Каким способом следует производить соединение сварочных кабелей
Обновлено: 17.05.2024
Соединение проводов сваркой
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 - 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 - 90А. Для двух - трех проводов сечением 2,5 мм2 ток достигает уже 80 - 100А, а для трех-четырех 100 - 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 - 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1 .

Рисунок 1 . Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 - 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш - образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 - 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 - 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 - 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2 .
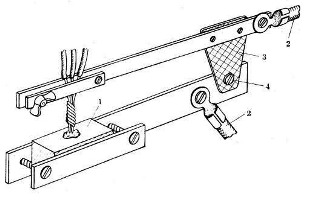
Рисунок 2 . Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3 .
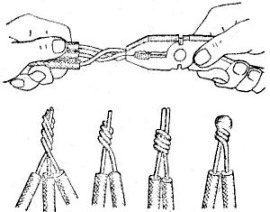
Рисунок 3 . Скрутки для сварки проводов
Про аппараты точечной сварки читайте здесь . В статье описаны несколько самодельных конструкций таких аппаратов для домашнй мастерской.
Как соединить сварочные кабели между собой – 3 простых способа
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Особенности сварочных кабелей и их соединения

Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:
- высокой гибкостью,
- минимальным сопротивлением.
Перед тем как соединить сварочные кабеля между собой, необходимо очистить их от оксидной пленки.
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
В каких случаях нужно соединение
Инверторы для сварки комплектуются короткими проводами, что создает трудности при выполнении работ на высоте и в труднодоступных местах. Соединение сварочных кабелей методами пайки, сварки или установки специальных разъемов расширяет возможности техники и исключает необходимость ее удерживания на плече. При осуществлении поставленной задачи нужно учитывать, что максимальная протяженность не должна превышать 30-40 м.
Распространенные способы соединения
Перед тем как соединить сварочный кабель методом обжима, необходимо приобрести алюминиевые или медные гильзы. Подобрать изделия можно в каталоге. Здесь представлен широкий ассортимент соединителей, комплектующих и других электронных компонентов – кабелей, сборок, печатных плат, отличающихся высоким качеством и демократичной стоимостью.
Пайка – второй востребованный способ соединения медных кабелей. Он предполагает покрытие предварительно разогретых концов жил посредством расплавленного припоя. После затвердевания последнего достигается высокая прочность и хорошая электропроводность изделия. Подходит эта технология для проводников небольшого сечения.
Основные преимущества пайки – простота и экономичность. К подготовительным мероприятиям можно отнести:
- избавление от изоляции,
- скрутку,
- очистку,
- обработку флюсом.
После пайки необходимо смыть остатки, нанести лак, изоляцию в виде ленты или термоусадочной пленки.
Важно! Промежуточным этапом пайки является скрутка проводов. В качестве самостоятельного метода она запрещена нормативными документами ПУЭ.
Так как соединить 2 сварочных кабеля большого диаметра позволяет в монолитную конструкцию сварка, этот метод используется часто. Для соединения проводов применяется специальный аппарат ВКЗ-1, похожий на пистолет. Преимущества метода – высокая прочность контакта, стойкость к механическим воздействиям, недостатки – необходимость в зачистке провода на 10 см, сложность выбора силы тока, невозможность разъединения элементов.
Соединение сварочного кабеля разъемами
- марки сварочного кабеля,
- разъемов,
- наконечников,
- вилок и клемм.
Выбор кабельного соединителя зависит от сечения проводника. Последнее можно определить посредством микрометра или штангельциркуля. Разъем может иметь площадь в 10, 25, 35…120 мм2. Существует две конструкции приспособлений – штыревая («папа») и гнездовая («мама»). Для их подключения к оборудованию нужны специальные гнезда, выполняющие роль ответной составляющей вилки.

При покупке наконечников нужно обращать внимание на типоразмер (должен соответствовать площади сечения провода) и материалы изготовления. Предпочтение стоит отдавать изделиям с хромовым напылением, препятствующим окислению.
Соединение способом обжима является предельно простым. Оно заключается в очистке изделий от изоляции, объединении жил в пучки, надевании разъемов и их зажимании.
Установка наконечника: принципы процесса

Так как правильно соединить сварочный кабель при помощи наконечников, эта процедура чаще всего выполняется для удлинения и создания удобной формы конца токопроводящей жилы, необходимой для присоединения к зажиму аппарата. Для ее осуществления нужно зачистить и обработать провод пастой, поместить наконечник на конец кабеля и прижать его до упора. После этого следует опрессовать изделие клещами или матричным прессом.
Чтобы увеличить мобильность сварочного аппарата, можно удлинить провод, используя разные технологии соединения. Специалисты нашей компании «ВКС» рекомендуют применять разъемы, подобранные по сечению и составу жильного пучка, соблюдая последовательность и правила используемого способа. Для покупки электротехнических комплектующих нужно перейти в каталог. При возникновении трудностей с выбором наш менеджер предоставит профессиональную консультацию.
Большая Энциклопедия Нефти и Газа
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [1]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки, специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами с шайбами. [2]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки, специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами с шайбами. [3]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [4]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [5]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [6]
Соединение жил сварочных проводов между собой должно выполняться горячей пайкой. Подключение электропроводок к электрододержателю, свариваемому изделию и сварочному аппарату допускается только при помощи специальных зажимов или медных кабельных наконечников, скрепленных болтами с шайбой. [7]
Соединение жил сварочных проводов между собой должно выполняться горячей пайкой. Подключение электропроводок к электродержателю, свариваемому изделию и сварочному аппарату допускается только при помощи специальных зажимов или медных кабельных наконечников, скрепленных болтами с шайбами. [8]
Соединение жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и свароч ному аппарату производится при помощи медных ка бельных наконечников, скрепленных болтами и шайбами. [9]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [10]
Соединения жил сварочных проводов нужно производить при помощи прессования, сварки, пайки, специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами с шайбами. [11]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки, специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами с шайбами. [12]
Запрещается прокладывать голые или с плохой изоляцией провода, а также применять кустарные электропредохранители завышенного сечения и провода, не обеспечивающие прохождение сварочного тока требуемой силы. Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электродер жателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [13]
Соединение проводов методом сварки своими руками
Необходимые для работы инструменты и материалы
Для проведения работ по сварке проводов необходимы следующие приборы, инструменты и материалы:
- Сварочный аппарат
- Электроды для сварки проводов
- Защитные очки
- Плоскогубцы и бокорезы
- Флюс для сварки алюминия
Сварочный аппарат
Сварочный аппарат для работы с электропроводами должен быть компактным, иметь регулировку параметров и работать в диапазоне:
Сила тока 30 – 90 Ампер (А)
Напряжение 12 – 36 Вольт (В)
Потребление мощности 1 – 1.5 Киловатта (КВт)
Использование переменного и постоянного тока.

Сварочные аппараты комплектуются двумя силовыми кабелями (масса для скрутки, держатель электрода). Средняя цена аппарата 7000 рублей. Популярные марки Дон, ТС 700 – 1, ТС 700 – 2. Существует множество самодельных конструкций с использованием понижающего трансформатора, но мы рекомендуем сертифицированные.

Взять сварочный аппарат на пару дней в аренду можно в магазинах стройматериалов и инструментов.
Электроды для сварки проводов
Электроды для сварки проводов определяют качество и удобство работы.
Вам понадобятся электроды графитовые (сварка алюминия) и медно – графитовые (сварка меди).

Графитовые электроды при помощи флюса сварят алюминиевую скрутку до 20 мм диаметром.
Графитовые омеднённые электроды предназначены для сварки медных скруток без применения флюса. Диаметр скрутки до 18 мм.
В народе тип этих электродов называют карандашами. Перед покупкой посоветуйтесь с опытными электриками или продавцами магазина. Учитывая модель Вашего сварочника и специфику соединения, знающие люди упростят выбор.
Защитные средства
Защитные средства необходимы при работе по электромонтажу! Уделите внимание изоляции ручек плоскогубцев и кусачек, устойчивости стремянки и надёжной фиксации защитных очков.

Ручной инструмент
Плоскогубцы и бокорезы понадобятся для подготовки проводов и устройства скрутки.
Иногда плоскогубцы используют в качестве клеммы заземления. Бокорезы помогут сделать ровный плоский торцовый срез скрутки, что очень важно для качества сварки.

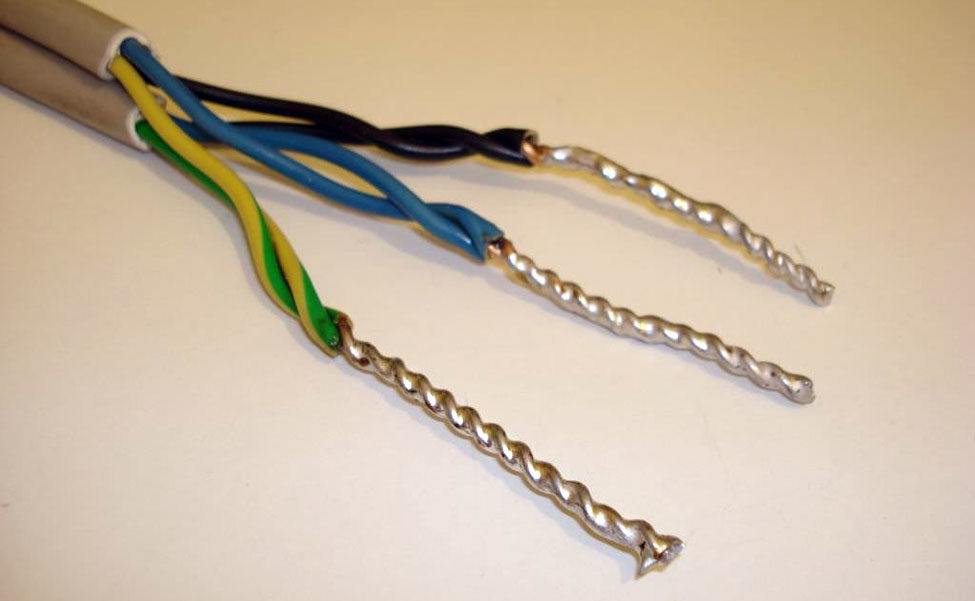
Соединение проводов методом сварки образует в месте скрутки однообразный фрагмент, токопроводимость которого равна проводимости самого материала. Практически, сварка в месте касания превращает несколько проводов в один. Это исключает окисление зон контакта и нагрева мест соединения. Показателем качественного сварочного соединения служит образовавшаяся металлическая капля в торце скрутки, .
Сварка алюминиевых проводов
Алюминиевые провода используются в строительстве с давних пор и в подавляющем большинстве. Мягкая податливость алюминия искушает соединять провода методом скрутки. В результате – самое большое количество аварий и пожаров происходит по причине недопустимо низкого качества таких соединений. Оксидная плёнка, образующаяся на поверхности алюминиевого провода, обладает высоким сопротивлением, что приводит к перегреву проводов в местах контакта.
Правилами Устройства Электроустановок (ПУЭ) соединение алюминиевых проводов таким способом запрещено. Есть несколько допустимых способов, но все они уступают по надёжности и безопасности методу сварки.

Основными сложностями при сварке алюминия являются быстрое образование оксидной плёнки и относительно низкая температура плавления. Использование флюсов предотвращает окисление при работе, а использование сварочного аппарата в режиме пониженной мощности не приводит к текучести провода от перегрева.

Перед сваркой нужно зачистить провода от изоляции на 50 – 70 мм и оксидной плёнки на 20 -30 мм и произвести скрутку. Торцовая плоскость должна быть ровной и чистой. Скрутка производится перед непосредственным выполнением сварки. Точечное касание при работе приходится именно на неё. Это относится ко всем типам проводов.

В углубление электрода необходимо внести флюс. Затем быстрым движением, не допуская перегрева, скользящим касанием вдоль торца сварить провода. Время касания не должно превышать 2 – 3 секунды. Если у Вас нет подобного опыта, потренируйтесь некоторое время. Главный момент – уверенность касательного движения к торцу с моментальным сдвигом по плоскости. Равномерность образованной капли сплава послужит оценкой Вашей практики.
После остывания соединение нужно заизолировать.
Сварка медных проводов
Сварка медных проводов позволяет получить соединение высокого качества по двум позициям – электротехническим и механическим. Идеальная токопроводимость соединения исключит нагрев проводки, а прочность позволит проводить работы в распределительных коробках, не опасаясь внезапного разъединения. Всевозможные клипсы и винтовые зажимы на практике оказываются слабыми, при незначительных воздействиях провод выскакивает из гнезда, создавая неудобство и возможность замыкания.
Для сварки медных проводов удобнее всего использовать инверторный сварочный аппарат. Сварка производится угольно – медными электродами. Время сварки — не более трёх секунд, дальше начнет плавиться изоляция.

Требования по подготовке скрутки такие же, как и для алюминиевых проводов.
Применение сварочного флюса здесь необязательно, достаточно удалить оксидную плёнку, зачистив провода до блеска. Можно обработать зачищенные провода растворителем. К сварке приступать нужно сразу после подготовки, не давая образоваться окислению.
Обязательно учитывайте высокую теплопроводность меди, используйте для придерживания провода плоскогубцы, поберегите пальцы от ожога.
После окончания подготовки Вам останется коротким точечным движением произвести сварку. Оптимальная продолжительность контакта – 2 секунды. Полученная металлическая капля и будет узлом однородного соединения проводки.
Не забывайте о высокой температуре места сварки, дайте ему остыть естественным способом, после чего заизолируйте лентой или специальным лаком.
Виды скруток электрических проводов для соединения сваркой
Места соединения электропроводки определяются общим проектом и выполняют различные функции в рамках общей цепи. Для конкретных ситуаций применяются различные виды скруток проводов. Грамотно выполненная скрутка обеспечит механическую надёжность соединения и последующее оформление (изоляция лентой, монтаж в распределительной коробке). На рисунке ниже мы приведём основные виды, наиболее часто применяемые в электромонтаже непромышленного назначения.

Сварка медных проводов с алюминиевыми
Разность температуры плавления меди и алюминия не позволяют произвести качественную сварку обычным способом. При содержании в сварочном шве меди свыше 15 % шов теряет прочность до неприемлемой.
При необходимости такого соединения плавится должен преимущественно алюминий.
Высококвалифицированные специалисты наплавляют медную пленку на поверхность алюминия, после чего приваривают к ней медную проволоку.
В этой статье мы данный вопрос рассматривать не будем, информация общеознакомительная.
Заключение
После внимательного изучения материалов статьи и некоторой практики, Вы сможете самостоятельно проводить соединение электрических проводов методом сварки.
Это позволит сэкономить значительные средства, Средняя цена на сварку одного соединения – 100 рублей. Количество соединений в двухкомнатной квартире более 50.
Как своими руками произвести соединение проводов методом сварки видео смотрите ниже:
Мы рады помочь Вам своим опытом в обустройстве Ваших домов. Соблюдайте правила техники безопасности и будьте осторожны!
Соединение проводов сваркой
Читайте также: