Какой источник электропитания аппаратов для сварки полиэтиленовых труб предпочтительней
Обновлено: 20.09.2024
Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы. Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой). Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.

Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой. Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто. Соединение получается надежным и прочным, можно сварить небольшие диаметры.

Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют. Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат. Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.

Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер. Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха. Желательно на торцах снимать фаску.

Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
ЧИТАЕМ: Как правильно выбрать и самостоятельно установить саморегулирующийся греющий кабель для обогрева труб зимой
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.

При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.

Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.

Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.

Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
Заключение
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками. Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому. Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.
Сварка полиэтиленовых труб: сравнение способов + инструкция по монтажу
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
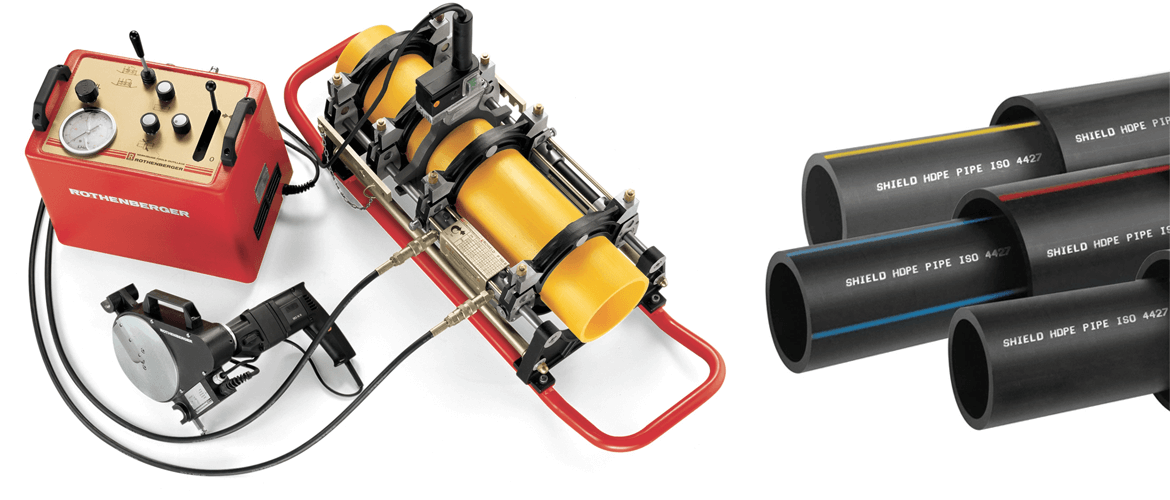
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Выбираем сварочный аппарат для полиэтиленовых труб
Полиэтиленовые трубы, пришедшие на смену стальным и чугунным, обладают более привлекательными эксплуатационными характеристиками — прочностью, устойчивостью к воздействию внешних агрессивных сред, долговечностью. Однако монтаж трубопроводов на базе ПЭ, ПНД и ПВД труб требует применения специализированного оборудования и приспособлений, в частности, сварочных аппаратов. Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Аппараты для сварки полиэтиленовых труб стали незаменимым инструментом при монтаже и ремонте систем канализации, водоотведения, трубопроводов различного уровня сложности и назначения. Задача данного оборудования сводится к нагреву торцов свариваемых отрезков до нужной температуры или подачи жидкого пластика к месту соединения.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров. Важно знать, что муфтовая сварка редко применяется вне помещений.
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.

Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат. В этом ракурсе стоит обращать внимание на следующие аспекты:
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ.
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
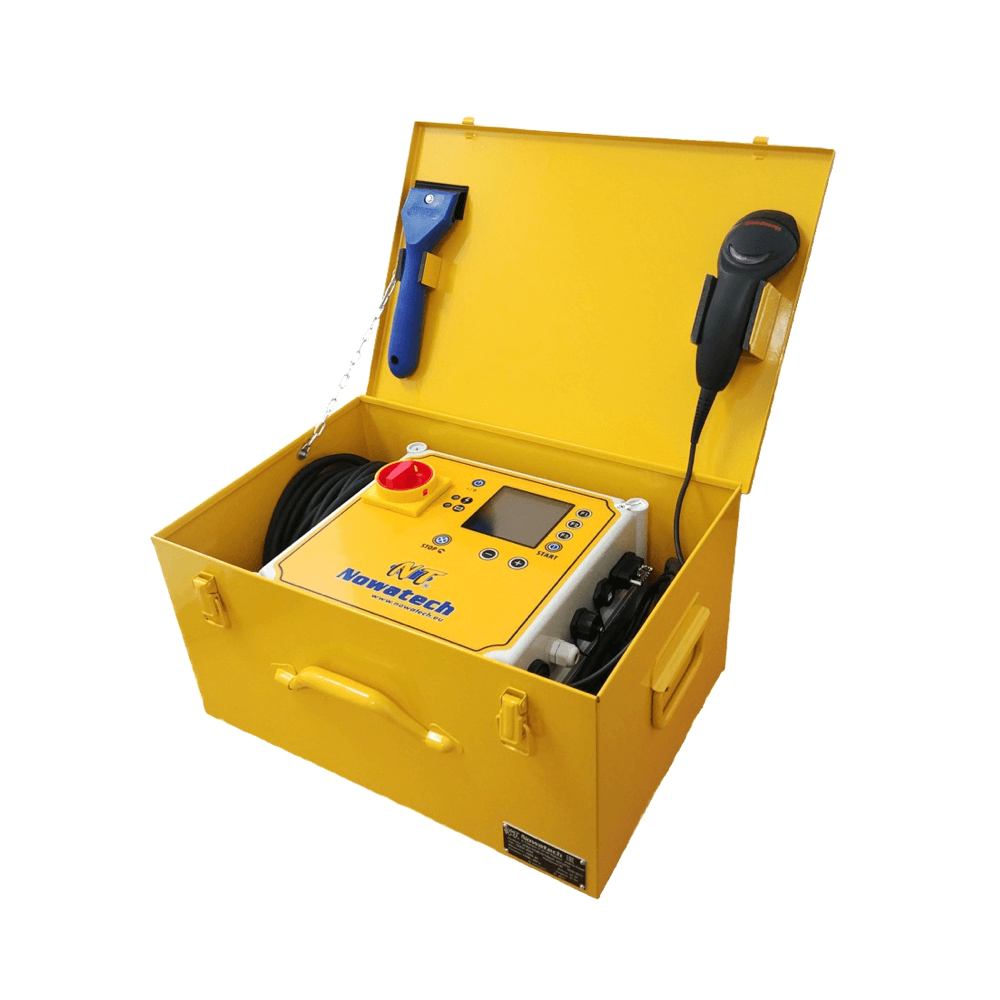
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | - |
| ZERN-800 Plus | 160 | 1,45 | - |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | - |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | - |
| ZEEN-4000 | 1200 | 4 | + |
- Максимальный диаметр трубы — 1200 мм.
- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
1. Monster HL, EL и GL
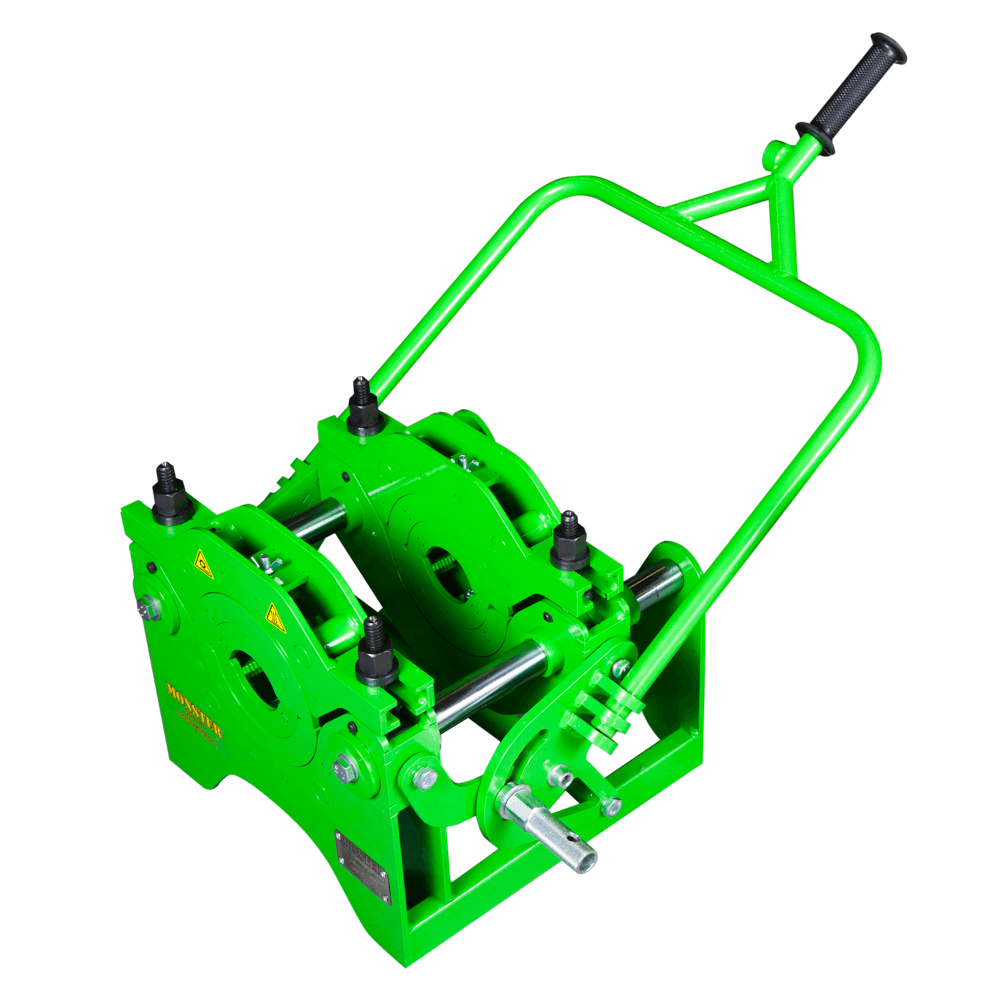
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
Какой источник электропитания аппаратов для сварки полиэтиленовых труб предпочтительней
Требования к процессу и режимам сварки пластмассовых труб и соединительных деталей встык НИ, к оборудованию для такой сварки изложены в следующей НД:
- СП 42–103–2003;
- ГОСТ Р ИСО 12176–1–2011 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка встык плавлением» [6] (основан на международном стандарте ISO 12176–1:2006 Plastics pipes and fittings — Equipment for fusion jointing polyethylene systems — Part 1: Butt fusion [7]);
- ГОСТ Р 55276–2012 «Трубы и фитинги пластмассовые. Процедуры сварки нагретым инструментом в стык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем» [8] (основан на международном стандарте ISO 21307:2011 Plastics pipes and fittings — Butt fusion jointing procedures for polyethylene (PE) pipes and fittings used in the construction of gas and water distribution systems [9]) .
Виды оборудования для сварки НИ. Требования к оборудованию для сварки нагретым инструментом.
Состав и виды аппаратов для стыковой сварки.
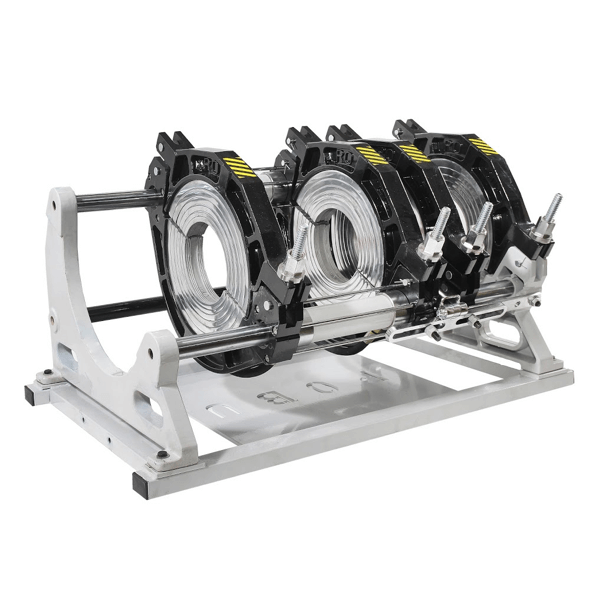
Конструктивно аппараты для сварки встык, независимо от производителя конкретного оборудования, состоят из следующих основных частей (рис. 19) .
Центратор (рис. 19) — станина с четырьмя металлическими захватами (хомутами) для зажима свариваемых труб и соединительных деталей. Два из них подвижно (подвижный суппорт) и два неподвижно укреплены на направляющих — стальных штангах.
В аппаратах, используемых для строительства трубопроводов, подвижный суппорт приводится в движение гидросистемой (см. ниже). В соответствии с видом свариваемых элементов (труба/труба, труба/деталь и т. п.) в некоторых аппаратах расстояние между подвижными зажимами может регулироваться при помощи двух боковых гребенок со стопорными отверстиями или же второй подвижный зажим может сниматься.
В моделях аппаратов, предназначенных для сварки труб большого диаметра (> 315 мм), станина может устанавливаться на колесное или гусеничное шасси (Рис. 21).
Редукционные вкладыши (полукольца) — съемные детали, обеспечивающие надежную фиксацию в зажимах (подвижных и неподвижных) во время сварки труб и/или деталей с диаметром, отличным от максимально допустимого для данной модели аппарата. Вкладыши закрепляются в зажимах изнутри болтами или защелками. Сделаны из алюминиевого сплава, их наружный диаметр соответствует внутреннему диаметру зажимов, а внутренний — наружному диаметру свариваемых труб и/или деталей. Обычный ряд внутренних диаметров вкладышей: 63, 75, 90, 110, 125, 140, 160, 180, 200, 225, 250, 280, 315, 355, 400, 500, 630, 710, 800, 1000, 1200, 1400, 1600 мм и т. д. соответствует стандартам на свариваемые трубы и детали.
Торцеватель (рубанок) (рис. 20) — вращающееся дисковое устройство с одним или несколькими лезвиями (резцами, ножами) с приводом от электромотора для механической обработки (торцевания) концов свариваемых встык труб и соединительных деталей. Контакт между свариваемыми частями труб и торцевателем обеспечивается давлением подвижных зажимов.
Торцеватель состоит из следующих элементов:
- корпус;
- электромотор;
- два вращающихся диска с лезвиями;
- концевой выключатель, срабатывающий при установке торцевателя на станину центратора;
- колесо управления скоростью вращения;
- кнопка включения торцевателя;
- фиксатор кнопки включения.
На торцевателе есть крепление к направляющим аппарата для удержания при работе. Концевой выключатель препятствует вращению дисков торцевателя вне сварочного аппарата.
У большинства торцевателей лезвия заточены с обеих сторон. Перевернув, можно использовать их вторую режущую кромку. Чтобы не менять геометрию ножей, их не рекомендуется затачивать. После использования торцеватель следует поместить в защитный кожух.
 |  |
| Рис. 19. Общий вид аппарата для сварки полимерных труб встык НИ с ручным управлением и его составляющих. | Рис.20. Внешний вид торцевателя. |
Нагревательный инструмент (нагреватель, НИ) (рис. 22) — массивный металлический диск со встроенной электрической спиралью, диаметром, превышающим наибольший диаметр свариваемых на данном аппарате труб. Служит для нагрева и оплавления свариваемых поверхностей труб и соединительных деталей. Обе его стороны (зеркала), контактирующие со свариваемыми поверхностями, покрыты специальным тефлоновым покрытием для предотвращения налипания расплава полимера.
Одно из основных требований к НИ — автоматическое поддержание его температуры во время сварки, которая не должна отклоняться от значения, установленного в соответствии с выбранным режимом сварки, более, чем на 10 °C. Для этого нагреватель снабжен встроенным терморегулятором, автоматически ее поддерживающим, и термометром, показывающим эту температуру.
Ранее выпускались аппараты с нагревом от газовой горелки.
 |  |
| Рис. 21. Сварочный аппарат высокой степени автоматизации на гусеничном шасси | Рис. 22. Нагреватель с термометром для контроля его температуры, установленный в центраторе. |
Гидросистема — оборудование, обеспечивающее постоянный уровень необходимого давления на свариваемых поверхностях с возможностью его точной регулировки на всех стадиях сварочного процесса. Давление в гидросистеме контролируется по встроенному манометру. Перед включением гидросистемы следует убедиться в соответствии источника питания ее электрическим характеристикам.
Блок электропитания — через него осуществляется подача питающего напряжения на составные части аппарата, обычно 220 или 380 В. В блок встроены электрические разъемы для подключения различных потребителей, терморегулятор нагревателя и выключатель для защиты аппарата и пользователя. При подключении блока к источнику питания следует убедиться в соответствии источника электрическим характеристикам самого блока, а также в том, что верхняя крышка блока закрыта.
Электронный блок контроля (управления) и регистрации — оборудование, осуществляющее для аппаратов средней и высокой степени автоматизации функции регистрации, контроля и управления параметрами сварки (рис. 23, 24) .
В базовую комплектацию сварочного аппарата должны входить также:
Для качественной сварки очень важно стабильное электропитание соответствующего напряжения сварочного аппарата и другого используемого оборудования. Наиболее надежным источником электроэнергии для сварочных работ является автономный электрогенератор, обычно на основе двигателя внутреннего сгорания (Рис. 25) или дизельного мотора.
Мощность электрогенератора должна превосходить суммарную мощность сварочного и вспомогательного электрооборудования примерно на 15–20%. Во время сварки не рекомендуется подключать к электрогенератору какое–либо дополнительное оборудование. При использовании удлинителя для подключения сварочного аппарата параметры удлинителя (сечение проводов, электрическое сопротивление, состояние изоляции и т. п.) должны обеспечивать безопасную передачу достаточной электрической мощности от электрогенератора. Эксплуатация и техническое обслуживание электрогенератора (заправка топливом, маслом, проверка и т. п.) должны производиться согласно инструкциям производителя.
 |  |
| Рис. 25. Бензиновый электрогенератор. | Рис. 26. Оборудование для резки труб из термопластов. а) Секатор, б) Гильотина, в) Роторная пила. |
Оснастка, приспособления и инструмент, применяемые для сварки полимерных труб НИ, правила их применения.
Помимо основного сварочного оборудования при сварке НИ используются и дополнительные инструменты и приспособления.
Секаторы, гильотины, роторные электрические пилы (рис. 26 а, б, в) и другие инструменты используются для резки свариваемых труб.
Струбцины, скругляющие накладки (рис. 27 а, б) или деовализаторы различных конструкций используют для устранения недопустимой овальности труб перед сваркой.
Для исправления кривизны труб, смотанных с бухты или барабана, используют гидравлические выпрямители (рис. 28) .
Опорные ролики (роликовые опоры) различных конструкций (рис. 31) — приспособление для опоры двигающейся полимерной трубы с целью уменьшения трения трубы при движении подвижных зажимов, нагрузки на гидросистему в процессе сварки и повышения к. п.д. сварочного аппарата.
Гратосниматель (рис. 33) — устройство для снятия сварочного грата с внутренней или наружной поверхности сваренных труб (по требованию заказчика или в соответствии с используемой технологией монтажа) .
В случае необходимости протокол сварки может быть распечатан из памяти блока регистрации (для ССА) или управления (для СВА) прямо на месте проведения работ с помощью портативного принтера (рис. 35) .
Для целей контроля необходимы следующие измерительные инструменты:
- для проведения входного контроля: измерительная рулетка, толщиномер,
- для измерения зазоров в стыке после торцевания: лепестковый щуп (рис. 28),
- для измерения размеров грата: штангенциркуль и/или набор контрольных шаблонов , изготовленных согласно требований НД.
Для маркировки стыков необходим несмываемый водой маркер (рис. 32) или металлическое клеймо (рис.34) .
Для обезжиривания и очистки зеркала нагревателя и торцов труб — одноразовые салфетки (рис. 36) или чистый хлопчатобумажный лоскут и обезжириватель .





Технические характеристики сварочного оборудования для сварки полимерных труб НИ в зависимости от степени автоматизации и фирм — поставщиков оборудования для сварки полимерных труб НИ.
Характеристики аппаратов для стыковой сварки
Аппараты для стыковой сварки НИ оценивают по таким показателям, как:
- способ управления процессом сварки
(степень автоматизации), - диапазон диаметров свариваемых труб,
- возможность коррекции технологических параметров,
- характеристики силового привода,
- потребляемая мощность,
- масса,
- габаритные размеры,
- транспортабельность,
- надежность в работе.
Производители выпускают аппараты разных типоразмеров для различных диапазонов диаметров свариваемых труб. Обычно модели соответствуют следующим диапазонам диаметров труб (в мм): 40÷160, 63÷250, 90÷315, 225÷500, 315÷630, 400÷800, 500÷1000, 630÷1200, 1000÷1600. Для каждого типоразмера могут выпускаться сварочные аппараты как с ручным управлением, так и ССА и СВА.
Аппараты, используемые в строительстве, имеют гидравлический привод зажимов центратора. Аппараты, используемые для сварки отводов для объектов СК в цеховых условиях, обычно имеют электрический привод зажимов центратора, позволяющий сваривать полимерные трубы под различными углами.
Если диаметр трубопровода невелик, а сам трубопровод не является опасным производственным объектом, привод подвижных зажимов может быть ручным.
В аппаратах, предназначенных для изготовления с помощью сварки НИ соединительных деталей в производственных условиях, привод подвижных зажимов может осуществляться с помощью электромоторов.
Требования НД к аттестации, хранению, перевозке, эксплуатации и обслуживанию оборудования при производстве сварочных работ на технических устройствах групп ГО и СК.
Аттестация оборудования — элемент САСв. Аттестация оборудования проводится согласно РД 03–614–03 в целях проверки его возможности обеспечивать заданные технологические характеристики для различных способов сварки, определяющие требуемое качество сварных соединений при изготовлении, монтаже, ремонте
и реконструкции технических устройств, применяемых
на опасных производственных объектах.
Процедура аттестации сварочного оборудования включает:
- Оформление и подачу документов Заказчиком в аттестационный центр;
- Разработку аттестационным центром Программы испытаний, которая согласовывается с Заказчиком;
- Проведение аттестационным центром испытаний
- в соответствии с программой;
- Оформление аттестационным центром Протокола аттестации и предоставление для экспертизы в НАКС;
- Выдачу НАКС свидетельства об аттестации сварочного оборудования при положительном заключении экспертизы протокола аттестации.
Храниться сварочное оборудование и приспособления должны в сухом закрытом помещении, в чистом виде, механические движущиеся части должны быть смазаны. При длительном хранении необходимо слить масло из гидросистемы.
При перевозке в кузове автомашины следует закреплять оборудование во избежание его повреждения. Самоходное гусеничное оборудование для сварки труб большого диаметра должно перевозиться на специальных тягачах.
При хранении и перевозке необходимо также соблюдать инструкции производителя сварочного оборудования.
Эксплуатироваться сварочное оборудование должно согласно инструкциям по эксплуатации, без превышения рекомендованных параметров, с использованием рекомендованных производителем марок гидравлического масла, при условии своевременного технического обслуживания (обычно 1 раз в год) в специализированных сервисных центрах.
Для ГО — сварочное оборудование проходит систематическое ежегодное сервисное обслуживание предприятием фирмы-производителя этого оборудования либо представителем фирмы, имеющим допуск к сервисному обслуживанию этого оборудования. Дата последующего сервисного обслуживания должна, как правило, автоматически вводиться в протоколы сварки
ТОП-11 лучших аппаратов для сварки полиэтиленовых труб (ПНД)
Здравствуй, дорогой гость! Сегодня я подкину тебе отличную идею простого заработка. Заработка сваркой, но не железа, а полиэтилена.
Коммуникации из пластика в наше время максимально популярны. Следовательно, кто то их устанавливает и чинит, зарабатывая на этом неплохие деньги. И помогает в этом — аппарат для сварки полиэтиленовых труб.
А что это такое и как купить правильный агрегат — расскажу в сегодняшней статье.
Как правильно выбрать аппарат
Аппараты для сварки пластика работают как паяльник и условно разделяются на 2 вида — ручные и механические.
Ручной аппарат
Представляет собой нагревательную плиту с наконечниками для концов труб и ручкой. По принципу работы схож с утюгом и электропаяльником.

Требует усилия человека для сжатия соединяемых изделий. Подойдет для пэ труб диаметром не более 12.5см. Соответственно для больших объемов работ он не годится, и выбирать его стоит для домашнего использования;
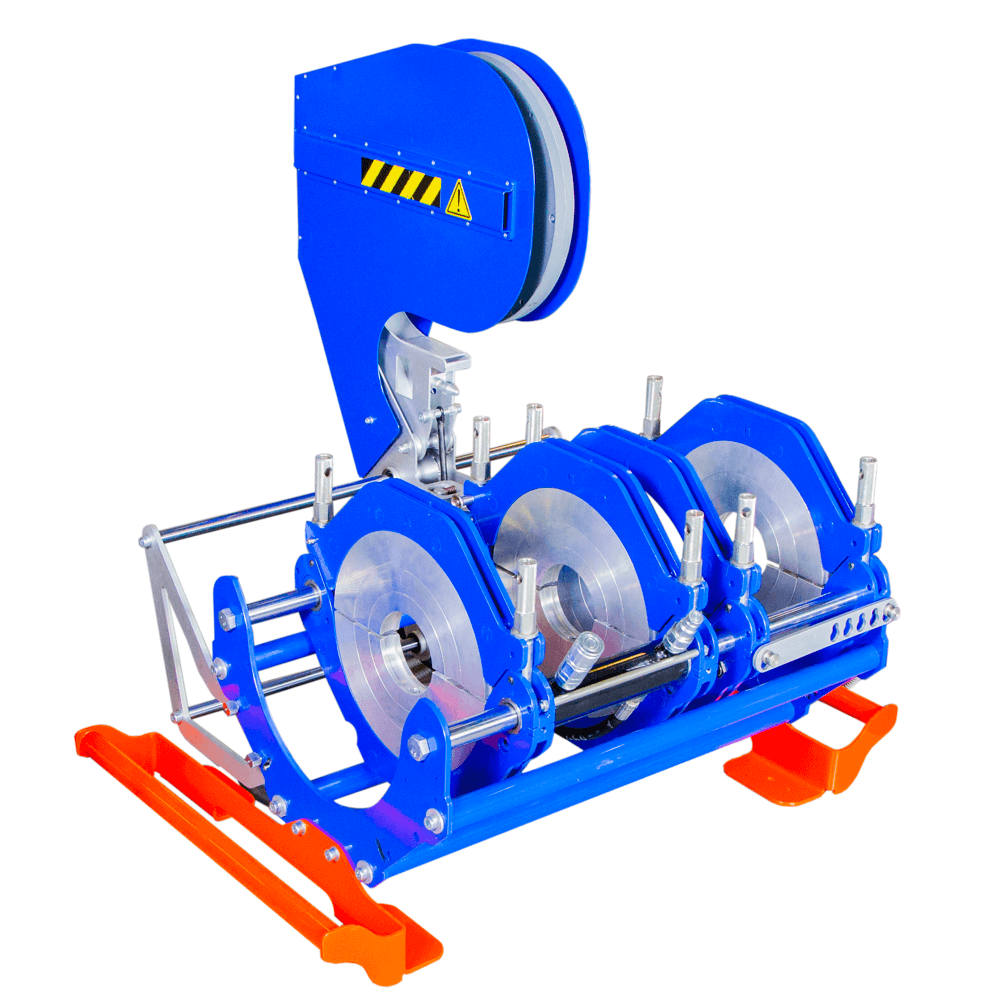
Механический
Механический аппарат для пайки представляет собой опорную раму с дисками для крепления труб и приборным блоком. Нагревательный элемент с ТЭНАми внутри раскаляет концы соединяемых труб, а механика обеспечивает сильное сжатие этих мест.
Применяется для сварки изделий, подвергающихся высокой эксплуатационной нагрузке. Диаметр изделий — неограничен.
Выбирать этот вариант следует профессионалам.
Если вы хотите зарабатывать деньги сваркой труб — необходимо приобрести оба агрегата.
Полезные советы для правильного выбора:
Аппарат с ключом для насадок — подойдет для работы с одним, максимум двумя диаметрами. Если фронт работ больше — выбирайте оборудование с насадками различных диаметров;
У профессионалов есть один секрет. Минимальная мощность оборудования рассчитывается по простой формуле — самый большой диаметр труб, с которым придется работать, умножается на 10.
Например, если вы в домашних условиях собираетесь варить трубы диаметром 50мм, то минимальная мощность агрегата = 50×10 =500Вт;
Самый высокий рейтин г- у продукции чешских фирм ( например ТМ «Дайтрон»). Но и цена изделий — кусается. Поэтому — как альтернатива — турецкие производители. Встречаются неплохие модели отечественного производства.
По моему мнению — не стоит гнаться за дешевизной и покупать самые простейшие китайские аппараты — неизвестно, что получится в итоге.
Способы и технология сварки стыковых соединений
Сварка полиэтиленовых труб в стык проводится сварочным зеркалом — оборудованием, нагревающим концы соединяемых изделий до оплавления и совместной диффузии материалов.

С первого взгляда — метод простой и не требует дополнительных изделий и фитингов. Но есть ряд определенных нюансов. Например, сварка встык требует обязательной оцентровки, соосности и оценки эллипсоидальности труб. Поэтому без специального аппарата- центратора, детали больших диаметров сварить невозможно
Ручные аппараты
Ручные аппараты для стыковой сварки используются при работе с небольшими диаметрами, но есть и отдельные модели со сварочным кольцом в 300мм. Состоит из центратора для выравнивания соединяемых заготовок, торцевателя и нагревательного элемента для торцов труб.
Механические аппараты
Состоят из нескольких основных частей:
- Центратор — элемент машины, выполненный в виде станины с четырьмя металлическими фиксаторами для зажима деталей;
- Торцеватель — агрегат для создания строго перпендикулярного оси сечения и его механической обработки. Представляет собой дисковое устройство с электродвигателем и ножами, заточенными с двух сторон.
- Сварочное зеркало — нагревательный элемент. Оплавляет концы свариваемых труб. Покрыт тефлоном для предотвращения налипания полиэтилена
- Механическое устройство для обеспечения сжатия.
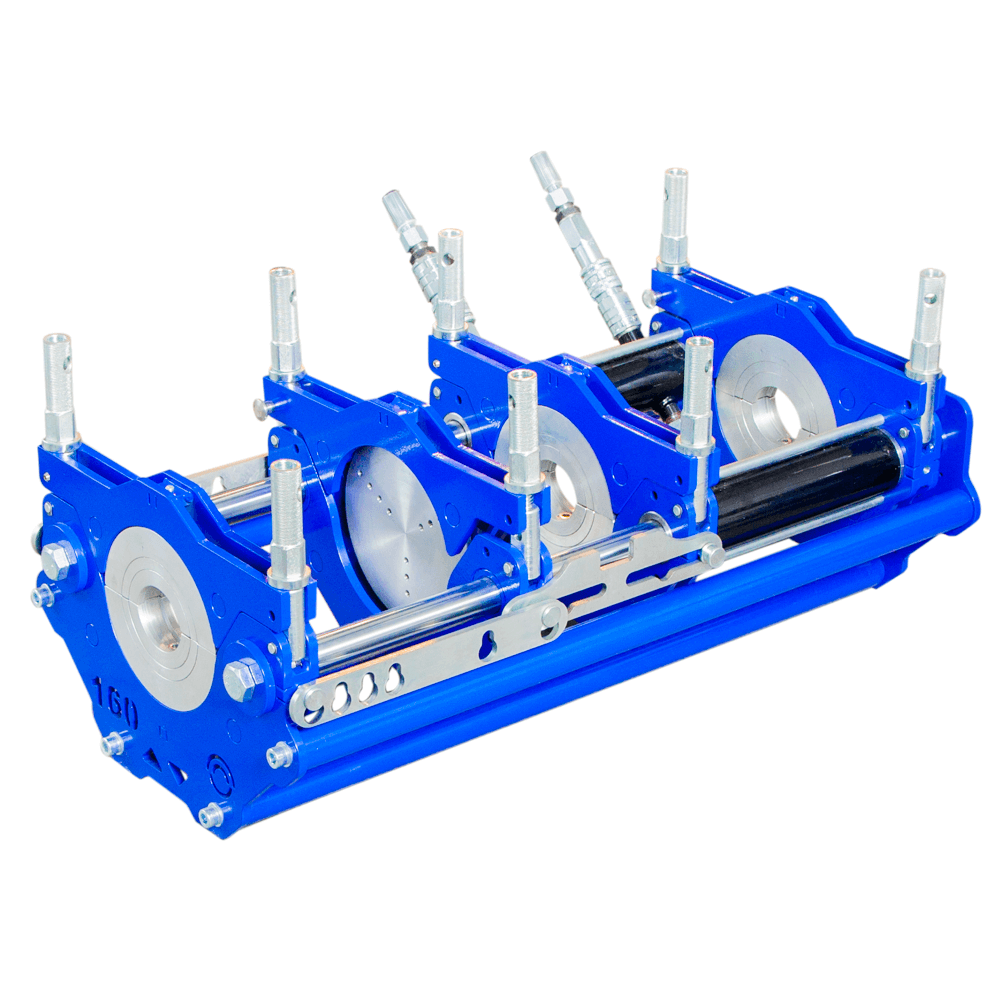
Гидравлические
Состоят из такого же набора механизмов, что и механические, но в качестве сжимающего элемента— гидравлический привод. Он обеспечивает равномерное сжатие стыкуемых изделий. Давление у некоторых моделей-регулируемое.
Различают 3 вида гидравлических аппаратов:
- Ручные. Используются для прокладки трубопроводов низкого и среднего давления. Температура нагревательного элемента и управление гидравликой выбираются оператором в соответствии со специальными таблицами вручную;
- Полуавтоматические. Используются для труб среднего и большого диаметра. Снабжены электронным блоком. фиксирующим данные давления масла в приводе и температуры сварочной плиты, сверяет их с установленной программой и передают сигналы на специальный дисплей.
- Автоматические.
- Наиболее современная и высокотехнологичная система сварочного оборудования.
Процесс полностью автоматизирован, в хорде работы не требует вмешательства оператора и контролируется специальными электронными модулями. Аппаратчик только вводит данные изделий, а машина подбирает режим сварки самостоятельно. В конце работы аппарат выдает отчетный протокол сварки.
Какой из них лучше?
Выбирать тот или иной агрегат необходимо исходя из особенностей необходимого монтажа. Если нужно в домашних условиях сварить пару ровных участков — выбирайте дешевый, мобильный и удобный ручной механизм.

Если диаметр труб от 250мм — нужна механика. Опят таки, нет смысла тратиться на дорогие полнокомплектные изделия, если нет необходимости работать со сваркой постоянно.
ЧИТАЕМ: ТОП-10 лучших паяльников для пластиковых (ПВХ) труб: рейтинг сварочных аппаратов и инструкция по выбору
В случае специализации на сварке пнд — необходимо выбирать агрегаты с гидравлическим приводом. Полностью автоматизированный прибор — самый дорогой, но и самый удобный. Здесь все зависит от ваших финансовых возможностей.
Способы и технология сварки враструб
Сварка пластиковых труб враструб — более надежный способ соединения конструкций. Именно сварка враструб используется при монтаже разводок коммуникаций и ремонте в квартирах и жилых домах. Этот способ подойдет для соединения деталей любого диаметра, но с небольшими работать проще.
Сварка враструб представляет собой соединение трубы с фитингом (отводом, тройником, переходом). С помощью специального инструмента с нагревательной панелью концы соединяемых изделий оплавляются и вставляются друг в друга.
Аппарат для этого способа представляет собой устройство с ручкой и нагревательной панелью клинообразной формы, по обеим сторонам которой расположены насадки в виде валиков для концов трубы и фитинга.
Труба вставляется в муфту, которая нагревает ее наружную часть и немного уменьшает толщину стенок, а фитинг надевается на дорн, оплавляющий его внутренний слой. После достижения нужной температуры (260С) части соединяются.
Существует вариант аппарата с нагревательным элементом, выполненным в виде стрежня.

Кроме самого инструмента, муфт и дорнов, в комплект могут входить торцеватель, калиброватель, фаскосниматель, ножницы для резки и другое дополнительное оборудование.
Важно! Внешний диаметр полиэтиленовых труб всегда чуть больше заявленного диаметра, а внутренний диаметр соединительного фитинга — чуть меньше. Размеры же муфтов и дорнов соответствуют номинальному, поэтому без нагрева соединить их с трубами и фитингами невозможно.
В процессе сварки внешний слой трубы при надевании муфты нагревается и выдавливается в виде грата. После труба совмещается с нагретым фитингом и их соединяемые слои «намертво» сплавляются.
Электромуфтовая сварка
Если приходится работать в условиях ограниченного пространства, либо сваривать уже проложенные участки коммуникаций, применяется сварка аппаратом со специальными электромуфтами.
Перед началом работы детали обезжириваются и зачищаются
Важно! Нельзя применять для зачистки наждачную бумагу или другие подобные абразвивные материалы, это повредит поверхность полиэтилена и приведет к нарушениям целостности шва.
Заготовки помещаются в центратор для идеального выравнивания, затем их концы соединяются при помощи специальной муфты. Внутри этого фитинга располагаются токопроводящие элементы, которые после совмещения с деталями нагреваются и происходит сплавление муфты с концами труб.
Ручной аппарат для сварки
- Блока питания;
- Трансформатора;
- Блока управления.
- Фитингов для электросварных муфт.
Все настройки в этом варианте оборудования вводятся оператором вручную, в соответствии со специальными таблицами.
Автомат
Те же составные части, но выбор параметров сварки происходит автоматически. Оператору нужно только ввести данные соединяемых изделий, все остальное сделает машина.
Какой аппарат лучше?
Автоматический аппарат проще и удобнее, но в разы дороже ручного. При этом последний компактнее и в случае поломки, починить его гораздо проще автоматического.

И все же профессиональному сварщику для муфтовой сварки лучше приобрести автоматический терморезистроный агрегат.
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Топ 11 аппаратов на рынке
Что бы упростить ваш выбор при покупке аппарата, ознакомимся с топ 11 оборудования для сварки пнд (электропаяльников, станков для сварки, сварных машин).
- «Дайтрон», Чехия.
- «Candan», Турция;
- «REMS»,Германия;
- "Valtek«,Россия-Италия;
- Протва, Россия;
- «Вosch», Германия;
- «Gerat Weld», Германия;
- «Sturm», Россия;
- «Rotorica», Россия.
- «Аква Пром», Россия.
- «ССПТ», Россия.
Топ 11 приведен исходя из сравнения усредненных характеристик приборов . У каждого мастера -свой любимый инструмент и производитель.
Пластиковые изделия получили широкое распространение, поэтому профессия матера сварки пнд будет востребована долгие годы, да и дома пригодится. Оборудования на рынке много, можно выбрать вариант, подходящий именно вам.
Читайте также: