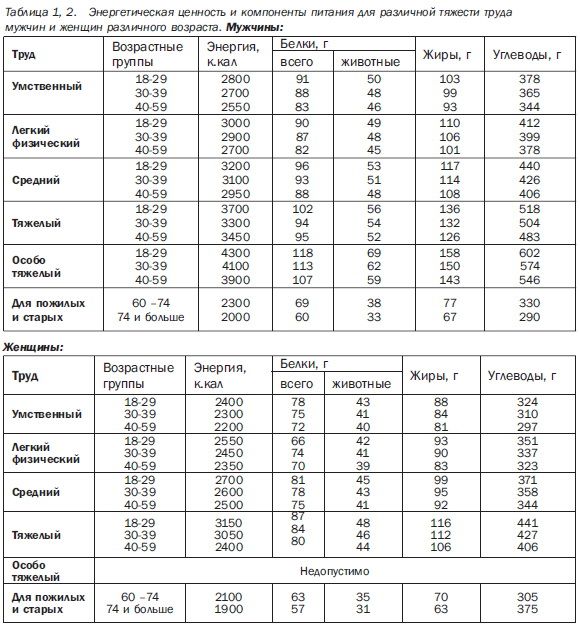
Для воспроизводства труда человеческий организм должен обеспечиваться энергетикой и пластическими материалами пищи. Необходимое количество и качество пищи в первую очередь определяется энергетическими тратами в процессе труда, иными словами - тяжестью труда. Неблагоприятные условия труда не менее чем на 10% увеличивают расход энергии и потребность в питательных веществах. Количество пищи человек определяет сам, так как доступных рекомендаций по питанию в настоящее время у нас нет. Пища стоит денег. Чем тяжелее и вреднее труд, тем больше человек должен тратить на питание и выше должна быть его заработная плата. Чем лучше условия труда, тем больше средств остается у рабочего для восстановления сил, тем дольше он живет и работает.
В покое основной обмен энергии, обеспечивающий жизнедеятельность организма, составляет 1 килокалорию на 1 килограмм массы тела в час. Молодой мужчина весом 70 кг расходует в покое примерно 1,1 Ккал/мин. У женщин основной обмен на 5-10 % ниже, чем у мужчин, а у пожилых людей на 10-15% ниже, чем у молодых. При выполнении работы, а также при движении расход энергии возрастает. Средний по тяжести труд сварщика мужчины сопровождается суточным расходом порядка 3100 килокалорий энергии.
В таблице 1, 2 приведены значения затрат энергии и основных компонентов питания (без витаминов)
Некоторые ингредиенты пищи необходимы не только для покрытия пластических и энергетических потребностей организма, но и для нейтрализации токсических веществ, поступающих в организм. Например, серосодержащие аминокислоты некоторых белков (молока, сыра, морской рыбы) нейтрализуют соли тяжелых металлов, повышают устойчивость к радиации.
Витамины С, В1 и В2, В6, B12, В15 и Е участвуют в обезвреживании органических растворителей и тяжелых металлов, защищают печень и другие органы от поражений вредными веществами.
Известен положительный опыт применения поливитаминов и тонизирующих напитков на основе радиолы розовой, заманихи, лимонника при работе в условиях нагревающего микроклимата, при литейных, кузнечных и электросварочных работах на ряде предприятий страны.
Роль питания в обеспечении восстановления рабочей силы в целом на бытовом уровне понятна. Недаром в объявлениях по найму на тяжелые работы все чаще звучит компонент обеспечения работающих питанием. Но никакое питание не улучшит воздушную среду на рабочем месте сварщика.
Из-за пренебрежения сварщиков и работодателей к условиям труда предприятия только за счет человеческого фактора имеют:
- постоянную недовыработку в пределах до 30% от выработки в нормальных благоприятных условиях труда;
- неполную занятость в производственном процессе рабочих по причине общей и профессиональной заболеваемости;
- повышение частоты обучения профессии постоянно сменяемых из-за условий труда кадров.
Бездумное отношение к человеческому фактору, воспроизводству рабочей силы неизбежно приводит к подрыву общественного здоровья и к неблагоприятной демографической обстановке в стране.
Сходные проблемы есть и в развитых индустриальных странах. Сошлемся на документ, составленный постоянным членом комиссии VIII МИС Dr. Grant McMillan - SC-ENV 65-07/ VIII 2053-07. «Improve the quality of live by optimal use of welding technology» и его доклад на 60-й годичной Ассамблее и Международной конференции Международного Института Сварки (МИС - IIS), 01-08 июля 2007 года, г.г. Дубровник. По данным доклада в Великобритании:
- сварщики невероятно поношены и оборваны. Их рабочие способности ограничены, так как они могут делать только легкую работу и в течение короткого времени. Они преждевременно уходят на пенсию из-за болезней. Плохие вложения в оборудование отрицательно сказываются на продолжительности жизни рабочего. Затраты на новое оборудование не окупаются, так как работают сварщики вдвое меньше ожидаемого. Молодежь не идет в сварщики, так как профессия сварщика стала считаться на западе грязной и тяжелой;
- большинство людей в промышленности не видят связи проблем здоровья и безопасности с бизнесом.
Есть ли выход из сложившейся в стране и в мире ситуации? Есть.
- Надо выполнять действующие законы, национальные и международные правила по безопасности труда.
- Если по обоснованным технологическим причинам работодатель не может в полном объеме обеспечить соблюдение установленных Законами требований условий труда, то органы и организации государственного надзора могут разрешить работу в этих условиях только при обязательном использовании целого ряда ограничительных мер, среди которых на первом месте стоит вентиляция и очистка воздуха.
- Современное вентиляционное оборудование: ВУ и ФВУ, являются наиболее эффективным средством защиты рабочего от вредных условий труда. Они предупреждают поступление вредных веществ в воздух рабочего места и в атмосферу населенных мест.
Применение современных ВУ и ФВУ обеспечивает предприятию снижение денежных затрат на электроснабжение, за загрязнение природной среды и на оплату непроизводительных затрат.
Только местная вытяжная вентиляция при сварке позволяет осуществить, гарантированное ст.37 Конституции РФ гражданам нашей страны право на труд в условиях, отвечающим требованиям безопасности и гигиены.
Список вопросов базы знаний
?) Без применения ударных воздействий и повреждения основного металла, а места их приварки зачищать до основного металла с удалением всех дефектов.
Тема/шкала: 9.01.1.01.СК-I-РД,9.01.1.02.СК-I-РАД,9.01.1.04.СК-I-МП,9.01.2.01.СК-II,9.02.1.01.СК-I-РД,9.02.1.04.СК-I-МП,9.02.2.01.СК-II
Сварочные материалы (покрытые электроды, порошковые проволоки, сварочные проволоки сплошного сечения, плавленые флюсы) должны соответствовать требованиям:
При какой минимальной температуре окружающего воздуха разрешается выполнять сварку решетчатых конструкций из углеродистой стали толщиной 35 мм без подогрева?
Тема/шкала: 9.01.1.01.СК-I-РД,9.01.1.02.СК-I-РАД,9.01.1.04.СК-I-МП, 9.01.1.16.СК-I-РДН,9.01.2.01.СК-II,9.02.1.01.СК-I-РД,9.02.1.04.СК-I-МП,9.02.2.01.СК-II,9.03.1.01.СК-I-РД,9.03.1.02.СК-I-РАД,9.03.1.04.СК-I-МП,9.03.1.15.СК-I-Г,9.03.1.16.СК-I-РДН,9.03.2.01.СК-II
Какой уровень присваивается сварщику, прошедшему аттестацию согласно «Правил аттестации сварщиков и специалистов сварочного производства»?
Допускается ли углубляться в металл при удалении поверхностных дефектов с торца шва абразивным инструментом без последующей подварки?
?) Допускается с уклоном не более 0,05 на свободной кромке в толщину металла на 0,02 ширины спариваемого элемента, но не более чем на 8 мм с каждой стороны.
Тема/шкала: 9.01.1.01.СК-I-РД,9.01.1.02.СК-I-РАД,9.01.1.04.СК-I-МП, 9.01.1.16.СК-I-РДН,9.01.2.01.СК-II
Какова последовательность исправления швов с недопустимыми порами, шлаковыми включениями и несплавлениями?
?) Концы трещины должны быть засверлены (диаметр отверстия 5 8 мм) с припуском по 15 мм с каждого конца. Затем производится подготовка участка под заварку путем создания V-образной разделки кромок (угол раскрытия 60 70 °).
?) Производится подготовка участка под заварку путем создания V-образной разделки кромок (угол раскрытия 60 70 °).
?) Концы трещины должны быть засверлены (диаметр отверстия 5 8 мм) с припуском по 15 мм с каждого конца. Производится подготовка участка под заварку путем создания U-образной разделки кромок.
Тема/шкала: 9.01.1.01.СК-I-РД, 9.01.1.16.СК-I-РДН,9.02.1.01.СК-I-РД,9.03.1.01.СК-I-РД,9.03.1.16.СК-I-РДН
Тема/шкала: 9.01.1.01.СК-I-РД, 9.01.1.16.СК-I-РДН,9.01.2.01.СК-II,9.02.1.01.СК-I-РД,9.02.2.01.СК-II,9.03.1.01.СК-I-РД,9.03.1.16.СК-I-РДН,9.03.2.01.СК-II
?) С основным покрытием - Б, кислым покрытием - А, целлюлозным покрытием - Ц и рутиловым покрытием -Р.
?) С основным покрытием - Б, кислым покрытием - К, целлюлозным покрытием - Ц и рутиловым покрытием -Р.
?) С основным покрытием - О, кислым покрытием - К, целлюлозным покрытием - Ц и рутиловым покрытием -Р.
Электроды какого диаметра следует применять для сварки корневых слоев шва и для подварки шва с обратной стороны?
?) На складах монтажных организаций в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 10 °С и относительной влажности не более 50 %.
?) На складах монтажных организаций в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 15 °С.
При какой минимальной температуре окружающего воздуха разрешается выполнять сварку решетчатых конструкций из углеродистой стали толщиной 45 мм без подогрева?
Допускаются ли в сварных швах металлических конструкций непровары корня шва в конструкциях, работающих при температуре ниже -40 °С?
Допускается ли исправление дефектов в сварных швах монтажных соединений стальных конструкций зачеканкой?
?) Допускается исправление поверхностных дефектов (подрезов, несплавлений) на сталях с пределом текучести менее 390 МПа.
Каким образом исправляются подрезы глубиной не более 0,5 мм при толщине проката до 20 мм, а также местные подрезы (длиной до 20 % длины шва)?
?) После приемки мастером по сварке или прорабом по монтажу собранных стыков с отметкой в журнале сварочных работ.
Какие сварщики допускаются к сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/кв. мм):
Тема/шкала: 9.01.1.01.СК-I-РД,9.01.1.04.СК-I-МП,9.01.2.01.СК-II,9.02.1.01.СК-I-РД,9.02.1.04.СК-I-МП,9.02.2.01.СК-II
?) Необходимо прокалить по режимам, указанным в технических условиях, паспортах, на этикетках или бирках заводов-изготовителей сварочных материалов.
При какой минимальной температуре окружающего воздуха разрешается выполнять сварку решетчатых конструкций из низколегированной стали с пределом текучести 390 МПа и менее толщиной 35 мм без подогрева?
Какого размера подрезы допускаются в сварных швах монтажных соединений стальных конструкций, эксплуатируемых при температуре не ниже -20 °С?
?) Глубиной не более 0,5 мм при толщине свариваемого проката до 20 мм и не более 1 мм - при большей толщине.
Каким образом исправляются подрезы глубиной не более 1 мм при толщине проката свыше 20 мм, а также местные подрезы (длиной до 20 % длины шва)?
Какова должна быть длина гибкого провода, которым соединяют электрододержатель со сварочной цепью при ручной дуговой сварке?
На какую квалификационную группу по электробезопасности должны быть аттестованы сварщики всех специальностей и квалификаций?
Должны ли быть проверены сварочно-технологические свойства каждой партии электродов перед применением?
?) Сварочно-технологические свойства каждой партии электродов проверяются при наличии соответствующих указаний в ПТД.
?) Допускаются поверхностные продольные трещины, если длина их не более трехкратного номинального диаметра электрода.
?) Допускаются поверхностные продольные трещины, если длина их не более D + 10 мм (D - номинальный диаметр электрода).
При какой минимальной температуре окружающего воздуха разрешается выполнять сварку решетчатых конструкций из низколегированной стали с пределом текучести 390 МПа и менее толщиной 25 мм без подогрева?
Какого размера подрезы (вдоль усилия) допускаются в сварных швах монтажных соединений стальных конструкций, эксплуатируемых при температуре ниже -40 °С?
Какие условия необходимо создавать сварщику при сварке монтажных сварных соединений конструкций при температуре окружающего воздуха ниже -10 °С?
Для сварных металлоконструкций зданий применяются углеродистые и низколегированные стали в соответствии с:
Что должен сделать сварщик, впервые приступающий к сварке в данной организации перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ?
?) Сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
При какой минимальной температуре окружающего воздуха разрешается выполнять сварку решетчатых конструкций из низколегированной стали с пределом текучести 390 МПа и менее толщиной 15 мм без подогрева?
Какие условия необходимо создавать сварщику при сварке монтажных сварных соединений стальных конструкций при температуре окружающего воздуха ниже -40 °С?
?) Дуга должна легко зажигаться и стабильно гореть. Покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования «козырька», препятствующих нормальному плавлению электрода во всех пространственных положениях. Образование «козырька» из покрытия размером более 4 мм и отваливание кусочков нерасплавившегося покрытия от стержня является признаком брака.
?) Образование «козырька» из покрытия размером более 4 мм и отваливание кусочков нерасплавившегося покрытия от стержня является признаком брака.
?) Покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования «козырька», препятствующих нормальному плавлению электрода во всех пространственных положениях.
Читайте также: