Какое напряжение и ток нужно для точечной сварки 18650
Обновлено: 17.05.2024
При переупаковке литий-ионных элементов типоразмера 18650 (при ремонте АКБ) или при создании новой батареи встает вопрос, каким способом соединить банки шинками. Обычно это делается одним из способов – точечной сваркой или пайкой. У каждого метода есть свои плюсы и минусы. Так при сварке создается очень локальный и очень кратковременный нагрев. Это положительно влияет на емкость батареи – во время процесса сепаратор не расплавляется. Минусом считается небольшая площадь пятна контакта, которая может ограничивать максимальный ток. В некоторых случаях (сборка батареи для ноутбука и т.п.) кратковременная высокая токоотдача не нужна, поэтому сварка считается предпочтительной. В других ситуациях выбор метода за пользователем.
Чем можно варить
Самый лучший вариант сварки для новых аккумуляторов 18650 – промышленный аппарат. Для большинства пользователей он не доступен, поэтому приходиться делать что-то свое.
Аккумулятором
Суть метода точечной сварки, как разновидности контактной сварки, состоит в быстром разогреве соединяемых металлических деталей проходящим через место сопряжения током. При этом выделяется большое количество тепла, которое расплавляет металл в точке контакта, а сжатие способствует диффузии расплавленных областей и образованию прочного соединения. Задача состоит в том, чтобы получить в месте сопряжения достаточно высокий ток. Такой ток можно получить от аккумулятора – например, токоотдача полностью заряженного автомобильного аккумулятора может составлять 700+ ампер. Но наибольший ток зависит от переходного сопротивления в месте прилегания свариваемых поверхностей, поэтому важно уделить внимание чистоте контактируемых граней. Также ток ограничивает сечение проводов, поэтому надо брать провода сечением не менее 10 кв.мм. (лучше 16 кв.мм.).
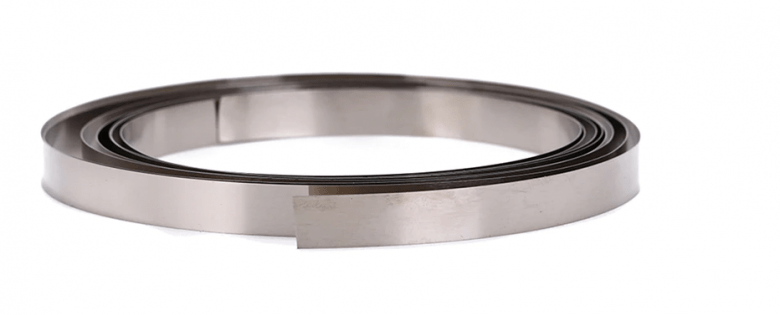
Сначала надо подготовить шинки – их вырезают из никелевой ленты (точнее, лента изготовлена из никелированной стали). Дальше надо подключиться к аккумулятору – лучше сделать это с помощью штатных автомобильных зажимов. К ним надо подключить проводники соответствующего сечения. С обратной стороны можно сделать специальные наконечники, а можно не делать – не очень удобно, но не возникнет дополнительного переходного сопротивления.

Варить надо в нескольких точках – обычно, в 3..5. По окончании процесса надо проверить качество соединения – подергать рукой. Шинка не должна отрываться.

Прибор из трансформатора
Если под рукой нет аккумулятора, можно сделать сварочный аппарат из понижающего трансформатора. Подойдет трансформатор габаритной мощностью 150..200 Вт. Это означает, что сечение центрального стержня сердечника должно быть 17…20 кв.мм. Надо удалить вторичную обмотку и намотать другую – 2..3 (можно 4) витка проводом соответствующего сечения. В интернете можно найти советы мотать вторичку кабелем от сварочного аппарата, но для приварки шинок к аккумуляторам достаточно проводника сечением (не толщиной!) 10..16 мм.
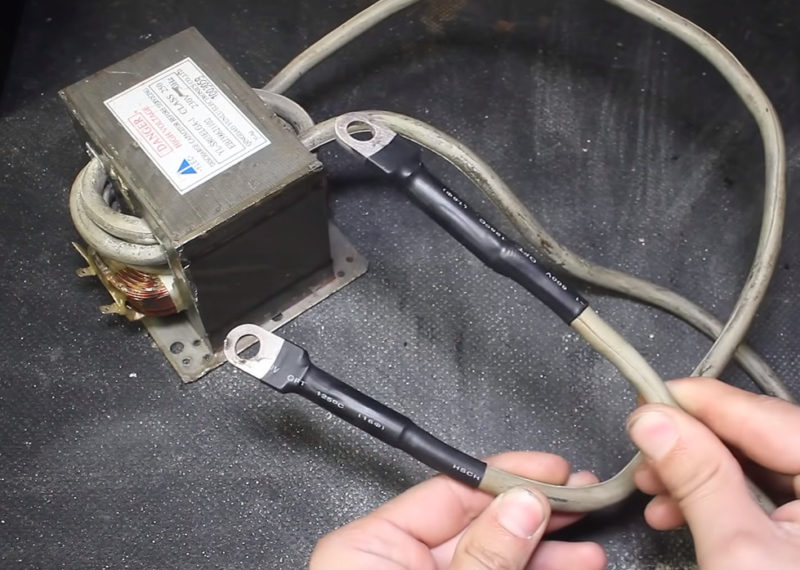
Неплохо для подобной цели подходят трансформаторы от неисправных СВЧ-печей, к тому же их можно купить по цене лома. В первую очередь надо удалить вторичную высоковольтную обмотку и выколотить шунты (они занимают место, которого и так немного, и несколько снижают мощность трансформатора).

В освободившееся место надо уложить не менее трех витков провода. Если взять проводник сечением 16 кв.мм, можно постараться, и уложить 4 витка.

Выведенные концы обмотки можно снабдить наконечниками. Крепить их надо обжимом, а не пайкой – при нагреве припой может потечь.
Чтобы управлять током и длительностью импульса, потребуется модуль NY-D01, а для его питания – маленький трансформатор с выходным напряжением 9..12 VAC. Все это надо подключить согласно схеме, приложенной к плате, и упрятать в подходящий корпус.

После окончательно сборки можно опробовать аппарат. Возможно, придется подобрать параметры сварки для получения оптимального результата.

Конструкция трансформатора от СВЧ-печи такова, что он ощутимо греется даже на холостом ходу. Нельзя держать первичную обмотку под напряжением сети дольше получаса.
Самоделка из конденсаторов
Если нет трансформатора достаточной мощности, можно пробовать применить батарею из оксидных конденсаторов. Конденсатор имеет свойство накапливать энергию в течение относительно длительного времени, а потом почти мгновенно отдавать ее. Можно собрать батарею достаточной емкости из оксидников, зарядить ее от любого имеющегося источника напряжения, и разряжать на контакты сварочного устройства.
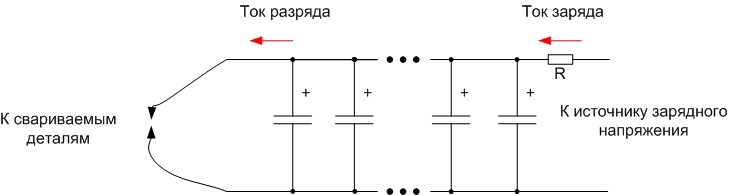
Сопротивление R зависит от наибольшего тока источника. Его можно рассчитать по формуле R=U/Imax, где:
- U – напряжение источника;
- Imax – наибольший отдаваемый ток.
Так, если есть 12-вольтовый источник с наибольшим током в пол ампера, то резистор должен быть 24 Ома и его мощность должна составлять U*I=6 ватт. Можно ставить резистор и с меньшей мощностью – расчеты показывают, что батарея в 100 000 мкФ полностью зарядится за 12 секунд, причем наибольший ток будет идти только в первый момент, потом он падает по экспоненциальному закону. Резистор даже меньшей мощности сгореть не успеет.
Начальный ток зависит от напряжения, до которого заряжены конденсаторы, а длительность тока разряда (а, следовательно, энергия, передаваемая к месту сварки), зависит от емкости батареи. Ее выбирают по необходимости – насколько массивными окажутся свариваемые детали, насколько сложно их прогреть.
Конденсаторы должны с запасом выдерживать рабочее напряжение. Так, для 12-вольтового источника надо применять емкости не менее, чем на 16 вольт.
Готовые аппараты с Китая
Если нет желания заниматься самоделками, можно прибегнуть к помощи торговых интернет-площадок Юго-Восточной Азии. Существует два варианта решения проблемы:
- подобрать готовые сборки из батарей типоразмера 18650 (если предстоит разовая работа);
- купить готовый аппарат для точечной сварки (если подходящую сборку найти не удалось или предстоят масштабные работы).
В ценах 2021 года такое устройство обойдется от 1200 до 5000 рублей.
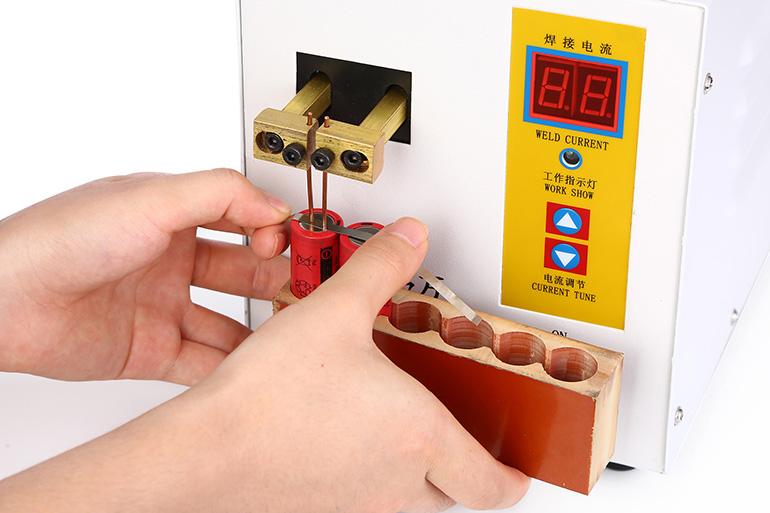
5000 W

Китайцы заморачиваться с названием не стали, и назвали этот аппарат просто – 5000 W. Он предназначен для приварки ленты толщиной 0,1 или 0,15 мм. Сварочный ток регулируется. Производитель обещает высокое качество соединения и красивый шов. Многочисленные положительные отзывы оставляют надежду, что это так.

BTL-02
Также неплохую репутацию имеет аппарат BTL-02.

Работает от аккумуляторов, заявленный наибольший ток – 1,1 кА. Варит никелированную сталь толщиной до 0,2 мм. Имеет защиту от сверхтока, перезаряда АКБ и т.д. Имеет 30 градаций настройки сварочного тока и 25 градаций настройки времени импульса. Декларируется, что электроды служат до 50 000 сварок. Потом их можно заменить.
LC-DB1

Этот аппарат относится к классу «ручек». Продавцы тщательно скрывают его технические характеристики, делая упор в описании на дизайн в стиле HighEnd и возможность работы в режиме Split – электроды разъединяются, их можно держать двумя руками на удобном расстоянии.

Все, что удалось найти — что аппарат предназначен для приварки никелевых полосок к аккумуляторам 18650. Зато цена – одна из самых низких. Решение о приобретении – за потенциальным покупателем.
Технология сварки и советы по соединению банок между собой
Как известно, контактная сварка состоит из двух операций:
- плотное сжатие заготовок;
- разогрев места контакта мощным импульсом тока.
Для прижатия соединяемых поверхностей во многих аппаратах применяются специальные струбцины. При сварке ячеек АКБ они не нужны – аккумулятор достаточно хрупкий предмет, не надо превышать усилие одной человеческой руки, чтобы не сломать банку. Возможно, для каждой ленты и даже для каждого типа аккумуляторов (корпуса делают из разного металла) придется подобрать параметры сварки. Ориентироваться надо на следующие цифры:
- минимальный ток – 500 А (если меньше, качество соединения страдает);
- максимальный ток – 1000 А (если больше, начинают обгорать электроды);
- длительность импульса – 15..20 мс.
По окончании процесса надо опробовать качество получившегося шва. Прочность должна быть такой, что рукой оторвать шинку от аккумулятора невозможно.
Для наглядности рекомендуем серию тематических видео.
Контактная сварка является надежным и щадящим методом соединения элементов 18650 в батарею. Очень важно освоить технологию, подобрать режимы, и тогда АКБ прослужит долго.
Инженер-электроник. Работаю в мастерской по ремонту бытовых приборов. Увлекаюсь схемотехникой.
Контактная сварка для аккумуляторов 18650
Небольшая статья про самостоятельное изготовление аппарата для контактной сварки аккумуляторов (18650 и аналогичных). С помощью подобного устройства можно в домашних условиях и из подручных материалов сваривать и ремонтировать аккумуляторные батареи и сборки. Дешево, сердито и доступно каждому.

Приветствую всех!
Точечная сварка является разновидностью контактной сварки (источник).
Есть покупные варианты, тот же SUNKKO, но практически все варианты требуют доработки под свои материалы и нужны — увеличения тока, замены таймера и так далее. Проще самостоятельно изготовить вариант «под себя».
Преимущества — вы получаете заведомо функциональный вариант, с заложенными характеристиками. Какие вам нужны — такие и предусмотрите.
Базовые и проверенные варианты DIY строятся на базе мощного трансформатора (понижающего) и таймера с реле. Есть возможность сделать еще проще — просто электроды с питанием от автомобильного аккумулятора, но это не самый удобный вариант.
- высокий ток сварки (до 600. 900А);
- двойной импульс сварки;
- подстройка длительности импульса (доли секунды);
- питание платы без вспомогательного трансформатора;
- открытая прошивка (Arduino) и возможность корректировки кода.

Плату управления можно найти в сборе, так и отдельно (печатную плату). Для самостоятельного изготовления печатной платы (ЛУТ) прикрепляю файл dot_svarka.lay6.

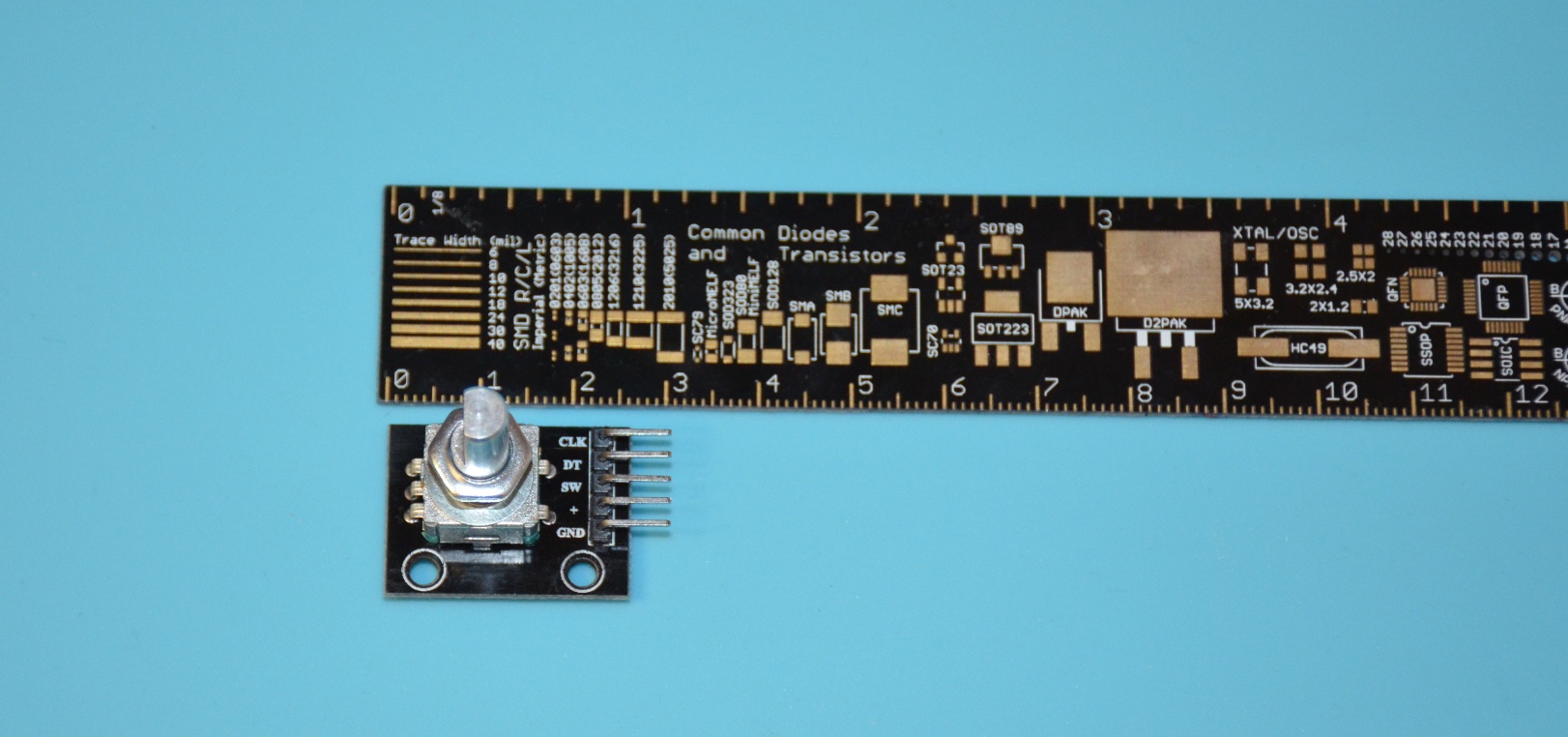
Дополнительно был куплен энкодер KY-040 для управления меню и внесения регулировок.
Для удобства был выбран OLED дисплей с диагональю 0,96" и шиной I2C (4pin). Этот вариант корректно работает с библиотеками Arduino, и внешне прилично выглядит. Можно использовать и другие варианты, при условии соответствующих правок.

Для подачи сигнала сварки используется кнопка или микропереключатель (концевик).
Подойдет и простая педалька, тут кому и что удобно. Это простое двухпроводное подключение.

Дополнительно потребуются провода, предохранители, вилка, коннекторы, вентилятор и так далее… Мелочевка, которую можно найти под рукой или в ближайшем радиомагазине. А у запасливого самодельщика должно быть в наличии.
Потребуются расходные материалы, например, никелевая лента для сварки элементов.

Есть неплохая модель 3D-печатной ручки для контактной сварки (Spot Welder Handle ZBU-4.2 w/button).

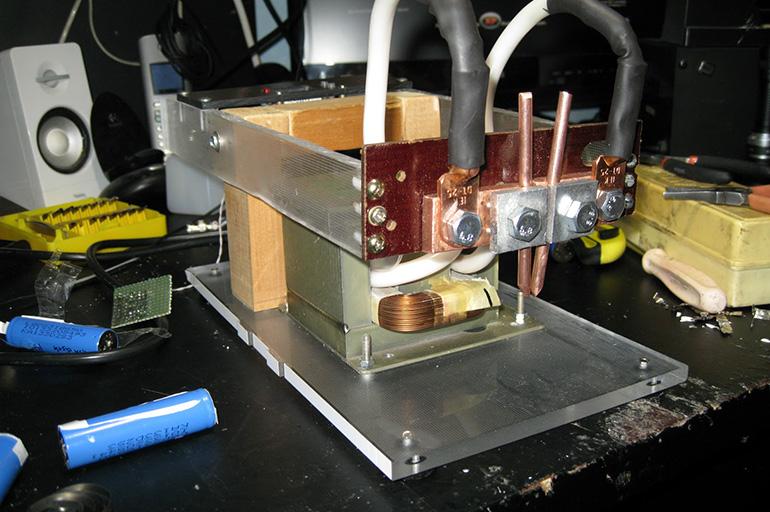
Сборка устройства не является затруднительной. Наиболее затратно для меня было найти хороший мощный понижающий трансформатор. Один из самых доступных вариантов — трансформатор от СВЧ-печи, вместо вторичной повышающей обмотки которого наматывается 1,5. 2 витка толстого медного провода (сечение 50. 70 кв. мм).
Сознательно не пишу про корпус устройства — никаких особых требований нет. Обычно используют корпуса для РЭА или от старых устройств. От себя могу порекомендовать экранировать корпус изнутри от помех импульса, а также предусмотреть вентилятор охлаждения трансформатора, который прилично нагревается при длительной работе.
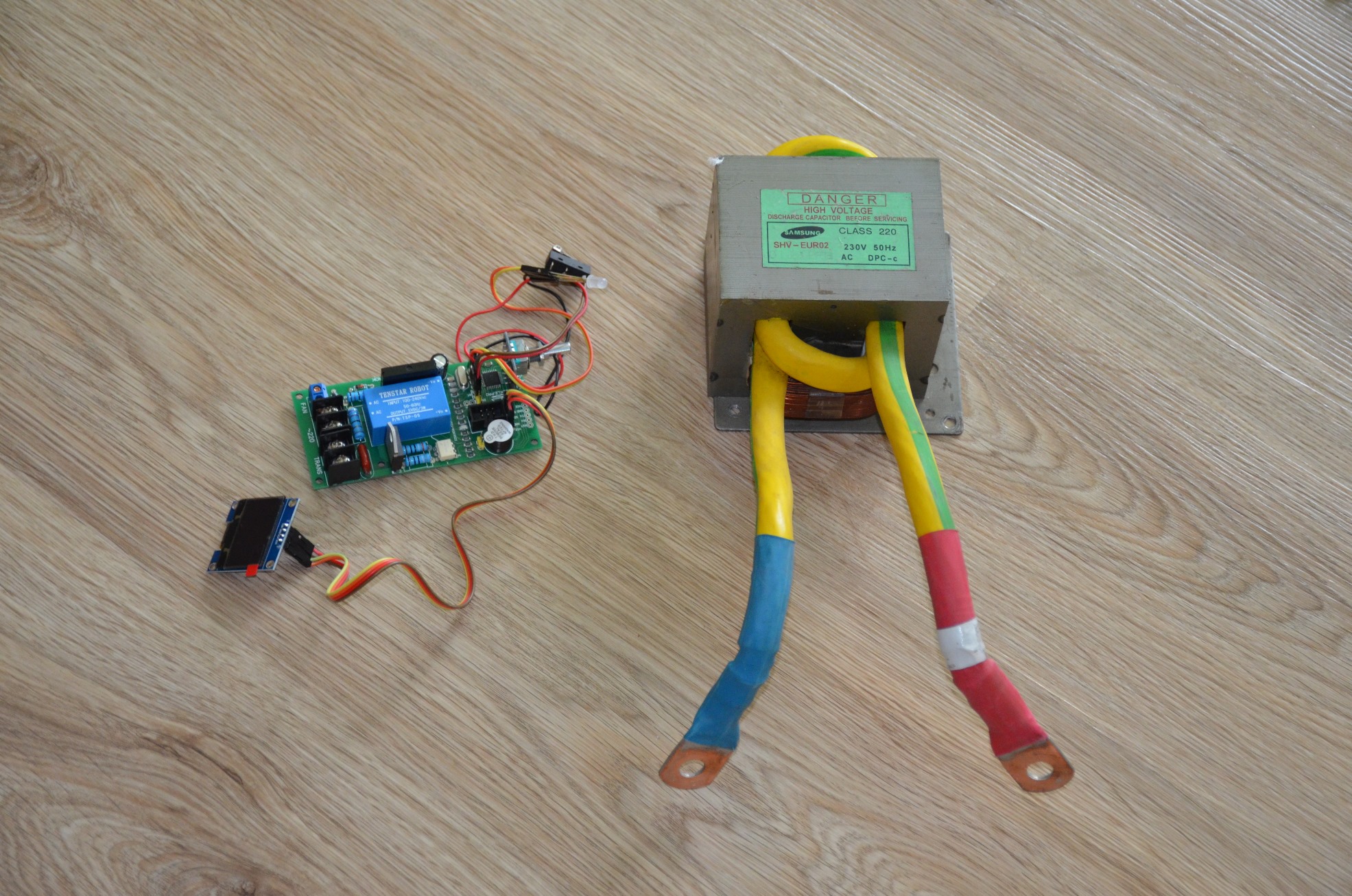
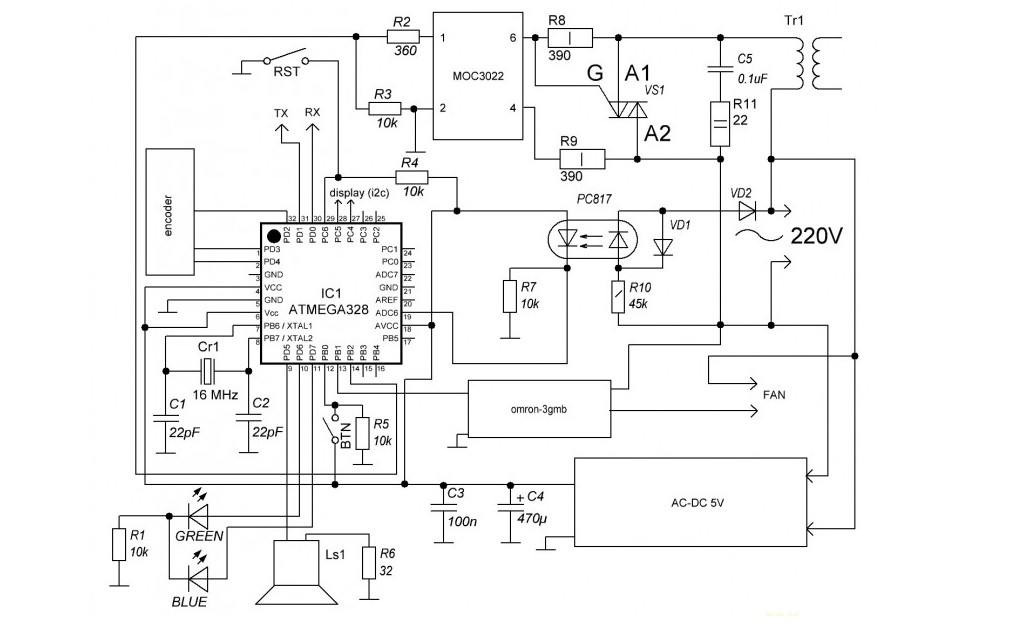
Схема платы сварки выглядит следующим образом.
После сборки лучше всего провести тесты и определить оптимальные значения длительности импульса. В моем случае использован медный провод 6 кв. мм в качестве электродов.

Двойной импульс проваривает хорошо, длительность подбираем в зависимости от толщины ленты. На отрыв держит не хуже заводской сварки.

Теперь можно без проблем собрать большую батарею для электровелосипеда, отремонтировать батарею для гироскутера и модернизировать шуруповерт.
Как сделать точечную сварку для АКБ 18650

Точечная сварка
Несложно сделать точечную сварку для аккумуляторов 18650 своими руками – она надежна, поэтому популярна. Подобный метод обеспечивает фиксацию материала в отдельных местах заготовки, позволяет соединять как миниатюрные элементы в электронных устройствах, так и тяжелые стальные листы.
.jpg)
Особенности и принцип работы точечной сварки
Часто аппараты для точечной сварки делают самостоятельно. Даже если приобретать прибор в магазине, чтобы получить нужные характеристики, его необходимо будет дорабатывать, например:
- увеличить силу тока;
- переделать или заменить таймер.
Большое значение имеют такие показатели:
Сварка обеспечивает надежную фиксацию металла, технология имеет высокую производительность. Принцип работы основан на законе Джоуля-Ленца, т.е. предусматривает разогрев металлов под воздействием электрической энергии. Ток проходит через электроды, температура обрабатываемого материала возрастает, коэффициент сопротивления при этом минимальный. Диаметр точки – 3-12 мм.
Схема и из каких деталей состоит устройство
Точечную контактную сварку называют термомеханической.
Схема ее работы следующая:
- Детали стыкуют в заданной позиции, плотно прижимают между электродами.
- Подают электрический разряд.
- В заданной точке заготовку нагревают до температуры плавления металла.
Контактный прибор собирают из б/у блоков, снять их можно с различных девайсов. Работает аппарат просто: конденсаторы заряжают до 30 В, на сварочной вилке растет потенциал. Нажимают кнопку «Пуск», расположенную на вилке. Чтобы сварить 2 металлических фрагмента, следует их плотно прижать друг к другу. После этого стартует процесс варки, во время которого температура материала многократно возрастает и становится достаточной, чтобы расплавить даже тугоплавкий металл.
.jpg)
Аппарат прост в устройстве и надежен, включает 2 блока:
Предъявляемые требования
Технология дифференцируется на мягкие и жесткие методы фиксации материала.
При мягком методе практикуют постепенный нагрев заготовки. На электродах значение тока около 100 А на 1 мм². В подобных случаях используется меньше энергии и мощности. При таких показателях хорошо обрабатывать высокопрочную сталь.
При жестких режимах используют большие кратковременные токи, например 300 А на 1 мм². Длительность контакта составляет 0,1-1,6 секунды. Давление электродов на 1 мм² возрастает до 8 кг. Для такой работы необходимы аппараты повышенной мощности.
Режим применяют для заготовок из меди, алюминия, высоколегированного металла.
Как сделать в домашних условиях
Для работы в домашних условиях используют оборудование, которое несложно собрать своими руками. Оно может быть мобильным или стационарным.
- Задайте на приборе базовые параметры.
- Определите напряжение в точке сварки.
- Установите силу тока (переменный или постоянный).
- Посчитайте время импульса.
- Определите, сколько надо электродов, их марку.
В зоне сварки металлы «встречаются» друг с другом, в эту точку поступает мощный электрический импульс, происходит процесс соединения.
Трансформатор – это базовый элемент, он задает силу тока.
Изготовить прибор нужной мощности несложно самостоятельно:
- Возьмите сердечник сечением 60 см².
- Плотно стяните пластины с помощью болтов (8 мм).
- Укрепите с торца блок профилем «П».
- Сделайте первичную обмотку с помощью провода ПЭВ (диаметр – 2,9 мм), намотайте 2 десятка витков.
- Заверните сердечник в трансформаторную бумагу. В начале работы – в изоленту.
- Распределите витки равномерно по всему изделию.
- Скомпонуйте еще одну обмотку на второй стойке (сформирована из самодельной шины). Этот элемент соберите из 14 медных деталей, сечение – 200 мм².
- Просверлите в верхнем блоке сердечника отверстие, к нему прикрепите кабель.
Из автомобильного аккумулятора
Иногда используют точечную сварку, которая получает питание от АКБ. Подходит для этих целей ионно-литиевый аккумулятор – он компактен, обладает хорошей емкостью. Перегревать блоки не надо, они могут выйти из строя.
- аккумулятор емкостью 55 А*ч и напряжением 12 В;
- провод сечением 6 мм²;
- 2 щупа, которыми закрепляют электроды (сечение – от 3 мм);
- небольшая кассета, чтобы зафиксировать аккумулятор;
- никелевая лента 0,12 x 7 мм;
- кольца (во избежание утечек).
Перед началом функционирования автомобильного аккумулятора его необходимо протестировать. К фиксаторам прикручивают провода, закрепляют их на клеммах. Все контакты защищают. Сварочный аппарат для аккумуляторов (сами элементы питания) устанавливают в блоках, они должны быть соосны во время работы.
Из микроволнового или телевизионного трансформатора
Аппарат для точечной сварки должен иметь трансформатор. Он увеличивает показатель входного напряжения до нужного значения. К важнейшим параметрам относят коэффициент трансформации. В печах СВЧ есть соответствующие блоки, которые меняют напряжение, на их основе собирают самостоятельно аппарат. Подойдет блок мощностью 720-820 Вт, при этом допустимо приварить листы из металла толщиной до 1 мм. Для питания магнетрона нужно небольшое напряжение. Все элементы в процессе работы нагреваются, поэтому необходима система охлаждения.

Из конденсаторов
Конденсаторную сварку активно применяют, когда необходимо делать локальную обработку металла. Длительность процесса занимает тысячную долю секунды, глубина прогрева небольшая, используют листы металла толщиной до 2 мм. Чтобы не возникало конфликтов с частотой импульса и уровнем обработки, нужны специальные агрегаты – контактные сварочные механизмы.
Практикуют 2 метода:
- Без трансформатора конденсаторы разряжаются на заготовку.
- Разряд из конденсаторов поступает на первичную обмотку, вторичная цепь – заготовка для проваривания.
Как применять в работе с АКБ 18650
Для сварки аккумуляторов 18650 необходим короткий импульс (0,01-0,1 секунды), иначе будет прожжен материал самой АКБ. Важно, чтобы временные интервалы были конгруэнтны. Первичную обмотку рассчитывают на 220 В, напряжение до 6 В, сила тока составляет 100-1000 А. При пайке вручную невозможно точно отмерять хронометраж, необходимо использовать таймер. Иногда сваривают миниатюрные элементы, которые не испытывают нагрузок. При сварке батареек используют агрегат на 12 В, им можно обрабатывать тонкие листы металла.
Технология в общем
С точки зрения технологии при контактной сварке происходит соединение двух металлических элементов, механическое давление на них, нагревание до высокой температуры. Время воздействия на шов – всего 2-3 мс, площадь нагрева – несколько квадратных миллиметров.
В технике, где отсутствуют трансформаторы, тепловая зона возникает в зоне сопротивления контакта (на плоскости). Сила тока доходит до 100 А, время воздействия импульса не превышает 0,006 секунды.
Сварочные приемы
Для работы небольших инверторов (вес до 8,4 кг) достаточно напряжения 220 В. Зона плавления окутана во время работы газами, они защищают материал от лишнего контакта с кислородом. Искусство сварки – это умение управлять электродами: необходимо правильно выстроить угол наклона и силу тока.
При работе с трансформатором возникают сложности:
- Аппарат громоздкий.
- Слишком сильно шумит.
- «Просаживает» сеть (скачет напряжение).
Для нормальной работы необходим прибор соответствующих параметров.
Способы избежания ошибок
При работе с точечной сваркой новички нередко совершают ошибки, избежать их возможно, если учитывать следующие факторы:
- При жестких режимах сварки недопустимо, чтобы возникали трещины, прожоги. Причина – слишком большая сила тока.
- Вмятин от электродов не должны быть глубиной более 10%.
- Не должно происходить выдавливание лишнего металла.
- Недопустимо излишнее проваривание зоны обработки.
- Чтобы не появлялись внутренние дефекты, параметры обработки остаются константными.
- Если степень плавления недостаточна, то это формирует неправильное образование точки фиксации.
Преимущества и недостатки
Точечная сварка надежна и эстетична, время приложения усилий, подачи тока и сжатия рассчитывают, используя циклограмму процесса соединения металла.
Преимущества точечной сварки:
- Допустимо работать с самыми разными элементами (в т. ч. миниатюрными) из различных металлов.
- Структура металла в точке фиксации не видоизменяется.
- Высокая производительность (до 800 точек/мин.).
- Возможность автоматизировать процесс.
- Выполнять работы способен сварщик невысокой квалификации.
Однако сварка травмоопасна, надо соблюдать осторожность. Работник может получить ожог от раскаленных брызг. Испарения могут повредить легкие. Есть риск поражения электрическим током.
Таймер для контактной сварки

Когда то я озадачился созданием точечной сварки своими руками для соединения аккумуляторов 18650. Сначала был собран таймер на 555, потом на микроконтроллере pic16f628a. Для него была написана самодельная прошивка, управление энкодером с нажатием, от 0.01 сек до 10 сек и до 10 импульсов. Но этот аппарат точечной сварки давно продан и мне нужно было чем то сваривать аккумуляторы 18650. Для этого на aliexpress был заказан этот таймер за 11.14$ или около 700 российских руб.
Приехало чуть быстрее чем за месяц.
Посмотрим что он из себя представляет.
Что такое контактная сварка?
Берем большой транс, чтоб пробки в квартире не выбивало (от микроволновки например). Срезаем вторичку, первичка на 220 остаётся. Выбираем шунт. Вместо тысяч витков старой вторички запихиваем 2-5 витков толстого провода. Для сварки аккумов можно 3-5 витков сечением 35мм. Для более толстых пластин и проволоки 2 витка сечением 70-120мм. Оконцовываем толстые проводки. Крепим к концам провода электроды в зависимости от задачи. И если подать на первичку транса 220 вольт, то во вторичке пойдет ток в районе 1000А, который разогревает место контакта электродов с металлом. Если это толстое железо или проволока то выдержка обычно большая, несколько секунд и можно просто подавать 220 вольт на транс через автомат или любым другим ручным методом. Если же варить круглые литиевые аккумы, то там тонкие пластины 0.1-0.3мм и нужны очень короткие выдержки, при этом они должны быть одинаковыми для повторяемости результатов. Прожиг аккумуляторов недопустим, разгерметизация банки — банка на выброс. Вот для замены автомата или кнопки, для того чтоб точно выставить короткую выдержку и применяется этот таймер.
Для тех, кто мало представляет что это такое и с чем его едят, можно почитать:
мой прошлый обзор
или обзор от Yurok
Упаковано хорошо, картонная коробочка и внутри плата под несколькими слоями вспененного полиэтилена. Если играть коробкой в футбол то ничего не повредится.
Внутри плата с хорошего качества.
Микросехема контроллера от STMicroelectronics STM8S003F3, триггер Шмитта 74hc14d, оптрон moc3021 и pc817, симистор BTA41600B, стабилизатор lm317k диоды и прочая обвязка.
Силовой симистор желательно прикрутить на радиатор через термопасту. Можно прикрутить его прямо на корпус контактной сварки, но тогда это нужно делать через изолятор. Слюдяная прокладка и изолятор на винт крепления. Плата разделена на две части белой полосой — та часть, которая ближе к симистору, находится под опасным напряжением 220 вольт. Китайские иероглифы возле этой полосы как раз об этом говорят. Большая часть платы контактной сварки находится под низким напряжением и безопасна.
Расшифровка надписей возле светодиодов по порядку от ручек регуляторов:
— Состояние. Светит когда есть питание.
— Статус. Мигает в норме и горит когда подключено постоянное напряжение. При питании постоянным напряжением плата работать не будет.
— Педаль. Тухнет когда нажата педаль.
— Триггер. Светит пока открыт симистор и идет сварка.
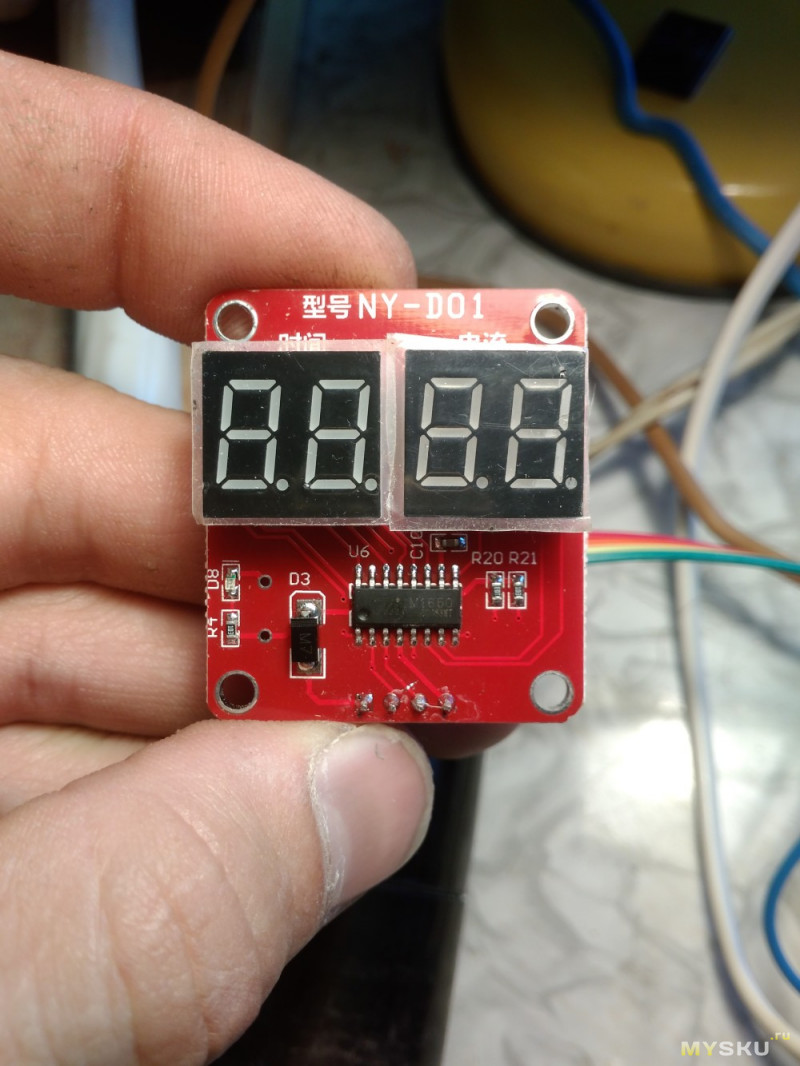
Выносной дисплей таймера для точечной сварки содержит несколько светодиодных семисегментных индикаторов, драйвер LED семисегментного индикатора TM1650, и обвязку к нему.
Для работы контактной сварки кроме этой платы таймера нужны:
— Питающий трансформатор на переменное напряжение 9-12в. От постоянки плата не работает. Не видит импульсы сети. Должен мигать второй слева светодиод, от постоянки он не мигает. Большая мощность трансформатора не нужна, от него питается только логика. Зарядка от сотового не подойдет. Готовый подходящий транс есть у этого же продавца. Нужно выбрать версию 220в, стоит меньше 6$ или 370 руб.
— Педаль или кнопка. Что то, что будет замыкать контакты на плате. Нормально разомкнутая.
Готовая педаль от продавца стоит примерно столько же.
— Трансформатор контактной сварки. Силовая часть то есть. Ну если вы интересуетесь такой платой то наверное знаете что это такое. Это трансформатор с первичной обмоткой на 220В и вторичной на низкое напряжение (1-6В) и большой ток (100-1000А). Этот ток и варит.
Этот таймер коммутирует первичку, то есть дает напряжение на первичную обмотку силового трансформатора сварки. Аналогично вместо этого таймера можно поставить просто выключатель — при включении выключателя сварка будет варить, пока включен включатель. Но для сварки аккумуляторов 18650 нужен очень короткий импульс (0.01-0.1 сек), иначе прожигается металл аккумулятора. Так же нужно постоянство результатов, то есть все выдержки точечной сварки должны быть строго одинаковы. Такие условия — выдержки в доли секунды и повторяемость выдержек — невозможно реализовать вручную, по этому я купил этот таймер точечной сварки.
Педаль и транс есть у этого же продавца, силовой трансформатор для точечной сварки можно взять от микроволновки или больший по размеру. Трансформатор тяжелый, с китая заказывать дорого. Можно поискать нерабочую микроволновку или старую на барахолке за малые деньги. Или спрашивать в мастерских по ремонту бытовой техники.
Работа таймера:
Подключаем трансформатор питания (переменка 9-12В) и педаль к соответствующим клеммникам, провода, идущие на силовой трансформатор микроволновки, припаиваются. На плате две ручки — левая для регулировки выдержки времени сварки, правая для регулировки тока. На выносном табло видно цифры, аналогично показывающие слева — выдержку времени и справа — ток. Выдержка времени сварки регулируется от 1 до 50, 1 это один период сети то есть 0.02 секунды. То есть таймер может задавать выдержки до 50*0.02 = 1 секунды. Ток сварки регулируется от 30 до 99.
При нажатии педали микроконтроллер отслеживает напряжение в сети 220 вольт, при пике или нижней части синусоиды дает сигнал на симистор. Пока открыт тиристор, идет ток через первичку сварочного трансформатора и идет сварка. Плата срабатывает как электронный выключатель, ключ.
При значении времени 1 на дисплее и значении тока 99 таймер включает симистор на 20 мс, на один период сети. Если нужно меньше, то можно уменьшить ток правым регулятором и контроллер откроет симистор не на полную синусоиду, а только на ее часть.
Я снял осциллограммы с вторичной обмотки сварочного трансформатора на разных значениях тока и выдержках, их можно увидеть на фото ниже:
мой осциллограф не супер качества, любительский, по этому привожу фото с отзывов али — как это должно выглядеть на экране осциллографа:
Смысл регулировки тока в том, что если трансформатор слишком мощный для сварки аккумуляторов 18650 и прочих похожих, а выдержка времени в 0.02 сек слишком большая и прожигает пластину или аккумы, то можно еще понизить ток — импульс станет слабее и аккумуляторы не будет прожигать.
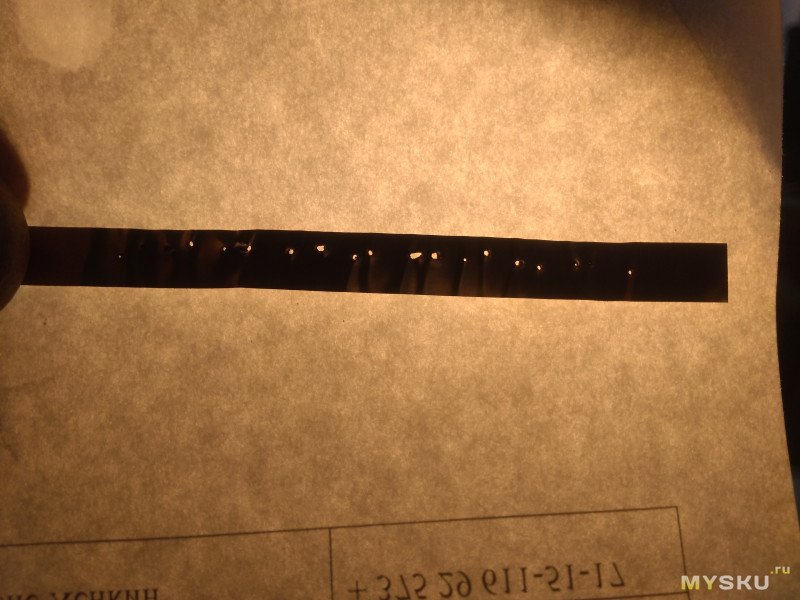
Я попробовал варить пластину никеля на выдержке 1 и токах от 30 (самые правые) до 99 (левее) результат явно виден. Это можно увидеть на фото ниже.
Пластина шириной 8 мм, толщина 0.15 мм.

Последние две пробы сварки я пробовал сделать на большой выдержке и малом токе. При выдержке 10 и 30 и токе 30 — пластина греется, даже меняет цвет но не приваривается. Для сварки тонких никелевых пластин лучше короткий импульс большим током чем длинный импульс но с слабым током.
Последние точки слева, одна из них сквозная, сделаны как раз на выдержках 10 и 30 и малом значении тока сварки 30.
Все это можно наглядно увидеть в видеоверсии обзора ниже:
В общем плата контактной сварки мне понравилась, есть 50 настроек времени от 0.02 сек до 1 сек и при этом еще 70 градаций тока. Контроллер платы отслеживает периоды сети и включает таймер в период максимума или минимума синусоиды, что гарантирует одинаковые результаты сварки и отличную повторяемость сварки аккумуляторов 18650.
Рекомендую этот таймер для создания точечной сварки из микроволновки своими руками.
Если же необходим более мощный сварочник, споттер для сварки машин то у продавца есть этот же таймер с более мощным симистором на 100А, это будет дешевле, чем покупать отдельно симистор на 100А и плату.
Читайте также: