Какой длины должны быть прихватки при сварке коррозионностойких сталей аустенитно ферритного класса
Обновлено: 16.05.2024
Тип документа: Нормативно-технический документ
Дата начала действия: 1 июня 2002 г.
Опубликован:
- Действующая редакция документа с изменениями на 15.06.2005
- Постановление Госгортехнадзора России Постановление Госгортехнадзора России ГОСТ Постановление Госгортехнадзора России Постановление Госгортехнадзора России ГОСТ ГОСТ ГОСТ ГОСТ Постановление Госгортехнадзора России Приказ Госстандарта России ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ СТО НОСТРОЙ ОСТ (Отраслевой стандарт) ОСТ (Отраслевой стандарт) ГОСТ СТП ОСТ (Отраслевой стандарт) СТП ОСТ (Отраслевой стандарт) ГОСТ ГОСТ ГОСТ ГОСТ
СВАРКА В ХИМИЧЕСКОМ МАШИНОСТРОЕНИИ
Основные положения
Дата введения 2002-06-01
УТВЕРЖДЕН Председателем ТК 260 "Оборудование химическое и нефтеперерабатывающее" В.А.Заваровым 22.11.2001 г.
СВАРКА В ХИМИЧЕСКОМ МАШИНОСТРОЕНИИ. ОСНОВНЫЕ ПОЛОЖЕНИЯ.
Начальник отдела химического сопротивления материалов и металловедения, к.т.н.
Начальник отдела стандартизации и метрологии
Руководитель разработки, начальник лаборатории металловедения и сварки, к.т.н.
Старший научный сотрудник, специалист сварочного производства IV уровня, к.т.н.
Старший научный сотрудник
Заместитель генерального директора по научно-производственной деятельности АО "НИИХИММАШ", к.т.н.
1. РАЗРАБОТАН открытым акционерным обществом "Научно-исследовательский и конструкторский институт химического машиностроения" (ОАО "НИИХИММАШ")
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ техническим комитетом по стандартизации ТК 260 "Оборудование химическое и нефтеперерабатывающее" Листом Утверждения от ___________
3. ВЗАМЕН ОСТ 26-3-87
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие Председателем ТК 260 "Оборудование химическое и нефтегазоперерабатывающее" В.А.Заваровым, 2004 г. с 01.10.2004, Изменение N 2, утвержденное председателем ТК 260 "Оборудование химическое и нефтегазоперерабатывающее" 15.06.2005 и введенное в действие с 01.07.2005.
Изменения N 1, 2 внесены изготовителем базы данных
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на сварку изделий, работающих при температуре не ниже минус 70 °С под давлением не более 16 МПа (160 кгс/смСтандарт разработан с учетом действующих правил: "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением" ( ПБ 03-576-03 ), "Правила устройства и безопасной эксплуатации технологических трубопроводов" ( ПБ 03-585-03), "Правила изготовления паровых и водогрейных котлов сосудов, работающих под давлением, трубопроводов пара и горячей воды с применением сварочных технологий" (ПБ 03-164-97)), "Правила аттестации сварщиков и специалистов сварочного производства" (ПБ 03-273-99), "Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных" (ПБ 03-584-03).
Стандарт устанавливает основные требования к технологии сварки и предназначен для использования при проектировании, изготовлении, эксплуатации и ремонте химического оборудования и разработке технологических процессов сварки.
Применение способов сварки и сварочных материалов, не предусмотренных настоящим стандартом, а также изменение ограничений и условий применения сварочных материалов допускается по отраслевой и нормативной документации, утвержденной в установленном порядке или по согласованию со специализированной научно-исследовательской организацией по применению данного конструкционного материала в химическом машиностроении.
В стандарте приводятся требования к технологии сварки материалов марок, предусмотренных отраслевыми стандартами на сосуды и аппараты (ОСТ 26 291, ОСТ 26-01-858, ОСТ 26.260.482, ОСТ 26-01-1183, ОСТ 26-01-900) и другой аналогичной нормативной документацией по стандартизации на изделия химического машиностроения.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты, правила и руководящие документы:
ГОСТ 8.513-84* ГСИ (Государственная система обеспечения единства измерений). Поверка средств измерений, организация и порядок проведения
* На территории Российской Федерации действуют ПР 50.2.006-94. Здесь и далее. - Примечание изготовителя базы данных.
* На территории Российской Федерации действует ГОСТ 859-2001. Здесь и далее. - Примечание изготовителя базы данных.
ГОСТ 6032-89* Стали и сплавы коррозионностойкие. Методы испытания на стойкость против межкристаллитной коррозии
* На территории Российской Федерации действует ГОСТ 6032-2003. Здесь и далее. - Примечание изготовителя базы данных.
6.1. Общие указания
6.1.1. К сварке металлоконструкций следует приступать после приемки сборочных работ мастером по сварке или другим ответственным лицом, а также после проверки условий производства работ и выполнения организационных мероприятий по обеспечению безопасности производства работ (защита от атмосферных осадков, наличие площадок, лесов, подмостей, приставных лестниц и т.д.).
Сварку конструкций при укрупнении и в проектном положении следует проводить после проверки правильности сборки.
6.1.2. Последовательность выполнения сварных швов должна быть такой, чтобы обеспечивались минимальные деформации конструкции и предотвращались появления трещин в сварных соединениях.
Сварка сложных узлов металлоконструкций (двутавровых балок большого сечения, монтажных стыков подкрановых балок, узлов соединения балок с колоннами и др.) должна выполняться по технологическим картам или инструкциям, в которых указаны последовательность наложения швов и приемы, обеспечивающие минимальные деформации и остаточные напряжения в конструкции.
6.1.3. Сварку необходимо выполнять на стабильном режиме. Допускаемые отклонения принятых значений силы сварочного тока и напряжения на дуге не должны превышать6.1.4. Подключение постов автоматической и механизированной сварки, а также однопостовых источников питания дуги должно быть произведено к распределительным шкафам (сборкам), соединенным с подстанцией отдельным фидером.
 | |
| 1289 × 1825 пикс. Открыть в новом окне | |
Источник сварочного тока должен подключаться к сети через индивидуальную пусковую аппаратуру (электромагнитный пускатель, рубильник).
6.1.5. Швы длиной более 1 м, выполняемые ручной или механизированной сваркой, следует сваривать обратноступенчатым способом (рис. 6.1, а).
При толщине стали 15-20 мм и более рекомендуется применять сварку способом "двойного слоя" (рис. 6.1, б). Заваривают на участке I длиной 250-300 мм первый слой шва 1, быстро счищают (после потемнения) с него шлак и заваривают на этом же участке второй слой 2. Затем в таком же порядке заваривают участки II, III и т.д. Сварку второго слоя выполняют по горячему первому слою. Остальные слои (валики) выполняют обычным обратноступенчатым способом.
Сварка листовых объемных конструкций из стали толщиной более 20 мм, особенно из стали с пределом текучести 390 МПа и более, должна производиться способами, обеспечивающими уменьшение скорости охлаждения - каскадом или "горкой" (рис. 6.1, в, г).
6.1.6. При изготовлении металлоконструкций следует по возможности создавать условия для наиболее удобного выполнения сварных соединений: в нижнем положении, с поворотом изделия; тавровые соединения предпочтительно выполнять "в лодочку" с кантовкой или поворотом изделия.
6.1.7. При сварке перекрещивающихся швов в первую очередь следует сваривать швы, выполнение которых не создает жесткого контура для остальных швов. Нельзя прерывать сварку в месте пересечения и сопряжения швов.
6.1.8. При перерыве процесса сварки под флюсом возобновлять сварку можно только после очистки конца шва на длине не менее 50 мм и кратера от шлака; этот участок и кратер следует перекрыть швом.
6.1.9. При ручной дуговой и механизированной сварке сварные швы необходимо выполнять многослойным способом слоями высотой 4-6 мм; каждый слой шва перед наложением последующего слоя должен быть очищен сварщиком от шлака и брызг металла, после чего нужно провести визуальный контроль поверхности шва.
Участки слоев шва с порами, раковинами и трещинами должны быть удалены механическим способом. Допускается выборка дефектного участка огневым способом с последующей механической зачисткой мест выборки.
6.1.10. При многослойной сварке разбивать шов на участки следует с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены на величину не менее 20 мм.
6.1.11. При двусторонней ручной или механизированной сварке стыковых, угловых и тавровых соединений необходимо перед выполнением шва с обратной стороны удалить корень шва до чистого бездефектного места.
6.1.12. Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления (если это предусмотрено чертежами КМД), как правило, осуществляют подбором режимов сварки и соответствующим пространственным расположением свариваемых деталей или механизированной зачисткой абразивным инструментом. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
6.1.13. При температуре окружающего воздуха ниже 0°С ручную дуговую сварку металлоконструкций независимо от марки свариваемой стали следует выполнять электродами с основным (фтористо-кальциевым) типом покрытия.
6.1.14. Ручную и механизированную дуговую сварку стальных конструкций разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 6.1, автоматическую сварку под флюсом - при температуре окружающего воздуха, приведенной в табл. 6.2. При более низкой температуре окружающего воздуха сварку надлежит производить с предварительным местным подогревом металла до 120-160°С в зоне шириной не менее 100 мм с каждой стороны соединения.
6.1.15. Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 390 МПа (406.5. Технология сварки стыков труб
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Сварка аустенитно-ферритных нержавеющих сталей
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Состав, структура и назначение сталей
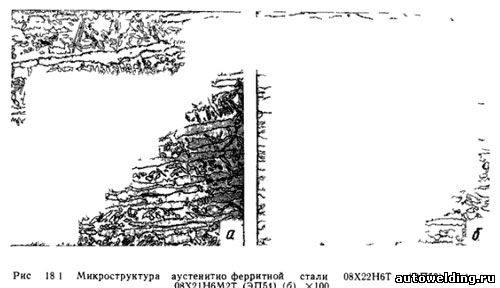
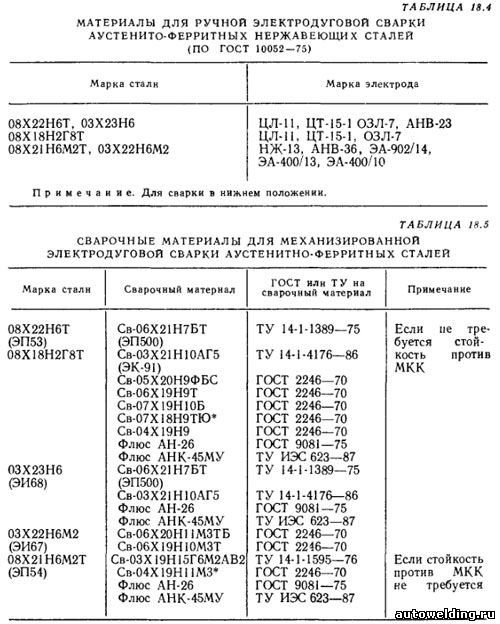
К наиболее распространенным сталям аустенитно ферритного класса относятся стали типа 08Х22Н6Т, 12Х21Н5Т, 03Х23Н6, 08Х18Г8Н2Т, 08Х21Н6М2Т, 03Х22Н6М2. Микроструктура хромоникелевой стали 08Х22Н6Т и хромо-никель-молибденовой 08Х21Н6М2Т представлена на рис 18.1. Количество аустеннтной и ферритной фаз в сталях этого класса колеблется обычно в пределах 40—60 % Химический состав аустеннтно ферритных сталей приведен в табл 18.1, механические свойства — в табл. 18.2.
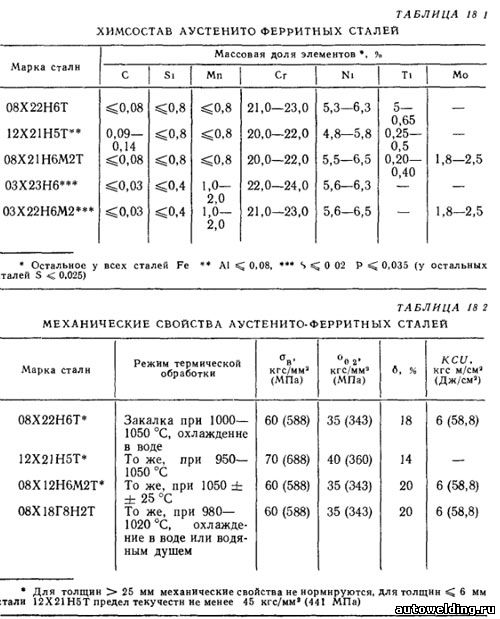
Аустенитно-ферритные стали имеют относительно высокие пределы те кучести и прочности прн удовлетворительных пластичности и ударной вяз кости, а также высокую коррозионную стойкость и хорошую свариваемость Это позволяет сократить удельный расход металла при изготовлении химической аппаратуры, рассчитываемой на прочность, благодаря уменьшению толщины листа Согласно диаграмме состояний сплавы Fe—Cr—Ni обладают некоторыми характерными особенностями область существования двухфазной аустенитно ферритной структуры в них находится в интервале температур 20—1350 °С, при нагреве стали выше температуры 1100°С аустенит превращается в феррит и тем интенсивнее, чем выше температура и длительность нагрева, при температуре выше 1200 °С происходит полное γ→α превращение, при последующем охлаждении происходит обратное превращение феррита в аустенит. Конечное соотношение количества структурных составляющих зависит от скорости охлаждения стали При изотермической выдержке в области температур 700—800 °С в стали возможно образование хрупкой составляющей σ фазы. Аустенитно-ферритиые стали поставляются в закаленном состоянии с температур 950— 1050 °С. Разница по содержанию Сг и Ni между аустенитной и ферритной фазами составляет 2—5%. Аустенитно-ферритные стали теряют вязкость при нагреве их в интервале температур 450—650 °С Это связано с тем, что хрупкость, обусловленная выделением карбидов, усиливается действием так называемой 475° хрупкости.
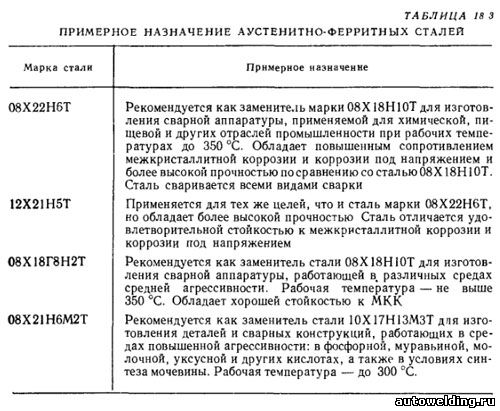
Примерное назначение и температура эксплуатации аустенитно-ферритных сталей указаны в таблице 18.3.
Свариваемость сталей
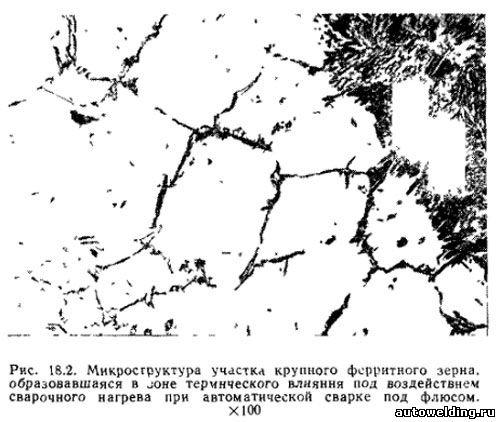
Аустенитно-ферритные стали отличаются повышенной склонностью к росту зерна в зоне термического влияния при воздействии сварочного термического цикла. Наряду с ростом ферритных зерен возрастает общее количество феррита. Последующим быстрым охлаждением фиксируется образовавшаяся структура. Размеры зерна и количество феррита, а также ширина зоны перегрева зависят от погонной энергии сварки,соотношения структурных составляющих в исходном состоянии и чувствительности стали к перегреву. Соотношение количества структурных составляющих (γ- и α-фаз) в исходном состоянии в значительной степени зависит от содержания в стали Ti. Количеством титана в стали также определяется устойчивость аустенитной фазы против γ→δ-превращения при сварочном нагреве. Чем выше содержание Ti, тем чувствительнее сталь к перегреву (рис. 18.2). Вследствие роста зерна и уменьшения количества аустенита наблюдается снижение ударной вязкости металла околошовной зоны и угла загиба сварных соединений аустенитно-ферритных сталей. Менее чувствительными к сварочному нагреву являются стали, не содержащие Ti,— это стали 03Х23Н6 и 03Х22Н6М2.
Технология сварки и свойства соединений
Аустенитно-ферритные стали можно сваривать как ручной и механизированной электродуговой сваркой, так и другими способами сварки (электроннолучевой, электрошлаковой), плазменнодуговой и др.). Предпочтительнее способы сварки с невысокими погонными энергиями. Техника и режимы сварки аустенитно-ферритных сталей не отличаются от общепринятых для всего класса нержавеющих сталей. При выборе видов швов сварных соединений рекомендуется руководствоваться ГОСТ 5264—69, ГОСТ 8713—70, ГОСТ 14771—69, ОСТ 26-291—71 и стандартами предприятий. Подготовка кромок под все виды сварки производится механическим способом, чтобы исключить возникновение зон термического влияние (ЗТВ), снижающих регламентированные свойства сварных соединений. Сварочные материалы, применяемые для сварки аустенитно-ферритных сталей, приведены в табл. 18.4 и 18.5. Швы соединений, выполненные указанными сварочными материалами, имеют аустенитно-ферритную структуру. Количество ферритной фазы в швах составляет 15— 60 % и зависит не только от применяемых сварочных материалов, но и от доли участия свариваемого металла в металле шва, от колебаний химического состава в пределах марки. Самый высокий процент ферритной фазы в швах наблюдается при автоматической сварке под флюсом встык без разделки кромок проволокой Св-06Х21Н7БТ. Благодаря высокому содержанию феррита швы обладают достаточной стойкостью против образования горячих трещин. Изменение содержания ферритной фазы в шве за счет легирования или термообработки приводит к существенному изменению его механических свойств. Пределы текучести и прочности при достаточно высокой пластичности и вязкости шва достигают максимума при равном процентном содержании в нем аустенитной и ферритной фаз.
Механичекие свойства сварных соединений
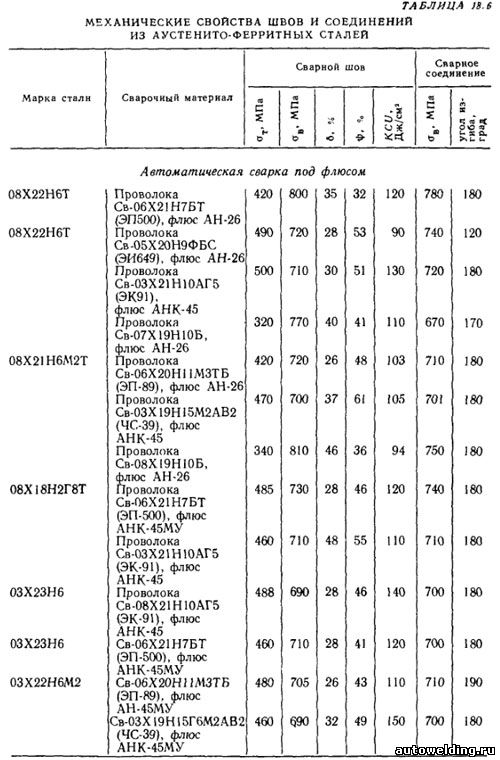
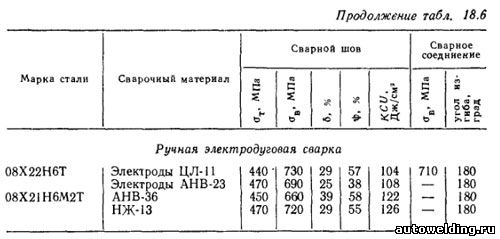
Механические свойства швов и соединений, выполненных сварочными материалами, указанными в табл. 18.4 и 18.5, приведены в табл. 18.6. Анализ механических свойств показывает, что самую высокую прочность швов при автоматической сварке под флюсом хромоникелевых аустенитно-ферритных сталей можно получить, применяя проволоку Св-06Х21Н7БТ (ЭП500), а хромоникельмолибденовых — проволоку Св-06Х20Н11МЗТБ (ЭП89). Сочетание достаточно высокой прочности и пластичности достигается при применении для автоматической сварки под флюсом хромоникелевых аустенитно-ферритных сталей проволоки Св-03Х21Н10АГ5 (ЭК-91), а для хромоникельмолибденовых — проволоки Св-03Х19Н15Г6М2АВ2 (ЧС-39). Эти проволоки предпочтительнее применять при сварке стали значительных (>10 мм) толщин встык, без разделки кромок. Для улучшения пластичности сварных соединений аустенитно-ферритных сталей, если позволяют габариты изделий, можно проводить термообработку — закалку от 1000 °С с охлаждением в воде.
Коррозионная стойкость сварных соединений
При сварке изделий, к сварным швам которых предъявляются требования стойкости к межкристаллитной коррозии, слой шва, обращенный к агрессивной среде, должен выполняться последним. В связи с тем, что аустенитно-ферритные стали подвержены охрупчиванию в интервале температур 450—500 и 650— 800 °С, особое внимание при их сварке необходимо обращать на строгое соблюдение режимов сварки и охлаждения изделий. При сварке изделий из металла толщиной 16—20 мм рекомендуется применять обработку границ швов с основным металлом сваркой аргонодуговым способом. Получаемый при этом местный нагрев с малой погонной энергией (q=4200 Дж/см 2 ) участка крупного зерна ЗТВ до расплавления приводит при охлаждении к образованию мелкозернистой ферритной структуры с аустенитными прослойками по границам зерен. Металл с такой структурой пластичнее крупнозернистого феррита, образующегося при сварке в ЗТВ и более коррозионностоек.
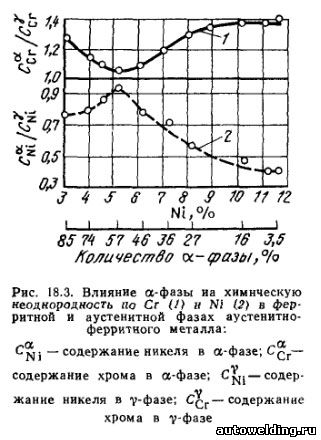
При соотношении аустенитной и ферритной фаз, близком к единице, швы стойки как против межкристаллитной, так и против структурно-избирательной коррозии. Такая зависимость коррозионной стойкости от соотношения структурных составляющих объясняется тем, что при 40—60 % α-фазы размеры зерен феррита и аустенита примерно одинаковы, а химическая неоднородность по Cr и Ni между фазами минимальна (рис. 18.3). При уменьшении количества аустенитной фазы в шве или околошовной зоне до 20 % и менее в металле проявляется склонность к межкристаллитной коррозии. Отпуск сварных соединений при 850 °С предотвращает межкристаллитную коррозию сварных соединений.
Структурно - избирательную коррозию можно объяснить разностью электродных потенциалов аустенита и феррита в двухфазном металле, а также разностью поверхностей структурных составляющих в местах контактирования с агрессивной средой. Электродные потенциалы между структурными составляющими в агрессивной среде могут отличаться при разном содержании в них легирующих элементов, обусловливающих коррозионную стойкость металла в данной среде. В окислительных средах (азотная кислота) пассивирующая способность и, следовательно, коррозионная стойкость аустенитной и ферритной фаз металла зависят главным образом от содержания Cr, а в неокислительных (растворах серной кислоты) от содержания Ni и Мо. За ухудшение коррозионной стойкости аустенитно-ферритного металла всегда ответственна аустенитная фаза. Кроме того, в соединениях аустенитно-ферритных сталей всегда имеются участки, отличающиеся по своему электродному потенциалу. Это шов, ЗТВ, основной металл. Такое соединение в электролите представляет собой многоэлектродную систему с несколькими катодами и анодами. Преимущественному растворению в электролите будет подвергаться та часть системы, которая в данном электролите будет иметь наиболее отрицательный электродный потенциал, т. е. будет катодом.
Установлено отрицательное влияние кремния и ванадия в сварочном шве на коррозионную стойкость в окислительных средах сварных соединений из аустенитно-ферритных сталей. Таким образом, при выборе присадочного материала необходимо стремиться обеспечить равенство не только механических свойств шва и основного металла и стойкость шва против межкристаллитной коррозии, но и равенство общей коррозионной стойкости металла всех зон сварного соединения. Необходимо учитывать влияние карбидообразующих элементов (Ti и Nb) на свойства швов в соединениях аустенитно-ферритных сталей, так как для обеспечения стойкости против межкристаллитной коррозии при содержании углерода >0,07 % необходимы стабилизаторы (карбидообразующие элементы). Сталь 08Х22Н6Т стойка в азотной кислоте: 65%-ной концентрации до температуры 50 °С, в 56%-ной до температуры 70 °С, в 30%-ной до температуры кипения. Сталь 08Х21Н6М2Т стойка в муравьиной кислоте независимо от концентрации при температурах до 60 °С, в 30%-ной кипящей и в 85%-ной фосфорной кислоте при T≤80°С, в 10%-ной серной кислоте.
Технология сварки высоколегированных аустенитных сталей и сплавов

Высоколегированные аустенитные стали и сплавы обладают комплексом положительных свойств. Поэтому одну и ту же марку стали иногда можно использовать для изготовления изделий различного назначения, например коррозионно-стойких, хладостойких, жаропрочных и т.д. В связи с этим и требования к свойствам сварных соединений будут различными. Это определит и различную технологию сварки (сварочные материалы, режимы сварки, необходимость последующей термообработки и т.д.), направленную на получение сварного соединениях необходимыми свойствами, определяемыми составом металла шва и его структурой.
Характерные для высоколегированных сталей теплофизические свойства определяют некоторые особенности их сварки. Пониженный коэффициент теплопроводности при равных остальных условиях значительно изменяет распределение температур в шве и околошовной зоне (рис. 1). В результате одинаковые изотермы в высоколегированных сталях более развиты, чем в углеродистых. Это увеличивает глубину проплавления основного металла, а с учетом повышенного коэффициента теплового расширения возрастает и коробление изделий.
Поэтому для уменьшения коробления изделий из высоколегированных сталей следует применять способы и режимы сварки, характеризующиеся максимальной концентрацией тепловой энергии. Примерно в 5 раз более высокое, чем у углеродистых сталей, удельное электросопротивление обусловливает больший разогрев сварочной проволоки в вылете электрода или металлического стержня электрода для ручной дуговой сварки. При автоматической и полуавтоматической дуговой сварке следует уменьшать вылет электрода и повышать скорость его подачи. При ручной дуговой сварке уменьшают длину электродов и допустимую плотность сварочного тока.
Одна из основных трудностей при сварке рассматриваемых сталей и сплавов - предупреждение образования в швах и околошовной зоне горячих трещин. Предупреждение образования этих дефектов достигается:
1) Ограничением (особенно при сварке аустенитных сталей) в основ ном и наплавленном металлах содержания вредных (серы, фосфора) и ликвирующих (свинца, олова, висмута) примесей, а также газов - кислорода и водорода. Для этого следует применять режимы, уменьшающие долю основного металла в шве, и использовать стали и сварочные материалы с минимальным содержанием названных примесей. Техника сварки должна обеспечивать минимальное насыщение металла шва газами. Этому способствует применение для сварки постоянного тока обратной полярности. При ручной сварке покрытыми электродами следует поддерживать короткую дугу и сварку вести без поперечных колебаний. При сварке в защитных газах, предупреждая подсос воздуха, следует поддерживать коротким вылет электрода и выбирать оптимальными скорость сварки и расход защитных газов. Необходимо также принимать меры к удалению влаги из флюса и покрытия электродов, обеспечивая их необходимую прокалку. Это уменьшит также вероятность образования пор, вызываемых водородом;
2) Получением такого химического состава металла шва, который обеспечил бы в нем двухфазную структуру. Для жаропрочных и жаростойких сталей с малым запасом аустенитности и содержанием никеля до 15 % это достигается получением аустенитно-ферритной структуры с 3 . 5 % феррита. Большее количество феррита может привести к значительному высокотемпературному охрупчиванию швов ввиду их сигматизации. Стремление получить аустенитно-ферритную структуру швов на глубокоаустенитных сталях, содержащих более 15 % Ni, потребует повышенного их легирования ферритообразующими элементами, что приведет к снижению пластических свойств шва и охрупчиванию ввиду появления хрупких эвтектик, а иногда и ?-фазы.
Поэтому в швах стремятся получить аустенитную структуру с мелкодисперсными карбидами и интерметаллидами. Благоприятно и легирование швов повышенным количеством молибдена, марганца и вольфрама, подавляющих процесс образования горячих трещин. Количество феррита в структуре швов на коррозионно-стойких сталях может быть повышено до 15 . 25 %. Высоколегированные стали содержат в качестве легирующих присадок алюминий, кремний, титан, ниобий, хром и другие элементы, обладающие большим сродством к кислороду, чем железо. Поэтому при наличии в зоне сварки окислительной атмосферы возможен их значительный угар, что может привести к уменьшению содержания или к полному исчезновению в структуре шва ферритной и карбидной фаз, особенно в металле с небольшим избытком ферритизаторов.
Для сварки рекомендуется использовать неокислительные низкокремнистые, высокоосновные флюсы (фторидные) и покрытия электродов (фтористокальциевые). Сварка короткой дугой и предупреждение подсоса воздуха служит этой же цели. Азот - сильный аустенитизатор, способствует измельчению структуры за счет увеличения центров кристаллизации в виде тугоплавких нитридов. Поэтому азотизация металла шва способствует повышению их стойкости против горячих трещин.
Высокоосновные флюсы и шлаки, рафинируя металл шва и иногда модифицируя его структуру, повышают стойкость против горячих трещин. Механизированные способы сварки, обеспечивая равномерное проплавление основного металла по длине шва и постоянство термического цикла сварки, позволяют получить и более стабильные структуры на всей длине сварного соединения;
3) Применением технологических приемов, направленных на изменение формы сварочной ванны и направления роста кристаллов аустенита. Действие растягивающих сил, перпендикулярное направлению роста столбчатых кристаллов, увеличивает вероятность образования горячих трещин (рис. 2). При механизированных способах сварки тонкими электродными проволоками поперечные колебания электрода, изменяя схему кристаллизации металла шва, позволяют уменьшить его склонность к горячим трещинам;
4) Уменьшением силового фактора, возникающего в результате термического цикла сварки, усадочных деформаций и жесткости закрепления свариваемых кромок. Снижение его действия достигается ограничением силы сварочного тока, заполнением разделки швами небольшого сечения и применением соответствующих конструкций разделок. Этому же способствует хорошая заделка кратера при обрыве дуги. Кроме перечисленных общих особенностей сварки высоколегированных сталей и сплавов, есть специфические особенности, определяемые их служебным назначением. При сварке жаропрочных и жаростойких сталей обеспечение требуемых свойств во многих случаях достигается термообработкой (аустенизацией) при температуре 1050 . 1110 °С, снимающей остаточные сварочные напряжения, с последующим стабилизирующим отпуском при температуре 750 . 800 °С. При невозможности термообработки сварку иногда выполняют с предварительным или сопутствующим подогревом до температуры 350 . 400 °С. Чрезмерное охрупчивание швов за счет образования карбидов предупреждается снижением содержания в шве углерода. Обеспечение необходимой окалиностойкости достигается получением металла шва, по составу идентичного основному металлу. Это же требуется и для получения швов стойких к общей жидкостной коррозии.
При сварке коррозионно-стойких сталей различными способами для предупреждения МКК не следует допускать повышения в металле шва содержания углерода за счет загрязнения им сварочных материалов (графитовой смазки проволоки и т.д.), длительного и многократного пребывания металла сварного соединения в интервале критических температур.
В связи с этим сварку необходимо выполнять при наименьшей погонной энергии, используя механизированные способы сварки, обеспечивающие непрерывность получения шва. Повторные возбуждения дуги при ручной сварке, вызывая нежелательное тепловое действие на металл, могут вызвать появление склонности его к коррозии. Шов, обращенный к агрессивной среде, по возможности следует сваривать в последнюю очередь, чтобы предупредить его повторный нагрев, последующие швы в многослойных швах - после полного охлаждения предыдущих. Следует принимать меры к ускоренному охлаждению швов. Брызги, попадающие на поверхность основного металла, могут быть впоследствии очагами коррозии. Следует тщательно удалять с поверхности швов остатки шлака и флюса, так как взаимодействие их в процессе эксплуатации с металлом может повести к коррозии или снижению местной жаростойкости.
Для повышения стойкости швов к межкристаллитной коррозии и создания в их металле аустенитно-ферритной структуры при сварке их обычно легируют титаном или ниобием. Однако титан обладает высоким сродством к кислороду и поэтому при способах сварки, создающих в зоне сварки окислительную атмосферу (ручная дуговая сварка, сварка под окислительными флюсами), выгорает в количестве 70 . 90 %. Легирование швов титаном возможно при сварке в инертных защитных газах, при дуговой и электрошлаковой сварке с использованием фторидных флюсов. В металле швов содержание титана должно соответствовать соотношению Ti/C > 5. Ниобий при сварке окисляется значительно меньше и его чаще используют для легирования шва при ручной дуговой сварке. Его содержание в металле шва должно соответствовать Nb/C > 10. Однако он может вызвать появление в швах горячих трещин.
Газовая сварка обеспечивает большую зону разогрева, значительный перегрев расплавленного металла и замедленное охлаждение. При этом происходит значительный угар легирующих элементов. Она наименее благоприятна для сварки этих особенно кислотостойких сталей, в которых может развиваться значительная межкристаллитная коррозия. Газовая сварка может использоваться для сварки жаропрочных и жаростойких сталей толщиной 1 . 2 мм. Сварка ведется нормальным пламенем с мощностью пламени 70 . 75 л/ч на 1 мм толщины. Процесс следует вести с возможно большей скоростью левым способом, мундштук держать под углом 45° к поверхности. В сварных соединениях образуются большие коробления.
Ручная дуговая сварка это высокоманевренный способ. При сварке высоколегированных сталей сварочные проволоки одной по ГОСТу марки имеют достаточно широкий допуск по химическому составу. Различие типов сварных соединений, пространственного положения сварки и т.п. способствует изменению глубины проплавления основного металла, а также изменению химического состава металла шва. Все это заставляет корректировать состав покрытия с целью обеспечения необходимого содержания в шве феррита и предупреждения, таким образом, образования в шве горячих трещин. Этим же достигаются и необходимая жаропрочность и коррозионная стойкость швов.
Применением электродов с фтористокальциевым покрытием, уменьшающим угар легирующих элементов, достигается получение металла шва с необходимым химическим составом и структурами. Уменьшению угара легирующих элементов способствует и поддержание короткой дуги без поперечных колебаний электрода. Это снижает вероятность появления дефектов на поверхности основного металла в результате попадания на него брызг.
Тип покрытия электрода диктует необходимость применения постоянного тока обратной полярности (при переменном или постоянном токе прямой полярности дуга неустойчива). Тщательная прокалка электродов, режим которой определяется их маркой, способствует уменьшению вероятности образования в швах пор и вызываемых водородом трещин. Некоторые данные о режимах и выборе электродов для ручной дуговой сварки приведены в табл. 1 и 2, а о свойствах сварных соединений - в табл. 3 и на рис. 3.
Табл. 1 Ориентировочные режимы ручной дуговой сварки аустенитных сталей
Читайте также: