Какой вид сварки наиболее производительный
Обновлено: 11.05.2024
К термическому классу сварки относятся соединения, получаемые местным плавлением поверхностей при помощи тепловой энергии. Тепло для сварки можно получить при помощи электрической дуги (дуговая сварка), от сгорания газовой смеси (газовая сварка), электронным или фотонным лучом (электронно-лучевая или лазерная сварка), сжиганием термитной смеси (термитная сварка), при прохождении электрического тока через расплавленный металл (электрошлаковая сварка) и т.д.
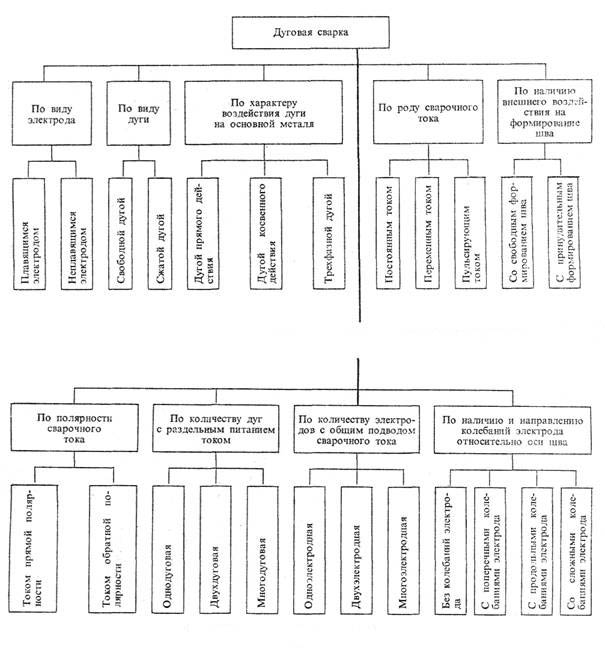
Дуговая сварка
При этом способе тепло для плавления получают от электрической дуги, возникающей в узком разрыве электрической цепи между сварочным электродом и изделием. Электрическое сопротивление этого зазора поднимает температуру до 4500 - 6000°С, в результате чего расплавляется конец электрода и участок детали, подлежащий соединению посредством сварки. После остывания металла получается сварочный шов, по прочности не уступающий основному металлу изделия. Яркий голубой свет и эффектный фонтан искр являются отличительной чертой дуговой сварки. Особым видом дуговой сварки является плазменная сварка, при которой нагрев осуществляется сжатой дугой.
Газовая сварка
При газовой сварке разогрев свариваемой кромки происходит при помощи газопламенной ее обработки. Пламя, полученное при выходе из газовой горелки, создает температуру до 3000°С и позволяет не только проводить сварку металлических кромок отдельных деталей, но и резать металл, нагревать его для гибки и т.д.
Лучевая сварка
Тепло в зоне сварки при лучевой сварке получают, бомбардируя сварочную кромку направленным электронным или фотонным потоком. Электронный поток получают при помощи специального прибора - электронной пушки, а фотонный поток создают в лазерных установках.
Термитная сварка
При термитной сварке используют тепло, полученное в результате сжигания термитной смеси, состоящей из алюминия и оксидов железа.
Электрошлаковая сварка
При электрошлаковой сварке плавление кромок свариваемых деталей получают теплом, возникающим при прохождении электрического тока через расплавленный электропроводный шлак.
Термическая разделительная резка
Под термической разделительной резкой понимают процесс обратный сварке, то есть, когда атомы металла сгорают в струе технически чистого кислорода, а полученные при этом продукты сгорания удаляются из зоны резания.
Термомеханический класс сварки
К термомеханическому классу относят кузнечную, контактную, диффузионную и прессовую сварку, использующую одновременно энергию механического и термического воздействия.
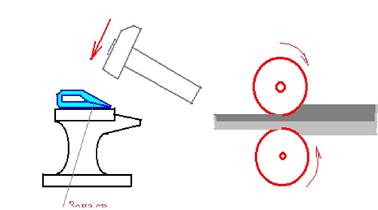
Кузнечная сварка
Кромки свариваемых деталей нагревают в специальных печах-горнах до требуемой температуры, а затем при помощи ударного механического воздействия соединяют между собой. Если для соединения деталей используют механические прессы, а для нагрева - все ранее перечисленные способы термического воздействия, то такой вид сварки называют прессовым.
Контактная сварка
Соединяемые детали сдавливают между собой, а тепло для сварки получают при прохождении электрического тока через контактную часть деталей. В зависимости от размеров контактной части свариваемых деталей различают точечную, стыковую, шовную и рельефную контактную сварку. Этот вид получил одно из ведущих мест в машиностроении, так как является наиболее экономичным и производительным. Контактная сварка легче всего поддается механизации и автоматизации, где механические роботы заменяют человека со сварочным электрододержателем.
Диффузионная сварка
Сварку деталей получают за счет диффузии атомов из одной детали в другую, возникающей при относительно небольшом длительном нагреве и пластической деформации, получающейся от механического давления.
Механический класс сварки
В механическом классе сварки соединение поверхностей осуществляется механическим воздействием (давление, трение, взрыв и т.д.) без использования внешнего источника тепла.
Сварка трением
При сварке трением нагрев свариваемых деталей получают за счет сил трения, возникающих при вращении деталей относительно друг друга при одновременном сдавливании их между собой.
Холодная сварка
При сильном сдавливании деталей между собой получается пластическая деформация металла, при которой атомы двух деталей настолько близко сближаются, что между ними возникают силы взаимодействия. В результате этого получается достаточно прочное соединение деталей, называемое холодной сваркой.
Сварка взрывом
Сближение атомов между собой может происходить в результате направленного взрыва, при котором частицы быстро движутся навстречу друг другу и, соударяясь, сближаются между собой настолько, что между ними возникают силы взаимодействия.
Ультразвуковая сварка
Силы взаимодействия между атомами при ультразвуковой сварке возникают в результате колебаний кристаллической решетки металла под действием ультразвуковых колебаний.
Высокопроизводительные способы сварки
Для повышения производительности ручной дуговой сварки разработано несколько способов.
1. Один из них называется сваркой с глубоким проплавлением (благодаря такому методу производительность труда возрастает примерно на 50–70 %), в основу которого положено уменьшение объема наплавленного металла на единицу длины сварного шва. Чтобы добиться этого, применяют электрод с увеличенной толщиной покрытия. Поскольку его стержень расплавляется быстрее, чем покрытие, то последнее образует своеобразный «чехольчик», опираясь на который сварщик перемещает электрод вдоль шва, причем совершать колебательные движения не требуется. При сварке электрод надо наклонять к линии шва под углом в 70–80° (рис. 76). В процессе сварки расплавленный металл под давлением газов стремится в сторону, противоположную движению электрода, и формирует валик шва. Одновременно с этим основной металл открывается и оказывается под непосредственным воздействием сварочной дуги.
Рис. 76. Положение электрода при сварке с глубоким проплавлением (стрелкой указано направление сварки): 1 – шлак; 2 – металл шва; 3 – сварной шов; 4 – электрод; 5 – основной металл
Для образования узкого шва необходимо увеличить нажим на электрод в направлении сварки, а для получения широкого шва – ослабить его.
Глубина проплавления основного металла возрастает за счет короткой дуги и значительной концентрации теплоты. При этом «чехольчик» препятствует разбрызгиванию металла и снижает его потери на угар. Сварочный ток повышают на 4060 %, что тоже способствует увеличению глубины проплавления (с каждыми 50 А глубина провара увеличивается на 1 мм).
2. Повышает производительность сварочных работ применение одновременно двух или нескольких электродов. Сдвоенный электрод образуют два стержня длиной 450 мм, изготовленные из электродной проволоки. Их складывают вместе и наносят общий слой покрытия, вес которого должен составлять 25 % от веса стержней. Приемы сварки не отличаются от тех, что ведутся одиночным электродом (это касается и сварочного тока, который может быть как постоянным, так и переменным). Основная разница заключаются в том, что:
– сдвоенный электрод держат так, чтобы оси его стержней попадали в плоскость оси шва;
– электродержатель должен поддерживать контакт с обоими стержнями электрода;
– шов располагают под небольшим углом (5-10°);
– рабочий ведет сварку по направлению к себе и наклоняет электрод под углом в 60–70° к поверхности металла.
Сварка сдвоенными электродами обладает следующими преимуществами:
– позволяет работать при повышенном токе, благодаря чему объем наплавленного металла и производительность труда возрастают на 50–80 %;
– время полезного горения дуги увеличивается вдвое, поскольку можно сказать, что работа ведется электродом длиной 900 мм. Следовательно, время на смену электрода сокращается в 2 раза;
– условия труда улучшаются, потому что при стабильном горении сварочной дуги электрод не перегревается, а жидкий металл меньше разбрызгивается;
– за один проход можно сварить металл толщиной до 12 мм.
Количество электродов можно увеличить. В этом случае сварку осуществляют пучком электродов, которые складывают и прихватывают в точке контакта с электродержателем, вследствие чего одновременно все электроды обеспечиваются током (хотя корневой шов следует накладывать одиночным электродом). Благодаря такой работе производительность сварки повышается примерно в 2 раза, а расход электроэнергии снижается приблизительно на 2030 %.
Ориентировочные режимы работы увеличенным количеством электродов представлены в табл. 23.
Таблица 23. РЕЖИМЫ РУЧНОЙ ДУГОВОЙ СВАРКИ НЕСКОЛЬКИМИ ЭЛЕКТРОДАМИ
3. В ряде случаев, в частности при выполнении швов со значительным объемом наплавленного металла (например, при заварке дефектов стального литья, наплавке и др.), применяют сварку трехфазной дугой (рис. 77).
Рис. 77. Схема горения сварочных дуг при сварке трехфазной дугой: 1 – основной металл; 2, 6 – дуга между электродом и металлом; 3, 4 – электрод; 5 – дуга между электродами
Суть данного способа заключается в том, что к двум электродам и основному металлу подключается переменный ток одновременно от трех фаз источника тока (две фазы к электродержателю, одна – к основному металлу). Это означает, что возбуждаются три сварочные дуги: две между электродами и металлом, а третья – между электродами. Благодаря такому способу сварки увеличиваются количество выделяющейся теплоты, скорость плавления электродов и производительность труда (в 2–3 раза).
В совокупности это означает, что за 1 час горения трехфазной дуги и при использовании электродов диаметром 6 мм количество наплавленного металла во время работы может составить 8 кг.
Понятно, что для такой сварки необходимы особые электроды (рис. 78).
Рис. 78. Конструктивная схема двухстержневого электрода для сварки трехфазной дугой: 1 – электрод; 2 – общее покрытие; 3 – зачищенный конец
Расстояние между электродами определяется диаметром стержня (табл. 24). Таблица 24. СООТНОШЕНИЕ ДИАМЕТРА СТЕРЖНЕЙ ЭЛЕКТРОДОВ И РАССТОЯНИЯ МЕЖДУ НИМИ
Трехфазной дугой выполняют стыковые и тавровые соединения в нижнем положении и под углом в 45°. Тавровое соединение предпочтительнее варить «в лодочку». Чтобы увеличить глубину провара и предотвратить пористость шва, необходимо, чтобы конец электрода касался основного металла кромкой козырька покрытия, появляющегося при плавлении. При сварке в нижнем положении величина сварочного тока составляет 200–220 и 280–320 А при диаметре электрода 5 и 6 мм соответственно.
Режимы сварки стыковых соединений наглядно представлены в табл. 25.
Таблица 25. РЕЖИМЫ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТРЕХФАЗНОЙ
1. Также повышает производительность сварка наклонным и лежачим электродами (рис. 79).
Рис. 79. Способы сварки: а – наклонным электродом: 1 – электрод; 2 – обойма; 3 – штанга; б – лежачим электродом: 1, 3 – электроды; 2 – разделка шва
В первом случае электрод устанавливают в штангу с подвижной обоймой, в ней его наклонно фиксируют и подводят через нее ток. При плавлении он будет опускаться вниз, совершая параллельные самому себе движения и сохраняя угол наклона. Одновременно с ним по штанге будет скользить и обойма. Для возбуждения дуги используют вспомогательный, например угольный, электрод. При сварке электрод опирается на основной металл козырьком, который образует плавящееся покрытие, благодаря чему поддерживается стабильное горение дуги.
Чем больше угол наклона электрода относительно изделия, тем шире наплавленный валик. Для получения уширенного валика применяют не один электрод, а гребенку из 3–5 штук. Величину тока увеличивают на 50–70 % по сравнению с обычной ручной сваркой.
Для электрода диаметром 6-10 мм угол наклона должен составлять 25–30° (при меньшем качество шва резко падает, а потери на разбрызгивание металла возрастают). Длина электрода составляет 1200 мм. Ток пропускают из расчета 40 А на 1 мм диаметра электрода.
Такой способ показал особую эффективность при выполнении коротких швов.
Во втором в разделку укладывают толстопокрытый электрод (1,5–3 мм). Дугу возбуждают вспомогательным электродом. Она горит под слоем покрытия и перемещается по длине электрода (которая составляет не более 1200 мм, чтобы не допускать перегрева) по мере того, как он плавится.
Если осуществляется многослойная сварка, то в шов можно заложить несколько электродов (рис. 80), причем каждый из них будет работать от отдельного источника питания.
Рис. 80. Многослойная сварка несколькими лежачими электродами: 1 – основной металл; 2 – электроды; 3 – медная накладка; 4 – бумага; 5 – стальная накладка; 6 – подкладка
Для сварки наклонными и лежачими электродами используют специальные электроды марок ОЗС-12, ОЗС-17 Н, ОЗС-15 Н и диаметром 4, 5 и 6 мм.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Металлургия сварки
Металлургия сварки Процессы расплавления и затвердевания металла, в ходе которых его химический состав претерпевает изменения, а кристаллическая решетка – трансформацию, называются металлургическими. Сварка также относится к ним, но по сравнению с другими подобными
Виды сварки
Виды сварки Напомним, что получение неразъемного соединения твердых материалов в процессе их местного плавления или пластического деформирования называется сваркой. Металлы и сплавы, как уже было сказано, являются твердыми кристаллическими телами, состоящими из
Техника дуговой сварки
Техника дуговой сварки Сварочные работы предполагают определенную подготовку деталей, которая включает в себя несколько операций:– правку, которую осуществляют на станках или вручную. Например для правки листового и полосового металла применяют различные
Технология сварки в защитных газах
Технология сварки в защитных газах Дуговая сварка в среде защитных газов получает все большее распространение, поскольку отличается рядом технологических достоинств:– обеспечивает высокую производительность труда и степень концентрации тепла источника питания,
Техника газовой сварки
Техника газовой сварки Газовая сварка – способ универсальный, но при ее выполнении необходимо помнить, что нагреванию подвергается достаточно большой участок вокруг сварного соединения. Поэтому нельзя исключить возникновение коробления и развитие внутренних
Особенности сварки различных материалов
Особенности сварки различных материалов Газовая сварка может быть применена для сваривания различных материалов.1. Сварка легированной стали. В ее состав входят титан, молибден, хром, никель и др. От присутствия тех или иных легирующих компонентов зависят особенности
Метод холодной сварки в домашних условиях
Метод холодной сварки в домашних условиях Сварку стыков полотнищ линолеума вы можете производить двумя способами – горячим, то есть инфракрасными лучами и горячим воздухом, и холодным.Первый метод сварки в основном применяют на производстве, а в домашних условиях –
Метод холодной сварки в домашних условиях Сварку стыков полотнищ линолеума производят следующими способами:– тепловой, то есть инфракрасными лучами и горячим воздухом;– холодный.Первый метод сварки в основном применяют на производстве, а в домашних условиях – только
Способы настила линолеума
Способы настила линолеума Для получения качественного покрытия линолеум принято настилать 2 способами:– с изгибом на стену;– без изгиба на стену.И тот и другой способ позволяют получить аккуратное покрытие при условии соблюдения всех
Способы экстрагирования
Способы экстрагирования Метод мацерации (классический метод) (от лат. maceratio, macero – размягчаю, размачиваю).К одной части травы добавляют 5 или 10 частей экстрагента. Настаивают при периодическом перемешивании при комнатной температуре в течение 7 суток. Жидкая часть
Способы ускорения постройки
Способы ускорения постройки Облегчить и ускорить сооружение теплицы могут готовые оцинкованые двери, форточки, торцевые стенки, шпросы и другие мелкие детали. При использовании полых плит необходимо установить межцентровые расстояния между шпросами крыши и стенок.
Термомеханическая сварка
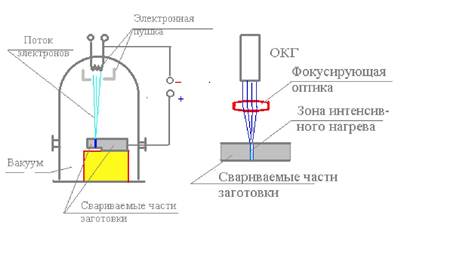
Применение современных концентрированных источников тепловой энергии позволило разработать новые виды сварки, электроннолучевую и лазерную (рис.5.5), отличающиеся локальностью воздействия на обрабатываемый материал, позволяющие сваривать зачастую разнородные металлы с высокой производительностью. При этом зона расплавления может быть значительно меньше, что повышает качество соединения.
Применяются данные виды сварки в аэрокосмической, судострои-тельной промышленности, в атомном и общем машиностроении.
Самым древнейшим способом соединения стальных заготовок является кузнечная сварка (рис.5.6), при которой заготовки при высокой температуре

совместно проковываются, разделяющая их пленка окислов железа разрушается, а в результате пластической деформации кристаллы металла из различных частей заготовки сближаются на межатомные расстояния и происходит их соединение.
Такая сварка применяется сейчас в основном в художественной ковке. Однако сам физический принцип такого соединения широко используется, например, при получении биметаллических листов совместной прокаткой (рис.5.6). Так можно получать, например, листы из алюминиевого сплава покрытые слоем чистого алюминия, стальные листы со слоями коррозионностойкой стали и т.д.
Электроконтактные виды сварки (рис.5.7) основаны на нагреве зоны контакта двух частей заготовки в зоне их стыка при их механическом сдавливании. Процесс может быть реализован , если электрическое сопротивление контакта заготовок превышает сопротивление всей электрической цепи. Тогда в зоне контакта будет выделяться тепловая мощность W = I 2 * Rk
где I - величина эл.тока в цепи, Rk - сопротивление контакта.
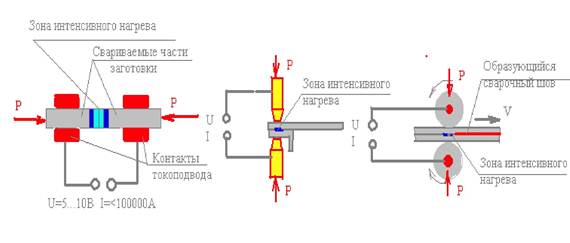
Такими способами сваривают прутки из различных металлов встык ( при производстве инструмента) , листовой материал ( кузова автомобилей, корпусные изделия из тонколистового материала и т.д.)
Технологические возможности методов сварки.
1.Свариваемые материалы. Методы сварки практически позволяют соединять все виды металлов и даже неметаллов. Однако каждый конкретный метод сварки предназначен для сварки определенного набора материалов.
2.Форма. Сварка позволяет получать изделия самой сложной формы, что и естественно, так как соединяя между собой даже части простейшей формы можно получить сколь угодно сложную по форме конструкцию. Так телевышка, мост состоят из простейших по форме деталей стержневой формы.
3.Размеры. Не ограничены. Пролеты мостов, вышки длиной сотни метров, а сварные трубопроводы для нефти и газа - сотни км.
В то же время сварка применяется и в микроэлектронике для соединения изделий размером менее 0,01мм.
4.Точность. Данный параметр определяется в очень широких пределах. Если электродуговая сварка приводит к значительной тепловой деформации заготовки и точность ее весьма невелика - допустимые отклонения выше 0.1мм и могут составлять более 1мм, то в микроэлектронике погрешность может не превышать 0.01мм.
5. Шероховатость.Шероховатость наиболее распространенных видов сварки весьма высока и превышает 0,1мм. Поэтому сварные швы на важных в функциональном отношении поверхностях обрабатываются механически, например, шлифованием. Так при сварке труб для газопровода или нефтепровода образующиеся неровности на внутренней поверхности трубы приводят к увеличению сопротивления прокачиванию. Поэтому они должны быть обработаны, что в технологическом отношении представляет определенные трудности.
Вопросы для самопроверки:
1.Почему при сварке плавлением необходим мощный концентрированный источник тепловой энергии?
2.В каких случаях применяются методы сварки?
3.Перечислите рациональные области применения сварки в защитных газах. 4.Каково основное условие сварки металлов плавлением?
5.Каково основное условие электроконтактной сварки?
6.В каких случаях рационально применять газовую сварку?
7.Каковы ограничения размеров сварных конструкций?
8.В чем состоят преимущества лазерной и электроннолучевой сварки?
9.Перечислите составляющие затрат при аргонодуговой сварке; - при электродуговой ручной сварке.
10.Какой вид сварки наиболее производительный?
Образец карты тестового контроля:
1. Каким видом сварки возможно соединение листов из алюминиевого сплава
Амг6:
а). Электродуговой, автоматической под флюсом; б). Аргонодуговой, электроконтактной; в). Газовой, электроннолучевой
2. Какой вид сварки наиболее дорогой:
а). Электродуговой; б). Аргонодуговой; в). Газовый;
3. Какими способом сварки соединяют трубы при прокладке магистральных
газопроводов:
а). Электродуговым, электроконтактным;
б). Электродуговым под флюсом, аргонодуговым;
4. Какие виды сварки используются при строительстве корпусов судов из
стали:
а). Электродуговая, автоматическая под флюсом; б). Электроконтактная; в). электроннолучевая;
5. Для каких целей используется стыковая электроконтактная сварка:
а). Для сварки заготовок инструмента; б). Для сварки строительных конструкций; в). Для сварки корпусов судов;
Виды сварки металлов
На сегодняшний день применяются различные виды стыковки металлов, основные различия и характеристики подразделяются на техническую, физическую, а также технологические разновидности. Технологический процесс соединения подразумевает взаимодействия материалов на межатомном уровне путем воздействия температур. Несъемные крепления используются для множества материалов, основные из них металлические детали, также свариваются стекло, пластмасса и керамика. Процесс происходит основными способами ручной, полуавтоматической или автоматической, в зависимости от характеристик механизмов.

Понятие процесса сварки
Энергия подводится к электроду, материалу для сварки, путем усиления через инвертор. Определение сварки начинается с того, что воздействие электрической дуги приводит к расплавлению металла электрода, что приводит к образованию сварочной ванны. При процессе образования ванны происходит смешивание с основным материалом, шлаки всплывают на поверхность и служат как защитная пленка. Затвердевание металла после процессов называется процессом сварки.

Для определения, что такое сварка, важно знать, что существует два вида электродов – неплавящиеся и плавящиеся. Неплавящийся электрод подразумевает использование присадочной проволоки, которая вводится в сварочную ванну отдельно. Второй вариант плавит непосредственно прут электрода. Защита от окисления в процессе стыковки производится газами, подводящийся при горении головки. Существуют переменные и постоянные агрегаты, при работах с агрегатами постоянного тока происходит более качественный, равномерный шов.
Физические признаки сварки
Взаимодействие металлов или других материалов происходит путем межатомного воздействия элементов. При обычных температурных показателях материалы не взаимодействуют друг с другом вне зависимости от условий, из-за твердой структуры металлов. Загрязнение поверхностей при соединении в виде образований жира или окисей оказывает значительное влияние при процессе связки металлов.
Под действием сдавливания возможно физическое соединение на поверхности или пластическая деформация. Атомно — металлические связи происходит путем взаимодействий электронных соединений при сварке металлов, а также стыковка ковалентных металлов. Определение типа и вида сварки происходит по нескольким параметрам взаимопроникновения, например сдавливание, распайка и термомеханическое воздействие.

Расплав металла сваркой
Расплавление материала происходит без воздействия внешних механических сил, обеспечивается необходимая температура сварочными дужками, газовым пламенем, другим источникам энергии. Виды сварочных работ под давлением подразумевают деформацию металла, что придает текучесть жидким соединениям. Процесс стыковки материалов происходит за счет наплыва свежих слоев материала друг на друга.
Технологичность главное свойство сварных работ
Существует множество разновидностей способов, видов сварочных работ. Классификация имеет прямую зависимость от типа материала и оборудования. Распространенные виды сварочных работ:
- электрошлаковые;
- дуговые;
- плазменное и электронно-лучевое;
- световые, газовые;
- ультразвуковые;
- холодные, печные, контактные виды.
Плазменная сварка Электрошлаковая сварка
Важность технологических свойств
Бесперебойность процесса и его механизацию обеспечивают технологические свойства. Металлический компонент в сварочном шве остается защищенным в случае соблюдения требований и технологий. Виды сварки подразделяются на:
- вакуумные;
- воздушные;
- защитно — газовые;
- по флюсные;
- пенные;
- под флюсные виды.
Степень расплавленной среды материала подразделяется на атмосферную и струйную разновидность. Расплавленное вещество на дужке сварного шва характеризует струйную технологию. Характер заменимости способствует возможной замене газа на более или менее активный. Существует совокупность активных или инертных соединений газов. Степень механизации подразделяется на ручную, механизированную и полностью автоматический процесс.
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.

Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Термический класс сварки
Данный класс сварочных работ выполняется путем плавления кромок частей материалов. В начале процесса образуется сварочная ванна, после отвода которой производится шов. Классификация видов сварки термическим способом разделяется на основные подкатегории:
- газовая;
- электронно-лучевая;
- плазменная;
- лазерная;
- термитная;
- электрически дуговая стыковка.
Наиболее распространенным считается последний вариант т.к. не требует специализированного инструмента, приспособлений.
Дуговая сварка
Электродуговая стыковка деталей пользуется наибольшей популярностью при проведении работ. Электрическая дуга между электродами производится мощным разрядом, одним из элементов производится процесс сварки.

Схема дуговой сварки
Работа производится после обработки, заготовки материала, состоит из основных этапов.
- Производится соприкосновение электрода с металлом, что вызывает короткое замыкание, после этого, инструмент отводится на расстояние не более 5 мм. Короткое замыкание служит для достижения электродом требуемой температуры, путем интенсивной эмиссии электронов в конструкции катода. После достижения стабильной, устойчивой дуги, производятся работы.
- Устойчивый дуговой заряд производится путем ускорения электронов в электрическом поле, происходит ионизация газового соединения анода с катодом. Температура электрической дуги, как источника тепла достигает до 6000⁰. Сварочный ток при напряжении дуги до 50 В, использования покрытого специальным составов, достигает до 3 кПа.
Предназначение данного вида сварки с использованием покрытых электродов состоит в легировании состава шва, защиты расплава от окружающих воздействий путем газового и шлакового способа.
Газовая сварка
Электродуговой способ, при котором осуществляется процесс в газовой защитной среде. Подразделяются газообразные вещества на инертные и активные виды.
Методики сварки существуют МИГ и МАГ разновидностей, основное предназначение состоит в использовании универсальных материалов, различаются механическими параметрами.
Перед использованием оборудования необходимо проверить все составляющие, зачистить обрабатываемый металл от окраски и ржавчины.

Устройство аппарата для газовой сварки
Комплект газосварочного оборудования состоит из:
- кислородный рукав номинальным давлением 0,64 МПа, используется для подачи ацетилена;
- подача кислорода производится через рукав третьей категории давлением до 2 МПА;
- два редуктора для регулировки давления;
- баллоны объемом от 40 л;
- горелка с регулировочным винтом.
Давление подачи ацетилена производится регулировкой редуктора на баллоне, специальный манометр указывает на точный параметр. Давление горючей смеси должно составлять около 0,2 МПа, кислород регулируется идентичным способом до уровня 0,5 МПа. Регулировка газовой горелки происходит путем открытия подачи ацетилена до тех пор, пока огонь не стабилизируется у основания, кислородом устанавливается мощность пламени.
Основные составляющие пламени это ядро, зона восстановления и факел. Горелка располагается под определенным градусом к основному металлу, расстояние между ядром и материалом составляет 1,5 мм. Поступательными движениями разогревается металл до температуры плавления, после изменяется градус подачи горелки, подается присадочная проволока.
Лучевая сварка
Высокое качества шва достигается путем работы в вакууме. Процесс представляет собой передачу мощного пучка энергии к заготовке. Электроны взаимодействуют со составляющими веществами материала, что приводит к быстрому разогреву, достижению необходимой температуры плавления. Используются данная категория сварочных работ при работе с микроэлементами, т.к. луч можно регулировать до размеров микрона в диаметре.
Установка для лучевой сварки Схема электролучевой сварки
Термитная сварка
Сварка происходит с использованием специального материала – термит, состоящего из соединений магния или алюминия, железной окалины. Порошкообразная смесь применятся к подготовленным в жаропрочном виде материала металлам, предварительно разжигая запалом либо электрической дугой. Результатом становится прочное соединение, основное предназначение данного вида работ состоит в стыковке труб, рельсов, наплавки массивных изделий.
Электрошлаковая сварка
Относительно новый способ произведения сварочных работ разработан в институте им. Патона. Подготовленные детали обволакиваются шлаком, который нагрет до температур, превышающих плавление проволоки и металла. Электрошлаковая сварка позволяет заполнять большие разрывы в один проход, процесс не отличается от дугового вида стыковки металлов. Высокое качества шва достигается за счет образования защитной ванны, которая выдвигает нестабильные соединения металлов на поверхность.

Схема процесса электрошлаковой сварки
Процесс электрошлакового вида сварки происходит следующим образом:
- кромки вертикально расположенных деталей наклоняются на 20-25⁰ по отношению к размеченной части;
- устанавливается необходимый зазор для помещения порошка;
- дуга, разжигаемая между нижней пластиной и электродом, расположенным сверху расплавляет флюс;
- шлаковая ванна возникает путем плавления флюса, медных ползунов, после чего шунтируемая дуга потухает;
- происходит переход из дугового вида в шлаковую, ванная которой нагревается до 1700⁰;
- кромки металла расплавляются шлаком в сварочной ванне, после удаления электрода происходит остывание и кристаллизация металла.
Данным способом возможно работать со сложными швами, крупногабаритными деталями. Повышенное качество, отсутствие трещинообразования, позволяют стыковать шлаковой сваркой ответственные детали.
Газовые примеси и пузыри удаляются без затруднений из зоны сварки, этому способствует вертикальное расположение конструкции.
Комбинированный способ предлагает воздействие не только повышенной температурой на металл, но и механические усилия. В большинстве случаев, используется при стыковке малогабаритных частей, которые обычным способом качественно связать не представляется возможности. Процесс происходит в электродах — губках, в которых закрепляется две части деталей. Основными видами сварки называются контактная, диффузионная и кузнечные способы.
Кузнечная сварка
Качественное соединение кузнечным способом работ достигается при условиях очищенных от налетов, окислов прилагаемых поверхностей. Работа ручным инструментом осуществляется по нагретому металлу, детали нахлестываются и производятся удары молотком по поверхности.
Способы кузнечной сварки Кузнечная сварка
Кузнечный вид сварки применяется далеко не ко всем материалам, имеет малую производительность, требует достаточного опыта от кузнеца.
Современные виды работ вытеснили кузнечное дело ввиду малой надежности стыкованных деталей.
Контактная сварка
Нагрев при сварке сопротивлением достигается прилеганием поверхности иглы к изделию. Электрический ток проходит через инструмент нужного диаметра, предварительно необходимо подготовить металл путем сдавливания или осадочного механического воздействия. Химическое воздействие атомов металла дает возможность сварить мелкие детали, легко поддается автоматизации и высокопроизводительна.

Различается на три основные способа, точечную, роликовую и стыковую разновидность. Широко применяется в промышленности и машиностроении, в труднодоступных местах и соединениях.
Диффузионная сварка
Основой способ является использования диффузии атомов при высоком уровне вакуума. Поверхностные слои металла нагреваются в силу высокой диффузионной способности атомов до температур, приближенной к плавлению. Контакт и надежная стыковка происходит механическим воздействием высокой силы, минимальная мощность сжатия составляет 20 МПа.
Применяется данный вид при плохо контактирующих материалах.
Процесс начинается с помещения деталей в специальную камеру, крепление и передачи усилия. Материалы выдерживаются определенной время, под воздействием электрического тока.
Виды и способы механической сварки используют физическое воздействие на стыкуемые материалы. Основные способы имеют преимущества при отсутствии возможности до температуры плавления. Переход энергии из механической в кинетическую позволяют нагреть стыкуемые изделия до порога плавления.
Сварка трением
Основные детали, к которым применяется сварка трением, являются трубы небольшого диаметра, стержневые конструкции. Автоматизированный процесс позволяет производить различные виды сварочных работ в специальных машинах, в шпиндель которых крепятся заготовки. Машина работает посредством перемещения одной из деталей к неподвижной части. Частота вращения доводится до 1500 об/мин, в результате чего происходит нагрев деталей и оплавление.

После выключения муфты вращения, машина выполняет осадку изделий. Экономичность, быстрое выполнение поставленных задач, делают вид работ трением преимущественнее дуговой, а также имеется возможность варить металлы из разных сплавов.
Холодная сварка
Заготовки стыкуются путем холодной сварки путем деформирования пластических свойств материалов. Температура при операции может достигать минусовой, поверхности должны быть зачищены от окислов и ржавчины. Соединение происходит на межатомном уровне, поэтому элементы должны быть идеально ровными и обработанными.

Применяется холодный вид при стыковке шин, проволоки или труб. Давление варьируется от 1 до 3 ГПа, данный способ требует подготовленного к высоким нагрузкам оборудования.
Сварка взрывом
Соединение деталей при сварке взрывом происходит путем синхронной пластической деформации деталей. Подвижная часть детали прикладывается параллельно к устойчиво закрепленной мишени, после чего производится контролируемый взрыв. Основное применение данный способ получил ввиду возможности стыковки разнородных металлов. Взрывные вещества применяются из состава гранулотола, аммонита, гексогена.

Ультразвуковая сварка
Стыковка деталей происходит с применением источников энергии, выдающим на выходе ультразвуковые колебания. Применяется при шовной, точечной, контурного вида сварки механическим воздействием. Сухое трение способствует разрушению оксидных пленок, после заменяется на чистое трение, при котором происходит процесс сварки. Основными преимуществами данного способа является отсутствие предварительной очистки поверхностей, что значительно экономит время. При сварке пластмассовых деталей не допускается перегрев прилагаемых зон, т.к. контролируется температурный диапазон определенного участка. Отсутствуют вредные пары, газы при процессе, нагрев происходит за доли секунды.

Недостатками при ультразвуковом виде можно выделить дорогостоящее оборудование, малый диапазон толщины материалов. Необходимо четко определить толщину свариваемых видов материалов, при размерах вне допуска, возможно применение акустической линзы, что дает возможность сфокусировать энергию на определенном участке детали.
Общие сведения о сварке.
Сваркой называется процесс получения неразъемного соединения каких-либо твердых материалов путем их местного плавления или пластического деформирования, в результате чего образуются прочные связи между атомами свариваемых материалов.
Сварка металлов подразделяется на различные виды по физическим, техническим и технологическим признакам.
Классификация сварки металлов по физическим признакам
Классификация по физическим признакам осуществляется в зависимости от формы энергии, используемой для образования сварного соединения. В результате сварочные процессы подразделяются на три класса:
К термическому классу относятся такие разновидности сварки, которые осуществляются плавлением с использованием тепловой энергии: дуговая, электронно-лучевая, электрошлаковая, плазменная, ионно-лучевая, световая, сварка тлеющим разрядом, индукционная, термитная, газовая и литейная.
К термомеханическому классу сварки относятся такие ее виды, которые производятся как с использованием тепловой энергии, так и с использованием давления. Сюда относятся: контактная сварка, индукционно-прессовая, диффузионная, газопрессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, печная и термитно-прессовая.
К механическому классу сварки относятся разновидности, осуществляемые с использованием механической энергии и давления: холодная, ультразвуковая, взрывом, трением и магнитно-импульсная.
Классификация сварки металлов по техническим признакам
К техническим признакам относят следующее:
— способ защиты металла в зоне сварки;
— степень непрерывности процесса сварки;
— степень механизации процесса.
С точки зрения способа защиты металла различают сварку в воздухе, вакууме, различных защитных газах, под флюсом, по флюсу, в пене, с комбинированной защитой.
По непрерывности процесса сварки различают непрерывные и прерывистые виды; по степени механизации различают ручные, механизированные, автоматизированные и автоматические виды сварки.
Краткая характеристика основных видов сварки
Дуговая сварка является наиболее распространенным и универсальным видом сварки. Относится к сварке плавлением.
Плавление основного и присадочного металла производится электрической дугой, горящей между электродом и металлом, который сваривают. Расплавленный основной и присадочный металл (электрод или сварочная проволока) образуют так называемую сварочную ванну; в результате кристаллизации металла сварочной ванны образуется сварной шов.
Для защиты сварного шва от окисления применяют электроды с толстым покрытием с обмазкой, выделяющей при горении дуги жидкие шлаки и восстановительные газы (например, СО2; водород).
Сварку угольными электродами с зависимой (рис. 2,б) или независимой (рис. 2, в) дугой с присадочными прутками применяют ограниченно, преимущественно для сваривания тонкостенных изделий из цветных металлов. Более широко применяют угольные электроды для дуговой резки (особенно для резки шлифованных сталей).
Рисунок 2 - Дуговая ручная сварка
Автоматическая дуговая сварка под слоем флюса
Этот вид сварки применяется при больших масштабах производства для соединения деталей прямыми и круговыми швами (рис.3). Электродом служит полая сварочная проволока 1.
Производительность данного процесса в 5—10 раз выше, чем при ручной дуговой сварке. Качество сварных швов также высокое.
Рисунок 3 - Автоматическая дуговая сварка под слоем флюса
Сварка в защитных газах
Сварка осуществляется плавящимися (рис. 4, а) или неплавящимися (вольфрамовыми) электродами (рис. 4, б) в струе инертных газов.
Рисунок 4 - Сварка в защитных газах
Данный способ применяют при сваривании деталей из высоколегированных сталей, титановых, никелевых, алюминиевых и магниевых сплавов. При сварке углеродистых сталей используется более дешевый углекислый газ.
Электрошлаковая сварка
В данном виде сварки плавление основного и присадочного металлов осуществляется теплом, которое выделяется при прохождении электрического тока через расплавленный шлак в течение установившегося процесса сварки.
Электрошлаковая сварка классифицируется по виду электрода, наличию колебаний электрода, количеству электродов и некоторым другим признакам. Применяется для соединения массивных заготовок (корпусные детали крупных машин, резервуары высокого давления и т. п.).
Газовая сварка
Данный вид сварки основан на плавлении основного и присадочного металлов высокотемпературным газово-кислородным пламенем. В качестве горючего для сгорания в кислороде применяют самые разные газы: водород, ацетилен, пропан-бутановую смесь, пары бензина, пары керосина, городской газ, природный, светильный, коксовый, нефтяной и другие газы.
Ацетиленокислородная сварка (рис.5) осуществляется в пламени инжекционной горелки. Присадочным металлом служит проволока или прутки из металла, близкого по составу к металлу свариваемых деталей. Качество соединений при ацетиленокислородной сварке ниже, чем при электродуговой сварке.
Рисунок 5 - Ацетиленокислородная сварка
Контактная сварка
Сварка встык сопротивлением применяется, как правило, для соединения деталей с небольшими сечениями. Торцы деталей сжимают гидравлическим прессом, затем включают электрический ток. Металл на стыке при этом доводится до пластического состояния.
Другая разновидность контактной сварки — сварка оплавлением. При этом способе стык сначала сжимают небольшим усилием, затем включают ток. В результате на стыке образуется большое число микродуг, расплавляющих металл (рис. 6, б). После оплавления стык сжимается гидравлическим прессом (рис. 6, в). Сварку оплавлением применяют для соединения деталей больших сечений, кроме того — деталей из разнородных материалов.
Еще один вид контактной сварки — точечная сварка, подразделяемая на одноточечную, двухточечную и многоточечную.
Контактная сварка может выполняться различными видами электрического тока — постоянным, переменным, пульсирующим.
Рисунок 6 - Стыковая сварка
Понятие о свариваемости металлов
Свариваемостью в сварочном производстве называется способность однородных и разнородных металлов (а также их сплавов) образовывать сварное соединение, которое сможет работать при заданных нагрузках, среде, температуре и других условиях.
При сварке плавлением свариваются только металлы, имеющие хорошую взаимную растворимость. Хорошо свариваются все однородные металлы, то есть сталь со сталью, чугун с чугуном, медь с медью и т. п. Медь и свинец не обладают взаимной растворимостью и в расплавленном (жидком) состоянии образуют неперемешивающиеся слои, поэтому сварить медь и свинец практически невозможно. Трудно сваривается железо со свинцом, алюминий- с висмутом, железо с магнием и т. д. Поэтому в таких случаях для обеспечения свариваемости разнородных металлов обычно используют третий металл, обладающий хорошей взаимной растворимостью с обоими свариваемыми металлами.
Кроме свойств основного металла, свариваемость зависит от вида и режима сварки, состава присадочного металла и флюса, от вида защитного газа. Так, например, сваривать углеродистую сталь в среде азота нельзя, потому что произойдет насыщение металла шва азотом, а в результате — старение металла. Сварка меди в азоте, наоборот, происходит благоприятно, поскольку расплавленная медь практически нейтральна к азоту.
Для определения свариваемости металлов и их сплавов на практике используется более 150 способов.
Читайте также: