Каким способом осуществляется исправление остаточных деформаций конструкций возникших после сварки
Обновлено: 18.05.2024
В том случае, когда величина деформаций выходит за пределы допустимой, необходимо выправлять элементы или изделия механическим, термическим или термомеханичееким способом.
Для механической правки применяют домкраты, винтовые прессы, молоты и другие устройства, создающие ударную или статическую нагрузку, которая прилагается со стороны наибольшего выгиба изделия (рис. 8). Данный способ правки довольно трудоемкий. Неправильное его выполнение может привести к образованию трещин и разрывов в сварных швах, а иногда и в основном металле.
Деформированные изделия из тонколистового металла выправляют прокатыванием их между валками (рис. 9), предварительно установив накладки на сварные швы. В процессе прокатки сварной шов растягивается, в нем возникают пластические деформации снимающие напряжения и вызванные ими коробления. Для выправления деформированных изделий из толстолистовой стали применяют послойную проковку сварных швов.
Термическая правка заключается в нагреве небольших участков металла деформированной конструкции при помощи сварочных горелок. Нагрев ведут до перехода металла на выпуклой стороне деформированного изделия в пластическое состояние. В процессе охлаждения нагретых участков возникают напряжения, выправляющие изделия.
При правке сварной тавровой балки выпуклую ее часть нагревают полосами шириной 20--30 мм, сходящимися под углом примерно 30° (рис. 10, а). Таким же образом для выправления швеллерной балки нагревают обе полки и, кроме того, полосами шириной около 30--40 мм -- ее стенку (рис. 10, б). При общем выпучивании рамы, сваренной из швеллеров, полосы нагрева располагают в середине пролетов так, как показано на рис. 10, в.
Рис. 8. Схема исправления сварной тавровой балки путем приложения статической нагрузки
Рис. 9. Схема исправления деформированных изделий из тонколистового металла а - листы после сварки до прокатки, б - схема процесса прокатки, 1 - сварной шов, 2 - накладка, 3 - прокатные валки
Рис. 10. Расположение участков нагрева при термической правке. а - тавровой балки, б - балки швеллерного сечения, в - рамы из швеллеров
Рис. 11. Термомеханическая правка сварного фундамента с применением домкрата (цифрами показана последовательность мест нагрева) 1 - опоры, 2 - места нагрева, 3 - домкрат
Температура нагрева поверхности стальных изделий составляет в °С:
При толщине металла до 6 мм: 300-500 То же, 7-12 мм: 500-650 13-20: 650-800Б свыше 20: 800-850
Чтобы определить время окончания нагрева, пользуются таблицами температур, соответствующих различным цветам при нагреве (табл. 1) и цветам побежалости (табл. 2).
Таблица 2.1. Цвета стали при различных температурах нагрева
| Цвета стали | Температура, °С | Цвета стали | Температура, °С |
| Темно-коричневый Коричнево-красный Темно-красный Темно-вишнево-красный Вишнево-красный Светло-вишнево-красный | o 550--580 o 580--650 o 650--730 o 730--770 o 770--800 o 800--830 | Светло-красный Оранжевый Темно-желтый Светло-желтый Ярко-белый | o 830--900 o 900--1050 o 1050--1150 o 1150--1250 o 1250--1300 |
Таблица 2.2. Цвета побежалости стали при различных температурах нагрева
| Цвет побежалости стали | Температура, "С | Цвет побежалости стали | Температура, "С |
| Светло-желтый Темно-желтый Коричнево-желтый Красно-коричневый Пурпурно-красный | o 220 o 240 255 o 265 o 275 | Фиолетовый Васильково-синий Светло-синий Серый | o 285 o 295 o 315 o 330 |
Более точно температуру нагрева контролируют оптическими или радиационными пирометрами.
Термомеханическая правка сочетает местный нагрев с приложением статической нагрузки, изгибающей деформированный элемент (в нужном направлении. Данный способ применяется для исправления сравнительно жестких узлов (рис. 11).
Все способы правки следует вести в приспособлениях, позволяющих контролировать размеры выпрямляемых элементов и их прогибы.
Механическая правка заключается в создании локальных пластических деформаций в элементах конструкции. Для правки применяют прессы, домкраты, правильные вальцы, ручной слесарный или кузнечный инструмент и др.
Термическая правка достигается за счет создания пластических деформаций в зонах сжатия. Нагрев осуществляют газовой горелкой или электрической дугой. Стальные изделия рекомендуется нагревать до 300. .650 9С, в отдельных случаях температуру нагрева доводят до 800.. 900 °С. При правке деформированную поверхность всегда нагревают со стороны выпуклой части (горба). Ширина зоны нагрева за один проход не должна превышать двух толщин исправляемого листа. Термическая правка может быть дополнена механической.
Рассмотрим процесс правки плоской заготовки, имеющей линейную деформацию (рис. 14.7, а). При механической правке заготовку устанавливают на плиту и ударами через гладилку подвергают пластическому деформированию ее сжатый участок до тех пор, пока заготовка не примет требуемую форму. Термическая правка этой заготовки сводится к местному нагреву нескольких участков на противоположной стороне шва.
Рис. 14.7. Схемы правки плоской заготовки с серповидным прогибом (а) и выпучиной (б):
1. 31 — места нанесения ударов; I. VII — зоны нагрева
Деформация металла при сварке

Деформация металла при сварке – это явление, которое приводит к нарушению геометрии изделий и, следовательно, к браку продукции. Подобное может наблюдаться даже в работе опытных сварщиков. Соблюдение ряда правил позволяет снизить вероятность появления деформации и получить качественное и надежное соединение.
Существует множество причин возникновения деформации металла при сварке. О том, с чем они связаны, какие меры принимают для профилактики этого явления и что делают для исправления, читайте в нашем материале.
Причины деформации металла при сварке
Если на металлический предмет оказывается механическое воздействие, то в нем возникают напряжение и искажение. Первое характеризуется силой давления, оказываемой на единицу площади. Второе – нарушением габаритов и формы изделия из-за силового воздействия.

Напряжения появляются в деталях под влиянием практически любого усилия. Это может быть растягивание, изгиб, сжимание или резка. В ходе сварки следует внимательно следить за показателями как деформации, так и напряжения. Если превысить допустимые значения, то конструкция (частично или полностью) может разрушиться.
Рекомендуем статьи по металлообработке
Сварочные деформации возникают под влиянием различного рода напряжений, появляющихся внутри изделия. Основные причины их появления специалисты объединяют в две большие группы: основные, которые считаются неизбежными и постоянно появляются в ходе сварки, а также сопутствующие, устранение которых вполне возможно.
К основным причинам возникновения деформации и напряжения в ходе сварочных работ относят следующие:
- Структурные видоизменения, которые, влияя на металл, вызывают напряжения (растягивающие и сжимающие). Происходит это в ходе охлаждения деталей из легированных или высокоуглеродистых стальных сплавов. При этом размеры изделия, а также зернистая структура материала нарушаются. В итоге изначальный объем изменяется, что приводит к увеличению напряжения внутри детали.
- Неравномерный прогрев. Первичному нагреву в ходе сварочных работ подлежит только рабочая зона изделия. По мере увеличения температуры материал расширяется, воздействуя на мало прогретые слои металла. При прерывистом прогреве концентрация напряжений сварного шва достигает высоких значений. Ее показатель зависит от рабочей температуры, теплопроводности материала и уровня линейного расширения.
- Литейная усадка. Она происходит в ходе кристаллизации материала, характеризуется уменьшением объема металла, возникает из-за сварочного напряжения (продольного и поперечного), которое появляется в процессе усадки расплава.
Сварочное напряжение могут вызвать не только механические воздействия. Сплавам различных металлов вообще свойственны свои деформации и напряжения. Они делятся на временные и на остаточные. Пластичная деформация металла при сварке вызывает остаточные, не исчезающие и после остывания материала. Временные же возникают при сварке прочно закрепленной детали.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
К побочным или сопутствующим деформациям при проведении сварочных работ можно отнести:
- любые отклонения от нормативов в технологическом процессе – примером может быть плохая подготовка детали к сварке, неправильный выбор электрода, нарушение режима сварочного процесса и пр.;
- несоответствия и ошибки, допущенные в конструировании изделия, – это могут быть неверно выбранный тип шва, часто расположенные соединения, малый зазор между сварными швами и пр.;
- низкий профессионализм и небольшой опыт мастера.
Концентрацию напряжений в сварном шве может вызвать практически любая ошибка. Из-за них возникают технологические дефекты соединения: непровары, трещины, пузыри и прочий брак.
Виды деформаций металла после сварки
Существует несколько видов напряжений. Они отличаются временным интервалом (периодом действия), характером появления и прочими факторами.

Ниже представлена таблица возможных напряжений (какие встречаются и из-за чего появляются в сварном шве).
По причинам возникновения
Неравномерность прогрева, возникающая из-за перепада температуры при сварке
В случае нагрева металла выше максимально установленной температуры происходят изменения в структуре материала
По времени существования
Возникает в ходе фазовых видоизменений, но в процессе остывания уходит
Остается в деталях и после устранения причин возникновения
По задействованной площади
Имеющееся во всей конструкции
Проявляющееся исключительно в зернах структуры металла
Присутствующее в кристаллической решетке материала
По направленности воздействия
Появляется по линии шва
Размещается поперек оси соединения
По состоянию напряжения
Происходит только в одном направлении
Распространяется на два различных направления
Воздействие происходит по трем осям
В ходе сварочного процесса происходят следующие виды деформации:
- Местные и общие. При местных деформациях изменениям подвержены только части конструкции. Общие же деформируют изделие полностью и сразу, меняя его размеры и искривляя геометрическую ось.
- Временные и конечные. Остаточные (конечные) деформации остаются в изделии даже после его охлаждения, а временные появляются в отдельные моменты времени.
- Упругие и пластичные. При восстановлении формы и габаритов изделия по окончании сварки деформация считается упругой. При наличии постоянных дефектов – пластичной.
Материал может быть деформирован вне плоскости сварного изделия или внутри него.
Разнонаправленность сил, действующих относительно сечения материала, приводит к возникновению различных напряжений: сжатия либо изгиба, растяжения, кручения, среза.
Тестирование сварных швов и расчет деформаций металла при сварке
Швы обязательно проходят тестирование на надежность и прочность соединений. В ходе проверки проверяется также наличие дефектов. Это позволяет быстро обнаружить и устранить возникший в процессе сварки брак.

Существует несколько типов контроля, позволяющих найти изъяны:
- разрушающий – процесс, который часто используется на промышленных предприятиях, дает возможность провести проверку физических свойств шва;
- неразрушающий – включает внешний осмотр шва, ультразвуковую или магнитную дефектоскопию, капиллярный метод, проверку проницаемости и прочие методы.
Важным в изготовлении сварных конструкций является определение вероятных напряжений и деформаций в ходе работ. Причина заключается в том, что они изменяют форму и размер изделия, снижают его прочность, что приводит к изменениям в эксплуатационных качествах конструкции далеко не в лучшую сторону.
Необходимо проводить тщательный расчет деформаций и напряжений при различных процессах сварки, правильно запланировать последовательность операций для того, чтобы в результате на конструкцию воздействовало минимум напряжений, а количество дефектов стремилось к нулю.
Способы устранения деформации металла при сварке
Убрать деформацию материала, возникшую в ходе сварки, можно с помощью правки. Она бывает холодной механической, термомеханической и термической, включающей как местный, так и общий нагрев. Перед проведением последнего изделие жестко фиксируют в устройстве, оказывающем давление на изменяемые части конструкции. Затем оно размещается в разогревающей печи.

Суть термического метода заключается в сжимании металла при его охлаждении. Происходит процесс разогрева растянутого участка горелкой или дугой. При этом окружающий место разогрева материал должен оставаться холодным, что не дает значительно расшириться горячему участку. Далее при остывании изделия происходит постепенное выпрямление конструкции. Больше всего данный метод подходит для устранения деформаций балок, полос листового материала и пр.
Принцип холодной правки заключается в постоянном воздействии на изделие нагрузок. Для этого используют различные прессы и валки, существующие для прокатки по ним длинных конструкций. Для исправления деформаций растянутых конструкций применяют термическую правку. Сначала происходит сбор лишнего металла, а затем – разогрев проблемного места.
Сложно сказать, какой из методов является предпочтительным. Для каждого вида, места (снаружи или изнутри), особенностей деформации и напряжения, а также габаритов и формы изделия существуют свои способы их устранения. Важным являются трудозатраты и эффективность метода.
Способы избежать деформации металла при сварке
Устранение проблем значительно сложнее их предупреждения. Эта аксиома в равной степени относится и к сварке. Брак всегда приводит к дополнительным финансовым вложениям. Для его предотвращения необходимо сосредоточиться на мерах, помогающих бороться с деформациями и напряжениями.

Отвечая на вопрос о том, как избежать деформации при сварке листового металла или свести ее к минимуму, следует запомнить связь между причинами появления и мерами предупреждения. Следовательно, перед началом работ необходимо все тщательно рассчитать и подготовиться. Только после окончания данного этапа можно будет проводить сварку металлических конструкций.
Сила, приложенная к конструкции, прямо пропорциональна степени ее деформации. Значит, чем большая сила воздействует на изделие, тем значительнее его деформация.
- Сопроводительный и предварительный подогрев.
Данные виды разогрева способствуют улучшению качественных характеристик как самого сварного соединения, так и участков, расположенных в непосредственной близости от него. Кроме того, уменьшаются пластические деформации и остаточное напряжение. Этот метод чаще всего используют для сплавов, которые имеют склонность к закалке и появлению кристаллизационных трещин.
При протяженности более 1 000 мм шов разбивается на части длиной от 100 до 150 мм. Новое соединение создается в противоположную от основной сварки сторону. При этом металл разогревается более равномерно, что снижает деформацию. Данный способ не является методом последовательного наложения.
Проковке подлежит и нагретый, и холодный материал. Удар как бы разжимает металл в стороны. Тем самым снижается напряжение растягивания. Данный метод не используется на конструкциях, сделанных из металла, склонного к возникновению в нем закалочных структур.
Суть метода заключается в том, чтобы подобрать порядок, в котором нужно будет делать швы. Новый шов должен обязательно создать деформацию, которая будет противодействовать предыдущему. Этот способ часто применяется при сварке двусторонних соединений.
Сварка предваряется прочным и жестким креплением изделия в кондукторах. После завершения процесса конструкция полностью охлаждается, после чего вынимается из крепежа. Существенным недостатком метода является вероятность возникновения внутреннего напряжения изделия.
Сварка без деформации металла может быть проведена с помощью термической обработки. При этом существенно улучшаются характеристики соединения и окружающего его металла, снижается напряжение внутри изделия и выравнивается структура шва. Отпуск, отжиг (состоящий из низкотемпературного или полного) и нормализация – это операции, составляющие термическую обработку металла.
Нормализация считается оптимальным способом обработки швов изделий, выполненных из низкоуглеродистых сталей.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Лекция "Устранение деформации сварной конструкции"

В работе предстален материал о технологии снятия внутренних напряжений, возникающих при сварки и способы исправления деформированных сварных конструкций.
Просмотр содержимого документа
«Лекция "Устранение деформации сварной конструкции"»
СПОСОБЫ УСТРАНЕНИЯ СВАРОЧНЫХ НАПРЯЖЕНИЙ
1. Термическая обработка после сварки проводится для снятия напряжений, полученных в результате сварки и для улучшения механических свойств
При сварке применяют следующие виды термической обработки.
1.Отжиг. После сварки изделие помещают в нагревательную печь, нагрев осуществляют до 600—680°С. После нагрева изделие выдерживают в печи при этой температуре в течение 2,5 мин на 1 мм толщины металла, и охлаждают вместе с печью.
Отжиг применяется, когда изготовление сварной конструкции связано с последующей обработкой резанием, повышенными требованиями к точности размеров, а также в тех случаях, когда необходимо повысить сопротивляемость хрупким разрушениям при низких температурах.
2.Полный отжиг. Стальное изделие нагревают до температуры 820—930° С, выдерживают при этой температуре и затем медленно охлаждают вместе с печью до температуры 300° С, после охлаждают на воздухе. При полном отжиге устраняются внутренние напряжения и улучшается структура металла. Металл становится мелкозернистым и более пластичным.
3. Нормализация — это термическая обработка, подобная отжигу, но с охлаждением на воздухе. При нормализации сварное изделие нагревают до температуры 850—900° С, выдерживают при этой температуре и затем охлаждают на воздухе В этом случае металл шва и околошовной зоны приобретает мелкозернистую структуру, повышается его прочность и твердость.
4.Отпуск . Изделие нагревают до температуры 400—700° С, выдерживают при этой температуре, медленно охлаждают вместе с печью до нормальной температуры. Поскольку изделия в этом случае нагреваются до температуры, лежащей ниже критической (723°С), структурных изменений в сварном шве и околошовной зоне не происходит.
Нагрев для термической обработки может производиться в печах, горнах, ямах, а также с помощью индукторов. Для местного нагрева применяют сварочные горелки
2. Механические способы обработки
Для снятия остаточных напряжений после сварки используют проковку, прокатку (прил. 2), вибрацию, обработку взрывом устраняющие растягивающие остаточные напряжения в сварной конструкции.
СПОСОБЫ УСТРАНЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ
Изменение размеров и формы сварной конструкции снижает ее работоспособность и портит ее внешний вид.
Для устранения деформаций применяют различные способы правки путём приложения статического силового либо динамического ударного воздействия.
Правку, следует проводить только в случае действительной необходимости, когда остаточные деформации выходят за пределы допустимых. Любая правка снижает надёжность сварной конструкции.
В зависимости от конструкции изделия, величины деформации, типа материала и его термического состояния используют три основных вида правки:
Термическая правка с местным нагревом
При правке этим методом нагревают растянутую часть деформированной детали. В этих участках металл испытывает пластическую деформацию сжатия и укорочения растянутых волокон металла. При последующем охлаждении эти участки, сокращаясь, выпрямляют изделие.
Термическую правку применяют в основном для устранения деформаций коробления листовых конструкций и ликвидации изгиба балочных конструкций.
При правке выпучин листовых деталей нагревают выпуклую часть в отдельных точках в шахматном порядке.
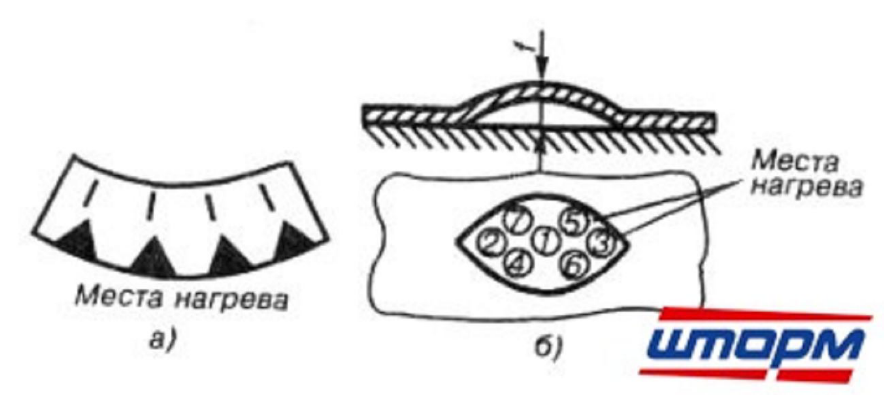
Рис. 1 Правка местным нагревом: а – по ребру, б – по плоскости
После охлаждения диаметр нагреваемой окружности уменьшается, что и приводит к исчезновению выпучины. Нагрев можно производить газовой горелкой, электрической дугой, угольным электродом, на машинах для точечной сварки.
Правка убыстряется при сочетании местного нагрева с приложением статических нагрузок при использовании специальных правочных приспособлений.
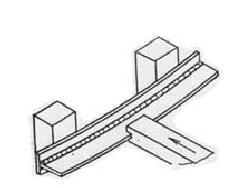
Схема исправления сварной тавровой балки путем приложения статической нагрузки
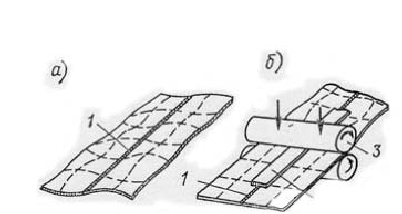
Схема исправления деформированных изделий из тонколистового металла
а – листы после сварки до прокатки, б – схема процесса прокатки, 1 – сварной шов,
2 – накладка, 3 – прокатные валки
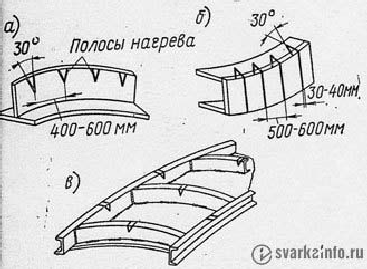
Расположение участков нагрева при термической правке а – тавровой балки,
б – балки швеллерного сечения, в – рамы из швеллеров
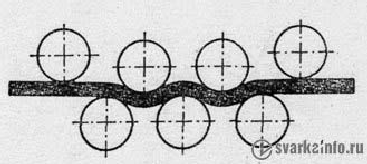
Схема правки листовой стали
2. Термическая правка с общим нагревом (отжиг)
Её производят в правочных приспособлениях, в которых конструкция фиксируется в нужном положении с предварительным натягом в жёстком приспособлении . Затем приспособление с изделием загружается в печь и подвергается общему нагреву. Нагретый металл пластически деформируется в приспособлении и при последующем охлаждении сохраняет приданную ему форму.
3. Холодная механическая правка
.Для этой же цели используют ручные прессы, специальные правочные приспособления, стальные пуансоны для обжатия на механизированных прессах, а также прокатку на трехвалковых станах. Для правки крупногабаритных сварных узлов применяют гидравлические правильные прессы и специализированные правильные машины.
Так, грибовидность сварных двутавровых балок (рис. 1, д), выправляют на специализированной машине, ролики 1 и 3 служат для подачи балки в процессе правки, нажимной ролик 2 совершает возвратно-поступательное движение.
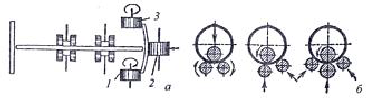
Рис. Схемы механической правки сварных двутавровых балок (а)
и цилиндрических оболочек (б)
Сварные цилиндрические оболочки правят на трёх- и четырёхвалковых листогибочных машинах (рис. 14, б).
4. Термомеханическая правка
Она заключается в сочетании местного нагрева с приложением статической нагрузки, изгибающей исправляемый элемент конструкции в нужном направлении. Эта нагрузка может создаваться домкратами, прессами или другими устройствами (рис. 14). Такой способ правки применяют для жёстких сварных узлов.
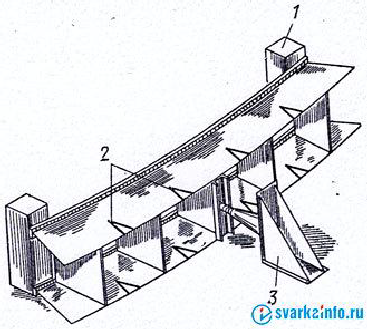
Рис. Термомеханическая правка сварного фундамента с применением домкрата (цифрами показана последовательность мест нагрева): 1 – опоры; 2 –места нагрева; 3 – домкрат
Деформации в сварных металлоконструкциях и способы их устранения
Сварка металлоконструкций вызывает температурные и усадочные напряжения, способные нарушить не только геометрию изделия, но и геометрию самой технологической оснастки. Поэтому сварочная оснастка должна способствовать уменьшению сварочных деформаций, возникающих в металлоконструкциях в процессе сварки.
Способы борьбы со сварочными деформациями без предварительной оценки эффективности их применения могут в каждых конкретных условиях привести к бесполезной затрате труда и средств на изготовление оснастки, а также к усложнению технологии.
Одним из способов уменьшения сварочных деформаций является отвод теплоты от свариваемого изделия в технологическую оснастку (корпус приспособления, зажимы и опорные элементы). Для обеспечения интенсивного теплоотвода необходимо, чтобы изделие при сварке было в закрепленном состоянии (т.е. чтобы изделие внешней нагрузкой прижималось к недеформируемому основанию). В этом случае упругопластическая зона в изделии уменьшается, а следовательно, уменьшаются и остаточные деформации в нем, причем интенсивный отвод теплоты в технологическую оснастку может быть лишь при плотном, во многих точках, прилегании элементов металлоконструкции к оснастке. Для изделий, в которых сварные швы расположены по линии центров, применение этого способа малоэффективно.
Наряду с технологическими средствами повышения точности сварной конструкции большое значение имеют конструктивные элементы сварных соединений. Поэтому при проектировании металлоконструкций необходимо применять минимальные расчетные катеты сварных швов. Завышение катета сварного шва при проектировании ведет к дальнейшему его увеличению в производственных условиях, а следовательно, и к увеличению деформации конструкции в целом. Однако, если по расчету нужен односторонний шов значительного катета, то следует применить двусторонние швы меньшего сечения.
В сварных соединениях, подвергающихся холодной гибке, швы должны располагаться от места перегиба на расстоянии не менее четырехкратной толщины наиболее тонкой детали.
Нахлесточные соединения, работающие на растяжение-сжатие, следует применять для деталей толщиной до 10 мм, так как с увеличением толщины свариваемых деталей увеличивается плечо изгиба.
Длина нахлестки должна составлять l = (3÷5) s, где s — толщина наиболее тонкой детали.
Процесс изготовления сварных конструкций из конструкционных и некоторых высоколегированных сталей нередко сопровождается появлением в околошовной зоне участков с низкой пластичностью, ведущей к образованию горячих трещин. Структура шва при этом — мартенсит. Образование горячих трещин вызвано присутствием в сварном шве серы или же повышенным содержанием углерода.
Трещинообразование возможно даже при низком содержании серы и углерода (0,16 %), но при высокой концентрации марганца. Поэтому в первую очередь нужно оценить склонность стали к самозакаливанию и установить необходимую скорость охлаждения. Это достигается либо предварительным подогревом изделия, либо, для улучшения теплоотвода, установкой массивных медных подкладок. Подкладка должна иметь канавку для формирования шва с внутренней стороны изделия.
Отсутствие канавок в подкладке ведет к растеканию металла с внутренней стороны изделия и к концентрации напряжений в сварном шве.
При сварке серномарганцовистых сталей, склонных к образованию трещин, и при предъявлении к свариваемой конструкции требований в части повышенных прочностных/характеристик охлаждение водой медных подкладок недопустимо.
Эффективным средством предотвращения резкой подкалки околошовной зоны может быть применение многослойной сварки короткими участками. Эта сварка обеспечивает такую температуру, при которой даже в случае закалки околошовной зоны не образуются трещины.
К мерам борьбы по уменьшению внутренних напряжений в сварных швах следует отнести:
· послойную проковку швов пневматическим зубилом с закругленной кромкой; такая проковка рекомендуется при многослойной сварке; во избежание трещин и надрывов первый и последний слои не проковывают;
· термическую обработку после сварки для снятия внутренних напряжений; в основном это низкотемпературный отпуск при 600-650°С и выдержка при этой температуре из расчета 2-3 мин на 1 мм толщины металла и медленное охлаждение вместе с печью;
· правку сварных конструкций (механическую и термическую); термическая правка состоит в быстром нагреве поверхности металла с последующим охлаждением; местный нагрев применяют для исправления вьгаучин, возникших в процессе сварки; правку можно осуществлять и холостыми швами;
· вырезку криволинейных заготовок;
· предварительную прокатку (удлинение). Если после прихватки продольных ребер жесткости к металлоконструкции произвести прокатку мест сварки при давлении 4 кН на 1 мм толщины, то после сварки правка не требуется.
Наряду с описанными способами, для уменьшения деформаций применяют обратные деформации (обратный выгиб) свариваемого изделия. Обратные деформации создают искусственным путем, т.е. перед сваркой изделие деформируют (выгибают) в направлении, противоположном направлению деформации при сварке.
При проектировании элементов сборочно-сварочной оснастки величину обратной деформации принимают равной половине величины деформаций, возникших при сварке изделия в свободном (незакрепленном) состоянии.
Угловые деформации устраняют либо наклонным расположением свариваемых листов, либо отгибом кромок.
Существенное влияние на величину сварочных деформаций оказывает процесс сборки изделия. Принудительная подгонка деталей при сборке недопустима. Начальные напряжения в собранных деталях, вызываемые принудительной подгонкой их при сборке, снижают эффективность средств борьбы с деформациями.
Сварка кольцевых швов на трубопроводах сопровождается возникновением упругопластических деформаций в зоне сварного шва, что неблагоприятно отражается на протекании сварочного процесса. Поэтому для поджатия изделий в станке (кантователе) нельзя применять обычные жесткие вращающиеся центра. Поджимные вращающиеся центра для сварочных работ должны иметь плавающее (упругое) исполнение с регулируемым усилием поджима. Конструкция этих центров не препятствует свободной деформации изделий при их нагреве и охлаждении, обеспечивая надежное их закрепление, и снижает остаточные упругопластические деформации в зоне нагрева. Такими свойствами обладает, например, поджимной вращающийся центр конструкции В.Е. Ремизова.
Внутренний стакан 1 (рисунок 30), на который опирается пружина 4, надевается на конусную поверхность 2 вала. На наружной поверхности стакана есть протарированная (в кН) шкала 3 передачи пружине требуемого усилия поджатия. Пружина 4 при необходимости может быть заменена на пружину с другой характеристикой жесткости. Применение центров данной конструкции при сварке кольцевых швов на сосудах, работающих под давлением, позволило повысить качество свариваемых изделий.
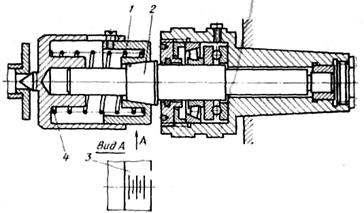
Рисунок 30 – Поджимной центр
Установлено, что даже незначительнее отклонение от геометрии стыкуемых кромок при сварке оболочек вызывает заметное снижение прочности. Иногда для одинаковых сварных швов в оболочках из различных материалов требуются совершенно различные способы устранения деформаций и перемещений. Например, при сварке на подкладном кольце круговых швов сферических тонких оболочек может произойти либо сокращение длины зоны сварного шва — для стальных и титановых оболочек, либо удлинение этой зоны — для оболочек из алюминиевых сплавов.
Некоторое снижение деформаций происходит при сварке с наружными бандажами, которые оказывают удерживающее механическое воздействие на кромки, а также способствуют теплоотводу от мест сварки. Необходимость иметь доступ к сварным швам вынуждает располагать бандажи (наружные) на расстоянии не менее 30 мм от кромок, в результате чего частично предотвращается перемещение кромок.
Эффективным способом предотвращения перемещений при сварке кольцевых швов является прижим кромок к подкладному кольцу роликом, перекатывающимся по поверхности стыка перед сварочной дугой. Такое приспособление было разработано МВТУ им. Н.Э. Баумана и опробовано при сварке обечаек диаметром 200 мм и толщиной стенки 2,5; 4 и 6 мм.
Прижим осуществляется двойным роликом диаметром 30.мм с точкой прижима на расстоянии 30-35 мм от электрода. Давление на ролик создается пружинным механизмом, установленным на консольном автомате АОК-2. Приспособление устанавливают вдоль консоли автомата, нагрузка передается только по плоскости ее продольной оси.
Сварка обечайки толщиной 4 мм и давлением на прижимном ролике 1,8 кН показала, что кромки обечайки были надежно прижаты перед сварочной головкой к подкладному кольцу. Применение прижимного приспособления позволило исключить из технологического процесса правку ударом и произвести сварку в один проход.
Читайте также: