Какой сваркой лучше варить кузов автомобиля
Обновлено: 05.05.2024


Предлагаю сразу определится с видами сварки, которые будем тут обсуждать, а именно: автогенная сварка и контактная. Теперь давайте более подробнее про каждый из вышеперечисленных способов:
1. Автогенная сварка.
«αὐτογενής» (автогенно) в переводе с греческого означает «самопроизвольно». Подобный способ сварки – создания неразъемного соединения элементов – подразумевает расплавление их участков и взаимное растворение образовавшихся жидких фаз. Соединение в виде сварного шва формируется после остывания конструкции.

Очевидно, что для реализации такого способа свариваемые металлы необходимо нагреть до температуры плавления. С помощью электрической дуги это несложно. Проблемы возникают позже. Ведь при плавлении и последующем охлаждении металла, особенно сложнолегированного стального, а тем более алюминиевого сплава, его первоначальный состав и структура меняются коренным образом. Расплавленный металл активно реагирует с окружающей средой и за очень короткое время способен «нахватать» таких элементов, как кислород, водород, азот. В сварном шве образуются стойкие интерметаллидные соединения с ними, снижающими прочность и повышающими его хрупкость.
Заготовки, из которых штампуют элементы кузова, – это тонкие листы, полученные многократной прокаткой, в процессе которой структура сплава качественно изменяется в лучшую сторону. Сплав приобретает мелкозернистое строение, что повышает его прочность характеристики. Во время сварки, при повторном плавлении, структура металла в этой зоне огрубляется, а прочностные свойства снижаются. Кроме того, нагрев прилегающих участков, называемых зоной термического влияния, также неполезен, поскольку ослабляет металл в этой зоне.
Из сказанного следует следующий вывод: прибегая при ремонте кузова к автогенной сварке, необходимо использовать такой способ, при котором вводится минимально достаточное для расплавления и соединения деталей количество тепла, а сам расплавленный металл необходимо надежно изолировать от неблагоприятных воздействий окружающей среды.
Необходимо отметить, что при конвейерном производстве кузовов автогенные способы сварки практически не используют. Основной способ соединения кузовных элементов на заводах – точечная контактная сварка в специальных кондукторах, обеспечивающих исключительную стабильность режимов сварки. Применяется и лазерная сварка с локальным термическим воздействием.
Тем не менее все автопроизводители допускают использование в ремонтном процессе автогенной сварки для замены кузовных элементов. Дело в том, что компании – изготовители сварочного оборудования сумели создать оборудование, позволяющее получать сварные соединения сложнолегированных сплавов, по прочностным и коррозионным свойствам не уступающим заводским.
2. Контактная сварка.
Более точно этот способ называется точечной электрической контактно-стыковой сваркой сопротивлением. Такой способ нашел самое широкое распространение в конвейерном производстве кузовов автомобилей, а также в авторемонтной индустрии. Причина в исключительно высоком качестве получаемого сварного соединения и минимальном тепловом воздействии на свариваемые элементы. Достоинства точечной контактной сварки в том, что она позволяет соединять листовые детали внахлест, создавая из штампованных элементов сложную пространственную конструкцию кузова автомобиля.
Другими способами сварки создавать нахлестовые соединения весьма затруднительно, обычно конструкторы сварных изделий стремятся разработать их так, чтобы сварка разнородных элементов осуществлялась на их стыках.
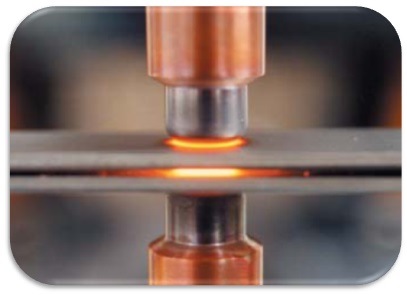
При контактной сварке сварная точка образуется внутри металла, на границе двух деталей, и на поверхности проявляется в виде небольшого углубления после сжатия электродов. Сам механизм нагрева основан на том, что при прохождении тока через участок контакта деталей он разогревается до состояния текучести.
Приложенное внешнее давление вызывает при этом местную пластическую деформацию, достаточную для образования межатомного сцепления соединяемых деталей. Особо следует подчеркнуть, что плавления металла деталей не происходит, что и обуславливает предельно малое термическое воздействие на сварную точку. Если учесть, что при таком способе свариваемый участок надежно защищен от окружающей атмосферы, становится понятно, почему достигаются исключительно высокие прочностные характеристики соединения.
Качество сварной точки зависит от многих параметров: усилия сжатия электродов, их диаметра в месте контакта со свариваемым материалом, величины и длительности импульса сварочного тока. Стремление получить высококачественное сварное соединение высоколегированных автомобильных материалов заставило уменьшить время действия сварочного импульса до величины, ниже 0,1 с, одновременно увеличивая ток до огромных значений выше 10 000 А. В таких условиях главным критерием сварочного агрегата становится его особенность обеспечить строго стабильный сварочный ток как на протяжении одного импульса, так и от импульса к импульсу. Обеспечить такой показатель способен только высокочастотный инверторный блок питания, которым и оснащены современные аппараты точечной контактной сварки для авторемонта. Управление длиной импульса и величиной сварочного тока в подобных агрегатах осуществляется микропроцессорами. Мастер задает характеристики свариваемых металлов, а процессор выбирает оптимальные токовые значения и усилие сжатия сварочных электродов.
При выборе режимов аппараты используют встроенную базу данных, сформированную на основе рекомендаций автопроизводителей.
В наиболее продвинутых аппаратах микропроцессор в режиме реального времени учитывает степень загрязненности свариваемых деталей путем замера электрического сопротивления и даже отклонения электродов от перпендикулярного по отношению к рабочей поверхности. Иными словами, режим сварки каждой точки автоматически адаптируется к условиям процесса.
А теперь, уважаемы господа, давайте ответим на вопрос, что лучше, конвейерная сварка или грамотная качественная сварка "Handmade" с использованием современного профессионального оборудования?
Моё мнение, то, что собрано руками — всегда лучше, а то, что собрано грамотно ещё и надёжнее, т.к. любой конвейер — это механизм, который может (да и не редко) дать сбой, с учётом повальной экономии на электричестве, электродах и прочего, на автомобильных заводах сварка производится по принципу "приемлемой надёжности", т.е. можно и лучше, но по ТЗ и регламентам и так достаточно.
Производя контактную сварку своими руками, используя те же технологии, можно добиться наилучшего результата, т.к. делаешь для себя, сварочные узлы будут способны выдержать большие нагрузки, нежеле стандартные. Если все работы производит профессионал и он не ограничен по времени (ни каких пятилеток за три дня), то вероятность перегрева металла, малого пятна контакта и тому подобного — сведена к минимуму.
Миф о том, что после полной переварки кузова теряется прочность и при любом незначительном повреждении образуются более обширные деформации, основан на элементарном незнании физики и распространяется простыми обывателями по "сарафанному радио". Более обширной деформации подвержен ранее деформированный, рихтованный металл, обусловлено это молекулярной структурой самого метелла и эффектом "памяти металла", т.е. даже при незначительном воздействии, металл стремится принять форму, до которой он был ранее деформирован. Если деталь новая, не рихтованная и правильно приваренная, она будет служить дольше и (не дай Бог), если чего, то гораздо прочнее ;)
Касательно аргонной сварки, ну куда же без пары заплаток? Не менять же 20 элементов кузова к ряду, из-за дыры в 2 см в диаметре, а при правильном подходе к сварке и грамотной обработке поверхностей после, служить будет очень долго, без гнили, ржи и прочего… Да и сам процесс достаточно интересен и увлекателен, особенно, если он будет выглядеть примерно так:

Всем всех благ, варите, конструируйте и наслаждайтесь!
P.S. Часть материалов заимствованно с ресурса компании СварКомплект, за что им отдельное спасибо!
Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен "-". Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
(особенно важно осознать!)
Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т.е. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5.
Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит :)
Как выбрать сварочный аппарат для кузовного ремонта
Кузов автомобиля – элемент наиболее часто подверженный повреждениям при ДТП. Для восстановления корпуса транспортного средства, используют полуавтомат сварочный для кузовных работ.

Классификация и маркировка сварочных аппаратов
При приобретении оборудования, многие задаются вопросом о том, какой сваркой лучше варить кузов автомобиля. Для правильного выбора, нужно знать, как классифицируется сварочные аппараты.
Аппарат на переменном токе
Сварочные аппараты, популярны среди автомобилистов, однако их использование имеет ряд недостатков:
- Сварные швы имеют низкое качество.
- Электрод, в силу громоздкости сварного оборудования, не способен достать до ряда участков, требующих ремонта.
- Потребуется время для освоения сварочного аппарата.
- Подходит для варки толстого (более 5 мм) железа. На кузове авто зачастую встречается металл толщиной от 3 мм. Они практически сразу насквозь прожигаются аппаратом на переменном токе.

Инвертор
Что касается использования инвертора при ремонте кузова автомобиля, то это оборудование подойдет для:
- Получения хорошего качества сварных швов.
- Быстрого выполнения ремонтных работ.
- Использования устройства в условиях пониженного напряжения сети.
Пользователи отмечают простоту использования аппарата – новичок, впервые взяв в руки инструмент, может «с ходу» разобраться с принципом варки и получить сварной шов приемлемого качества.

Инвертор имеет и ряд недостатков:
- Высокая стоимость оборудования.
- Чувствительность пыли.
- Толщина свариваемого металла не должна превышать показатель в 3 мм.
Углекислотный полуавтомат
Сварочный полуавтомат для кузовных работ имеет следующие преимущества использования:
- Аккуратный сварной шов высокого качества.
- Можно выполнять варку металла толщиной от 0,8 до 6 мм.
- При использовании аргона возможность восстановления деталей из цветных металлов.
- Нет необходимости в поддержании постоянной дуги.
- Степень деформированности металла автомобиля ниже, в результате уменьшается расходность материалов.
При полуавтоматической сварке, при помощи механизма подачи проволоки, она подается в рабочую зону. Свариваемые элементы надежно крепятся благодаря тому, что металл электрода плавится, но не сгорает. В результате, на месте соединения двух деталей появляется аккуратный и прочный сварной шов.

К недостаткам полуавтомата относят большую массу и габариты – из-за этого, устройство можно использовать только в пределах гаража. Для функционирования прибора необходима только розетка.
Полуавтомат используют при починке элементов из цветных металлов. Чтобы соединить такие детали, применяют технологию газовой сварки. На корпусе устройства расположена маркировка следующего вида:
- МИГ или MIG. Модель с данной маркировкой предназначена для сваривания деталей из алюминия и прочих цветных металлов.
- МАГ или MAG. Устройство для сваривания элементов из стали, черных металлов. Соединение выполняется с использованием окисей углерода и активных газов.
- ТИГ или TIG. Сварка деталей выполняется при помощи вольфрама. Этот элемент устойчив к воздействию высоких температур.
Почему лучше подходит полуавтомат
Использование сварочных полуавтоматов – оптимальное решение для кузовного ремонта. Данное устройство дает возможность получить аккуратный и прочный сварной шов. Оно подходит для варки металла разной толщины, Также с помощью полуавтомата выполняют газовую сварку цветных металлов. Особенностью устройства аппарата является наличие специальной катушки. Чтобы ее задействовать, выбирают нужное место, и нажимают на кнопку: в процессе варки подающая проволоку, катушка будет разматываться, и направлять в рабочую зону необходимое количество электрода.

Кроме того, инструмент прост в освоении и достаточно эффективен. Выбор полуавтомата для проведения кузовных работ имеет свои особенности и нюансы.
Какой сварочный полуавтомат выбрать для ремонта автомобиля
Для проведения успешного ремонта автомобильного кузова, нужно правильно выбрать сварочное оборудование. При приобретении полуавтомата обращают внимание на ряд параметров, таких как источник питания, мощность устройства, регулировка скорости подачи проволоки, объем баллонов для технических газов.
Источники питания
При выборе оборудования первым делом необходимо обратить внимание на источник питания устройства. По принципу подключения выделяют инверторные и трансформаторные полуавтоматы. Инверторы – легкое, компактное и удобное в эксплуатации оборудование. Оно оснащается рядом дополнительных функций, существенно облегчающих процесс сварки: легкий розжиг, антиприлипание, плавное регулирование силы тока.
Инверторный полуавтомат оснащен устройством, использующимся для преобразования переменного тока в постоянный. Трансформаторы – необходимы в том случае, если нет нужды регулярно переносить оборудование с места на место. Для питания такого оборудования используют источник постоянного тока.

Проволока и ее влияние на результат сварки
В сварочных полуавтоматических аппаратах используется проволока. Она выступает в роли электрода, и предназначена для соединения свариваемых элементов. Проволоку для сварки делят на следующие виды:
- Со сплошным сечением.
- Порошковая.
- Активированная.
Преимущество первого вида заключается в том, что он предназначен для сваривания металлов, и имеет в своем составе разные сплавы. Порошковая проволока полая внутри, она наполнена специальным веществом. При ее применении образуется облако защитных газов. Что касается активированного электрода, то он имеет в своем составе лишь 7% порошкового вещества, что позволяет его запрессовать в проволоку сплошного сечения.

Также при выборе проволоки, следует обратить внимание на ее маркировку. Электроды с пометкой СВ, применяются для сварки деталей, а маркировка НП гласит о том, что расходный материал используют для наплавки. Помимо этого, внимание уделяют и диаметру проволоки, и элементам, входящим в ее состав.
Про баллоны
Для предотвращения взаимодействия расплавленного металла и окружающей среды, используют баллоны с защитными газами: аргон, гелий, углекислота и их смеси. Проволока под напряжением пропускается через газовое сопло. Чтобы подавать газ к рабочей области, используют шланг.
Работа с защитными газами требует наличия редуктора. Устройство позволяет регулировать расход газа. Для удобства использования, прибор оснащен манометром. При выполнении сварочных работ, нужно учитывать, что чрезмерно малое количество защитных газов отразится на качестве шва, а слишком большое – также повлияет на плотность сварного соединения, кроме того, газ довольно быстро закончится.

При выборе баллона стоит обратить внимание на 10 литровые экземпляры: при правильной настройке расхода газа, этого объема хватит для продолжительных работ. Габариты же емкости дают возможность перевозить ее в багажнике автомобиля.
При покупке стоит учитывать, что баллон должен быть аттестован. Около вентиля будет располагаться соответствующая отметка. Необходимо проверить дату аттестации во избежание приобретения «просрочки».
Что еще учесть в выборе
При выборе аппарата для сварки кузова автомобиля, учитывают следующие факторы:
- Нагрузочную способность электрической сети. При наличии однофазной сети рекомендуется выбирать прибор, работающий от напряжения 220В. Это могут быть как любительские, так и профессиональные, работающие как от трехфазной, так и однофазной сети сварочные полуавтоматы. При использовании последних, на сеть обеспечивается равномерная нагрузка. Тем самым предотвращается риск появления коротких замыканий и отключения пробок.
- Тип и толщину свариваемых материалов. Прибор выбирают в зависимости от того, с какими металлами предстоит работать (низкоуглеродистая или нержавеющая сталь, цветные металлы, алюминий и т.д.). Также уделяют внимание толщине металла – чем она больше, тем мощнее требуется аппарат.
- Требования к качеству сварки и тип сварных соединений. Ключевую роль в выборе сварочного полуавтомата играет степень ответственности свариваемой конструкции. Кроме того, в некоторых случаях возникают ситуации, когда необходимо использование горелки длиннее стандартных размеров. Как правило, они возникают при сваривании длинных конструкций. Горелки имеют длину 3, 4 и 5 метров, для быстрого и качественного соединения металла, используют горелки с максимальной длиной.
- Интенсивность использования устройства. В зависимости от частоты использования устройства, приобретают любительские или профессиональные сварочные полуавтоматы.
- Техническая сложность аппарата. Чем сложнее устройство, тем труднее его самостоятельно отремонтировать. Однако технически более сложные аппараты удобны в использовании и обеспечивают высокое качество сварного шва.
Сварочный полуавтомат – инструмент для проведения кузовного ремонта. Выбор делают в зависимости от сложности и интенсивности проведения работ, типа электросети, от которой будет питаться аппарат а также технической сложности устройства.
Все тонкости проведения сварки кузова поврежденного автомобиля
Корпус транспортного средства состоит из отдельных компонентов, соединенных между собой. При эксплуатации на швы, соединяющие конструкцию, оказывается нагрузка. По этой причине они постепенно утрачивают прочность. Целостность авто может быть нарушена также в результате аварии. Для восстановления работоспособности применяется сварка автомобиля.

Виды сварочных аппаратов
Чаще всего подлежат ремонту кузовные детали. Прежде чем выяснить, какой сваркой варить кузов, необходимо определить, из чего он состоит. В основе корпуса машины лежат низколегированные стали, предусматривающие составе титан, или углеродные стали. Толщина материала обычно составляет от 0,6 до 0,8 миллиметров. В связи с этим для сварки авто допускаются приборы трех типов:
- ручного дугового — основным элементом является сварочный выпрямитель, обеспечивающий нижний шов;
- газового — сварочные работы выполняются при помощи горелки;
- полуавтоматического — соединение обеспечивается благодаря баллону с углекислым газом и проволоке.

Выбор сварочного аппарата зависит от целого ряда факторов. Самостоятельно производить сварочные работы можно при наличии специального опыта или образования.
Сварка полуавтоматом
Сварка полуавтоматом признана наилучшим универсальным методом соединения компонентов транспортного средства. Этот метод эффективен при восстановлении ржавого покрытия. Полуавтомат позволяет создать и приварить заплатку. Для сварки используется специальная проволока. С ее помощью можно соединить металлические листы толщиной до шести миллиметров.
Полуавтоматический сварочный аппарат обеспечивает комплекс преимуществ:
- высокая прочность соединений;
- возможность монтажа заплатки на металл, пораженный коррозией;
- выпрямление вмятин.

Варить автоматом просто, поэтому оборудование допускается к самостоятельному использованию. Полуавтоматический сварочный прибор при работе устраняет кислород, в результате чего металл плавится, но не сгорает. При необходимости углекислотный автомат можно использовать для соединения алюминиевых или нержавеющих деталей.
Как варят инвертором
В основе инверторного сварочного аппарата лежит высокочастотный электрический ток. В домашних условиях и сервисных центрах аппарат применяется со времен СССР. Этот способ используется, если сваривается:
- бампер;
- дополнительные рамы;
- задние и передние лебедки;
- бычьи планки;
- противотуманные фары (при перемещении их на крышу транспортного средства).

Инвертор обеспечивает высокую скорость выполнения задачи, прочность и надежность швов. Использование этого прибора с электродом допускается, если толщина свариваемого листового металла составляет от 3 миллиметров.
Сварочные работы инвертором должны осуществляться в очищенном помещении. Если в процессе сварки на шов попадет влага или пыль, показать его прочности уменьшится.
Подготовка полуавтомата к работе
Прежде чем использовать полуавтоматический сварочный аппарат, выполняются подготовительные работы и настройка. Сварочные работы своими руками требуют тщательного подхода, поскольку можно нанести вред оборудованию.
Сварка кузова проводится в несколько этапов. На первом этапе осуществляется подготовка необходимых инструментов. Список состоит из:
- полуавтоматического сварного аппарата;
- специальной сварочной проволоки;
- наждачной бумаги крупного типа;
- редуктора, регулирующего давление;
- баллона с углекислым газом.
Эти элементы чаще всего используются при сварке своими руками.

При помощи наждачной бумаги выполняется очистка поверхности от загрязнений. Зоны сварки для авто необходимо плотно прижать друг к другу. Для осуществления этой задачи используются:
- зажимы;
- временные болты;
- саморезы.
На следующем этапе соединяются баллон и редуктор с углекислым газом. Проволока закрепляется так, чтобы ее конец проходил через механизм подачи. Предварительно откручивается сопло.
В зависимости от используемой модификации сварочного прибора может дополнительно потребоваться настройка регуляторов тока и скорости, с которой подается проволока.
Полярность настраивается в зависимости от того, какая проволока используется:
- для электродержателя — плюс;
- для горелки — минус.
При использовании медной проволоки, полярность меняется.
Сварочная проволока
Чтобы варить полуавтоматом, нужно выбрать проволоку, которая будет иметь аналогичный диаметр. Сварка полуавтоматом осуществляется вместе с медной проволокой. Для работы применяется специальная проволока, продающийся в магазинах автозапчастей, а не стандартный аналог.
Если используемая проволока не изготовлена из меди, она должна иметь медное покрытие. Этот элемент обеспечивает:
- бесперебойный электрический контакт;
- заменяет сварочный флюс.

Необходим материал с толщиной от 0,3 до 3 миллиметров. Если прибор применяется без углекислого газа, готовим проволоку, в состав которой входит флюс. Этот элемент обеспечивает защиту и повышает качество сварки. Но такой материал стоит дороже, чем обычная проволока. При использовании стандартной проволоки, потребуется настраивать полярность.
Выбирая проволоку, нужно убедиться, что ее диаметр подходит сварочному наконечнику.
Виды соединений сварных элементов
Прежде чем определиться, как правильно варить, следует узнать, какие швы существуют. Свариваемые соединения, благодаря которым обеспечивается сварка кузова авто, делятся на два вида: стыковые и угловые. Соединения встык однотипные. Обычно эти соединения используются, если ремонт кузова выполняется из неровных деталей. В связи с этим сварной шов может иметь непрерывную или прерывистую траекторию. Для приваривания деталей встык через прокладку используются сварные электрозаклепки. Они бывают:
- выпуклыми;
- нормальными;
- вогнутыми.

Это метод точечной сварки, предполагающий проделывание в детали небольших отверстий на расстоянии 0,5-2 см друг от друга. Через них обеспечивается соединение элементов. Иногда метод может использоваться для соединения внахлест.
Угловые соединения в автомашине подразделяются на три подвида:
- внахлест – свариваемые детали расположены параллельно, и частично перекрывают друг друга;
- угловые – свариваемые детали размещены под углом по отношению друг к другу, и соединены в местах соприкосновения краев;
- тавровые – одна из деталей торцевой частью примыкает к боковой поверхности другой детали.
При наличии серьезных повреждений сварочные кузовные работы осуществляются с использованием различных способов соединения деталей.
Сварной шов
При наличии большого количества повреждений сварка кузова обычно выполняется четырьмя способами:
- односторонним – применяется, когда деталь необходимо проплавить по всей длине;
- двухсторонним – продолжение предыдущего действия, предполагающее устранение корня шва, и сваривание с другой стороны;
- однослойным – применяется для соединения однопроходным способом небольших элементов;
- многослойным – используется, если соединяются детали, имеющие большую толщину.

Для авто важную роль играет расположение шва. Если поврежденные зоны находятся в разных местах покрытия, рекомендуется пользоваться точеной сваркой. Точечный метод обеспечит равномерное восстановление покрытия без необходимости полноценной обработки поверхности.
Расположение шва определяет, какой метод соединения оптимально использовать. Иногда применяется комбинированный способ, объединяющий сплошной прерывистый шов. Сплошной тип используется при соединении габаритных компонентов или наличии повреждений большого размера.
Выполнение
После настройки сварочный аппарат подключается к сети, и подносится к зоне соединения деталей. Следует учесть расположение шва. Если шов имеет большую длину, необходимо первоначально закрепить его точечной сваркой в разных местах. Затем для соединения используется сплошной прирывистый метод сварки. Точечный — закрепляет основу, сплошной — обеспечивает полноценное соединение.
Следует проверить, возникают ли на сопле металлический брызги при сварке машины. В случае обнаружения, для устранения рекомендуется использовать наждачную бумагу. Если этого не сделать, возникает вероятность поломки сопла.

Прежде, чем соединять компоненты сплошной сваркой, нужно убедиться, что они ровно сидят. После завершения сварочных работ, шов нужно зачистить и обработать средствами против коррозии. В противном случае его эксплуатационный период уменьшится. Для выполнения этой задачи используется автомобильный шовный герметик. После нанесения требуется разравнивание и покраска. Внутренняя сторона шва обрабатывается пневматическим распылителем консервантов.
Возможные проблемы
Кузовные сварочные работы не всегда осуществляются без сопутствующих проблем. Трудности могут возникать даже у опытных сервисных работников. В список самых распространенных проблем входят:
- Неправильный выбор величины тока. Возникает, если показатель подачи тока превышает норму. По этой причине появляются ожоги, восстановить которые может только переварка.
- Проблемы с подающим механизмом. Возникают, если проволока была зафиксирована неправильно. Сварка полуавтоматом в нормальном состоянии осуществляется с проскальзывающей проволокой. Если она ломается, была допущена ошибка.
- Недостаточный расход газа. Возникает, если подача газа была настроена с ошибкой. Проблема устраняется в редукторе автомобилей.

Чтобы минимизировать риск возникновения проблем, перед сваркой проверяется работоспособность оборудования.
Средства безопасности
Сварка кузова осуществляется в специальной негорючей одежде. Дополнительными средствами защиты снижают риск нанесения вреда рукам и лицу. Это выполняется при помощи рукавиц и защитной маски. Желательно, чтобы одежда покрывала все тело. Необходимо свести к минимуму количество впадин, кармашков, складок, и других зон, куда может попасть капля сварки.
Если процедура выполняется на металлическом полу, для повышения безопасности при работе рекомендуется подложить резиновый коврик или одеть галоши.
Прибор для сварки заземляется в обязательном порядке. Возможность работы допускается только с аппаратами с режимом автоматического выключения в случае непредвиденной ситуации.
В помещении должна работать качественная вентиляция. При выполнении сварочных работ выделяются газы, способные нанести вред здоровью человека. Можно воспользоваться помощью специальной вытяжной системы. Это условие позволит свести риск отравления к минимуму.
Какой правильно варить кузов автомобиля

Из статьи вы узнаете, чем опасна коррозия, какой сваркой лучше варить кузов автомобиля, а также какое необходимо другое оборудование для проведения работ, как подготовить кузов перед сваркой, нюансы проведения работ.
Неотвратимость процессов ржавления кузова
Автопроизводители постоянно повышают качество своей продукции. Автомобили оснащаются силовыми установками и трансмиссиями, способными отработать значительный срок без проведения капитального ремонта.
Но есть и составляющие, которые даже при самых современных технологиях могут очень быстро получить повреждения. К таким частям можно отнести кузов.
Несущая часть авто постоянно подвергается негативному воздействию окружающей среды. Влага, химические средства, резкие перепады температур становятся причиной возникновения коррозионных процессов, которые, если не принимать мер, могут нанести существенный ущерб кузову, и сделать его практически непригодным для использования.

Чем опасна коррозия
На начальном этапе коррозия запросто устраняется специальными средствами с последующей покраской элемента.
Но есть одна достаточно серьезная проблема – ржавчина обычно появляется в скрытых местах (днище, пороги, колесные арки) и своевременно обнаружить ее сложно.

На видимых же частях кузова следы коррозии появляются уже когда процессы разрушения металла развились и устранить их обработкой химией уже не получиться.
В общем, коррозия в первую очередь повреждает несущие элементы, которые обеспечивают жесткость кузову.
Если вообще не принимать никаких мер, то за сравнительно короткий срок несущая часть авто потеряет возможность выдерживать нагрузки, что приведет к перекосам и «уводу» кузова.
К тому же автомобиль потеряет свою презентабельность – коричневый налет на видимых элементах и дыры явно не делают машину визуально красивой.
Методы решения проблемы
Вариантов решения проблемы – три. Первый из них, своевременно проводить антикоррозийную обработку кузова.

Другим из методов избавиться от ржавчины на кузове является замена всей несущей части. Вот только все это обойдется в немалые деньги. Ведь придется не только приобретать кузов, но еще затем и решать проблемы с госорганами, поскольку документально после замены несущей части получаем, по сути, новый автомобиль. В общем, такой вариант подходит далеко не всем.
Третий способ решения проблем с появившейся ржавчиной – вырезать поврежденные коррозией участки и затем заделать все при помощи сварочного аппарата.

Этот вариант считается достаточно распространенным из-за сравнительной дешевизны, и при правильном подходе следы восстановления кузова не заметны. При этом никаких проблем с органами не возникнет, поскольку у машины кузов будет «родным».
Положительным моментом проведения восстановительных работ кузова при помощи сварки является возможность выполнения в гаражных условиях, поскольку для этого требуется не так уж и много оборудования, а научиться управляться сварочным аппаратом можно за пару часов на подручных материалах.
Основная проблема в сварке кузова своими руками заключается в том, что толщина металла разных составляющих несущей части отличается и варьируется от 0,7 до 3 мм.
К тому же иногда приходится сварить между собой разные по толщине металлические элементы. При неправильной настройке сварочного аппарата, металл запросто можно прожечь, то есть все работы, по сути, будут насмарку.
Оборудование для ремонта кузова
Для проведения восстановления кузова потребуется:
- Сварочный аппарат;
- Угловая шлиф. машинка («болгарка»);
- Дрель;
- Ножницы по металлу;
- Измерительный инструмент.
Основным оборудованием из перечисленного является сварочный аппарат, ведь от него напрямую зависит удобство и качество проведения работ.
Какой сваркой лучше варить кузов автомобиля
Для сварки кузова можно использовать:
Углекислотный полуавтомат считается самым подходящим оборудованием для проведения кузовных ремонтных работ. Этот аппарат позволяет сваривать изделия толщиной до 6 мм. Он применяется как для сварки черных металлов, так и цветных.

В качестве электрода в углекислотном полуавтомате выступает проволока, подаваемая на горелку из бобины.
Особенность этого оборудования заключается в том, что сваривание происходит в среде защитного газа, который обеспечивает вытеснение воздуха из зоны горения, защищая шов от окислительных процессов.
Для сварки черных металлов используется углекислый газ, а для цветных – аргон.
При правильной настройке аппарата, металл в зоне горения расплавляется, обеспечивая надежное соединение. А компактная горелка позволяет подобраться практически в любое место.

Недостатком, но он скорее – условный, является стационарность полуавтомата. Причем сам аппарат сравнительно небольшой, а вот баллон с газом – очень массивный. Но обычно все работы по сварке проводятся в гараже, поэтому недостаток этот не существенен.
Инвертор менее подходит для сварки кузова. Это обычный электродный аппарат, выполняющий сваривание за счет токов высокой частоты.

Такое оборудование – компактно, и сравнительно простое в использовании. К тому же здесь не используется газовая защитная среда, что несколько упрощает проведение работ – просто берем аппарат, подключаем к сети и можно начинать сваривать.
Но недостатков у инвертора значительно больше, чем у полуавтомата.
- Во-первых, под каждый металл требуется очень точная настройка подаваемого напряжения.
- Во-вторых, сваривать тонкие изделия инвертором очень сложно, поскольку малейшая ошибка приводит к прожиганию.
- В-третьих, после смены электрода (из-за его длины) очень сложно контролировать процесс сварки, к тому же с новым электродом добраться до требуемого места не всегда удобно.
В общем, инвертор, если и использовать, то лучше на несущих элементах кузова – лонжеронах и днище, у которых толщина металла сравнительно большая. И лучше, чтобы все работы выполнял опытный сварщик.

Оптимальным вариантом для сварки кузовных элементов является углекислотный полуавтомат. Им можно сваривать любые элементы несущей части. Но если такого аппарата нет, то подойдет и инвертор, только им все делать нужно очень аккуратно и осторожно.
Подготовка кузова
Очень важным этапом в восстановлении кузова являются подготовительные работы. В первую очередь необходимо правильно оценить состояние частей кузова.
И для этого придется автомобиль разобрать:
- Демонтировать салон, причем полностью (снять сиденья, обшивку, приборную панель, возможно придется демонтировать двери);
- Снять крылья;
- Извлечь все из багажника;
- Удалить старые следы обработки кузова.
Как уже отмечено первые очаги коррозии появляются на днище, порогах и колесных арках. Именно на них и нужно обратить внимание в первую очередь.
Что касается порогов, то очень часто ржавчина у них располагается внутри, поэтому для оценки их состояния придется срезать короба (если на них есть коррозия, то делать это придется в любом случае).

Вторым важным моментом подготовительных работ является определение границ участков, которые требуют замены.
Если, к примеру, в днище имеются дыры, то вырезать нужно участок с достаточно хорошими отступами, поскольку металл возле дыры уже «заражен» коррозией.
При этом не стоит вырезать все, что имеет на поверхности следы ржавчины. На многих участках коррозия только поверхностная и для ее устранения достаточно провести обработку химическими средствами с последующей антикоррозионной обработкой.
В общем, замене должны подвергаться только те элементы, которые уже прогнили или коррозия сильно изменила структуру металла (они в скором времени прогниют).
Выявить такие участки не сложно, достаточно отверткой поковырять поверхность, и оценить их состояние.

После вырезания всех проблемных участков подготавливаем материал на замену.
Если это внешние элементы, то на авторынке придется приобретать требуемые кузовные элементы (крылья, коробы порогов, и сами пороги).
Для днища, если вырезанные участи – небольшие, подойдет практически любой металл нужной толщины, но все же лучше использовать кузовной металл. В случае же габаритный частей, то лучше приобрести новое днище.

Нюансы проведения работ
Следующим этапом является подгонка кузовных элементов по размерам. Для этого придется делать замеры, лишнее отрезать, в некоторых случаях – подгибать края и т. д.
В общем, нужно сделать так, чтобы новый элемент как можно плотнее прилегал к кузову.

Нужно постараться так, чтобы максимальное количество мест сварки было внахлест. Сварку встык же стоит применять только для внешних элементов.
- Во-первых, при сварке внахлест не требуется очень точная подгонка элементов.
- Во-вторых, для ряда кузовных элементов не допускается использование сплошного шва. Такими, к примеру, являются пороги.
В заводских условиях их составные элементы между собой соединяются точечной сваркой. В гаражных же условиях можно использовать сварку стежками (делается шов длиной 1-2 см, после отступаем 4-5 см и делаем следующий).
Также хорошим вариантом для сваривания внахлест является некий аналог точечной сварки. Заключается этот метод в том, что по периметру новой детали (в местах его прилегания к кузовной части) проделываются отверстия (на расстоянии 4-5 см друг от друга). Сварка после этого ведется по этим отверстиям.

Что касается днища, то здесь можно использовать сплошной шов, при этом допускается двухсторонняя заварка.
То есть, приложили кусок металла, приварили его по периметру со стороны салона, а затем еще прошлись по нему и с внешней стороны.
В общем, проводя сварочные работы следует ориентироваться по месту выполнения и толщине металла.
Как правильно восстанавливать кузов?
Важным условием для успешного сваривания кузова является правильная настройка аппарата.
Поэтому перед началом работ следует делать проверку на подручных материалах.
Просто берем два куска металла соответствующей толщины и пытаемся их сварить, причем обязательно используем тот же метод, что и будет использован на кузове (внахлест или встык, стежками или посредством отверстий). В процессе проверки подстраиваем аппарат.
Важно добиться, чтобы не было прожига, а также металл хорошо плавился и соединялся между собой.
При использовании инвертора важно подобрать толщину электрода и сварочный ток. Как правило на 1 мм электрода необходимо 30-40 Ампер тока. Поэтому на электрод 2,5 мм нужно 75-100 Ампер. Также нужно учитывать и толщину металла, поэтому правильные данные указаны в таблице.

Но это при условии, что сеть выдает 220В. При падении напряжения в сети подбор тока может усложнится, поэтому важно перед основными работами делать проверочную сварку.
Также не стоит последовательно приваривать деталь (приложили и начали варить от края к краю), поскольку из-за этого элемент может «повести».
Следует поступать так: приложили деталь, прихватили ее в нескольких местах, и только после этого проходим по всему периметру.
После приваривания элемента места сварки необходимо зачистить от флюса. Если это внешний элемент, придется стачивать их, чтобы обеспечить ровную поверхность.
Если привариваемый элемент собой будет закрывать что-то (к примеру, короб порога), то внутренние поверхности необходимо обработать ингибиторами коррозии, а затем покрыть антикоррозионными материалами. Полученные швы также следует качественно обработать.

Что касается внешних деталей, то вся поверхность шпаклюется и грунтуется, чтобы полностью скрыть следы сварки, после чего кузовные части подвергаются покраске.
Техника безопасности
Важно при проведении работ соблюдать технику безопасности, особенно при сварке.
Чтобы избежать ожогов от разогретого металла, одежда должна закрытой и желательно из натуральных материалов.
Лучше всего подойдет хлопчатобумажные роба и перчатки (рукавицы или краги) специально разработанные для сварщиков. Обязательно понадобиться сварочная маска (лучше хамелеон) и защитные очки для работы с «болгаркой».
В общем, восстановление кузова – дело достаточно хлопотное, и включает в себя множество операций, поэтому стоит такая операция не дешево, но это – один из самых оптимальных вариантов избавиться от коррозии на кузове и восстановить автомобиль.
Видео — сварка кузовщины электродом.
Читайте также: