Какой кабель нужен для сварочного аппарата ресанта
Обновлено: 15.05.2024
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм 2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.

Что представляет собой провод для сварочного инвертора?
Сварочные провода для инвертора представляют собой проводник тока, обладающий достаточной гибкостью и имеющий изоляцию. Обычно такой кабель производится из медных проволок, которые имеют разный диаметр (0,18 — 0,2 мм) и сплетены между собой. Сверху пучок этих проволок покрывается специальным изоляционным слоем. Такой провод используется для того, чтобы подвести ток от инвертора непосредственно к электрододержателю для подключения аппарата к электрической сети, а также для заземления.
Отметим, что выбор сварочных проводов для инвертора осуществляется исключительно на основе технических характеристик как самого кабеля, так и сварочного аппарата. От этого зависит стабильность и долговечность работы инвертора.
Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.

Допустимо ли удлинять
С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
Для обеспечения требуемого тока аппарат приходится переводить в режим максимальных нагрузок, что вызывает быстрый износ устройства. Удлинить кабель, в том числе обратный провод, можно, но с заменой более толстым с большим сечением.
Тогда потери на проводнике не изменятся, но увеличится масса кабеля. Так как удельное сопротивление постоянно для конкретного металла, то увеличив длину проводника вдвое, потребуется увеличить площадь сечения тоже вдвое.
При этом необходимо правильно подсоединять штекеры и клеммы к кабелю. Они должны соединяться методом опрессовки или пайки с последующей изоляцией.
Четкого однозначного запрета на удлинение от производителей нет. Особые требования по обеспечению тока предъявляют к держателям электродов. Однако многие специалисты не рекомендуют удлинять кабель, заявляя, что аппарат может выйти из строя, а производитель при этом снимет гарантию.
Для обеспечения эффективной работы инвертора необходимо применение питающего и сварочного кабелей определенного сечения и длины. Провод для сварочного инвертора должен обладать достаточной гибкостью и соответствовать по мощности агрегату.
Кроме того, применяемые провода не должны приводить к значительному падению напряжения, допустимым считается падение не более чем на 2 вольта.
Настройка аппарата
От того, корректно ли произведена настройка сварочного инвертора, зависит качество сварочных работ, особенно это касается правильного выбора электродов. Также следует учитывать:
- глубину сварочного шва;
- расположение шва в пространстве (вертикальное или горизонтальное);
- марку или тип свариваемого металла;
- толщину металла и т.д.
Следует знать, что под каждый тип металла выпускаются соответствующие электроды. С инверторами можно использовать электроды диаметром до 5 мм. Но под каждую толщину оснастки необходимо подбирать соответствующую ей силу сварочного тока. Чтобы правильно настроить сварочный аппарат, можно воспользоваться таблицей, приведенной ниже.

Например, если вам предстоит варить инвертором мягкую сталь толщиной 5 мм, то следует подобрать электрод 3 мм, а на аппарате выставить силу тока, равную 100 А. После пробной сварки силу тока можно подкорректировать, то есть уменьшить либо увеличить.
Ремонт электромеханических стабилизаторов напряжения
Жду конструктивной критики и обмена опытом в комментариях. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке.
А как ремонтируете такие стабилизаторы вы? Часто встречающиеся неполадки в работе САИ Преимущества использования инвертора данной модели Как и во многих моделях современных инверторных устройств, в данном сварочном аппарате предусмотрен ряд опций, обеспечивающих высокое качество выполнения сварных соединений. Схема 1 — Электрическая схема сварочного инвертора ресанта САИ Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Этот пускатель необходим для защиты отключения стабилизатора и нагрузки в случае неготовности, неисправности или перегрева. Все чаще огородники выращивают желтый арбуз, который Схемы сварочных аппаратов РЕСАНТА
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.



Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.

Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.

При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
Выбор сварочного тока
Сварочный ток выбирается с учетом толщины металла, который подлежит сварке, и диаметра присадки. Для простоты расчетов можно использовать таблицу, которая была приведена выше, в разделе, где говорилось о настройке агрегата. Также при выборе оптимальной силы тока следует помнить правило: чем выше сила тока, тем глубже получается шов, и тем быстрее можно перемещать электрод. Поэтому нужно добиться идеального соотношения скорости движения присадки и силы тока, чтобы шов имел требуемую выпуклость и глубину, достаточную для хорошего сваривания кромок деталей.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
Рекомендуем также
- Выразительные средства языка Инфоурок метафора сравнение метонимия синекдоха
- Существует ли оппозиция в демократическом режиме
- Презентация по обществознанию на тему «Роль СМИ в политической жизни» (11 класс) Почему стали столь популярны передачи исторической документалистики
- Почему вопрос о смысле жизни, по словам философа, волнует и мучает человека?
- Семейные интересы почти всегда губят интересы общественные
- Что это за растение кока?
Методика работы с разными металлами
Поскольку без розжига дуги процесс сварки невозможен, то следует знать, что существует 2 метода сделать это:
- нужно несколько раз стукнуть по металлу электродом, пока не произойдет зажигание дуги.
- нужно электродом, как спичкой, чиркнуть несколько раз по металлу.
Каждый мастер подбирает наиболее удобный и подходящий способ зажигания дуги. Но чиркать нужно не где попало, а вдоль линии сварного шва, чтобы на заготовке не оставались следы.
Место, в котором плавится металл под воздействием электрической дуги, называют сварочной ванной. Чтобы ее двигать вдоль линии шва, применяют один из методов, показанных на следующем рисунке.

Для нормального движения ванны электрод наклоняется под углом 45-50°. Наклоняя присадку под разными углами, можно управлять шириной ванны. Каждый мастер подбирает оптимальный угол наклона для получения шва приемлемого качества.
Электрод может принимать положение углом назад или углом вперед. Чтобы получить широкий шов, используется наклон оснастки углом вперед, поскольку при таком способе получается меньший нагрев. Данным методом варят тонкие металлы. Толстый металл принято варить углом назад.
Для сварки цветных металлов придется подключить аргоновую горелку к сварочному инвертору и использовать уже неплавящийся электрод (вольфрамовый). Присадкой в данном случае служат металлические прутки, которые помещаются на линию шва и плавятся электрической дугой. В процессе сварки ванна обдувается инертным газом.

Правила обслуживания инверторного аппарата
Техническое обслуживание сварочного аппарата инверторного типа, включает в себя следующие пункты.
- Внешний осмотр. Его необходимо проводить каждый раз перед началом работы и после нее для обнаружения возможных повреждений изоляции сварочных кабелей и сетевого шнура. Также при внешнем осмотре проверяется отсутствие повреждений корпуса и органов управления (нужно проверить регулятор тока).
- Проведение внутренней очистки агрегата. Проводится она после снятия кожуха с аппарата для удаления из всех его узлов пыли и накопившихся загрязнений. Очистка производится с помощью направленного потока сжатого воздуха на запыленные детали.
- Проверка и зачистка клемм аппарата. Периодически следует проверять места, к которым подсоединяются силовые кабели. Если на клеммах обнаружено окисление, его следует удалить с помощью мелкой наждачки.
Также следует избегать попадания на инверторный сварочный аппарат капель воды, водяных паров и других жидкостей, способных проникнуть внутрь агрегата и вызвать замыкание электрических цепей. Если какая-либо жидкость все же проникла в аппарат, то следует снять с него кожух и удалить всю влагу. Особенно тщательно следует высушить электронную плату инвертора, используя обычный фен.
Как подобрать удлинитель для сварочного инвертора
Удлинитель для сварочного аппарата позволяет мастеру свободно перемещаться по рабочей площадке без привязки к розетке. Обычно для работы достаточно кабеля от 20 до 40 м, но длина — это не единственный параметр, на который следует обращать внимание. В этой статье разбираемся, что необходимо учесть, подбирая удлинитель для инвертора.
Начнём с теории

Длину кабеля выбирают, опираясь на известные со школы законы. Для расчёта сопротивления применима формула:
Между длиной силового удлинителя и величиной R существует прямая зависимость, то есть чем длиннее провод, тем его сопротивление больше. По отношению к площади сечения кабеля зависимость обратная: с ростом S сопротивление уменьшается. Одновременно из второй формулы видим, что с ростом сопротивления происходит увеличение величины U.
Таким образом, для того чтобы минимизировать падение напряжения на участке кабеля, следует подбирать провод сразу по двум параметрам L и S.
Почему нельзя использовать домашние удлинители
Казалось бы, можно не мучиться с расчётами и просто вставить вилку в розетку обычного удлинителя для бытовых нужд. На самом деле так делать категорически нельзя, поскольку бытовая техника — это всё–таки не сварочный инвертор. В домашних переносках сечение жил составляет в лучшем случае 0,75 мм2. При подключении сварочника такой провод просто сгорит.

Для того чтобы определить протяжённость удлинителя для сварочного аппарата, необходимо учесть величину полезной площади сечения и специальный поправочный коэффициент.
- Диапазон 200–500 А: K=2.
- Менее 200 А: K=I/100, где I — сила тока.
Предположим, у нас есть сварочный инвертор с рабочим током 180 А. Величина меньше 200 A, то есть для определения коэффициента необходимо разделить 180A/100=1,8.
Для подобной силы тока производители рекомендуют использовать кабели 16 мм2 — это полезная площадь сечения проводов удлинителя. Отсюда определяется предельная длина: 16/1,8 (коэффициент) = 8,9 м, что составляет подходящую длину. Такой кабель не сгорит в процессе работы, в крайнем случае, сработает защита от перегрева у самого сварочника.
Почему нельзя брать меньшее сечение кабеля

Удлинители для сварочного аппарата с меньшим, чем это требуется для работы, сечением не только сами являются источником опасности, но и ухудшают работу сварочника.
Переменный ток, проходя по жилам недостаточного сечения, создаёт повышенную нагрузку на предохранители. В таких условиях аварийная защита техники постоянно срабатывает, обесточивая аппарат.
Необходимо помнить, что сечение 16 мм2 для 180 А является рекомендуемым, поэтому работать следует в пределах рекомендаций для аппарата с необходимыми периодами отдыха, а также с учётом интенсивности планируемых работ.
Параметр определяется частотой использования сварочника, диаметром рабочего электрода, протяжённостью непрерывного шва и некоторыми другими данными. В среднем можно считать, что домашние сварочные работы по сборке малых архитектурных форм (заборов, теплиц и т.п.) относятся к малоинтенсивным.
Производственные нужды или ежедневное использование аппарата относится к интенсивной эксплуатации, поэтому потребуется большее сечение кабеля.

Расчётная величина всегда корректируется практикой. Предположим, необходимо использовать сварочник на 160 A от сети на 220 В с нормальными параметрами питания в малоинтенсивном рабочем режиме с подключением через протяжённый кабель на 100 метров. В таких условиях вы уже почувствуете проблемы: сварка «тройкой» будет идти с трудом, зато работа электродом на 2,5 пойдёт живее.
Выбирая кабель для сварочника, нужно понимать, что реальное сечение жил может отличаться от заявленных в меньшую сторону. По этой причине, если вы не уверены в производителе, лучше приобрести изделие с небольшим запасом.
Во время работы удлинитель для сварочного аппарата не рекомендуется держать намотанным на катушку. В процессе сварки в проводнике с переменным током возникает электромагнитная индукция. Даже малые значения при условии длительной работы приводят к повышению температуры металла. До 70 0C разогрев считается нормальным, однако, при плотной намотке удлинитель для сварочного инвертора не получает достаточного охлаждения (воздух не циркулирует вокруг кабеля!), поэтому могут возникнуть проблемы.
Совет! Перед работой кабель необходимо полностью размотать. Если удлинитель для инверторного аппарата сложно разложить в помещении, его нужно содержать в неплотной намотке.
Как выбрать сварочный кабель?
Поиск сварочного кабеля после покупки инверторного аппарата нельзя назвать редкостью. Каким бы хорошим не было сварочное оборудование, провода, идущие с ним в комплекте, часто не соответствуют ожиданиям. Некоторых не устраивает материал жилы, других – длина, третьих – гибкость – и это далеко не все, что может вызывать недовольство.
Какой кабель для сварочного аппарата лучше? Профессиональные сварщики подбирают для себя тот вариант, который максимально удовлетворит их требованиям. От чего отталкиваться? На что обратить внимание? В этой статье вы познакомитесь с основными марками и научитесь отсеивать неправильные варианты, акцентируя внимание на главных характеристиках сварочного кабеля для электродержателя , зажима заземления и коммутацией с электросетью.
- КГ
- КОГ1
- КГН
- КГ-ХЛ
- КПЭС
- КВС
- КГТ
Среди них нет унифицированного варианта на все случаи. Для каждой конкретной ситуации оптимальна та или иная комбинация параметров кабеля для сварочного аппарата. Поэтому для начала сделайте правильный выбор марки, а после – разберетесь с основными параметрами – сечением и длиной кабеля, а также материалом сердечника.

Кратко о марках:
Данный вид можно встретить практически в любом магазине. Аббревиатура расшифровывается как «кабель гибкий». Шнур такого плана можно подключать к сети на 220 или 380 В, и, конечно же, использовать для массы и держателя. Он работает с переменным и постоянным током (до 660 В и 1000 В) при частоте до 400 Гц.
Является менее универсальным и прочным, чем предыдущий вариант. Но обладает особой гибкостью – в его жиле используются более тонкие проводки. Это означает меньший радиус разворота, способствующий более комфортному процессу сварки в труднодоступных местах.
Данный сварочный кабель пригодится при высотных работах, так как его удобно наматывать на руку для надежного закрепления. Пропускная способность – 220 В при 50 Гц.
Буква «Н» в маркировке подобного кабеля для сварки означает его негорючесть (устойчивость к высоким температурам). Изоляция КГН изготовлена из жаростойкого материала, выдерживающего нагревание 200 °C и более.
Главная особенность провода дает возможность осуществлять сварку или резку в экстремальных температурных условиях (например, сваривание металлов вблизи или в эпицентре источника возгорания). Из-за устойчивости к жару КГН-кабели востребованы среди работников МЧС, ремонтных бригад в судостроительной отрасли и т.д.
Как уже говорилось ранее, «КГ» – кабель гибкий, остальные две буквы в конце говорят о том, что сварочный кабель может эксплуатироваться на холоде и морозе, достигающем - 60 °C. Способность сохранять гибкость при низких температурах обеспечена использованием в составе оплетки специального каучука.
*Если предполагается работа при низких температурах, то данный вид кабеля станет лучшим вариантом для покупки.
Сварочные кабели такого плана применяются для полуавтоматической сварки. Они отличаются наличием внутри спиралевидной трубки для пропуска проволоки. Представители марки рассчитаны на работу с любым видом тока под напряжением 42/48 В при частоте 50 Гц.
Из весомых знаний о КПЭС стоит выделить то, что прослужат они недолго (минимум полтора месяца - максимум полтора года), а на стоимость существенно повлияет диаметр.
Это сварочные кабели с дополнительным защитным слоем полихлорвинила на жиле. Отличаются большей устойчивостью к истиранию, что делает их отличным вариантом для использования на строительных объектах.
Стоит отметить, что представители марки КВС куда менее гибки, чем остальные. Помимо устойчивости к механическому воздействию, они легко переносят низкие температуры и могут свободно использоваться в диапазоне от -40 до 40 градусов Цельсия.
Буква «Т» в конце означает возможность применения в условиях тропиков. Подобные сварочные кабели характеризуются способностью выдерживать температуру окружающей среды до +85 °C. Выпускаются с покрытием, которое успешно противостоит воздействию влаги, грибка и плесени.
Особенности жил электрокабелей – сколько жил должно быть?
Проводник в сварочном кабеле может быть алюминиевым (омедненным) или медным. Первый вариант отличается более низкой стоимостью, но является менее гибким, имеет меньшее удельное сопротивление, больше греется. Шнур с проводником из алюминия больше подойдет сварщикам-новичкам или для бытовых нужд. Провода с медными жилами незаменимы, если речь заходит о профессиональных работах.
При покупке обращайте особое внимание на продукцию от китайских производителей, поскольку в варианте с заявленным медным проводником может содержаться только 70% Cu. В быту подобные электрокабели использовать можно, но профессиональные сварщики обходят их стороной или меняют после некоторого время использования. Распознать низкопробный продукт легко – жилы в нем выглядят тускло.
Все электрокабели бывают одножильными и многожильными (если учитывать варианты не только для сварки). В данном случае имеется в виду количество жил под одной общей изоляцией. Это число можно увидеть в маркировке перед параметром площади сечения.
Для сварочных аппаратов понадобится одножильный электрокабель, о чем стоит запомнить всем начинающим сварщикам, которые хотят удлинить провода или заменить их на лучший вариант.
Как правильно выбрать сечение кабеля

Металлический сердечник электропровода – это переплетенные между собой тонкие проволочки в количестве от 30 до 1000 шт. Площадь сечения кабеля для сварочного аппарата подбирается в зависимости от используемого тока и мощности установки. С возрастанием ампеража, появляется потребность в большей площади сечения.
К примеру, провод 1x6 мм² выдерживает максимум 11 кВт нагрузки при силе тока от 80 до 100 А. Однако не стоит использовать сварочные кабели на пределе их возможностей из-за риска перегрева и расплавления, поэтому максимальное значение принято делить на 2. То есть вариант 1x6 мм² оптимально будет использовать для работы с аппаратом, который имеет потребляемую мощность 5 кВт. Для ампеража 120-150 А нужно будет использовать электрокабель 1x10 мм², для 150-180 А – 1x16 мм² и т. д.

Для бытовых нужд сгодится вариант 1x16. Если вы работаете в мастерской, то ваш выбор – это провода 1x25, 1x50.
Требования к изоляции провода
Следует приобретать электрокабель с толщиной изоляции не менее 1,1 мм. В противном случае возникнет повышенный риск оголения токоведущей части из-за трения о пол и предметы. На ощупь качественная наружная обмотка гибкая и мягкая. Также обращайте внимание на класс изоляции, обозначаемый буквой. К примеру, «H» - означает способность выдерживать температуру нагрева +180 °C.
Гибкость электрокабеля
Выбирайте продукт не менее четвертого класса по гибкости. Более тугие варианты значительноменее комфортны в использовании: они плохо сматываются, выкручивают руки. Провода с маркировкой КГ принадлежат к пятому классу гибкости, КОГ1 – к шестому.
Как правильно выбрать длину кабеля и стоит ли удлинять имеющийся
Потребность в удлинении кабеля для инвертора появляется, когда нужно работать с длинными конструкциями, вроде заборов, или забираться на высоту. Благодаря наращиванию длины, переносить инверторный аппарат придется намного реже.
Однозначный ответ на вопрос, стоит ли удлинять сварочный кабель, дать нельзя. В одних ситуациях его удлинение возможно, в других нежелательно – необходимо учитывать характеристики, которые у вас есть изначально.
Как многим известно, еще из школьных уроков физики, чем больше длина, тем выше сопротивление. На выходе же получается более низкая сила тока. Поэтому для определения оптимального значения следует пользоваться специальной формулой:
l=S/(I ÷ 100)
Допустим, у нас есть инвертор на 160 А и электрокабель с площадью сечения 25 мм². Расчет длины кабеля для инвертора будет выглядеть следующим образом: (25 мм²)/(160 А ÷ 100)=15,625 м.
Также в любом случае следует придерживаться правил техники пожарной безопасности – не превышать максимально допустимую длину кабеля для сварки (30-40 м).
Для наращивания нельзя применять скрутки, поскольку использование подобного метода чревато увеличением сопротивления и повышением риска нагрева. Соединяйте две части проводки надежной медной опрессовкой. Она обеспечивает отличный, плотный контакт.
Будьте внимательны к выбора кабеля – используйте знания, полученные в статье, чтобы не совершить ошибок при покупке.
Какой кабель нужен для сварочного аппарата ресанта

Фейерверк разлетающихся слепящих искр с эпицентром, который похож на ярчайшую сверхновую звезду - многие из нас с интересом наблюдали за работой сварщика, зная, что на самом деле это очень опасно для зрения. Сварка - это не только красивый, но и технологически сложный процесс, требующий первоклассного оснащения и отличных профессиональных навыков.
К счастью, мы не будем рассматривать все 150 способов и разновидностей сварочных процессов, которые существуют сегодня, а остановимся на важной проблеме рационального выбора силового кабеля для сварочного аппарата. Речь пойдет об основных типах проводов для сварки, их конструктивных особенностях, популярных марках и критериях определения оптимального сечения.
Назначение и конструкция сварочных кабелей

Сварочный кабель применяется при выполнении работ методом электродуговой сварки для запитывания ручных, автоматических и полуавтоматических установок. При помощи силового провода данного типа осуществляется подведение электротока от сварочного аппарата, балластного (регулирующего) реостата или иного источника питания непосредственно к держателю электродов и заземляющему зажиму ("массе") для создания замкнутого контура.

Алюминий редко используется при производстве сварочных проводов, поскольку имеет высокую теплопроводность, приводящую к критическому перегреванию жилы и изоляционного слоя, особенно в "горячих" местах близкого контакта со свариваемыми поверхностями. Кроме того, алюминиевые проводники недостаточно эластичны, поэтому плохо переносят процедуру частого сматывания и разматывания. Медный кабель не имеет подобных недостатков, поэтому хорошо зарекомендовал себя в качестве проводника для сварочного аппарата. Изделие может выпускаться как в моножильном, так и в мультижильном исполнении, которое включает в себя различные комбинации основной жилы с нулевой, заземляющей или другими вспомогательными.
К основным достоинствам кабелей для сварочного инвертора относятся:
- высокие показатели допустимых электронагрузок (до 0,66 кВ переменного тока на частотах до 400 Гц, до 1 кВ - постоянного),
- повышенная гибкость,
- стойкость к сдавливающим и растягивающим воздействиям,
- пожарная безопасность - проводные изделия не должны воспламеняться и распространять горение,
- возможность применения на открытом пространстве. Сварочные провода выдерживают резкие перепады температур, влияние ультрафиолета и осадков, химически агрессивных веществ,
- многочисленные исполнения, облегчающие выбор сварочногокабеля под текущие условия технологического процесса.
Конструктивные особенности и технические характеристики провода для сварки продуманы таким образом, чтобы изделие выдерживало высокие токовые нагрузки и жесткий температурный режим, обеспечивая бесперебойное электропитание, быстрый, качественный и максимально удобный рабочий процесс.
Сварочный кабель состоит из:
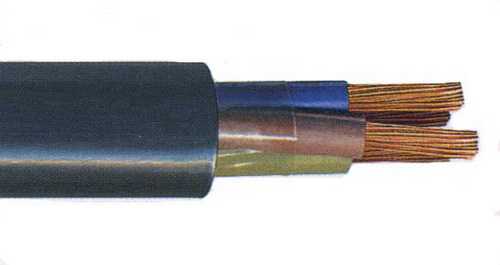
· медной или меднолуженой мультипроволочной токопроводящей жилы 5-го класса гибкости,
· синтетической спецпленки ПЭТ-Э, выполняющей функцию защиты проводящей ток жилы от склейки с изоляционным материалом,
· изолятора из резины марки РТИ-1 (или хладостойкой РТИ-1-ХЛ), имеющей в составе бутадиеновые и натуральные каучуки, которые и обеспечивает повышенную гибкость изделия,
· разделительного слоя из ПЭТ-Э, выполняющего аналогичные функции,
· общекабельной оболочки-изолятора, произведенной из шланг-резины других типов - маслостойкой РШН-1 или РШТ-2 (хладостойкой РШТМ-2-ХЛ), созданных на основе на основе полихлоропрена, бутадиеновых и изопреновых каучуков (РТИШМ и хладостойкая РТИШ-ХЛ используются в одножильных марках),
Классификация медных кабелей для сварочного аппарата
Провода для сварки можно купить у любого торгового предприятия, которое занимается реализацией кабельной продукции. Кабеля для сварочного аппарата различаются по цене, но обычно классифицируются по другим критериям.
По функциональному назначению различают:
- силовой провод - его применяют для подключения инвертора, трансформатора или иного устройства к электролинии,
- соединительный кабель для сварки - используют для передачи рабочего напряжения,
- провод для держателя - подает электроток на контактную часть сварочного аппарата,
- заземляющий и/или нулевой провод.
Как уже было сказано, в многожильных исполнениях сварочных проводов функционал может объединяться в одном изделии.
По области применения выделяют модификации сварочных кабелей для:
- бытовых устройств, работающих с токовыми нагрузками 100-250 А,
- полупрофессиональных установок (до 330 А),
- профессиональных сварочных устройств, применяемых с электротоком силой до 500 А,
- сверхмощных промышленных аппаратов (до 680 А).
Марки сварочного кабеля
Сварка - достаточно динамичный технологический процесс, который обычно подразумевает необходимость постоянного перемещения специалиста или смены позиции рабочего инструмента. Поэтому профессиональные сварщики используют только гибкие разновидности проводников, например, КГ, КГН или КОГ1.
Наиболее популярной маркой сварочных кабелей считается КГ. Отличаясь приемлемой ценой и оптимальными техническими характеристиками, КГ хорошо зарекомендовал себя как надежный "передатчик" электротока на держатель или силовой провод, питающий аппарат для сварки от сети.
Марка КГН создавалась для потребностей судостроения, поэтому отлично приспособлена для функционирования в агрессивной среде, помещениях с высокой влажностью воздуха, длительным конденсированием влаги, а также зонах повышенной пожарной опасности. Гибкий проводник КГН отличается от сварочного кабеля КГ наличием маслостойкой оболочки из резины РШН-1, которая выполнена на базе полихлоропрена и не поддерживает горение. Марка КГН часто используется в качестве обратного сварочного провода, который обычно располагается на поверхности пола производственного помещения или на земле.
Если для равномерного прогрева свариваемых поверхностей требуется обеспечить максимальную мобильность специалиста, то в качестве сварочного кабеля может применяться сверхгибкая марка КОГ1. Эта особенность проводника достигается благодаря облегченной конструкции. Он состоит из 1 мультипроволочной жилы, которая заключена в шланг-изолятор из РТИШМ-резины. Сварочный провод работает с переменным напряжением 200 В (50 Гц), постоянным - 700 В и присоединяется к оборудованию через пайку, сварку или опрессовку.
Какой кабель нужен для сварочного аппарата?
Провод для сварки подбирается под конкретный рабочий проект и должен отвечать ряду требований. Как правило, для выбора сварочного кабеля достаточно правильно определиться с токовыми характеристиками подключаемого инвертора или другого сварочного устройства и сечением провода, указанным производителем в техническом описании изделия.

Необходимо соблюдать "золотое" правило - чем выше сила тока в сварочном аппарате, тем большего сечения кабель следует приобрести. Важно не перестараться, ведь при недостаточном диаметре жил оборудование может попросту не запуститься. При этом слишком толстый сварочный кабель - это лишние расходы и чрезмерная нагрузка для сварщика, который вынужден постоянно перемещаться с проводом.
Для выполнения относительно небольших сварочных задач, особенно это касается бытовых вопросов, достаточно использовать оборудование инверторного типа, которое отличается компактностью и доступной ценой. Параметры сечения кабеля для сварочного инвертора с различными токовыми характеристиками должны быть такими:
- 80-100 А - 6-7 мм2,
- 120 А - 10 мм2,
- 160-189 А - 16 мм2,
- 200/250 А - 25 мм2.
Более масштабные и сложные работы требуют применения сварочных трансформаторов или инверторов повышенной мощности. Для токовых нагрузок 289 А необходимо выбирать кабель сечением 35 мм2, 350-362 А - 50 мм2. Трансформаторы, способные "выдавать" 437 А требуют 70 мм2 проводов, 522 А - 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А необходимы кабеля с сечением 120 мм2.
Длина кабеля сварочного аппарата
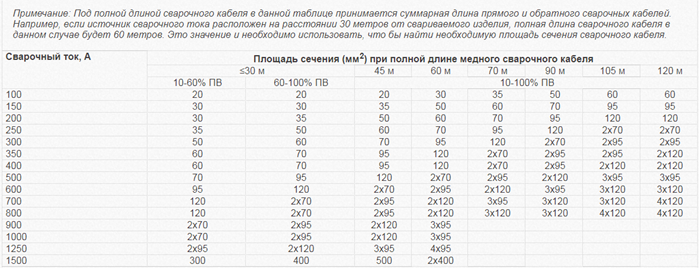
Еще одним важным критерием, который прямо влияет на производительность и качество сварочных работ, является длина проводника. Поскольку при увеличении протяженности сварочного кабеля происходит падение токовых характеристик, необходимо предельно точно просчитывать взаимосвязи данных параметров.
ПВ - продолжительность включения, одна из характеристик сварочного инвертора.
В таблице приведены примерные показатели сечения сварочных проводов для заданных значений силы тока и длины проводов. Важно учитывать рекомендации производителей агрегатов для сварки, которые могут прямо указывать предельные длины кабелей для каждой марки своих изделий, не рекомендуя или запрещая удлинение проводников.
Нужен кабель для сварочного аппарата? Подберем лучший вариант!
Отправьте заявку он-лайн или позвоните по бесплатному
Длина сварочных проводов

Работая со сварочными аппаратами, мастера используют шнуры разной длины. Это зависит от особенностей оборудования. Проблема в том, что зачастую одного кабеля, который входит в комплект, недостаточно при проведении тех или иных работ. Такие трудности испытывают как начинающие, так и опытные мастера.
Так какая же длина сварочных кабелей является приемлемой для работы на разном оборудовании? Можно ли соединять их между собой и насколько это безопасно? На эти вопросы мы ответим в данной статье.
Сварочным кабелем запитывают ручные, автоматические и полуавтоматические установки в процессе проведения электродуговой сварки. Такие силовые провода позволяют создать замкнутый контур между источником питания (инвертором, реостатом и т. д.) и держателем электродов и заземляющим зажимом («массе») посредством подачи электрического тока.

Сварочные кабели редко производят из алюминия в связи с его высокой теплопроводностью, которая может стать причиной сильнейшего перегрева жилы и изоляционного слоя – этому в наибольшей степени подвержены «горячие» места близкого контакта с поверхностью сварки. Проводникам из алюминия также не хватает эластичности, из-за чего их не рекомендуется часто разматывать и сматывать.
Эти минусы отсутствуют у медных проводов, что делает более предпочтительной сварку с использованием проводников из меди. Сварочные кабели бывают двух видов: одножильные и многожильные, вторые совмещают в себе основную жилу и нулевую, заземляющую и т. д.
Кабели для сварочных аппаратов обладают следующими ключевыми преимуществами:
- допустимые электрические нагрузки имеют высокое значение (на частотах до 400 Гц для переменного тока – до 0,66 кВ, для постоянного – до 1 кВ).
- увеличенная гибкость;
- стойкость при сдавливании и растягивании;
- устойчивость к воспламенению и горению;
- допустимость использования на открытом участке. Кабели обладают стойкостью к резким температурным перепадам, ультрафиолетовому воздействию, осадкам, агрессивному влиянию химических веществ;
- многообразие видов, различные длины сварочных проводов, что значительно упрощает выбор изделий, подходящих для определенных условий сварки.
Сварочные провода обладают необходимыми техническими свойствами и особенностями конструкции, чтобы устоять перед высокими нагрузками тока и суровым режимом температур, при этом подавать электропитание без перебоев и создавать комфортные условия для быстрой и качественной работы.
Требования к сварочным кабелям
Сварочный кабель должен соответствовать следующим важным требованиям:
- отсутствие дефектов на изоляции, вызванных частыми перегибами, а также сматыванием и разматыванием при переноске;
- стойкость внешней оболочки к воздействию продуктов нефтепереработки, а также к нагрузкам при ударах и разрывах;
- проводник, который подключается к держателю, должен отличаться максимальной гибкостью, чтобы не создавать препятствий для рабочего процесса;
- стойкость к образованию трещин при низких температурах и ультрафиолетовом воздействии;
- достаточные длина и сечение сварочных проводов для избежания перегрева при работе на самом высоком токе, который может выдавать сварочный аппарат.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Виды кабелей
По количеству жил все многообразие сварочных кабелей можно разделить на 3 группы:
- Одножильные – тонкие медные проволоки, образующие пучок. Их используют с переносными аппаратами для электродуговой сварки.
- Двужильные – позволяют подключить катод и анод при импульсной сварке высокочастотным током и при нарезании заготовок.
- Трехжильные – позволяют осуществить качественную автоматическую сварку стыков трубопроводов и наложить струйные швы.
Характеристики и маркировка сварочного кабеля
Ассортиментный перечень марок кабелей для сварки ориентирован на различные условия работы. Часть изделий отличаются стойкостью к высоким температурам, другие – к низким, третьи предназначены для работы под водой. Понимание ключевых характеристик, а также допустимых значений длины и сечения сварочных проводов позволит сделать правильный выбор.

Кабель КРТП имеет гибкие многопроволочные медные жилы, его применяют в передвижных аппаратах для ручной сварки. Аббревиатура говорит о тяжести и возможности переноса кабеля, а также указывает на наличие резиновой изоляции («кабель резиновый тяжелый переносной»).
Цифры, следующие за буквами, говорят о количестве проводников и площади сечения. Маркировка имеет несколько звеньев, если проводники отличаются по толщине либо при наличии заземляющего проводника.
Предыдущая марка снимается с производства – на смену ей приходит гибкий кабель для сварки КГ. Цифры в конце названия говорят о числе проводников и сечении. Используемые в аббревиатуре буквы указывают на следующие свойства:
- ХЛ – возможность проводить работы при температурном режиме ниже 60 ?C. Покрытие выполнено из материала, не трескающегося в условиях мороза.
- Т – для создания изоляции использован антисептический материал, стойкий к плесени и грибку. Использовать кабель можно при повышенной влажности и температуре до 55 ?C. По другим данным, температура может достигать 85 ?C.
- Н – проводники имеют негорючую изоляцию, они применимы в условиях повышенной пожароопасности.
Буква П в начале аббревиатуры говорит об отдельной изоляции жилы посредством полимерного материала (к примеру, пленки ПВХ).
Провода, с которыми можно работать на высоких частотах, имеют в названии буквенное сочетание ВЧ. Такие кабели отлично подойдут для инверторных сварочных аппаратов.
КОГ – марка особенно гибких кабелей, позволяющих проводить качественные сварочные работы в некомфортных условиях. С их помощью осуществляется подключение держателей электродов к ручным, автоматическим и полуавтоматическим сварочным аппаратам. О типе изделий говорят следующие буквы:
- Т – температурный режим от -30 до +50 ?C;
- У – от -50 до +50 ?C;
- ХЛ – от -60 до +50 ?C.
Расчет максимальной длины проводов
Длина сварочных проводов не регулируется никакими стандартами. Со стороны части компаний-производителей этот вопрос носит рекомендательный характер, компетентные мастера могу дать совет на основе собственного опыта. Но в любом случае важно знать об особенностях каждого из типов изделий.
Для инвертора (220 в и 380 в)
Для определения допустимой длины сварочных проводов для инвертора используется следующая формула:
Lmax = Sk / k, где
Sk — максимальная площадь сечения медного провода;
Lmax — максимальное значение длины;
k — коэффициент: если величина тока составляет 200–500 А, он принимает значение 2; если ток ниже 200 А — величина тока делится на 100.

Найденное по формуле число будет являться максимальной длиной кабеля для сварочного аппарата инверторного типа, в которую включается также шнур с клеммой и электродержателем.
На примере инверторного аппарата «Ресанта 190» определим, какая длина сварочного провода будет максимальной для этой модели. Предельный ток составляет 190 А – это ниже 200 А, следовательно, для расчета коэффициента следует разделить величину тока на 100: k = 190/100 = 1,9.
Для сварочных инверторов такого типа используются провода с площадью сечения, равной 16 мм2. Значит, Sk = 16. Подставляем выявленные значения в формулу и получаем: Lmax = 16 / 1,9 = 8,4 м.
Такой расчет позволит избежать сложностей при выборе проводов для инверторного сварочного аппарата.
Пожарная безопасность
По нормам безопасности для предотвращения возможного пожара длина сварочного провода не должна превышать значение в 30–40 м.
При сварке с использованием кабеля большей длины падение напряжения в сварной цепи приведет к снижению качества работы. Помимо того, что производить сварку со слишком длинным проводом нерационально, может быть повреждено оборудование и нанесен вред здоровью мастера.
Питающая сеть и мобильные установки должны быть соединены проводами длиной не более 10 м.
Способы соединения кабелей между собой
Чаще всего в комплектацию всех сварочных аппаратов входят наборы проводов длиной не более 2–3 м. Однако в некоторых случаях пользоваться такими шнурами неудобно. Это обусловлено тем, что мастеру зачастую необходимо перемещаться по рабочей площадке вместе с инвертором. Делать этого не придется, если длина сварочных проводов будет достаточной.
Во избежание проблем при проверке инспектором наращивать сварочный провод необходимо в соответствии с нормами пожарной безопасности – максимально допустимая длина может составлять 40 м.

Никаких официальных запретов на увеличение длины жил нет, но при этом повышается сопротивление шнура, что приводит к необходимости работать сварочным аппаратом на максимальных нагрузках. Это негативно сказывается на оборудовании и приводит к быстрому износу.
Для сохранения постоянной величины сопротивления жил следует увеличить площадь сечения. Наращивая вдвое длину сварочных проводов, сечение также нужно увеличивать в 2 раза. Когда длина шнура достигает максимально допустимого значения, при этом увеличивается площадь его сечения, в конечном счете сварочный кабель может превзойти по весу непосредственно инвертор.
Для проведения сварочных работ с небольшими металлическими изделиями длина в 5–10 м будет достаточной. При необходимости сварочный аппарат можно подключить к электрической сети с помощью удлинителя.
Для соединения сварочных проводов между собой можно воспользоваться одним из следующих способов:
Скрутки – самый простой метод, при этом достаточно надежный. Однако на этот способ удлинения кабелей существует запрет согласно правилам устройств электроустановок. Исключительным случаем является включение их в технологии прочих соединений. Но делать скрутки предпочитает большинство специалистов, несмотря на существующий запрет.
Чтобы обеспечить надежный контакт, перед скруткой с концов жил удаляется изоляция, после чего они обрабатываются растворителем и зачищаются с помощью наждачной бумаги.
Горячая пайка – к этому способу наращивания длины сварочных проводов прибегают при соединении жил с малым сечением. Проводится зачистка их концов до блеска, лужение, скручивание и обжим с помощью плоскогубцев. Чтобы исключить окисление, поверхность обрабатывается канифолью или флюсом.
Скрутку необходимо нагреть паяльным аппаратом или горелкой – выбор инструмента зависит от площади сечения проводов. Зазоры между проволоками заполняют припоем, который вносится в пламени горелки или на жале паяльного устройства. Когда кабель остынет, остатки флюса необходимо смыть.
- Опрессовка – этот метод предполагает использование гильз для опрессовки, материал которых аналогичен кабелю (медь или алюминий). Гильзы надеваются на скрутки и обжимаются с помощью клещей.
- Контактная, газовая, термитная сварка позволяют добиться надежного соединения проводов. При контактной сварке жилы нагревают и сплавляют дугой, полученной благодаря угольному электроду. Вторым типом сварки пользуются только в том случае, если нужно соединить алюминиевые провода, площадь сечения которых меньше 20 мм2. Термитная сварка требует применения специальных патронов.
- Подключение жил к стационарным устройствам осуществляют с помощью кабельных наконечников, которые подвергаются опрессовке и припаиванию.
Переносные инверторы оснащены специальными разъемами, гнезда которых имеют маркировку «+» и «–». Гнездо «–» предназначено для присоединения к нему провода от держателя в условиях прямой полярности.
Стремясь к увеличению длины сварочных проводов, следует помнить об одной важной особенности – изменение сопротивления и напряжения. Применение шнура большей длины приводит к увеличению первого и снижению второго. Ошибка при выборе кабеля способна сделать невозможным проведение сварочных работ, или, что еще хуже, – привести к повреждению инвертора.
Читайте также: