Какое давление выставить на редукторе для сварки
Обновлено: 19.05.2024
Полуавтоматическое оборудование — одна из самых часто применяемых разновидностей сварочной техники на электрическом токе. Она отличается большим удобством, чем ручные аппараты, и при этом дешевле, чем современные автоматические системы. Но достигаемый результат зависит от настройки полуавтомата для сварки, а она отличается для тонкого и толстого металла, для работы с углекислотой при использовании редуктора, по толщине и индуктивности.
Что нужно учитывать?
Рассказ про настройку полуавтомата для сварки следует начать с того, какие вообще возможности предоставляет это устройство. Конструкторы предусматривают три основных типа настроек аппарата для работы. Сюда относятся:
- регулировка напряжения (по нескольким базовым режимам);
- изменение темпа подачи проволоки;
- корректировка скорости перемещения изоляционного газа.
Довольно большие трудности возникают при необходимости применить полуавтоматическую систему для тонкого металла. Такая ситуация возникает при:
- ремонте автомобилей и других транспортных средств;
- ремонте и изготовлении труб небольшого сечения;
- получении емкостей для воды и других жидкостей;
- починке бытовой техники, инструментов;
- строительстве гаражей, заборов, ангаров.



Тонким считается металл, слой которого не превышает 4 мм. Особо тонким признают металл толщиной менее 0,2 мм. В этом случае настройку сварочных аппаратов производят под электроды сечением не более 4 мм. Использование более мощных электродных инструментов может обернуться преждевременным гашением дуги. Если слой металла не превышает 1 мм, придется использовать электроды от 0,5 до 2 мм.
Для работы с деталями величиной 1,5-2 мм придется использовать электроды от 2 до 2,5 мм сечением. Некоторые профессионалы применяют электродный инструмент сечением до 3 мм. Но это уже требует внимательного изучения каждой ситуации и тщательной настройки создающихся режимов. Свои тонкости имеет и сварка толстого металла. В частности, придется задавать повышенное напряжение.
Как настроить?
Скорость подачи газа
Любой сварочный аппарат оснащен выходом, через который соединяется с баллоном. Регулировать темп поступления защитного газа можно при помощи редукторного устройства. Важно: для каждого типа газов необходимо использовать подходящую индивидуально модель. Так, при помощи редуктора углекислоты невозможно как следует подавать аргон (обратное тоже верно). Стоит также учитывать, что отдельные виды редукторных систем могут быть не предназначены для сварочных работ (их отличает отсутствие шкалы, показывающей фактический напор газа, отдаваемого наружу).
После открытия главного вентиля показатель на шкале примет определенное значение. С полностью открытого вентиля постепенно переходят на показатель расхода от 7 до 10 л за минуту. К сведению: если в системе используется не расходомер, а манометр, то правильно будет задавать напор от 1 до 2 кг на 1 см2. Таково будет исходное (статическое) давление. Оно непременно поменяется, как только будет нажат курок горелки. Точная настройка возможна, если отключить поступление проволоки. Но можно приблизительно произвести подстройку даже без специальных индикаторов. В этом случае работу начинают, подавая минимальное количество газа.


Оценить адекватность его поступления поможет вид шва. При возникновении пор поток наращивают, и так делают до тех пор, пока они не перестанут формироваться. При работе на улице либо в помещении точно под вентиляцией расход газа будет увеличиваться. Профессиональные сварщики запоминают звучание вырывающегося из горелки потока. И в дальнейшем они ориентируются именно на такую тональность при задании настроек.
Все о редукторах для полуавтомата

Знать все о редукторах для полуавтомата надо каждому сварщику, даже на начальном этапе. Необходимо понимать четко, как выбирать углекислотный редуктор для полуавтоматической сварки и другие типы таких устройств. Для начала же необходимо разобраться с их техническим исполнением.
Особенности
Главная функция, которую имеет любой редуктор для полуавтомата, — это точная регулировка давления углекислоты или иного газа, подаваемого на полуавтомат. Регулируют его не только в плане понижения или повышения, но и в плане стабилизации. Редукторный блок на сварочном посту содержит:
- клапаны впуска и выпуска;
- камеры с регулировочными мембранами;
- уплотнительные элементы;
- верхние и управляющие пружины;
- штуцеры для подсоединения;
- наружный корпус;
- манометры;
- вентиль, обеспечивающий ручное открытие или закрытие магистрали.
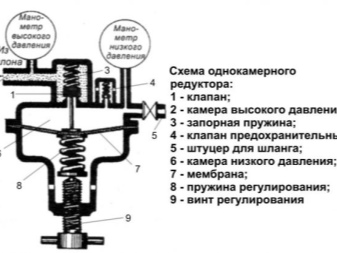

Простой аппарат имеет одну рабочую камеру. Газ из баллона движется внутрь прибора под давлением, задаваемым манометром входа. Далее он оказывается в начальном штуцере, а после прохождения камеры газовый поток встречает сопротивление особой пружины. Поскольку напор оказывается достаточно велик, пружина отдавливается, и начинается свободное поступление струи в особую полость. Сечение камеры многократно крупнее, чем диаметр на вводе в штуцер, и потому второй манометр регистрирует сокращение давления.
Особый винт позволяет отрегулировать степень натягивания главной пружины. Она приспосабливается к исходному баллонному давлению. Пружина управления идет вниз одновременно с мембраной. Потому газовый поток может беспрепятственно поступать к запирающему вентилю. Далее он поступает на горелку. Мембрана редуктора делается из стойкой к маслу резины и точно позиционируется по отношению к выходу.
Постепенно давление внутри баллона понижается. В результате верхняя пружина может опуститься, корректируя площадь сечения на впускном проходе. Редуктором можно управлять и вручную. Винт для этого вкручивают или выкручивают определенным образом.
Надо только ориентироваться на текущие параметры, которые выдает манометр.
Виды и маркировка
Для полуавтоматической сварки может применяться редуктор с различным числом камер. В подавляющем большинстве случаев применяют однокамерные модификации. Но в ряде случаев критически важна стабильность использования оборудования при низкой температуре. В такой ситуации наиболее привлекательны двухкамерные модели. Отсеки обычно располагают по последовательной схеме.
В любом случае редуктор должен отвечать нормам:
- ГОСТ 12.2.052-81;
- ГОСТ 13861-89;
- ISO 2503-83.
Углекислотные сварочные редукторы различают еще и по условиям применения. Рамповые модели используют на сварочных участках многопостового типа. Сетевые устройства получают газовый поток от стационарной магистрали, которая сообщается с углекислотной промышленной станцией. На небольших рабочих площадках, на строительных площадках и в быту применяют баллонные редукторные узлы. Их преимущественно проектируют из расчета на несколько меньший удельный расход СО2 и на небольшой разброс газового давления.



Открытие и герметизация клапанного узла впуска может происходить по прямой или по обратной методике. Вторая разновидность только что описана выше. При «прямом сценарии» этапы работы меняют порядок. Подобное решение намного менее удобно. Его применяют потому существенно реже.
Кислородный редуктор устроен практически так же, как углекислотный аналог. Разница касается преимущественно методов подключения к вентилям и числа применяемых манометров (1 или 2). Редукторы для кислорода должны отвечать повышенным эксплуатационным требованиям. Причина проста: кислород не может находиться в сжиженном состоянии, и потому внутри баллона давление достигает иногда 200 атмосфер. Для сравнения: у углекислоты этот показатель составляет 70-80 атмосфер.
Если критична чистота поступающего вещества, необходимы специальные фильтры.

Российская промышленность поставляет различные модели редукторов. Популярностью пользуется УР 6-6. Корпус формируют из особого сплава, который отлично удерживает тепломеханические воздействия. Прочие параметры:
- неоднородность газового давления максимум 0,3;
- предохраняющий блок срабатывает при показателе 1200 КПа;
- благодаря двум манометрическим узлам проще влиять на давление углекислоты;
- предельный пропуск газа — 6 м3 за час.
Если обычной функциональности не хватает, необходимо применять не простые редукторы, а регулирующие устройства с ротаметрами. Они демонстрируют расход газа немедленно. Стоимость подобных аппаратов, однако, заметно выше. Отверстие внутри дросселя тщательно калибруется.
Иногда газовый поток подогревается за счет электрического модуля.
Как выбрать?
Основное внимание надо уделять тому, как устроен регулирующий винт. На нем в идеале должна быть невыпадающая резьба. Если она выпадает, велик риск выкручивания седла. Полезен и вспомогательный запорный вентиль. Предельно актуально учитывать цветовую маркировку редукторного узла:
- голубой с черным шрифтом — кислород;
- черные тона и синеватая маркировка — аргон инженерного класса;
- красный шрифт на белом фоне — ацетилен;
- белый шрифт на темном — сырой аргон;
- желтая надпись на темном основании — двуокись углерода.
Стоит учесть ограниченную взаимозаменяемость редукторов различных типов. Теоретически не возбраняется заменять кислородный редуктор аргоновым и наоборот. Однако рассчитанное на кислород устройство будет работать ощутимо хуже, как только давление опустится до 1 бар и ниже. Хорошее устройство для чистого аргона — АР-40-2. Если же нужно использовать как аргон, так и углекислоту, оптимальным выбором может стать АР-40/У-30.
На специализированных производственных участках применяют УР-6-4ДМ и аналогичные устройства. Модели иногда имеют пару ротаметров. Не стоит думать, что они позволяют подавать газ сразу на две разные горелки. Цель совсем другая — использование для особо ответственных конструкций. К одному расходному узлу добавляют горелку, а через второй идет поддув с другой стороны.



О том, как настроить давление на редукторе для сварки, вы можете узнать ниже.
Углекислотный редуктор давления. Регулировка подачи защитного газа

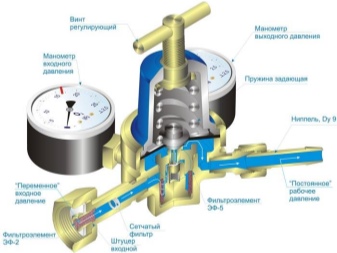
Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Устройство и принцип работы углекислотного редуктора
Углекислотный редуктор производит подачу газа под требуемым давлением, а также перекрытие клапана подачи СО2 из баллона при прекращении сварки. Конструкция узла включает в себя:
- Впускающий клапан.
- Уплотняющие элементы.
- Камеру с регулирующей мембраной.
- Выпускающий клапан.
- Верхнюю пружину.
- Управляющую пружину.
- Присоединительный штуцер.
- Корпус.
- Два манометра, которыми контролируется давление двуокиси углерода на входе и выходе.
- Запорный вентиль.
Обычный однокамерный углекислотный редуктор работает следующим образом. Газ под давлением (которое контролируется манометром) из баллона поступает во входной штуцер. Пройдя в камеру, поток СО2 преодолевает сопротивление пружины, и отжимает её вниз, в результате чего газ поступает в полость камеры. Поскольку площадь её сечения значительно больше, чем площадь проходного сечения штуцера, то давление газа в камере понижается. Это изменение фиксируется вторым манометром.

Регулировка
Регулировка натяжения основной пружины производится при помощи регулировочного винта, в зависимости от первоначального давления газа в баллоне. Управляющая пружина опускается вместе с мембраной, открывая отверстие для прохода двуокиси углерода под сниженным давлением к запорному вентилю. Оттуда поток газа по шлангу движется к горелке. Мембрана углекислотного редуктора выполняется из маслостойкой резины, и обеспечивает своё точное позиционирование относительно выходного отверстия. Поскольку со временем давление газа в баллоне снижается, то верхняя регулирующая пружина может опускаться, изменяя площадь проходного сечения впускающего клапана. Углекислотным редуктором возможно и ручное управление потоком газа, для этого достаточно вывернуть/ввернуть регулировочный винт, в зависимости от текущих показаний манометров.
Постоянство давления в камере редуктора обеспечивается за счёт того, что при снижении давления газа, поступающего из баллона, мембрана перемещается вверх, сжимая обратную (верхнюю) пружину, а при увеличении давления – опускается вниз. Выходное же давление остаётся стабильным вследствие соответствующего изменения площади проходного сечения запорного вентиля.

Для обеспечения стойкости мембраны от резкого превышения давления газа (что может вызвать разрыв мембраны) углекислотные редукторы снабжаются предохранительным клапаном. Он срабатывает, когда входной штуцер по каким-либо причинам теряет герметичность и начинает пропускать увеличенный объём двуокиси углерода из баллона.
Конструктивные исполнения
Типоразмеры и характеристики устройств должны соответствовать требованиям ГОСТ 13861-89, ISО 2503-83 и ГОСТ 12.2.052-81. Классификация углекислотных редукторов может быть выполнена по следующим параметрам:
- По числу рабочих камер. Преобладающее количество подобных устройств – однокамерного типа, однако для улучшения стабильности функционирования в условиях пониженных температур наружного воздуха производят и двухкамерные редукторы. Рабочие камеры в таких устройствах расположены последовательно.
- По условиям работы. Различают рамповые, сетевые и баллонные редукторы. Рамповые предназначаются для работы на многопостовых участках, а сетевые питаются от стационарной сети, проложенной от углекислотной станции предприятия. Для работы отдельных постов предназначаются баллонные углекислотные редукторы, которые рассчитываются на меньшие показатели удельного расхода газа и ограниченный диапазон рабочих давлений.
- По принципу открытия/закрытия впускающего клапана редукторы для углекислотного баллона могут быть прямого и обратного действия. Принцип действия редуктора второго типа рассмотрен выше, а в редукторах прямого действия все изменения расхода и давления происходят в обратном порядке. Такие редукторы менее удобны при эксплуатации, а потому используются значительно реже.

Чем отличается кислородный редуктор от углекислотного?
Конструкции углекислотных редукторов весьма схожи с кислородными, и отличаются в основном способами присоединения к вентилям, и – иногда – отсутствием второго манометра. Поэтому часто возникает вопрос – взаимозаменяемы ли кислородный и углекислотный редукторы.
К кислородному редуктору предъявляются гораздо более высокие эксплуатационные требования. Они связаны с тем, что, в отличие от СО2, кислород не сжижается, а потому находится в баллоне под гораздо более высоким давлением (до 200 ат против 70…80 ат – для сжиженного углекислого газа). Поэтому при попадании кислорода в углекислотный редуктор будет происходит постепенное разрушение уплотняющих мембран. Поэтому углекислотный редуктор не используются для подачи кислорода (обратная замена – допустима).

Отличаются редукторы и возможностями вариантов присоединения к баллону. Углекислотный редуктор можно подсоединять при помощи хомута, а не накидной гайки, поскольку СО2 не обладает свойствами пожаро- и взрывоопасности в случае утечек.
Для повышения чистоты газа, поступающего в редуктор, в конструкции впускающего клапана часто предусматриваются очистные фильтры. Наличие фильтра уменьшает опасность стравливания газа обратно в баллон, где он может образовывать поверхностную подушку над сжиженным газом.
Редуктор давления УР 6-6
Отечественной промышленностью выпускается несколько разновидностей редукторов давления – БУО-5МГ, БУО-5-4, БУО-5 MINI, УР 5-3 и др., но наиболее компактным и популярным считается редуктор марки УР 6-6. Его особенности:
- Корпус, изготавливаемый из специального сплава, стойкого к различным тепловым и механическим воздействиям;
- Минимальное значение коэффициента неравномерности давления – не выше 0,3;
- Низкое давление для срабатывания предохранительного клапана – 1,2 МПа;
- Наличие двух манометров, что облегчает процесс регулирования давления углекислого газа.
- Повышенная пропускная способность — до 6 м 3 газа в час.
- Демократичная цена (до 1100 руб., против, например, 1700…1800 руб. за углекислотный редуктор модели БУО-5-4).
Выбор конкретного исполнения углекислотного редуктора для полуавтомата не считается особо критичным, за исключением ситуаций, когда варить/резать металл приходится при пониженных температурах.

Редуктор с ротаметром
Повышенную функциональность (в сравнении с редукторами) обеспечивают регуляторы расхода углекислого газа с ротаметром. В отличие от традиционных манометров, для которых расход приходится устанавливать в зависимости от текущего давления, ротаметры расход показывают сразу. Универсальные регуляторы расхода, в составе которых имеются ротаметры, существенно облегчают работу сварщика, и позволяют оптимизировать расход углекислого газа во время сварки. Цена вопроса – от 1800 до 2000 руб. Технические характеристики регуляторов – расход, давление, температурный диапазон применения – должны соответствовать требуемым режимам сварки.

Регуляторы отличаются от обычных редукторов следующим:
- Если в редукторах выходной штуцер соединяется непосредственно с магистралью, то в регуляторе предусматривается специальная заслонка, которая дросселирует поток СО2, в зависимости от давления газа в баллоне.
- Отверстие в дросселе – калиброванное, что увеличивает точность регулировки расхода. Поэтому большинство моделей регуляторов оснащается одним манометром, показания которого устанавливаются не в единицах давления, а в единицах расхода.
- В некоторых регуляторах предусматривается встроенный электроподогрев газа. Это позволяет проводить сварку при отрицательных температурах, и повышает точность определения фактического расхода газа (в редукторах расход, как правило, перестроить на иное значение невозможно).
- Регуляторы для полуавтоматов могут быть установлены не только на баллон со сжиженной углекислотой, но и на так называемые смесевые баллоны, в которых содержится смесь двуокиси углерода с инертным газом, в частности, аргоном (в соотношении 1:4).
При выборе типоразмера углекислотного редуктора обращают внимание на такие особенности конструкции как устройство регулировочного винта и наличие на нём невыпадающей резьбы (иначе можно выкрутить седло), а также на наличие дополнительного запорного вентиля. Важно также и качество газа: пищевая углекислота отличается пониженной влажностью, поэтому баллон изнутри не ржавеет.
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки

Многие домашние мастерские укомплектованы не хуже специализированных профессиональных сервисов. В том числе – и оборудованием для выполнения сварочных работ. Но далеко не все возможности аппаратов используются в полном объеме. Причина заключается в том, что не каждый любитель сможет самостоятельно настроить сварку на работу с алюминием, нержавейкой или другими металлами. Инструкции бывает недостаточно. Недостающим звеном может стать опыт производственников.
На настройки влияют внешние параметры
Толщина заготовок, пространственное положение сварного соединения, конфигурация стыка, необходимость в усилении катета и другие показатели требуют корректировки в настройках аппарата. Основные настройки полуавтоматической сварки:
- сила тока – подача присадочной проволоки. Зависимость прямо пропорциональна: увеличение скорости подачи проволоки требует более высоких значений в настройках силы тока;
- напряжение дуги. Значения регулировки влияют на величину тока;
- расход защитного газа зависит от основных параметров сварки.
Первичные значения можно задавать по настроечной таблице. Далее выполняется тестовое сваривание определенного количества элементов. По его результатам настройки корректируются.
После приобретения полуавтомата необходимо время для того, чтобы привыкнуть к особенностям его работы. Со временем даже звучание электрической дуги станет для пользователя информативным. А пока что нужно привыкать к изменениям:
- комплектация полуавтоматов с идентичными эксплуатационными показателями могут сильно отличаться. Отличия в настройках – не редкость даже среди моделей одного производителя;
- из-за перепадов напряжения настройки полуавтоматической сварки сбиваются;
- изменение марки и состава проволоки;
- изменение состава газа;
- даже небольшой ремонт, а тем более замена комплектующих ведут к изменениям в работе оборудования.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Газозащита
Газовый поток тоже является справочной величиной и не влияет напрямую на настройки сварочного агрегата. Контроль над расходом газа существенно упрощается при условии, что редуктор имеет две шкалы. Более точно объем потока учитывает ротаметр, который довольно часто устанавливают на промышленных сварочных линиях.
Ротаметрический показатель расхода газа дает данные о подаче инертного газа в зону сварочного процесса в постоянных величинах. Статическое давление будет снижено в том случае, когда сработает горелка и будет создано облако защитного газа. Стартовый диапазон значений для ротаметра составляет от 6 до 10 литров на минуту. В случаях, когда установлен манометр – порядка 1-2 атмосфер.
Норма расхода газа подбирается в зависимости от наличия пор в зоне сварного шва. Газовый поток увеличивается в объеме до того момента, когда поры не исчезнут. Применение газа на ветру или в помещениях со сквозняком не оправдано. Здесь лучше прибегнуть к проволоке с флюсом.
Подбор газовой смеси
На выбор газовой защитной смеси влияют два фактора – свойства свариваемых материалов и требования по качеству исполнения:
- углекислый газ идеально защищает сварочные ванны. Является идеальным вариантом для обеспечения глубокого проплава. Но не подходит для тонкой работы в силу грубого по внешнему виду шва и большой разбрызгиваемости;
- аргон в сочетании с углекислотой в пропорции 3:1 применяется для сваривания тонколистовых заготовок. Формируется тонкий шов высокого качества, генерируется минимальное количество брызг;
- для нержавейки оптимальной газовой смесью является композиция из аргона (98%) и углекислоты (2%);
- при сварке алюминия применяется чистый аргон.
Настройка напряжения
Изменения вольтажа определяются издержками энергии на плавление металла и горение дуги. Рост энергозатрат вызывает увеличение толщины расходного материала и глубины провара заготовок. Настраиваются бытовые полуавтоматы ступенчатым методом.
На крышке кожуха с внутренней стороны есть справочная таблица выбора значений напряжения. Это важная информация от компании-изготовителя, которая позволяет для каждой модели подобрать оптимальные значения мощности с учетом конкретных условий работы.
Скорость подачи проволоки
От скорости подачи расходного материала в зону расплава зависит и значение силы тока. Величина подачи проволоки является одним из основных изменяемых параметров. Выбирается она после того, как уже установлено напряжение, так как интенсивность плавления напрямую влияет на скорость подачи.
Величина изменяется в зависимости от марки и диаметра используемого материала и после каждого изменения в значениях напряжения. На рынке представлено оборудование с автоматической настройкой параметра. Однако, оно относится к числу дорогостоящих полуавтоматов.
Чтобы оптимизировать настройки полуавтоматической сварки, требуется тонкая корректировка значений. В случае слишком быстрой подачи присадочной проволоки будут образовываться наплывы; медленная подача станет причиной разрывов шва, просадки или волнистости. Хороший валик невозможен без точной балансировки трех параметров: напряжения, силы тока и скорости подачи расходника.
Слишком высокая подача проявляется сразу же после начала работы. С зажженной дугой скорость подачи снижается, но проволока не перестает изгибаться, липнуть к поверхности металла и не успевает плавиться. При этом наблюдается активное продуцирование брызг. Недостаточная подача проявляется в том, что электрод перегорает еще до касания с металлом. При этом наконечник, откуда подается расходный материал, будет забиваться. Таким образом, можно сделать вывод: правильный выбор режима скорости подачи и величины тока при ранее выставленных настройках напряжения является первым шагом к профессиональному росту.
Талица прямой зависимости между регулировками и результатом работы:
Полярность
Изменение полярность относится к числу наиболее простых регулировок. Под крышкой большинства полуавтоматов предусмотрена табличка с информацией о том, какой из металлов требует полярность прямую или обратную. Начинающему сварщику необходимо твердо усвоить, что при прямой полярности горелка подключается к минусовой клемме. При такой схеме коммутации проволока плавится быстрее в полтора раза, однако ухудшается стабильность электрической дуги.
При прямом подключении свариваются заготовки с использованием проволоки с флюсом. Большая часть тепловой энергии идет на защиту сварного соединения. Флюс полностью реагирует и в свободном остатке его нет. Основные издержки метода – обилие брызг и приличное количество шлака.
Омедненная цельная проволока должна быть запитана от плюсовой клеммы. Подготовка свариваемых заготовок заключается в зачистке поверхности и разделки. С увеличением диметра проволоки возрастает и проводимость. Поэтому при работе с заготовками большого размера целесообразно увеличить диаметр расходника.
Выпуск и вылет проволоки
На качество сварного шва влияет длина вылета расходного материала из наконечника, а также размер зазора между проволокой и рабочей поверхностью. Несоответствие между диаметром проволоки и величиной ее выхода из наконечника приводят к избытку брызг, прожигу металла, непроварам и короблению.
В некоторых конструкциях полуавтоматов предусмотрена возможность изменения расположения наконечника горелки относительно сопла. Размещены они на одном уровне, но контактная трубка по отношению к соплу может выдвигаться или, наоборот, утапливаться. Амплитуда регулировки составляет 3,2 мм.
Короткий вылет используется для формирования швов на конструкционной низколегированной стали. При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку.
Выпуск и вылет напрямую зависят от диаметра присадочной проволоки:
Настройка дуги
Даже сравнительно недорогие модели полуавтоматических сварок наделены верньерами управления индуктивностью. Данные настройки изменяют температуру сварочной дуги, глубину проплава металла, выпуклость соединения. Можно работать с чувствительными к перегреву деталями, тонкие листовые материалы теперь не представляют серьезной проблемы для сварочного аппарата.
Возрастание индуктивности возникает из-за сжатия токового канала. С ростом показателя возрастет и температура плавления, глубина расплава; сварочная ванночка становится более жидкой. Валик готового шва при этом будет более плоским. При небольшом диаметре присадочной проволоки дуга становится устойчивей, возрастает коэффициент наплава, глубина проплава металла; уменьшается количество брызг.
Параметры сварного шва в зависимости от индуктивности:
Таблица настройки полуавтомата
Перед началом работы не будет лишним уточнить основные настройки полуавтомата. Для ориентира ниже приведена таблица. Все значения в ней носят рекомендательный характер и выражают взаимосвязь всех объективных компонентов процесса:
Влияние напряжения на качество соединения
Красивый без пор шов, достаточно выпуклый, без подрезов, наплывов и прочих дефектов можно получить только при условии сбалансированности напряжения с другими регулировками. При низком напряжении сварочный шов получается узким с малой глубиной провара. И наоборот – при высоких показателях напряжения шов получится слишком широким, высоким; кратер ванны будет глубоким.
Проблемы и ошибки
В случае слепого копирования усредненных данных по настройкам оборудования, которые приведены в разных справочниках и таблицах, не исключены проблемы и промахи. Вина здесь полностью лежит на сварщике. Важно учитывать не только рекомендации, но и тонкости выполнения каждой конкретной задачи. Внимание к мелочам и творческий подход являются залогом успешного выполнения работы.
Опытные специалисты сразу улавливают некорректность работы оборудования. Вот некоторые из признаков:
- щелчки и потрескивания свидетельствуют о недостаточно высокой скорости подачи расходного материала;
- если припой начинает плавиться возле самого наконечника на приличном удалении от места стыка, то скорость его подачи является низкой;
- слишком много брызг: нужно увеличить показатели индуктивности и подачи газа;
- шов изобилует оттенками зеленого или коричневого и получается пористым – недостаточно хорошая газовая защита;
- непроваренные, равно как и прожженные участки говорят о необходимости регулировки напряжения. Не исключено, что требуется повернуть регулятор индуктивности;
- сочетание непроваров, неустойчивости дуги и неоднородного шва – ослаб контакт массы или в сварочной среде много разного мусора (возможно из-за плохо подготовленной к работе поверхности заготовок);
- зазубрины и неодинаковая полнота валика нарушена скорость ведения горелки по шву;
- прерывистый шов + избыточное разбрызгивание – длина дуги очень большая.
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки
Читайте также: