Каково назначение электродов с основным видом покрытия сварка на спуск
Обновлено: 20.09.2024
5.10.2.1 Ручная дуговая сварка электродами с основным видом покрытия методом «на спуск» предназначена для сварки заполняющих и облицовочного слоев шва стыков труб прочностных классов К55-К65.
5.10.2.2 При выполнении неповоротных стыков применяются следующие технологические варианты сварки электродами с основным видом покрытия «на спуск»:
- корневой слой – электродами с основным видом покрытия методом «на подъем», последующие слои шва – электродами с основным видом покрытия методом «на спуск»;
- корневой слой – механизированной сваркой в среде защитных газов методом STT, последующие слои шва – электродами с основным видом покрытия методом «на спуск».
5.10.2.3 Марки электродов с основным видом покрытия для сварки стыков труб методом «на спуск» приведен в таблице 8.3.
5.10.2.4 Сварку заполняющих и облицовочного слоев шва электродами с основным видом покрытия следует осуществлять на постоянном токе обратной полярности.
5.10.2.5 Режимы сварки должны соответствовать таблице 5.10.2.1.
Таблица 5.10.2.1 – Режимы ручной дуговой сварки при использовании электродов с основным видом покрытия (сварка на спуск)
| Сварочные слои | Диаметр, мм | Полярность | Сварочный ток, А |
| Заполняющие | 4,0 4,5 | обратная | 180-200 200-230 |
| Облицовочный | 4,0 | обратная | 180-200 |
5.10.2.6 Сварку следует вести на короткой дуге.
5.10.2.7 Не допускается повторное зажигание одного и того же электрода.
5.10.2.8 Сварка всех слоев, начиная со второго заполняющего, выполняется методом «слой за два-три прохода».
5.10.2.9 Электроды с основным видом покрытия (на спуск) могут быть использованы при выполнении специальных сварочных работ – сварке разнотолщинных соединений, захлестов, соединений труба-деталь и труба-запорная арматура (раздел 10).
5.10.2.10 Ремонт сварных стыков, выполненных электродами с основным видом покрытия «на спуск», осуществляется электродами с основным видом покрытия «на подъем» либо «на спуск» в соответствии с положениями раздела 11.
Технология ручной электродуговой сварки электродами с целлюлозным видом покрытия
5.10.3.1 Ручная дуговая сварка электродами с целлюлозным видом покрытия предназначена для сварки корневого слоя, горячего прохода, заполняющих и облицовочного слоев шва стыков труб прочностных классов до К60 включительно.
5.10.3.2 Применение на линейной части нефтепровода электродов с целлюлозным видом покрытия возможно при температуре окружающего воздуха не ниже минус 20 0 С и при условии полного соблюдения требований по температуре предварительного подогрева и межслойной температуре (раздел 5.1).
5.10.3.3 При сварке неповоротных стыков могут быть применены следующие технологические варианты с использованием ручной дуговой сварки электродами с целлюлозным видом покрытия:
- корневой слой шва и горячий проход – электродами с целлюлозным видом покрытия; заполняющие и облицовочный слои шва – механизированной сваркой самозащитной порошковой проволокой Иннершилд;
- корневой слой шва – электродами с целлюлозным видом покрытия; горячий проход, заполняющие и облицовочный слои шва – механизированной сваркой самозащитной порошковой проволокой Иннершилд;
- корневой слой шва и горячий проход – электродами с целлюлозным видом покрытия, последующие слои – электродами с основным видом покрытия методом «на подъем»;
- сварка на трубосварочной базе ССТ-ПАУ электродами с целлюлозным видом покрытия корневого слоя шва и горячего прохода, электродами с основным видом покрытия 1-го заполняющего или подварочного слоев шва и автоматической сваркой под слоем флюса заполняющих и облицовочного слоев шва;
- сварка всех слоев шва электродами с целлюлозным видом покрытия.
5.10.3.4 Перечень марок электродов с целлюлозным видом покрытия для сварки стыков труб из сталей различных прочностных групп приведен в таблице 8.2.
5.10.3.5 Режимы сварки корневого слоя шва и горячего прохода должны соответствовать табл. 5.10.3.1.
Таблица 5.10.3.1 – Режимы ручной дуговой сварки при использовании электродов с целлюлозным видом покрытия
| Сварочные слои | Диаметр, мм | Полярность | Сварочный ток, А |
| Корневой | 3,2 4,0 | прямая прямая | 100-120 130-160 |
| Горячий проход | 4,0 | обратная | 140-170 |
| Заполняющие, облицовочный | 4,0 5,0 | обратная | 140-170 150-200 |
5.10.3.6 Сварку корневого слоя шва стыков труб с заводской разделкой кромок на линейной части нефтепровода электродами с целлюлозным покрытием осуществляют способом сверху-вниз на постоянном токе прямой полярности. Допускается применение тока обратной полярности.
5.10.3.7 При сварке корневого слоя шва необходимо зачищать от шлака и обрабатывать шлифовальным кругом места прерывания дуги. Перед выполнением «замка» необходимо обработать шлифовальным кругом участок уже выполненного шва.
5.10.3.8 При вынужденных перерывах во время сварки корневого слоя шва необходимо поддерживать температуру торцов труб на уровне требуемой температуры предварительного подогрева.
5.10.3.9 Непосредственно после окончания сварки корневого слоя его следует тщательно зашлифовать для удаления зашлакованных «карманов» и обеспечения плоской поверхности шва.
5.10.3.10 Незамедлительно после завершения сварки и зачистки корневого слоя шва выполнить сварку горячего прохода электродами с целлюлозным покрытием на постоянном токе обратной полярности способом сверху-вниз или самозащитной порошковой проволокой Иннершилд. При этом температура корневого слоя шва перед началом сварки горячего прохода не должна опускаться ниже 70 °С. Для обеспечения этого условия должен применяться предварительный или сопутствующий подогрев до 70…100 °С.
5.10.3.11 После окончания сварки горячего прохода его необходимо тщательно зачистить шлифовальным кругом до чистого металла.
5.10.3.12 Минимальное число слоев при использовании комбинированной технологии «сварка корневого слоя шва и горячего прохода электродами с целлюлозным видом покрытия + сварка последующих слоев шва электродами с основным видом покрытия методом «на подъем» на один больше числа слоев, приведенного в табл. 5.10.2.
5.10.3.13 Электроды с целлюлозным видом покрытия могут быть использованы для сварки стыков захлестов. При этом сварка корневого слоя шва осуществляется способом снизу-вверх на постоянном токе прямой полярности при токе 90-120 А. Диаметр электрода должен составлять 3,2 мм, зазор – 1,5-3,5 мм. Сварка горячего прохода осуществляется электродами с целлюлозным видом покрытия способом сверху-вниз или самозащитной порошковой проволокой Иннершилд.
6 требования к сварным соединениям магистральных нефтепроводов
6.1 Внешний вид и геометрические параметры сварных соединений магистральных нефтепроводов, оцениваемые по результатам визуального и измерительного контроля в соответствии с РД 03-606-03, должны соответствовать требованиям настоящего РД и операционно-технологической карты аттестованной технологии сварки, в частности:
- облицовочный слой шва должен перекрывать основной металл на 1,5- 2,5 мм с каждой стороны разделки без образования подрезов по кромкам и иметь усиление 1-3 мм. Для автоматической сварки в среде защитных газов шов должен перекрывать основной металл на 1,0-2,5 мм в каждую сторону. Ширина шва, выполненного автоматической сваркой под слоем флюса, должна соответствовать требованиям, представленным в соответствующем разделе настоящего РД;
- участки поверхности облицовочного слоя с грубой чешуйчатостью (превышение гребня над впадиной составляет 1 мм и более), а также участки с превышением усиления шва следует обработать шлифовальным кругом или напильником;
- в случае выполнения облицовочного слоя шва в два-три валика должны выполняться следующие условия:
- каждый последующей проход (валик) должен перекрывать предыдущий не менее чем на 1/3 его ширины;
- глубина межваликовой канавки должна быть не более 1,0 мм, что определяется разностью между высотой валика в его верхней точке и высотой шва в месте расположения соседней канавки при установке шаблона на тело трубы;
- усиление шва по периметру межваликовой канавки должна составлять не менее 1,0 мм;
- высота усиления по периметру центральной оси каждого из валиков не должна превышать 3,0 мм.
6.2 Качество сварных соединений, выявляемое по результатам неразрушающего контроля физическими методами, должно соответствовать требованиям РД «Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов».
6.3 При отсутствии в проектной документации специальных требований механические свойства сварных соединений магистральных нефтепроводов должны отвечать следующим требованиям:
6.3.1 Временное сопротивление разрыву, определяемое на плоских образцах со снятым усилением, должно быть не ниже нормативного значения временного сопротивления разрыву основного металла труб, регламентированного техническими условиями на их поставку или ГОСТом.
6.3.2 Ударная вязкость металла шва и ЗТВ сварных соединений магистральных нефтепроводов на образцах типа IX (острый надрез) должна составлять не менее 35 Дж/см 2 при температуре испытаний минус 20 °С. Ударная вязкость определяется как среднее арифметическое из результатов испытаний трех образцов, при этом минимальное значение ударной вязкости для одного образца должно составлять не менее 30 Дж/см 2 .
6.3.3 Среднее арифметическое значение угла изгиба образцов должно составлять не менее 120°, при минимальном для одного образца – 100°.
6.3.4 При испытании на излом соединений прямых врезок поверхность излома каждого образца должна иметь полный провар и сплавление между слоями шва. Максимальный размер любой газовой поры не должен превышать 2 мм, а суммарная площадь всех газовых пор не должна быть более 2% площади излома образца. Глубина шлаковых включений – не более 1 мм, а их длина – не более 3,5 мм. Расстояние между соседними шлаковыми включениями должно быть не менее 13 мм. Любые трещины являются браковочным признаком. Не являются браковочным признаком дефекты типа флокенов («рыбьи глаза»).
6.3.5 Механические свойства сварных соединений магистральных нефтепроводов следует определять в состоянии «после сварки» при проведении производственной аттестации технологии. Виды испытаний и количество образцов должны соответствовать требованиям раздела 12.5 настоящего РД. Методика проведения механических испытаний должна соответствовать Приложению А к настоящему РД.
6.4 При наличии в проектной документации специальных требований к сварным соединениям магистрального нефтепровода их выполнение должно быть подтверждено результатами производственной аттестации технологии сварки.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
Тема 12: Назначение покрытых электродов.
Покрытый электрод – плавящийся электрод для дуговой сварки, имеющий на поверхности электродной проволоки покрытие, связанное с металлом электрода и предназначенный для получения неразъемного сварного соединения.
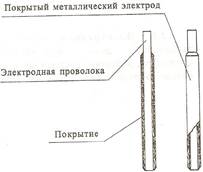

Электродная проволока – сварочная проволока для использования в качестве плавящегося элемента. Она выполняет роль присадочного материала, который, расплавляясь при сварке, образует металл сварного шва.
Покрытие электрода – смесь веществ, нанесенная на электрод для облегчения зажигания и стабилизации горения сварочной дуги, защиты сварочной ванны от вредных воздействий внешней среды, металлургической обработки сварочной ванны.
Покрытие электрода предназначено:
· Обеспечения стабильного горения дуги;

· Обеспечения хорошего формирования сварного шва;
· Получения металла сварного шва заданного химического состава;
· Получения спокойного и равномерного расплавления электродного стержня и покрытия;

· Снижения разбрызгивания расплавленного металла;
· Обеспечения высокой производительности сварки;

· Обеспечения легкой отделимости шлака от поверхности сварного шва;
· Получения достаточной прочности покрытия электрода;

· Сохранения физико-химических и технологических свойств электродов в течение определенного промежутка времени;
· Обеспечения минимального выделения токсичных веществ при сварке.
Различные типы покрытий электродов представлены в таблице.
| Типы покрытий электродов | Обозначение |
| Кислое Основное Целлюлозное Рутиловое Смешанное Прочие виды | А Б Ц Р Соответствующее двойное значение П |
При выборе покрытых металлических электродов всегда следует предусматривать получение механических свойств металла шва не ниже механических свойств основного металла.
Прочность и надежность сварного соединения и шва, а следовательно и всей конструкции в целом, прежде всего, зависит от применяемых электродов при соблюдении установленной технологии сварки.
При выборе электрода для сварки обратите внимание на тип электрода.
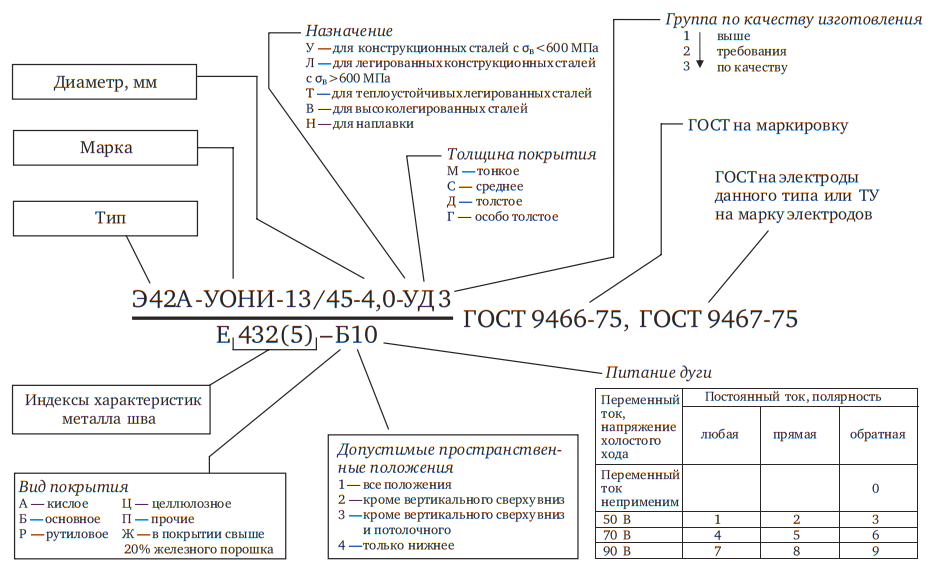
Тип электрода обозначается буквой Э, затем следуют цифры, характеризующие минимально гарантируемое временное сопротивление (предел прочности) наплавленного металла электродами данного типа.
Например, тип электрода Э-42 – тип электрода с минимальным временным сопротивлением 420 МПа (42 кгс/мм 2 ).
Если в обозначении после цифр стоит буква А, то это означает, что электрод данного типа обеспечивает более высокие пластические свойства и ударную вязкость наплавленного металла по сравнению с электродами соответствующего типа без этой буквы.
Типы и виды покрытия электродов для сварки

Выбирая сварочные электроды следует учитывать, что их характеристики и область применения во многом зависят от вида покрытия, которое представляет смесь порошкообразных материалов, нанесенных на стержень из металлической проволоки. Основные задачи покрытия электродов – это обеспечение стабильности горения дуги, защита сварочной ванны и обеспечение заданных механических характеристик сварного шва.
В состав покрытия электродов входят металлы, органические материалы, минералы и связующие вещества. Выбирая электроды, опытные сварщики обращают особое внимание на вид его покрытия, так как от этого будут зависеть особенности его применения. Толщина покрытия, как правило, составляет от 1 до 3 мм, что равнозначно 15-30% от его веса.
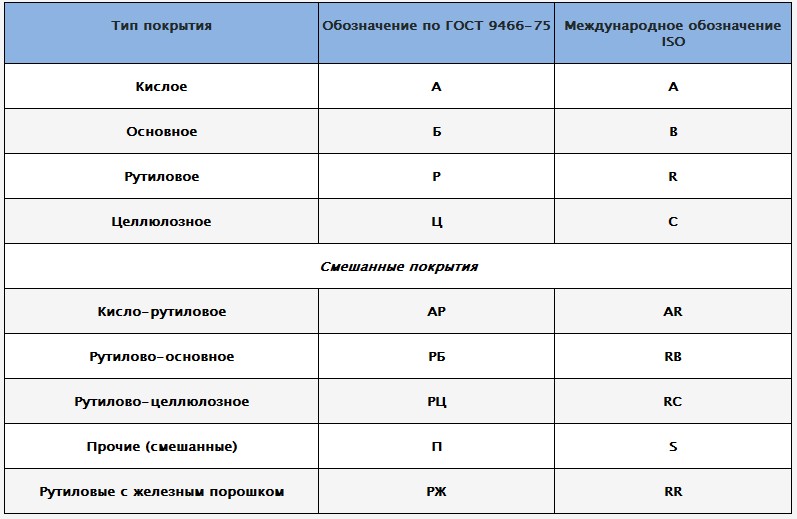
Виды покрытия электродов по ГОСТ 9466-75 подразделяются на кислые, целлюлозные, рутиловые и основные. Также существуют электроды с покрытием смешанного вида, например, рутилово-целлюлозные или рутилово-кислые и электроды с прочими видами покрытий, которые не относятся к указанным выше и обозначаются буквой «П». А при наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляют букву «Ж». По европейскому стандарту DIN EN 499 электроды также делятся на четыре вида: C – cellulose, A – acid, R – rutile, B – basic.
В нашей статье мы рассмотрим электроды с покрытием четырех основных видов, особенности их применения, а также плюсы и минусы различных типов покрытия. А о том, как выбрать электроды для сварки читайте здесь.
Содержание
Электроды с кислым покрытием (символ А)
В состав электродов с кислым покрытием входят: оксиды железа, марганца и кремния. Стоит отметить, что токсичные оксиды марганца могут нанести вред здоровью человека. Поэтому электроды с кислым покрытием теряют свою популярность и используются все реже. Вместо них применяются смешанные – рутилово-кислые.
По механическим свойствам металла шва электроды с покрытием этого вида относятся к типам Э38 и Э42 по ГОСТ 9467-75, обладая пределом прочности до 412 МПа. Они малочувствительны к окалине и ржавчине на свариваемом металле, а также допускают работу удлиненной дугой. Сварку ими можно выполнять на постоянном и переменном токе.
При работе электродами с таким типом покрытия за счет выделения большого количества кислорода во время сварки повышается температура дуги и снижается поверхностное натяжение расплавленного металла, что делает его очень текучим. Это позволяет повысить скорость сварки, но несет риски подрезов (один из дефектов сварного соединения). При этом металл шва имеет повышенную склонность к образованию горячих трещин.
Плюсы электродов с кислым покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность проводить сварочные работы на постоянном и переменном токе
- При сварке ржавого или покрытого окалиной металла не образуют пор
- Устойчивость к влаге и механическим воздействиям
- Обеспечивает ровный сварной шов
- Хорошая отделяемость шлаковой корки
Минусы электродов с кислым покрытием
- Риск образования подрезов
- Выброс опасных токсинов
- Опасность образования горячих трещин при сварке
Области применения
Данный тип электродов используют для сварки некритичных низколегированных стальных конструкций в строительстве и машиностроении.
Электроды с целлюлозным покрытием (символ Ц)
До 50% состава электродов с целлюлозным видом покрытия занимают органические составляющие, как правило, целлюлоза. Также в него могут входить органические смолы, ферросплавы, тальк и прочие вещества.
Металл шва, полученный при использовании целлюлозных электродов по химическому составу соответствует полуспокойной или спокойной стали. При этом он содержит повышенное количество водорода. По механическим свойствам металла шва электроды с этим покрытием соответствуют типам Э42, Э46 и Э50 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа и 490 МПа соответственно.
Их главной особенностью является возможность выполнения вертикальных швов на спуск (сверху вниз). Это достигается за счет образования малого количества шлака, который не стекает вниз, а также большого количества защитных газов. При односторонней сварке на весу для электродов с целлюлозным видом покрытия характерно образование равномерного обратного валика шва.
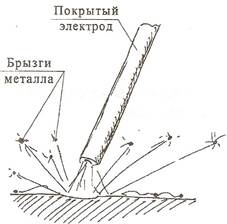
Следует отметить, что эти электроды обладают повышенным количеством брызг и пониженной пластичностью металла шва, обусловленной большим количеством водорода, образующегося при сгорании органических компонентов.
Плюсы электродов с целлюлозным покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность выполнять сварочные работы как на постоянном, так и на переменном токе
- Легкое отделение шлака
- Возможность сварки во всех пространственных положениях
- Отличная защита сварочной ванны
- Отсутствие выброса опасных токсинов
- Чистый корневой шов
Минусы электродов с целлюлозным покрытием
- Сильные брызги металла
- Чешуйчатый поверхностный шов
- Высокое содержание водорода в защитном газе
- Склонность к небольшим подрезам по краям (трещинам)
- Необходимо прокалить электроды перед началом работы
Электроды из целлюлозы применяют при сварке низколегированных сталей. Эффективны при сварке корневого шва магистральных трубопроводов.
Электроды с рутиловым покрытием (обозначение Р)
Рутиловый вид покрытия электродов состоит в основном из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца.
Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Большинство марок электродов с рутиловым покрытием по механическим свойствам металла шва относится к типам Э42 и Э46 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа соответственно. При этом у рутиловых электродов стойкость металла шва к образованию трещин выше чем у электродов с кислым покрытием.
Кроме чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный (РЦ), рутилово-основной (РБ), кисло-рутиловый (АР) типы, которые также обладают хорошими технологическими свойствами.
Электроды с этим видом покрытия характеризуются спокойным расплавлением с малым количеством брызг, а также обеспечивают переход металла стержня в сварочную ванну малыми или средними каплями. Они обладают легким повторным поджигом дуги за счет наличия TiO2, зачастую без соприкосновения стержня электрода с основным металлом. За счет этой особенности достаточно удобно работать короткими швами, когда необходимо частое прерывание дуги. Шов при этом имеет тонкий рисунок, а шлак легко отделяется от металла шва. Еще одним преимуществом рутилового вида покрытия является низкая чувствительность при работе с влажным и ржавым металлом и по окисленной поверхности.
Следует отметить, что рутиловые покрытия менее вредны для здоровья сварщика, чем остальные.

Плюсы электродов с рутиловым покрытием
- Легкое повторное зажигание
- Стабильное горение дуги
- Нет необходимости подготавливать поверхность к работе
- Высокая прочность шва. Не образует горячих и холодных трещин в металле
- Обеспечивает мелкочешуйчатый шов
- Легкое отделение шлака
- Можно использовать как с переменным, так и с постоянным током
Минусы электродов с рутиловым покрытием
- Необходимо прокалить электроды до начала работ
- Необходимо контролировать силу тока, потому что с ее увеличением характеристики электродов ухудшаются
Рутиловые электроды – очень популярные, так как область их применения достаточно широка. Например, они используются при сварке низкоуглеродистых конструкций и изделий, сборке трубопроводных конструкций, а также сварке и ремонте изношенных деталей.
Популярные марки электродов с рутиловым видом покрытия
- – рутилово-целлюлозное, тип Э46
- АНО-21 – рутилово-целлюлозное, тип Э46
- ОЗС-4 – рутиловое, тип Э46
- ОЗС-12 – рутиловое, тип Э46
- МР-3 – рутиловое или рутилово-целлюлозное, тип Э46
Электроды с основным покрытием (символ Б)
В состав электродов с основным видом покрытия входят карбонаты магния и кальция (доломит, мрамор, магнезит) и плавиковый шпат (CaF2). Последний снижает эффективность работы при использовании переменного тока, поэтому сварка такими электродами выполнятся только на постоянном токе. Смешанные типы, содержащие меньшее количество CaF2 допускают выполнение работ на переменном токе.
Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. По механическим свойствам металла шва электроды с основным покрытием относятся к типам Э42А, Э46А, Э50А, Э55 и Э60 по ГОСТ 9467-75. Наиболее распространенный и востребованный тип Э50А обладает временным сопротивлением разрыву до 490 МПа. Индекс «А» указывает на то, что наплавленный металл обладает повышенными пластическими свойствами.
Электроды с этим видом покрытия характеризуются высокими показателями пластичности и ударной вязкости при нормальных и низких температурах, а также обладает повышенной стойкостью против образования горячих трещин. Это достигается за счет низкого содержания газов, неметаллических включений и вредных примесей. Также газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
Вместе с тем по технологическим характеристикам электроды с основным покрытием имеют свои недостатки. Они достаточно чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. А также требуют соблюдения условий хранения (в сухом вентилируемом помещении) и обязательной прокалки при высоких температурах перед применением. Сварка, как правило, производится постоянным током обратной полярности.
Плюсы электродов с основным покрытием
- Шов обладает хорошей вязкостью и пластичностью
- Металл содержит небольшое количество газов и примесей
- Стык устойчив к горячему растрескиванию
- Возможность сварки во всех пространственных положениях
Минусы электродов с основным покрытием
- Чувствительны к влаге – электроды следует хранить в сухом месте
- При работе на переменном токе дуга может быть нестабильной
- Удлинение дуги приводит к появлению пор
- При работе на влажных поверхностях соединение может ухудшиться
- Перед работой электроды необходимо прокалить
- Перед сваркой необходимо подготовить поверхность
- Сложны для начинающих сварщиков
Электроды с основным покрытием используются при сварке ответственных конструкций, когда к металлу шва предъявляются высокие требования. Широко используются для сварки нефтегазопроводов, мостов и других ответственных сооружений.
Покрытие электродов
Электрод, предназначенный для соединения отдельных деталей, в большинстве случаев, представляет собой стержень из металла, который снаружи защищен специальным покрытием. Оно также известно под названием обмазка.
Покрытие электродов осуществляет функцию преграды между зоной сварки и воздухом, что исключает возникновение окислительного процесса. Обмазка применяется для электродов, предназначенных для соединения изделий из различных материалов, но имеет некоторые различия в зависимости от типов этих расходных элементов.

Назначение покрытия
Все виды электродов делятся на неметаллические, к которым относятся графитовые и угольные, и металлические. В свою очередь электроды, изготовленные из металла, разделяются на неплавящиеся и плавящиеся. Неплавящимся электродам покрытие не требуется, зато плавящиеся элементы нуждаются в защите. Эту функцию осуществляет специальная обмазка металлического внутреннего стержня, состоящая из нескольких компонентов.
Электроды с покрытием способствую образованию прочного, качественного шва без трещин и пор. Во время сварочного процесса образует оболочка из шлака, которая осуществляет защиту от негативного внешнего влияния. Она увеличивает время остывания соединения, благодаря чему из шва успевают выходить все посторонние включения, снижающие его качество.

Сварка покрытыми электродами обеспечивает стабильность горения дуги и простоту ее зажигания. Благодаря содержанию в обмазке ферросплавов из сварочной ванны происходит удаление кислорода - главного виновника образования пор в месте соединения.
Покрытие позволяет формировать облачко, состоящее из угарного и других газов. Оно осуществляет предохранение от окисления атмосферным воздухом. Насыщение расплава легирующими элементами улучшает качество соединения. Следствием удаления из расплава кислорода является процесс раскисления, что обеспечивается находящимися в обмазке таких веществ, как алюминий, титан, молибден, хром, марганец, графит. Эти компоненты более активно, чем кислород взаимодействуют с кислородом, связывая его.
Для придания соединению пластичности в обмазку добавляют бентонит и каолин. Для некоторых видов электродов в обмазку добавляют железный порошок, чтобы увеличить коэффициент наплавки.
Ручная дуговая сварка покрытыми электродами обеспечивает получение надежного и долговечного соединения металлических изделий.
Размеры покрытия
При осуществлении различных сварочных работ большую роль играет правильный выбор электродов. Чем большую толщину имеет свариваемое изделие, тем большим диаметром должен обладать электрод. В зависимости от этого выставляется величина тока на оборудовании.
Дуговая сварка покрытыми электродами требует грамотный выбор этих расходных элементов. При выборе электродов следует подвергать анализу величину размеров покрытия на нем. Каждое значение диаметра требует конкретную толщину покрытия. Обмазка наносится на определенной длине стержня.

Градация этого габарита, определенная в ГОСТе 9466-75, начинается с тонких, и заканчивается особо толстыми. Между ними находятся средние и толстые. Покрытия, имеющие статус тонких, обозначаются как «М», средние как «С». Толстые имеют обозначение «Д», а особо толстые носят обозначение «Г».
Эти буквы являются частью общего обозначения электродов с покрытием.

Для электродов, считающихся наиболее качественными, толщина обмазки находится в диапазоне от 0,5 до 2,5 миллиметров. У электродов с маленьким диаметром этот размер не превышает 0,3 миллиметра. Масса покрытия составляет примерно половину от значения общего веса расходного элемента.
Обмазкой, представляющей собой твердое пористое вещество, покрывают практически весь стержень, за исключением небольшого участка на его краю, размером приблизительно 20-30 миллиметров. Этот участок оставляют для того, чтобы поместить электрод в специальный держатель для его фиксации, что приводит к удобству работы с ним.
Виды покрытия
Виды покрытия электродов разделяются на некоторое количество групп, каждая из которых имеет свое обозначение. Типы покрытия электродов разделяются на:
- основное, обозначаемое как «Б», белого или бежевого цвета;
- кислое, обозначаемое «А», серого цвета;
- целлюлозное, имеющее обозначение «Ц», светло-серое с коричневатым оттенком;
- рутиловое, имеющее обозначение «Р», различных цветов, таких как серый, синий, зеленый, красноватый.

Также существуют покрытия смешанного типа, что отражается в их обозначении. Так, например, сочетание букв РЦ следует расшифровывать как рутилово-целлюлозное, а «РА» соответственно как рутилово-кислое. Буква «П» - обозначение других видов покрытий. Такая градация определяется наличием химических элементов, входящих в состав покрытия. Выбор покрытия следует осуществлять в зависимости от металлов, подвергаемых соединению.
Основное
Основное покрытие электродов содержит в основной массе карбонаты кальция и магния. Для того, чтобы произошло разбавление шлаковой корки в обмазку добавляют особый элемент в виде плавикового шпата. Это несколько ухудшает возможность работы при использовании переменного тока, поэтому электроды с основным покрытием рекомендуется использовать при работе с током постоянной величины.
Отличие этого вида покрытия состоит в том, что в образующейся газовой среде отсутствует водород, который может привести к образованию трещин холодного вида. Шов при использовании электродов с основным покрытием получается повышенной пластичности.
Большим преимуществом является возможность выполнения сварки при всех положениях, однако, следует учитывать, что шов вследствие значительной вязкости будет несколько выпуклым и не совсем эстетичным.
Кислое
Электроды с кислым покрытием обладают обмазкой, содержащей железную и марганцевую руды. Это способствует выделению на место сварки значительного количества кислорода. Результатом является повышение температуры и одновременно снижение поверхностного натяжения, что придает ему текучесть.
Увеличивается скорость сварочного процесса, но возникает опасность возникновения подрезов. Кислые электроды несут с собой некоторую опасность, поскольку в их покрытии содержатся оксиды марганца, обладающие токсичностью. Существуют марки электродов с кислым покрытием, однако более предпочтительными являются электроды с рутилово-кислым покрытием.
Целлюлозное
Соответственно названию основной элемент этого вида покрытия - целлюлоза. Также туда входят органические вещества в виде смол. Особенностью является то, что при сгорании в сварной дуге образуется значительное количество защитного газа. При этом шлака, наоборот, образуется мало.
Электроды с целлюлозным покрытием имеют некоторый недостаток, заключающийся в том, что при сварке появляются раскаленные брызги металла. Кроме того, металл шва имеет низкую пластичность. Это обусловлено наличием немалого количества водорода, выделяющегося при горении органических веществ.
Существующие марки электродов с целлюлозным покрытием характерны высокой скоростью осуществления сварочного процесса. К их достоинствам является возможность сварки во всех положениях, даже такому, при котором движение электрода происходит сверху вниз, что не под силу большинству электродов. Недостатками являются большое разбрызгивание горячего металла, образование подрезов на кромках, грубая поверхность получаемого шва.
Рутиловое
Такое покрытие содержит такой элемент, как природный концентрат рутил. Добавками являются полевой шпат, магнезит. Двуокись титана гарантирует легкое разжигание дуги. Брызг образуется немного.
Электроды обладают хорошими технологическими характеристиками. Вредность работы с ними менее, чем с другими электродами. Еще одно достоинство состоит в том, что зажигание дуги может происходить без непосредственного контакта электрода с поверхностью детали, поскольку пленка, образуемая в кратере, играет роль проводника. Особое значение это имеет, когда сваривание осуществляется короткими стежками.
Электродами можно осуществлять соединение даже загрунтованных поверхностей и шов при этом не будет уступать по прочности и надежности. Дуга обладает стабильностью, имеется возможность использования любого вида тока. Практически отсутствуют брызги раскаленного металла. Шов получается свободным от пор.
Интересное видео
Читайте также: