Калибровка концов труб перед сваркой
Обновлено: 14.05.2024
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Большая Энциклопедия Нефти и Газа
Калиброванные и раструбные концы труб изготавливают также при предварительном нагревании труб до 130 - 1509 С. Калибровка концов труб производится с помощью калибровочных гильз, а образование раструбов - с помощью оправок. [31]
Кроме того, при сварке труб толщиной 6 - 11 мм большой объем наплавленного за один проход металла может вызвать несплошности и ухудшить свойства сварного соединения. Учитывая недостатки калибровки концов труб , автоматическую сварку обычно выполняют в два слоя. [32]
Для получения качественного соединения при склеивании без зазора особое внимание следует уделять подгонке наружного диаметра трубы к внутреннему диаметру раструба - труба должна входить в раструб с натягом. Это достигается путем калибровки конца трубы , при этом на подготовленных к склеиванию трубах снимают фаски: на конце трубы снаружи, на раструбе - изнутри под углом 45 на / з толщины трубы. [33]
Стыки труб толщиной 1 - 2 мм сваривают при частоте 450 кгц, толщиной 3 - 6 мм при 8 кгц и толщиной 7 - 10 мм при 2 5 кгц. Равномерность нагрева обеспечивают калибровкой концов труб и точной их установкой относительно индуктора или вращением труб при нагреве. Трубы ответственного назначения сваривают с нагревом в защитных газах. [35]
Проектные организации разрабатывают приспособления для калибровки концов труб на монтажных площадках под стыковку. [36]
Пресс осуществляет целый комплекс операций: калибровку, правку и упрочнение, а также раздачу трубы внутренним гидравлическим давлением и гидравлическое испытание трубы. Он полностью заменяет ранее применявшиеся прессы для калибровки концов труб и для их испытания, осуществляя эти операции более качественно; кроме того, он производит, в отличие от калибровочных прессов, калибровку трубы по всей ее длине с одновременным упроч - нением и правкой. Такой пресс является наиболее надежной машиной для испытания качества сварного шва. [38]
При сборке и сварке ( или склеивании) стыков приходится выполнять на месте монтажа работы по подгонке соединяемых труб. Эти работы включают в себя резку, торцовку, формование раструбов и калибровку концов труб . Для выполнения этих работ используют легкие маятниковые пилы, электроножовки, приспособления для торцовки и формования концов труб, которые по своим габаритам и массе могут быть использованы непосредственно на месте производства монтажных работ. Кроме того, при наличии газовой печи для нагрева труб перед гибкой на месте монтажа производят также гибку отдельных труб. Все эти подгоночные работы выполняют, как правило, на тех же площадках, где производят укрупнение узлов и расположенных вблизи места производства работ. Это позволяет избежать частых переходов рабочих от места монтажа к мастерской и обратно, особенно, когда расстояние между ними велико. Технология выполнения указанных выше работ, а также сварки и склеивания описана в предыдущих главах. Выполнять эти работы на месте установки трубопроводов в проектном положении значительно сложнее, чем в мастерских. [39]
Трубы сваривают с сохранением проходного отверстия. Сварка сопротивлением в защитной среде ( рис. 35, а) при калибровке концов труб обеспечивает это требование. [41]
При сооружении технологических трубопроводов применяют стыковые и угловые соединения. Сварное соединение в стык является наиболее рациональным, но требует обработки кромок и калибровки концов труб . [42]
Соединение труб с трубными досками развальцовкой и приваркой имеет ряд существенных недостатков. Так, при развальцовке необходима повышенная чистота и точность обработки отверстий в трубных досках, отжиг, а иногда и калибровка концов труб ; вальцовка труб диаметром менее 12 мм из-за снижения стойкости инструмента невозможна. Кроме того, вальцовочные соединения чувствительны к резким изменениям температуры. Из-за значительных остаточных напряжений в концах развальцованных труб снижается коррозионно-механическая прочность материала и возможно появление трещин. [43]
При монтаже нефте - и газопроводов больших диаметров ( свыше 325 мм) эти дефекты наблюдаются чаще других что объясняется неточной калибровкой концов труб и эксцентричным приложением сжимающего усилия во время осадки. [44]
Сварное соединение в стык является наиболее рациональным. Его используют при различных методах сварки и разных диаметрах труб. Соединение в стык требует тщательной обработки кромок и калибровки концов труб . Продольные стыки применяются при изготовлении труб из листового металла. Поперечными стыками трубы соединяются между собой. Для повышения прочности сварного соединения стыковые соединения труб диаметром 600 мм и выше иногда выполняются с подваркой корня шва с внутренней стороны трубы. На большинстве трубопроводов применяются соединения без подкладных колец. [45]
Калибровку труб , т.е. доводку их размера и формы, осуществляют экспандированием - расширением трубы внутренним гидравлическим давлением, превышающим испытательное. Экспандирование труб проводят на прессах-расширителях в специальной разъемной цилиндрической секционной обойме-штампах общей длиной, равной длине трубы. С обеих сторон обоймы располагают силовые головки, закрывающие трубу с концов. Работой пресса-расширителя управляют при помощи гидравлической системы. [3]
Для калибровки труб по наружному диаметру их направляют на многоклетевой ( 3 - 7 клети) калибровочный стан 4, рабочие клети которого наклонены относительно друг друга под углом 90Э, а относительно горизонтальной оси - под углом 45, и расположены непрерывно. В результате такого расположения клетей труба при прокатке деформируется в двух взаимно-перпендикулярных направлениях. Выходя из последней клети калибровочного стана, труба получает правильную круглую форму и заданный наружный диаметр. [4]
Для калибровки труб по наружному диаметру их направляют на многоклетевой ( 3 - 7 клети) калибровочный стан 4, рабочие клети которого наклонены относительно друг друга под углом 90, а относительно горизонтальной оси - под углом 45е, и расположены непрерывно. В результате такого расположения клетей труба при прокатке деформируется в двух взаимно-перпендикулярных направлениях. Выходя из последней клети калибровочного стана, труба получает правильную круглую форму и заданный наружный диаметр. [5]
Для калибровки труб различных диаметров необходимо иметь набор колец и пробок соответствующих диаметров. [7]
Трудности калибровки труб малого диаметра определяются свойствами перерабатываемого полимера. Так, например, изделия из жесткого поливинилхлорида можно калибровать по наружной поверхности вплоть до самых малых диаметров, изделия же из полиолефим-i, и других мягких материалов не поддаются калибровке обычными методами. [8]
При калибровке труб на пятиклетевом калибровочном стане исчезающий упор на транспортном рольганге опускается и при помощи своего путевого выключателя исключает из схемы управления рольгангом флажковый выключатель 49, подключая одновременно третью секцию транспортного рольганга. [9]
При калибровке трубы по внутреннему диаметру применяют охлаждаемый водой калибрующий дорн, который крепится к дорнодержателю головки. Дорн охлаждается водой, подаваемой в него через каналы в трубной головке. [10]
Перед калибровкой трубы подогревают в специальной подогревательной печи. [11]
Длина насадки для калибровки труб небольшого диаметра обычно составляет десятикратный диаметр трубы, но также зависит от толщины стенок трубы и скорости ее прохождения, что в свою очередь определяется интенсивностью охлаждения насадки. [12]
Наиболее распространенный способ калибровки труб малого диаметра заключается в следующем. [13]
Особое внимание при калибровке труб следует обращать на состояние рабочей поверхности валков. [14]
Раскрывающийся штамп предназначен для калибровки трубы , размещен между силовыми головками и состоит из шести секций. Каждая половина секции приводится в движение своим цилиндром. Снизу половины секций соединяются между собой шарниром, сверху каждые три секции раскрывающегося штампа запираются одним общим замком. [15]
Требования к подготовке трубопроводов под сварку
6.1. Все поступающие на монтажную площадку блоки, трубы и детали должны быть до начала сборки проведены мастером или другим ответственным лицом на наличие клейм и маркировки.
6.2. При дожде, ветре и снегопаде все работы следует выполнять при условии надлежащей защиты рабочих мест.
6.3. Сборку стыков труб, а также труб к штуцерам коллекторов и барабанов следует производить в последовательности, обеспечивающей свободный доступ к стыкам для сварки и контроля качества швов, а в случае необходимости – для исправления дефектов.
6.4. Запрещается подвергать каким-либо нагрузкам собранные узлы трубопроводов и труб поверхностей нагрева котлов во избежание образования трещин в швах.
6.5. При подготовке стыковых соединений труб под сварку необходимо проверить их соответствие чертежам, требованиям нормативно-технической документации. Обратить внимание на перпендикулярность плоскости реза к оси трубы (рис. 2). Отклонение плоскости реза от угольника "L" не должно превышать значений, указанных в табл. 4.
Следует также проверить:
соответствие формы, размеров и качества подготовки кромок (в том числе расточки под подкладное кольцо или под заданный внутренний диаметр, а также разделки для угловых и тавровых соединений) предъявляемым требованиям (обработку фасок под сварку и размеры кромок следует проверять специальными шаблонами);
качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров), а также их поверхностей в местах угловых и тавровых соединений;
правильность выполнения переходов от одного сечения к другому (на концах труб, патрубков и штуцеров, подлежащих сварке с элементами других типоразмеров);
соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленных допуском (после расточки под подкладное кольцо или под заданный внутренний диаметр или зачистки наружной и внутренней поверхностей после калибровки).
| Наружный диаметр трубы, мм | До 63 (включительно) | 76-125 | 125-219 | 273-529 | Более 529 |
| Допустимый перекос плоскости L, мм | 0,5 | 1,5 | 2,5 |
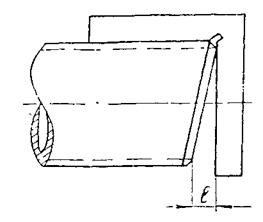
Рис. 2. Проверка перпендикулярности торцов труб
6.6. При обработке концов труб длина цилиндрической расточки L под подкладное кольцо (рис. 3) должна быть не менее 20 мм при толщине стенки трубы до 25 мм включительно и не менее 50 мм – при большей толщине. Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца не более 15 º. Расточку можно не проводить, если внутренние диаметры стыкуемых труб отличаются не более, чем на 2 мм.
6.7. Обработку концов (обрезку труб и снятие фасок) необходимо производить механическим способом с помощью специальных труборезных станков. Шероховатость поверхности кромок труб должна соответствовать данным, приведенным на рис. 3. Разрешается обрабатывать концы труб газовой резкой, но с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки.
6.8. Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха
ниже 0 ºС нужно производить с предварительным до 200 ºС подогревом и медленным охлаждением под слоем асбеста.

Рис. 3.Шероховатость поверхностей кромок
6.9. Если у стыкуемых труб разность внутренних диаметров превышает допустимую (п.6.18), то для обеспечения перехода в месте стыка может быть применен один из следующих способов:
а) раздача (вхолостую или с нагревом) конца трубы с меньшим внутренним диаметром путем его калибровки (рис. 4а).
Область применения способа и допустимое значение раздачи приведены в табл. 5. После раздачи необходимо проверить, не произошло ли утонение стенки трубы больше допустимого размера;
б) механическая обработка (расточка) на внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис. 4б (для стыка без подкладного кольца) или рис. 4в (для стыка с остающимся подкладным кольцом), при условии, что толщина стенки трубы после расточки будет не менее расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца должен быть не более 15º.
| Сталь | Способ раздачи* | Диаметр трубы, мм, не более | Толщина стенки трубы, мм, не более | Раздача ** А, %, не более |
| Углеродистая | Вхолодную | |||
| 84-200 | ||||
| С нагревом | ||||
| Низколегированная: | ||||
| теплоустойчивая | Вхолодную | |||
| С нагревом | ||||
| конструкционная | Вхолодную | |||
| С нагревом |
* Раздачу с нагревом следует производить при температуре 900-1000 ºС концов труб из низколегированных теплоустойчивых сталей, при 700-900 ºС – из низколегированных конструкционных и углеродистых сталей.
** Рассчитывают по формуле А = (Д2 – Д1) 100 / Д1, где Д1 и Д2 – внутренний диаметр трубы соответственно до и после раздачи.
6.10. При стыковке труб с разными наружными диаметрами размер h (рис. 5) должен быть не более 30% толщины более тонкой трубы, но не более 5 мм. Если разность наружных диаметров превышает указанное, конец трубы с большим наружным диаметром должен быть обработан механическим способом (см. рис. 5).
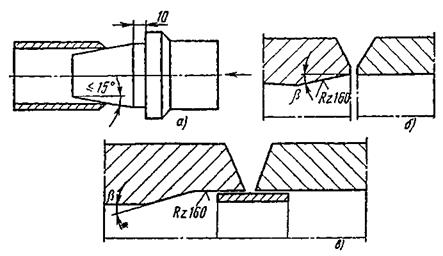
Рис. 4.Способы обработки концов труб при стыковке элементов,
имеющих разные внутренние диаметры

Рис. 5. Обработка концов труб при стыковке элементов,
имеющих разные наружные диаметры
6.11. Вмятины на концах труб можно исправлять с помощью разжимных устройств при условии, что глубина вмятин не превышает 3,5% диаметра трубы, а толщина стенки составляет не более 20 мм. Вмятины на трубах можно исправлять вхолостую или нагревом.
Концы труб с вмятинами глубиной более 3,5%, а также с забоинами глубиной более
5 мм следует обрезать или исправлять путем наплавки.
6.12. Подгибку труб в монтажных условиях разрешается производить на трубах из низкоуглеродистых и низколегированных конструкционных сталей на угол не более 15 ºС, а из хромомолибденовых сталей – не более 10 ºС.
Трубы из теплоустойчивых сталей независимо от толщины стенки при подгибке следует подогревать в месте подгибки до температуры 710-740 ºС. Трубы из низкоуглеродистых и низколегированных сталей можно подгибать в холодном состоянии при толщине стенки до 20 мм; при большей толщине – с подогревом до 650-680 ºС. После подгибки нагретый участок необходимо обернуть асбестом для медленного охлаждения металла. Место подгибки должно находиться вне подгиба трубы и при диаметре более
100 мм отстоять от него на расстоянии не менее 200 мм. Температуру подогрева контролируют с помощью термокарандашей, термокрасок или термопар, прибора ТТЦ-1 ("Ватра"). Термообработка места подгибки не требуется.
6.13. Кромки литых деталей трубопроводов необходимо подготавливать только в заводских условиях.
Сборка стыков труб
6.14. Для закрепления стыков труб в фиксированном под сварку положении следует применять центровочные приспособления и ставить прихватки.
В качестве центрирующих приспособлений могут быть использованы центраторы трубосварочные моделей ЦТ-60, ЦТ-114, ЦТ-426, изготавливаемые Полтавским заводом ПО "Спецмонтажконструкция", (рекомендуемое приложение 7, рис. 1-3). Трубы диаметром до 50 мм можно собирать с помощью клещей (приложение 7, рис. 4), а трубы диаметром 133-377 мм – с помощью приспособления хомутового типа (приложение 7, рис. 5). Сборку труб диаметром более 100 мм можно производить с помощью стяжных уголков или компенсационных планок (приложение 7, рис. 6).
6.15. В случае сборки стыка труб из хромомолибденовых сталей с помощью уголков или компенсационных планок, приварку этих элементов к трубам следует производить электродами типа Э46А или Э50А с предварительным подогревом места приварки. Уголки и планки могут быть удалены (механическим путем или газовой резкой) только после наложения не менее двух-трех первых слоев шва. Места приварки этих деталей к трубам должны быть зачищены и тщательно просмотрены на предмет обнаружения и удаления поверхностных трещин.
Уголки и компенсационные планки рекомендуется изготавливать из углеродистой стали 20, Ст2, Ст3.
6.16. Конструктивные размеры сварных соединений по ГОСТ 16037 приведены в рекомендуемом приложении 8.
6.17. Непосредственно перед сборкой кромки, внутренняя и наружная поверхности труб на участке не менее 20 + 20 мм от торцов должны быть зачищены до металлического блеска и обезжирены. Перед установкой штуцера (трубы) в коллектор или барабан должны быть зачищены поверхности вокруг отверстия на 15-20 мм со стороны наложения сварного шва и поверхность очка – на всю глубину.
6.18. Смещение внутренних поверхностей свариваемых труб (и фасонных деталей) при сварке стыков с односторонней разделкой кромок без подкладного кольца должно быть не больше значений, указанных в табл. 6.
При диаметре труб более 200 мм смещение внутренних кромок должно быть не выше: при толщине тубы S до 4 мм – 0,2S, при большей толщине 0,15S, но не более 2 мм.
| мм | |||
| Толщина стенки трубы, S | до 10 | Свыше 10 до 20 | Свыше 20 |
| Максимально допустимое смещение внутренних кромок | 0,5 | 0,05S |
6.19. Для стыков труб, собираемых и свариваемых на остающемся подкладном кольце, разность внутренних диаметром элементов в месте стыка не должна превышать 2 мм с тем, чтобы в собранном стыке зазор между кольцом и внутренней поверхностью элемента был не более 1 мм.
6.20. Смещение с наружной стороны поверхности свариваемых труб и элементов оборудования с одинаковой толщиной стенки не должно превышать значений, указанных в табл. 7.
| Номинальная толщина стенки соединяемых элементов (деталей), S, мм | Максимально допустимое смещение (несовпадение) кромок в стыковых соединениях, мм | ||
| продольных, меридиональных, хордовых и круговых на всех элементах, а также кольцевых при приварке днищ | поперечных кольцевых | ||
| при трубных и конических элементах | при цилиндрических элементах из листа или проволок | ||
| 0-5 | 0,20S | 0,20S | 0,25S |
| >5-10 | 0,10S + 0,5 | 0,10S + 0,5 | 0,25S |
| >10-25 | 0,10S + 0,5 | 0,10S + 0,5 | 0,10S + 0,5 |
| >25-50 | 3 (0,04S + 2,0)* | 0,06S + 1,5 | 0,06S + 1,5 |
* Могут быть допущены только в случаях, указанных в рабочих чертежах. В стыковых сварных соединениях, выполненных электродуговой сваркой с двух сторон, указанное смещение кромок не должно быть превышено ни с наружной, ни с внутренней сторон шва.
6.21. Прямолинейность труб в месте стыка (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладываемой в трех-четырех местах по окружности стыка (рис. 6).
Максимально допустимый просвет "а" между концом линейки и поверхностью трубы в собранном (но не заваренном) стыке не должен превышать 1,5 мм на расстоянии 200 мм от стыка. В заваренном стыке он должен быть не более 3 мм.
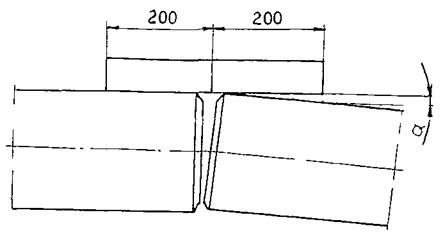
Рис. 6. Проверка правильности сборки стыкового соединения
6.22. Расположение поперечных сварных швов на трубах (рис. 7) должно отвечать следующим требованиям:
Расстояние между осями соседних поперечных швов l1, при S, мм
| до 8 | не менее 50 |
| более 8 | не менее 3S, но не менее 100 |
Расстояние от начала гиба (закругления) до оси поперечного шва l2, от наружной поверхности элемента (барабана, камеры, транзитной трубы) до оси поперечного шва l3 или до начала гиба l4 при Дн, мм:
| до 100 | не менее Дн, но не менее 50 |
| более 100 | не менее , но не менее 100 |
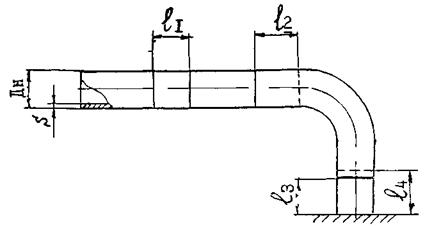
Рис. 7.Расположение поперечных сварных швов
6.23. При сборке труб и других элементов, имеющих продольные или спиральные швы, последующие должны быть смещены один относительно другого.
Смещение (для труб Ø > 100 мм) должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм.
Приварка подкладного кольца
6.24. При сборке стыков трубопроводов с подкладными кольцами не должно быть перекоса подкладного кольца. Прихватку и приварку подкладного кольца выполняет сварщик, который в дальнейшем будет сваривать этот стык, или сварщик, имеющий удостоверение на право сварки подобных стыков. Последовательность сборки стыка с подкладным кольцом должна быть следующей:
подкладное кольцо следует установить в одну из труб с зазором между кольцом и внутренней поверхностью трубы не более 1 мм;
произвести прихватку кольца с наружной стороны в двух местах и последующую приварку его к трубе ниточным швом с катетом не более 4 мм (рис. 8а). Прихватку и приварку кольца к трубе низколегированной стали следует выполнять с предварительным подогревом конца трубы и подкладного кольца в соответствии с данными табл. 9;
ниточный шов зачистить от шлака и брызг;
вторую стыкуемую трубу надвинуть на выступающую часть подкладного кольца (зазор между концом ниточного шва и второй трубой должен быть равен 4-5 мм), проверить правильность сборки стыка;
подкладное кольцо приварить ниточным швом ко второй трубе (рис. 8б);
предварительно подогреть стык в соответствии с требованиями табл. 9.
Корневой слой следует сваривать электродами диаметром 2,5-3 мм.
В процессе сборки трубы с приваренным кольцом не должны перемещаться и подвергаться ударам по кромкам и кольцу.
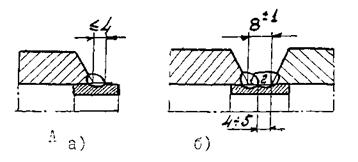
Рис. 8.Приварка подкладного кольца
а – к первой трубе; б – ко второй трубе
6.25. Подкладные кольца для стыков труб из низкоуглеродистых и низколегированных сталей следует изготавливать из стали 20 или другой низкоуглеродистой стали спокойной или полуспокойной выплавки с содержанием углерода не более 0,24%; для стыков труб из низколегированных теплоустойчивых сталей можно применять подкладные кольца из стали 12Х1МФ. Размеры подкладного кольца: ширина – 20-25 мм, толщина – 3-4 мм. Если кольцо изготавливают из полосовой стали, то стыковой шов кольца следует зачистить заподлицо.


Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право.

Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот.

ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования.

Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем.
Калибровка концов труб перед сваркой
- контроль другими методами (металлографические исследования, испытание на стойкость к МКК и др.), предусмотренными проектом;
1 Окончательный контроль качества сварных соединений, подвергающихся термообработке, должен проводиться после термообработки.
2 Конструкция и расположение сварных соединений должны обеспечивать проведение контроля качества сварных соединений, предусмотренного для них в рабочей документации соответствующими методами.
- качества и соответствия труб и сварочных материалов требованиям стандартов и ТУ на изготовление и поставку;
- качества подготовки концов труб и деталей трубопроводов под сварку и качества сборки стыков (угол скоса кромок, совпадение кромок, зазор в стыке перед сваркой, правильность центровки труб, расположение и число прихваток, отсутствие трещин в прихватках);
- качества и технологии сварки (режима сварки, порядка наложения швов, качества послойной зачистки шлака);
12.3.3 Внешнему осмотру и измерениям подлежат все сварные соединения после их очистки от шлака, окалины, брызг металла и загрязнений по обе стороны от шва.
12.3.4 По результатам внешнего осмотра и измерений сварные швы должны удовлетворять следующим требованиям:
Допускаются отдельные поры в количестве не более трех на 100 мм сварного шва размерами, не превышающими указанных в таблице 12.2.
Таблица 12.2 - Оценка качества сварных соединений трубопроводов по результатам радиографического контроля в зависимости от размеров объемных дефектов (включений, пор)
12.3.5 Неразрушающему контролю подвергают наихудшие по результатам внешнего осмотра сварные швы по всему периметру трубы. Число контролируемых сварных швов определяется ТУ на объект, действующими НД, но во всех случаях оно должно быть не ниже приведенных в таблице 12.3.
Таблица 12.3 - Объем контроля сварных соединений ультразвуковым или радиографическим методом в процентах от общего числа сваренных каждым сварщиком (но не менее одного) соединений
- для трубопроводов, где ползучесть и усталость являются контролируемыми факторами, в проекте необходимо назначить I категорию при определении объема неразрушающего контроля;
- для I категории трубопроводов пара и горячей воды с наружным диаметром 200 мм и более и с толщиной стенки менее 15 мм контролю УЗД или РД подлежат все поперечные сварные соединения по всей длине соединений.
- в местах, где PS DN 5000 бар·мм, необходим 100%-ный объем контроля от общего количества сварных стыков и сварных швов ответвлений методом УЗД или РД;
- в местах, где PS DN 3500 бар·мм, необходим 25%-ный объем контроля от общего количества сварных стыков и сварных швов ответвлений методом УЗД или РД.
Для трубопроводов, работающих при температуре 100°С и выше, необходимо подвергнуть не менее 10% муфтовых соединений методом УЗД или РД.
12.3.6 Контроль сварных соединений методом РД (ГОСТ 7512) или УЗД (ГОСТ 14782) следует проводить после устранения дефектов, выявленных внешним осмотром и измерениями, а для трубопроводов I категории, а также для трубопроводов с группой сред А(а) или работающих при температуре ниже минус 70°С - после контроля на выявление выходящих на поверхность дефектов методами магнитопорошковым (ГОСТ 21105) или капиллярным (ГОСТ 18442).
12.3.7 Метод контроля (УЗД, РД или оба метода в сочетании) выбирают, исходя из возможности обеспечения более полного и точного выявления недопустимых дефектов с учетом особенностей физических свойств металла, а также освоенности конкретного метода контроля для конкретных объекта и вида сварных соединений.
12.3.8 Перед контролем сварные соединения должны быть замаркированы так, чтобы их положение было легко обнаружить на картах контроля, радиографических снимках, и обеспечить привязку результатов контроля к соответствующему участку сварного шва.
12.3.9 При радиографическом контроле следует обеспечить чувствительность (ГОСТ 7512) для трубопроводов на PN>100, категорий I и II на уровне класса 2, для трубопроводов категорий III, IV и V - на уровне класса 3.
12.3.10 Оценку качества сварных соединений по результатам радиографического контроля следует проводить по протяженности плоских дефектов (трещины, несплавления, непровары) и объемным (поры, шлаковые включения) дефектам согласно таблице 12.4.
Таблица 12.4 - Оценка качества сварных соединений трубопроводов по результатам радиографического контроля в зависимости от величины и протяженности плоских дефектов (непровары по оси шва, несплавления и др.)
Читайте также: