Какое напряжение должно быть для точечной сварки
Обновлено: 18.05.2024
Владельцы гаражей, дач или частных домов периодически проводят слесарные работы. Чаще они связаны с кузовным ремонтом автомобилей или восстановлением систем канализации и водоснабжения. И сварочный прибор – незаменимое устройство, без которого невозможно осуществить подобные процедуры. Может показаться, что для использования данного инструмента понадобятся определённые навыки, но практика показывает, что всё гораздо проще.

Особенности и принцип точечной сварки
Суть технологии состоит в соединении двух металлических листов, преимущественно не большой толщины. Но тут вместо привычного шва наносятся соединительные точки. Такое своеобразие позволяет скрепить максимально тонкие сплавы без деформации. Следует отметить, что точечная сварка применяется не только в домашнем хозяйстве, но и в крупной промышленности.
Плотность готового изделия будет завесить от следующих параметров:
- форма и размер электродов;
- продолжительность воздействия напряжения на объект;
- чистота поверхности;
- интенсивность электричества.

Схема точечной сварки
Скреплять можно чёрное и цветное железо, входящее в список значимых материалов на автомобильных авиационных и судостроительных заводах.
Основными преимуществами методики являются: высокие показатели производительности (до 10 заклёпок в секунду), нет необходимости использовать вспомогательные средства, достойные санитарные условия во время эксплуатации, точечная сварка может применятся в домашних условиях.
Скрепление элементов происходит за счёт сильного температурного влияния в месте прикосновения контактов.
В ходе реакции идёт кратковременное расплавление с последующим остыванием заготовки. Это и есть главный принцип действия точечной электросварки. Однако перед началом любых манипуляций рекомендуется внимательно изучить технику работы.

Принцип точечной электродуговой сварки
Технология процесса
Перед каждой операцией нужно тщательно очищать поверхность от грязи, ржавчины и прочих элементов. Если этого не сделать, велика вероятность получить хрупкое соединение. Затем оба предмета плотно соединяются плоскостями, и зажимаются между двух электродов. После через них пропускается электричество, которое и соединит предметы в данном месте.
Покупка такого оборудования обойдётся дорого, но любой желающий может сконструировать его из подручных средств. Схема простой точечной сварки будет отличным выбором, чтобы провести эксперимент и понять все тонкости сборки. Также агрегат легко создать из бытовых приборов, которые пришли в негодность. Например, контактная сварка своими руками часто делается из испорченных СВЧ печек.

Процесс точечной сварки
Самодельный аппарат из микроволновой печи
Задача этого этапа сконструировать удобный корпус и извлечь трансформатор из СВЧ печи. Если самодельная конструкция выйдет хорошей, точечная сварка будет приносить удовольствие. В качестве материала рекомендуется брать древесину. Изделие должно получиться в виде щипцов, при этом нижний брусок должен быть неподвижным, а верхний вертикально двигаться. К обеим частям проводятся шнуры от трансформатора, которые присоединяются к медным стержням (их закрепляют на конце агрегата). Также, для удобства, к кабелю подключается кнопка, нажатие которой будет подавать заряд на шпили.

Аппарат для сварки из микроволновой печи
Устройство для проведения точечной сварки практически сделано, остаётся сделать несколько моментов: ко вторичной обмотке подключается провод с вилкой, монтируется дополнительный выключатель, оголённые провода хорошо изолируются. Однако не нужно сразу приступать к эксплуатации, и аппарат для контактной точечной сварки необходимо протестировать на ненужных заготовках. Также, во избежание травм, следует правильно подготовить трансформатор.
Сборка трансформатора
Эта деталь является самой значимой, поскольку отвечает за увеличение выходного напряжения. Для качественного выполнения своих функций, он обязан иметь приемлемый показатель трансформации. Аппарат для точечной сварки, собранный своими рукам может нести опасность из-за сильного тока. Во избежание этого проводиться модификация:
- получить доступ к первичной обмотке (срезать болгаркой боковую крышку) и аккуратно её извлечь;
- удалить вторичный моток (можно не бояться его повредить, поскольку он в дальнейшем не пригодиться);
- очистить сердечник от клея и бумаги;
- при помощи резинового молотка забить первичный обратно.

Сборка аппарата для точечной сварки своими руками
Далее берётся толстый кабель с большим сечением, качественной изоляцией и за ранее установленными медными наконечниками. Он наматывается сверху первого мотка так, чтобы оба его конца выходили с одной стороны, и всё собирается обратно. На этом сварочный аппарат, а точнее его главная часть, готовы к использованию.
Создание электродов
Эти детали должны иметь высокую устойчивость к сильным перегревам. Тут отлично подойдут медные стержни с сечением не менее 15 мм. Можно сделать несколько контактов, которые будут иметь разную толщину. Таким образом можно проводить их замену в соответствии с проводимыми работами.
Ещё один вариант – использование двух жал от паяльника. Эти детали великолепно переносят большой жар, и прослужат долгое время.

Органы управления
Здесь имеется всего две системы управления: выключатель и кнопка подачи заряда. Первый монтируется в цепи первичной обмотки, чтобы придать вспомогательное сопротивление. Что касается подачи, то эту систему прикрепляют к верхнему щипцу. Это создаёт дополнительное удобство. Однако подавать энергию нужно после полного прикосновения шпилей. Иначе возникнет искра, которая может спалить контакты.
Технология контактной стыковой сварки и актуальное оборудование

Виды сварки
Контактной сваркой называют метод соединения металлических изделий, крепко прижатых друг к другу, путем нагрева места их контакта электрическим током большой величины.
Технология реализуется с помощью сварочного аппарата и активно используется на предприятиях массового производства однотипных изделий, в микроэлектронике, машиностроение и т. п.
Наличие большого числа достоинств позволило контактному методу сваривания металлоконструкций найти широкое применение в промышленности и быту.
Применение технологии на практике
Электрическая точечная сварка позволяет создать образование неразъемного соединения кромок металлических деталей при помощи высокой температуры от проходящего электрического тока из инвертора и пластической деформации зоны их контакта при сжатии.
Она предоставляет сварщику уникальную возможность работать с широким диапазоном свариваемых толщин: от 1-2 микрометров до 30 миллиметров.

Технология контактной сварки.
Достоинства применения точечной технологии сваривания очень широки.
Опишем наиболее значимые из них:
- на выполнение соединений металлических деталей требуется крайне малый промежуток времени;
- технология позволяет проводить операции с потреблением большой мощности;
- сварной процесс может быть автоматизирован, что позволяет интегрировать сварочные агрегаты для контактной сварки в производственные линии на крупных предприятиях;
- сварные швы, созданные таким методом, отличаются высокими эксплуатационными параметрами, вне зависимости от уровня квалификации мастера;
- при работе не требуются специальные материалы, особенные комплектующие: присадочная сварочная проволока, флюс, защитный газ и т.п.;
- электроды для точечной технологии доступны по стоимости и встречаются во многих специализированных магазинах.
Помимо точечной, большим перечнем достоинств характеризуются иные виды разновидности контактной сварки: стыковая, шовная и пр. Но именно точечная сварка наиболее распространена сегодня.
Она актуальна при изготовлении крупногабаритных строительных конструкций, космических агрегатов, миниатюрных полупроводниковых устройств, микросхем. Такое положение дел объясняется универсальностью контактного метода сваривания деталей из металла.
Практически все известные человечеству конструкционные материалы могут соединяться с помощью данной технологии в единое изделие: разнообразные виды низкоуглеродистой, легированной стали, жаропрочные, коррозионно-устойчивые сплавы, сплавы алюминия с иными металлами, магния и титана, т.п.
Также точечная сварка своими руками актуальная для выполнения ремонтных операций в небольших мастерских, СТО и т.п. С ее помощью собирают автомобили, железнодорожные вагоны, самолеты, возводят железобетонные конструкции, создают радиоэлектронные агрегаты.
Технология контактной сварки
Технология контактной сварки подразумевает нагрев металлических поверхностей до температуры плавления металла за счет тепла, образующегося в процессе прохождении мощного электрического тока от одной детали к другой сквозь точку их контакта.
В то же время, соединяемые детали сжимаются друг с другом, что приводит к взаимному проникновению и сплавлению нагретых участков металла. В итоге, создается ядро сварной точки в форме чечевицы, имеющие диаметр 4-12 мм.
Особенности точечной контактной сварки инвертором заключаются в:
- незначительной продолжительности сваривания: 0,1-2 секунды;
- мощном сварном токе: более 1000А;
- низком напряжении в сварочной цепи: 1-10В, обычно 2-3В;
- значительном усилии сжимающего места соединения: 20-200 кг;
- небольшой зоне расплавления.
На заметку! Изделия из низкоуглеродистой стали могут свариваться без расплавления ядра, но такие соединения не будут надежными, поэтому данный вид сварочных работ применяется крайне редко.
Согласно общей классификации, технологию контактной сварки относят к классу термомеханических процессов.
Разновидности контактной сварки.
Все операции в процессе работы можно разделить на несколько последовательных этапов:
- детали из металла совмещают в нужном положении, размещают между парой электродов и крепко сжимают друг к другу;
- детали нагревают с помощью электрического тока, приводящего их в состояние актуальной пластичности, деформируют, добиваясь плотного соединения металлических кромок.
В условиях промышленного предприятия частота сваривания достигает сварных 600 точек в минуту, самодельная сварка точечным методом в домашних условиях осуществляется медленнее.
При осуществлении точечной сварки своими силами в домашней мастерской важно придерживаться постоянства следующих параметров:
- скорости перемещения сварочных электродов;
- уровня величины давления на детали до достижения полной контактности свариваемых деталей.
Не менее важно соблюдать технику безопасности при выполнении сварочных работ точечным методом:
- все электрические и соединительные провода должны быть надежно изолированы;
- сварщик обязательно должен носить специальные защитные рукавицы, предохраняющие руки от возможных ожогов;
- лицо мастера должно быть защищено от попадания искр или брызг металла при помощи маски;
- сварные работы должны проводиться на площади без легковоспламеняющихся либо огнеопасных предметов, материалов, расположенных поблизости;
- если в помещении присутствуют деревянные полы, их стоит защитить от риска возгорания при помощи изоляционного материала в рулонах;
- стоит подготовить средства для тушения возгораний перед началом сварки своими силами, дабы при возгорании максимально быстро устранить проблему;
- комнату, где проводится работа, потребуется хорошенько проветривать время от времени во избежание отравления мастера вредными газами, выделяемыми в процессе проведения операции.
Особенности сварного процесса
При точечном сваривании к месту соединения металлических деталей применяется кратковременный импульс электрического тока, длительность которого меняется в пределах 0,01-0,1 секунды.
При этом в зоне наложения электродов кромки изделий расплавляются, приобретают общее ядро. После подачи тока детали остывают под давлением для кристаллизации этого ядра, а также его полного остывания.

Технические данные машин контактной сварки.
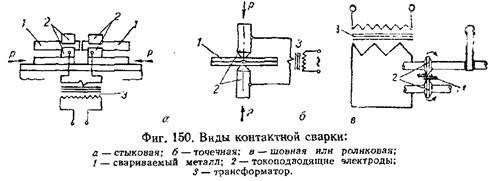
Основные способы контактной сварки:
- точечный метод;
- шовный или роликовый способ;
- стыковая контактная сварка.
Особенности такого вида сварки заключаются в том, что он не требует повышенных мер безопасности. Прижатие деталей друг к другу приводит к образованию уплотняющего пояска между ними без выплеска расплавленного металла.
Но давление с деталей стоит снимать с некоторой отсрочкой, чтобы обеспечить им лучшую кристаллизацию, проковывание и добиться устранения неоднородностей.
Достоинства точечной сварки ‒ экономичность, высокая механическая прочность швов, возможность автоматизировать рабочие процессы. Недостатки контактной сварки заключаются в отсутствии герметичности созданных сварочных швов.
Обеспечить сварные швы высоким качеством позволит предварительная подготовка. Детали очищаются от всех видов загрязнений при помощи специальных щеточек, методом опескоструивания, травления в кислотах, а также иными способами.
Сборку перед сваркой важно выполнить таким образом, чтобы она обеспечила точное и плотное прилегание металлических изделий друг к другу.
В противном случае, зазор между деталями уменьшит и поглотит часть давления на них, осадочное давление снизится, появится разброс прочности сварных точек. В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне.
Режимы осуществления технологии
В зависимости от особенностей изготавливаемой металлоконструкции, подбирается актуальный способ контактной сварки.
Каждый конкретный случай необходимо рассматривать отдельно:
- для соединения двух деталей в одно изделие по всей площади поверхности подойдет стыковая сварка сопротивлением;
- для сваривания металлических изделий в отдельных точках применяется точечный способ;
- для соединения деталей из металла по заранее имеющемуся рельефу шва подойдет шовный способ.
Также важное задание для сварщика ‒ контроль сварочного оборудования при работе с металлоконструкциями. Крайне важно анализировать соответствие выбранных параметров агрегата требованиям к выполнению данной операции.

Контактная шовная сварка.
Важно подобрать правильный режим сварки:
- Мягкий режим.
Применяется при умеренной силе тока и плотности на электрод до 100 а/мм2. Характеризуется более продолжительным сварным процессом, плавным нагревом металлических поверхностей, низкой мощностью. Но при этом сварщик может уменьшить мощность сварного агрегата, потребляемую от электросети, что позволит в целом снизить нагрузку на сеть. - Жесткий режим.
Используется для сталей высокой прочности при большом давлении при плотности до 300 а/мм2 и отличается повышенным уровнем мощности, высокой загрузкой электросети, повышенной стоимостью. К достоинствам жесткого режима относят незначительную продолжительность сварочных работ и высокую производительность труда.
Мягкий режим актуален для сталей с высоким содержанием углерода, а также легированных сталей.
Важно! При выполнении контактной точечной сварки необходимо соблюдать технологию, выбранный режим и обеспечить мастера актуальными условиями, иначе сварные швы могут получиться низкокачественными. Могут возникнуть различные дефекты, наиболее опасный из которых ‒ непровар точки с полным отсутствием литого ядра или крохотными его размерами.
Важно не только знать, как сделать точечную сварку, но и понимать, как повысить прочностные характеристики изготовленной конструкции после окончания работы. Для этого требуется осуществить термообработку металлического изделия.
Нагрев металла при контактном методе соединения деталей из металла с применением высокого опуска или пропускания электротока непосредственно после окончания работы позволит устранить внутреннее напряжение, образующееся в процессе работы.
Также качественно выполненная термообработка созданного сварного шва поможет улучшить структуру соединения и уничтожить опасный мартенсит, что в целом увеличит срок службы металлоконструкции в несколько раз.
Оборудование для контактной сварки
Все агрегаты для сварки контактным методом условно классифицируются по следующим признакам:
- назначение;
- источник питания;
- расположение электродов;
- способ перемещения;
- способ автоматизации.
По назначению сварное оборудование делят на модели общего назначения и специализированные агрегаты, применяемые для конкретных работ.
Прецизионное оборудование для точечной сварки широкого назначения подойдет для сваривания разного рода микроэлектронных устройств, металлических изделий, в зависимости от особенностей их конструкции и актуальных требований.

Сварочный аппарат для точечной сварки.
Но в случае большинства металлических изделий и сплавов нужно применить специализированные агрегаты для контактной точечной сварки:
- установки, функционирующие по принципу одностороннего контактного сваривания;
- агрегаты для сварки проводников в изоляционном материале.
В оборудовании для контактной стыковой сварки на производстве применяются разные виды источников питания
- конденсаторы, в т. ч. с поддержанием напряжения и регулированием режима работы в процессе сварки автоматически;
- источники питания с переменным током, в т. ч. повышенной частоты с возможностью автоматического регулирования тока или напряжения.
Схема стыковой сварки оплавлением должна описывать вид применяемого оборудования, что упростит сварщику задачу и позволит добиться максимально высокого качества сварных соединений.
Электроды для контактной сварки могут располагаться по-разному:
В первом варианте электроды одновременно сжимают детали с двух сторон. Во втором – сварная проволока опирается на детали с одной стороны.
Контактная стыковая сварка оплавлением подразумевает использование разных видов сварочных головок:
- для двустороннего точечного сваривания;
- для сварки и пайки разрезными и V-образными электродами;
- головки для односторонней сварки и пайки с возможностью раздельного регулирования усилия на каждом электроде.
По способу передвижения сварочные агрегаты для контактного метода соединения металлических изделий в единую конструкцию могут быть:
- стационарными;
- подвесными;
- мобильными.
В первом случае сварные детали перемещают под конкретный агрегат, а во втором и третьем ‒ осуществляется монтаж аппарата в положение сваривания.
По способу автоматизации сварочные агрегаты бывают:
Ручные агрегаты более доступны по стоимости, однако, требуют большего мастерства со стороны сварщика: абсолютно все операции должны осуществляться вручную под четким контролем человека.
Автоматизированное оборудование для точечной сварки лишает мастера необходимости осуществлять ряд процессов, поэтому облегчает работу для малоопытного сварщика.
Основные параметры при выборе сварной машины ‒ сила сварочного тока, а также длина рычагов со сварными электродами. Они определят возможную толщину деталей для сваривания, вид металла и габариты конструкций, с которыми можно работать.
Зачастую производители указывают их в паспорте конкретной модели аппарата. Простой сварочный аппарат своими руками для точеной технологии можно изготовить своими руками.
Итоги
Применение контактной сварки из инвертора своими руками позволяет соединять металлы и сплавы разных марок с помощью высокой температуры электрического тока, провоцирующей пластическую деформацию зоны контакта деталей при их сжатии.
Технология контактной сварки имеет широкую область применения: активно применяется в быту и промышленных масштабах при изготовлении больших партий однотипных изделий из металла.
Важно соблюдать технологию, нанести на схему обозначение контактной сварки, применить рекомендуемые производителем электроды, правильно выбрать режимы работы агрегата, тогда сварные швы приобретут высокое качество и долговечность.
Самодельная точечная сварка
Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока. Управление процессом сварки осуществляется изменением продолжительности электрического импульса - с использованием реле времени или вручную с помощью выключателя.

Самодельный аппарат точечной сварки
Прежде чем рассматривать конструкции самодельных аппаратов для контактной точечной сварки, следует напомнить закон Ленца-Джоуля: при прохождении электрического тока по проводнику количество теплоты, выделяемое в проводнике, прямо пропорционально квадрату тока, сопротивлению проводника и времени, в течение которого электрический ток протекал по проводнику (Q=I 2 •R•t). Это значит, что при токе 1000А на плохо выполненных соединениях и тонких проводах теряется примерно в 10000 раз больше энергии, чем при токе 10А. Поэтому нельзя пренебрегать качеством электрической цепи.
Трансформатор. Основная составляющая часть любого оборудования для контактной точечной сварки - силовой трансформатор с большим коэффициентом трансформации (для обеспечения большого сварочного тока). Такой трансформатор можно сделать из трансформатора от мощной микроволновой печки (мощность трансформатора должна быть около 1 кВт или выше) питающего магнетрон.

Микроволновая печь

Повышающий трансформатор микроволновки
Эти трансформаторы отличаются своей доступностью и большой мощностью. Такого трансформатора хватит для аппарата точеной сварки, способного сваривать стальные листы толщиной 1 мм. Если потребуется более мощный аппарат точечной сварки, то можно использовать два (и более) трансформатора (как это организовать описано ниже).
В микроволновке, для работы магнетрона необходимо очень высокое напряжение (около 4000В). Поэтому трансформатор питающий магнетрон, не понижающий, а повышающий. У его первичной обмотки количество витков меньше, чем у вторичной, а толщина обмоточного провода больше.
На выходе таких трансформаторов до 2000В (на магнетрон подается напряжение удвоенное удвоителем), поэтому не стоит проверять работоспособность трансформатора включая его в сеть и измеряя напряжение на выходе.
От такого трансформатора нужен магнитопровод и первичная обмотка (та, где меньше витков и провод толще). Вторичная обмотка срезается ножовкой или отрубается стамеской (если магнитопровод надежно сварен, а не склеен), выбивается стержнем или высверливается и выковыривается. Необходимость в высверливании возникает, когда обмотка набита в окно очень плотно и попытка её выбить может привести к разрушению магнитопровода.

Удаление вторичной обмотки трансформатора зубилом

Срезанная ножовкой вторичная обмотка трансформатора

Удаление вторичной обмотки трансформатора
При удалении вторичной обмотки нужно стараться не повредить первичную обмотку.
Кроме двух обмоток, в трансформатор могут быть вмонтированы шунты, ограничивающие ток, их тоже обязательно нужно убрать.

Магнитопровод с первичной обмоткой и шунтами
После извлечения из трансформатора ненужных элементов, наматывается новая вторичная обмотка. Для обеспечения большого тока, близкого к 1000А, необходим толстый медный провод, площадью сечения более 100 мм 2 (провод диаметром более 1 см). Это может быть либо один многожильный провод, либо пучок нескольких проводов небольшого диаметра. Если изоляция провода толстая и мешает сделать достаточное количество витков, то её можно снять, а провод обмотать тканевой изолентой. Длина провода должна быть наименьшей из возможной, чтобы не создавать дополнительного сопротивления.

Готовый трансформатор для точечной сварки
Делается 2-3 витка. На выходе должно получиться около 2В, этого будет достаточно. Если удастся впихнуть в окна трансформатора больше витков, то выходное напряжение будет больше, следовательно будет дольше ток (в сравнении с меньшим количеством витков провода такого же диаметра) и мощность аппарата.
Если есть два одинаковых трансформатора, то их можно объединить в один, более мощный, источник тока. Это может потребоваться когда в наличии два трансформатора с недостаточной мощностью или когда требуется сделать своими руками аппарат точечной сварки для работы с более толстым металлом.
Например, в случае недостаточно мощных трансформаторов, каждый из трансформаторов мощностью 0,5 кВт имеет входное напряжение 220В, выходное напряжение равно 2В при номинальном токе 250А (значение взято для примера, пусть кратковременный ток сварки будет 500А). Соединив одноименные выводы первичных и вторичных обмоток, получим устройство, в котором при том же значении напряжения (2В) номинальное значение выходного тока составит 500А (почти также удвоится и ток сварки, будут больше потери из-за сопротивлений).

Схема соединения двух трансформаторов
При этом, показанные на схеме соединения в цепи вторичных обмоток должны быть на электродах, то есть в случае двух трансформаторов мощностью 0,5 кВт будет два одинаковых провода диаметром 1 см, концы которых соединены с электродами.
Если есть два достаточно мощных трансформатора и нужно увеличить напряжение, а размеры окна магнитопровода не позволяют сделать нужное количество витков толстым проводом на одном трансформаторе, то вторичные обмотки двух трансформаторов соединяются последовательно (один провод протягивается через два трансформатора), с одинаковым количеством витков на каждом трансформаторе. Направление витков должно быть согласованно, чтобы не получилось противофазы и как следствие, напряжения на выходе близкого к нулю (сначала можно поэкспериментировать с тонкими проводами).

Обычно в трансформаторах одноименные выводы обмоток всегда обозначены. Если по каким-либо причинам они неизвестны, то их можно определить, поставив простой эксперимент, схема которого изображена ниже.

Схема определения выводов трансформаторов
Здесь входное напряжение подается на последовательно соединенные первичные обмотки двух одинаковых трансформаторов, а на выходе, образованном последовательным соединением вторичных обмоток, включен вольтметр переменного напряжения. В зависимости от направления включения обмоток может быть два случая: вольтметр показывает какое-то напряжение или напряжение на выходе равно нулю. Первый случай свидетельствует о том, что и в первичной, и во вторичной цепях объединены между собой разноимённые выводы соответствующих обмоток. В самом деле, напряжение на каждой из первичных обмоток равно половине входного и трансформируется во вторичных обмотках с одинаковыми коэффициентами трансформации. При указанном включении вторичных обмоток напряжения на них суммируются и вольтметр дает удвоенное значение напряжения каждой из обмоток. Нулевое показание вольтметра свидетельствует о том, что равные по значению напряжения на последовательно включенных вторичных обмотках трансформаторов имеют противоположные знаки и, следовательно, какая-либо из пар обмоток объединена одноименными выводами. В этом случае, изменив, например, последовательность соединения выводов первичных обмоток так, как это показано на рисунке (б), получим на выходе удвоенное значение выходного напряжения каждой из вторичных обмоток и можно будет считать, что обмотки трансформатора соединены разноименными выводами. Очевидно, что такой же результат можно получить изменив последовательность соединения выводов вторичных обмоток.
Чтобы сделать своими руками более мощный аппарат точечной сварки можно соединить подобным же образом больше трансформаторов, если только это позволяет сделать сеть. Слишком мощный трансформатор будет вызывать большое падение напряжения в сети, приводить к срабатыванию предохранителей, миганию лампочек, жалобам соседей и т.п. Поэтому мощность самодельных аппаратов для точечной сварки ограничивают обычно значениями, которые обеспечивают силу сварочного тока в 1000-2000А. Нехватку силы тока компенсируют увеличением времени сварочного цикла.
Электроды. В качестве электродов используются стержни (прутки) из меди. Чем толще будет электрод тем лучше, желательно чтобы диаметр электрода не был меньше диаметра провода. Для аппаратов небольшой мощности подходят жала от мощных паяльников.

Медный пруток

Электроды для точечной сварки

Электрод для точечной сварки
Электроды необходимо периодически подтачивать, т.к. они теряют форму. Со временем они стачиваются полностью и требуют замены.
Как уже писалось, длина провода, идущего от трансформатора к электродам, должна быть минимальной. Также должно быть минимум соединений, т.к. на каждом соединении происходит потеря мощности. В идеале на оба конца провода надеваются медные наконечники, через которые провод соединяется с электродами.
Наконечники должны быть спаяны с проводом (жилы провода тоже должны быть спаяны). Дело в том, что со временем (возможно и при первом же запуске), в месте контактов происходит окисление меди приводящее к росту сопротивления и большой потере мощности, из-за чего аппарат может перестать сваривать. Плюс при обжиме наконечников площадь контакта меньше чем при пайке, что тоже увеличивает сопротивление контакта.
Из-за большого диаметра провода и наконечника для него, спаять их непросто, однако облегчить эту задачу могут продающиеся луженые наконечники под пайку.
Неспаянные соединения наконечников с электродами тоже создают дополнительное сопротивление и окисляются, но т.к. электроды должны быть съемными, неудобно каждый раз при замене отпаивать старые и припаивать новые. Тем более это соединение гораздо проще очистить от окислов, чем конец многожильного провода обжатого наконечником.
Органы управления. Единственными органами управления могут быть рычаг и выключатель.
Сила сжатия между электродами должна быть достаточной для обеспечения контакта свариваемых деталей меду электродами, и чем толще свариваемые листы, тем больше должна быть сила сжатия. На промышленных аппаратах эта сила измеряется десятками и сотнями килограмм, поэтому рычаг стоит делать подлиннее и покрепче, а основание аппарата помассивнее и с возможностью крепления струбцинами к столу.
Большое усилие прижима у самодельных аппаратов для точечной сварки можно создать не только рычажным, но и рычажно-винтовым зажимом (винтовая стяжка между рычагом и основанием). Возможны и другие способы, требующие различного оборудования.
Выключатель должен устанавливаться в цепь первичной обмотки, потому что в цепи вторичной обмотки очень большой ток и выключатель будет создавать дополнительное сопротивление, кроме того контакты в обычном выключателе могут намертво свариться.
В случае рычажного прижимного механизма, выключатель следует монтировать на рычаге, тогда одной рукой можно давить на рычаг и включать ток. Вторая рука останется свободной для придерживания свариваемых деталей.


Эксплуатация. Включать и выключать сварочный ток необходимо только при сжатых электродах, в противном случае возникает интенсивное искрение, приводящее к подгоранию электродов.
Желательно использовать принудительное охлаждение аппарата с помощью вентилятора. При отсутствии последнего нужно постоянно контролировать температуру трансформатора, токопроводов, электродов и делать перерывы, чтобы не допустить их перегрева.

Результаты точечной сварки
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой. Подробнее про выполнение точечной сварки написано в статье Контактная точечная сварка.
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Какое напряжение должно быть для точечной сварки


Часовой пояс: UTC + 3 часа
точечная сварка
и именно точечная , нужна однако я так подумал . тему не закрывать , так как отличие между простой и точечной сваркой есть , просмотрел нет , нашел только что у точечной сварки вольтаж = 5 вольт , а вот сколько ампер ? есть трансформатор на 300 ВАТТ , должно хватить ?
_________________
aka Columbo
там тиристор стоит на 50 ампер 50Х5 =250 ват . да разница между точечной и простой большая , там только слово сварка , а все остальное не как у простой сварки , да и транси там идут ТС270
Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет
нашел только что у точечной сварки вольтаж = 5 вольт , а вот сколько ампер ? есть трансформатор на 300 ВАТТ , должно хватить ?
5 вольт слишком много. Надо около вольта, а ток около 3000 ампер.
Вот на рисунке примерный чертёж реально работающей сварки с током более 2000 ампер (померять не удалось, так как прибор мог только до 2000 показать).
Ну и следует учесть что и точечная сварка бывает разной. Чего варить-то нужно?
Компэл стал дистрибьютором компании POWER FLASH, производящей широкий спектр популярных батареек. POWER FLASH производит солевые и щелочные (алкалиновые) цилиндрические батарейки, а также серию литий-диоксидмарганцевых батареек. POWER FLASH выступает OEM-производителем для крупных японских и европейских производителей батареек. Батарейки POWER FLASH предназначены для самого широкого спектра применений – от бытового до промышленного.
Делал похожую штуку, для соединения никелевых аккумуляторов в батареи. Ток надо большой, больше 1000А, наверное, не измерял. За основу транс от микроволновки, высоковольтная обмотка спилена электролобзиком и ее остатки выбиты, шунты также выбиты молотком. Вторичная обмотка намотана в 3 витка меди, толщиной с мизинец. Электроды - 2 заточенных под конус жала для 40W паяльников. Первичная обмотка коммутируется в сеть через мощный оптотиристор, Схема на логике и счетчиках считает число полу - периодов сетевого напряжения и врубает транс на заданное их количество (задается тумблерами в двоичном коде). Электроды не сильно прижимаются к металлической полоске, лежащей на полюсе банки, запуск от педали на полу. Качество неотличимо от заводской сборки, приваривал выводы и к мелким литиевым батарейкам "таблеткам" и сборки со здоровенными банками для электроинструмента ремонтировал. Для последних тока маловато - иногда не проваривает. Наверное, надо транс побольше.
Высокое качество при конкурентной стоимости позволяет DC/DC-преобразователям MORNSUN конкурировать с аналогами ведущих мировых производителей. Продукция данного бренда, такая как семейство UWTH1D, может с успехом применяться в железнодорожных приложениях. Для телекоммуникационного оборудования подходят DC/DC-преобразователи семейств VCB и VCF, для систем распределенного электропитания – малогабаритные импульсные PoL-стабилизаторы напряжения семейства K78, а для автоматизированных системах производства и робототехники, незаменима серия KUB. Есть и уникальные решения, например, миниатюрный DC/DC-конвертер B0505ST16-W5 в корпусе микросхемы, предназначенный для медицинских приборов.
вот а если сделать простую но , для сварения мелочных деталей , каков принцип работы сварки . можно , принцип работы такой , на метал бросим масу , дальше к + электрод и при КЗ метал нагревается до хрен знает какой температуры , а та хрень (на электродах какойто порошок) разплавлевает сам электрод ,
Читайте также: