Камеры для сварки в среде аргона
Обновлено: 17.05.2024
Добрый день!
Прикупив сварочный инвертор (ims-1700) с возможностью сварки Tig, начал призадумываться о приобретении всего, что для этого Tig необходимо. Опыта в сварке - мизер, зато перечитал интернет вдоль и поперек
В часности прочитал, что для ответственных деталей существуют камеры, заполняемые аргоном, в которых и ведется сварка.
Появилась идея соорудить нечто подобное. Похвалите/поругайте. Может быть вообще идея не имеет права на существование.
Итак, камеру предполагается расположить на рабочем столе. Передняя стенка камеры будет иметь прорези для рук. В эти прорези будут герметично вклеины две резиновые перчатки (для правой и левой руки). Внутри камеры на резиновые перчатки будут надеты краги. Также в передней части будут герметичные отверстия для сварочных проводов, шланга подачи аргона в камеру и шланга отсоса из камеры воздуха.
Верхняя части камеры выполнена из орг. стекла. Сквозь стекло можно наблюдать за процессом сварки.
Теперь САМОЕ ИНТЕРЕСНОЕ. Нижняя, задняя и боковые стенки отсутствуют. Вместо них к передней и верхней стенкам герметично крепится большой полиэтиленовый пакет.
Процесс. В передней стенке есть герметичная дверца, через которую в камеру помещаются свариваемые детали. Дверца закрывается. К трубке для отсоса воздуха присоединяется слабенький насос, отсасывающий воздух из камеры. При этом полиэтиленовый мешок "сморщивается", плото облегая верхнюю и переднюю стенку камеры, горелку, землю, свариваемые детали. Воздуха при этом в камере остается мизер - только тот, что в складках полиэтилена.
Теперь перекрываем шланг отсоса и через шланг подачи аргона подаем в камеру аргон. Полиэтиленовый мешок начинает надуваться. Как только в камере будет достаточно пространства для манипуляции горелкой, можно приступать к сварке, засуну руки в резиновые перчатки.
И сразу вопрос. Если сложности сварки алюминия на постоянном токе (инвертор) происходят из-за оксидной пленки,то можно ли сделать так. Поместить свариваемые алюминиевые детали в описанную выше камеру, заполнить камеру аргоном, и прямо в аргоне перед сваркой зашкурить свариваемые поверхности, разрушив оксидную пленку. Успеет ли в инертном газе образоваться оксидная пленка, способная помешать сварке?
И еще вопрос. Понятно, что чистота аргона в такой камере будет зависеть от соотношения воздуха, отсавшегося в камере после его выкачки, к количеству аргона, закачанного в камеру. Но т.к. аргон в 1,5 раза тяжелее воздуха, можно ли надеяться, что весь оставшийся в камере воздух скопится в верхней части камеры и на сварку влиять не будет? Если к верхней части камеры прикрутить высокую глухую трубку с вентилем у основания, то после того, как весь воздух скопится в этой трубке, ее можно будет перекрыть. Или аргон и воздух образуют смеси, разделить которые просым отстаиванием невозможно?
2floidzen По поводу п\э мешка: малейший острый уголок, и в п\э - дырка.
Если при очистке поверхности в аргоновой атмосфере не будет кислорода, то и окисления не будет.
По своему опыту: в небольшом сосуде воздух может быть полностью вытеснен аргоном, но велико время (минуты), в течение которого необходимо продувать сосуд инертным газом. Для достаточно большого сосуда (для Вашего случая - 0,25-1 м3), даже не знаю. Есть мысль, что качественно удалить остатки воздуха оттуда не удасться, из-за всяких там турбулентностей и т.д. Другое дело, а надо ли? Надо узнать у специалистов предельно допустимую концентрацию остаточного кислорода в газовой смеси, не исключено, что те несколько процентов (долей процента?) кислорода, оставшиеся в камере, не будут мешать сварке.
marat_k написал :
2floidzen По поводу п\э мешка: малейший острый уголок, и в п\э - дырка.
А может есть какие-то прочные альтернативы полиэтилена. Основные требования: герметичность и эластичность. В принципе можно целофановый мешок использовать сменный (для мусора, например ), разработов систему бысторой замены порвавшегося мешка. Также можно попробовать использовать несколько мешков, вложенных один в другой.
Конечно, удобство пользования такой системы резко падает
marat_k написал :
2floidzen Если при очистке поверхности в аргоновой атмосфере не будет кислорода, то и окисления не будет.
Вопрос в том, насколько чистым должен быть аргон для предотвращения образования оксидной пленки алюминия хотя бы в течение 5 минут после зашкуривания.
И еще. Целесообразна ли такая конструкция с точки зрения расхода аргона?
floidzen написал :
И еще. Целесообразна ли такая конструкция с точки зрения расхода аргона?
Ведь этотаппарат с рождения прндусмотрен варить в среде аргона
(Цифровой сварочный аппарат с микропроцессорным управлением и функциями HOT START, ARC FORCE, ANTISTICKING предназначен для ручной дуговой (MMA) и аргонодуговой (TIG) сварки на постоянном токе. Инвертором IMS 1700 Вы сварите все металлы так легко, просто и качественно как настоящий профессионал.)
Если он продовался без гарелки TIG, то не проще и вазможно дешевле купить гарелку и не заморачиваться с камерой (выпоняя столько операций прежде чем заварить и с множеством вапросов) а тут включил минимум подгатовки и вари. Тем боле посчитать расход газа на прастом примере - надо заварить кранштейн какого либо рычага длина шва составит 2см сколько уйдет аргона за приблизительно 60сек. и сколько надо аргона что б заполнить эту камеру. Патом ее обслуживание - присуствие дыма обязательно, а значит через некаторое время оргстекло закаптится так, что вероятность его замены очень велико а его стоимость. считайте - floidzen может я что то не дапонял цели этой камеры.
71440 написал :
Ведь этотаппарат с рождения прндусмотрен варить в среде аргона
(Цифровой сварочный аппарат с микропроцессорным управлением и функциями HOT START, ARC FORCE, ANTISTICKING предназначен для ручной дуговой (MMA) и аргонодуговой (TIG) сварки на постоянном токе. Инвертором IMS 1700 Вы сварите все металлы так легко, просто и качественно как настоящий профессионал.)
Если он продовался без гарелки TIG, то не проще и вазможно дешевле купить гарелку и не заморачиваться с камерой (выпоняя столько операций прежде чем заварить и с множеством вапросов) а тут включил минимум подгатовки и вари. Тем боле посчитать расход газа на прастом примере - надо заварить кранштейн какого либо рычага длина шва составит 2см сколько уйдет аргона за приблизительно 60сек. и сколько надо аргона что б заполнить эту камеру. Патом ее обслуживание - присуствие дыма обязательно, а значит через некаторое время оргстекло закаптится так, что вероятность его замены очень велико а его стоимость. считайте - floidzen может я что то не дапонял цели этой камеры.
Преимущества камеры могли бы заключаться в следующем:
1) более качественный шов в силу отсутствия воздуха вообще;
2) сварка алюминия постоянным током, после зачистки свариваемых кромок прямо в аргоне;
3) при сварке титана необходимо защищать шов от возбуха, пока он не остынет до 400 градусов по Цельсию. В аргоновой камере это легко реализуемо;
Возможно, есть и еще какие-то преимущества.
Про закопченость орг.стекла полностью с Вами согласен. Возможно удасться его защитить, наклеивая на обе стороны орг.стекла обычную типографскую прозрачную пленку, а потом заменять ее.
Минусы - с ростом размеров свариваемых деталей растет и объем камеры, а значит и расход газа.
Если надо сварить 50 маленьких деталюшек, то можно их не по очереди помещать в камеру, а все сразу
Камеры для сварки в контролируемой атмосфере
Сварочные камеры предназначены для проведения сварочных работ в среде инертных газов (главным образом, аргона), защищенной от атмосферного воздуха и влаги. Метод сварки в среде аргона применяется для работы с такими металлами как титан, инконель, цирконий, тантал, вольфрам и другими тугоплавкими металлами. Компания Вилитек имеет значительный опыт в проектировании и изготовлении камер для сварки титана, специалисты нашей компании смогут проконсультировать и предложить наиболее подходящий вариант камеры для вашей задачи. Среди наших заказчиков предприятия оборонной промышленности, производители оборудования для атомных электростанций, авиационно-космической техники и других ответственных применений. Сварочные камеры, как вакуумные, так и работающие по принципу продувки изготавливаются компанией Вилитек на производстве в Москве. В наших камерах для сварки используются перчатки французской компании Piercan, которые, в зависимости от материала, обладают повышенной стойкостью к высокой температуре, ультрафиолетовому излучению, механическим повреждениям. Благодаря цельнолитой технологии производства без клееных швов и возможности выбора большого диаметра перчаточного порта все перчатки Piercan для сварочных камер отличаются высокой комфортностью и свободой движений для сварщика и позволяют обеспечивать максимальное качество шва. Компания Вилитек имеет возможность предлагать камеры для сварки с оптимальной стоимостью, так как: во-первых, является производителем и разработчиком камер для сварки, во-вторых, помимо сварочных камер производит широкий спектр перчаточных боксов и имеет возможность унификации комплектующих и технологических процессов, в-третьих, самостоятельно импортирует наиболее ответственные комплектующие, производимые за рубежом - перчатки, анализаторы кислорода, эти комплектующие мы также поставляем как запасные части для сварочных камер.
Особенности и преимущества:
- Надежная защита от атмосферного воздуха и влаги.
- Широкий модельный ряд стандартных типоразмеров.
- Возможность изготовления по индивидуальному заказу.
- Различные опции и принадлежности.
- Крышка из прозрачного органического стекла.
Примеры сварочных камер с контролируемой атмосферой:

Стандартная сварочная камера с контролируемой атмосферой

Нестандартная аргоновая камера для сварки титана, включающая корпус из органического стекла, шлюзовую камеру и дополнительные перчаточные порты
Стандартная вакуумная камера для сварки титана
| Работа со сварочной камерой Вилитек на производстве арматуры из титановых сплавов |
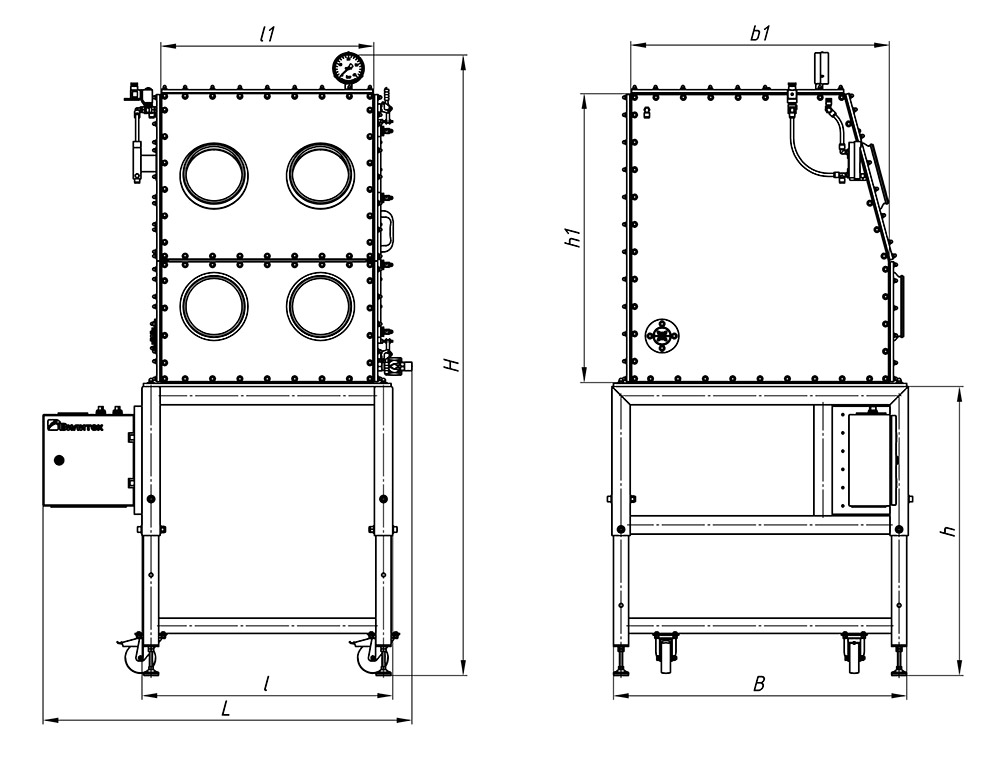
Рамные сварочные камеры с продувкой инертным газом
Рамные сварочные камеры Vilitek VBOX FW – это универсальное и практичное решение для промышленной сварки титановых сплавов в среде высокочистого аргона, позволяют добиваться качества шва аналогичного получаемому в вакуумных сварочных камерах, но при этом обладают более выгодной стоимостью. Ориентированы на нужды предприятий авиационной, космической, атомной промышленностей. Рама и обечайки шлюзов камер изготовлены из нержавеющей стали. Панели изготавливаются из специального прозрачного полимера, отличающегося низкой газопроницаемостью, высокой химической стойкостью, прочностью и огнестойкостью. К преимуществам конструкции рамных сварочных камер VBOX FW относятся отличный обзор области сварки со всех сторон, ремонтопригодность, легкость замены поврежденных панелей, возможность модернизации и дооснащения опциями.
В стандартной комплектации рамные сварочные камеры VBOX FW оснащаются первоклассными бутилкаучуковыми перчатками c диаметром порта 186 мм (опционально 220, 250, 300 мм) от наиболее авторитетного мирового производителя французской компании Piercan. Инертный газ подводится к камере снизу, выпускной клапан находится сверху. Загрузка объектов для сварки осуществляется через малый боковой люк или большой люк сверху камеры. В комплект входит сварочный стол с отверстиями для крепления оснастки, на стенке камеры предусмотрен безразрывный герметичный ввод, позволяющий вводить в камеру до 20 кабелей или трубок (16-и кабелей или трубок наружным диаметром от 4 до 16 мм и до 4-х кабелей или трубок наружным диаметром от 10 до 32 мм), что позволят подключать к камере сварочные аппараты различного типа с газовым и водяным охлаждением горелки, а также заводить кабели управления, в том числе для сварочных манипуляторов. Сварочный стол в камерах изготовлен с отверстиями для закрепления стандартной сварочной оснастки (толщина плиты 8 мм, диаметр отверстий 16 мм, шаг 100 мм), опционально может быть изготовлено по ТЗ заказчика.
Технические характеристики
Внутренние размеры рабочей камеры, ШхГхВ, мм
Внутренний диаметр люка, мм
Кол-во перчаток, шт.
Количество уровней установки перчаток, шт.
Размеры стандартных сварочных камер Vilitek VBOX FW
Камеры с размерами, отличными от стандартных могут быть изготовлены компанией Вилитек
по заказу.
Подставка-рама под камеру регулируется по высоте, заказывается дополнительно как опция BASE2, в стандартную комплектацию не входит, также могут быть заказаны рамы-подставки с фиксированной высотой.
Сварочные камеры серии FW могут комплектоваться системой управления давлением, вакуумными насосами сухими/масляными, шлюзовыми камерами различных размеров, системами подсветки, газоанализаторами кислорода, влаги, азота, системами ручного и автоматического замещения среды в сварочной камере. Для консультации по сварке с использованием аргоновых сварочных камер и подбора оптимальной комплектации обращайтесь к инженерам отдела продаж компании Вилитек.
Тестирование аргоновой сварочной камеры Вилитек VBOX F W700H для сварки титана
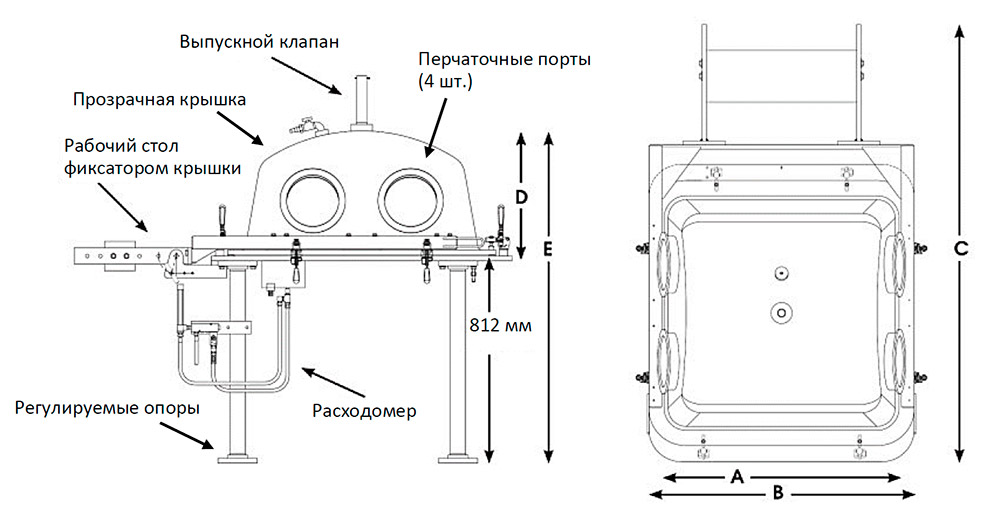
Сварочные камеры для сварки с поддувом
В сварочных камерах для сварки с поддувом инертный газ подается под избыточным давлением через специальный соединительный патрубок. Конструкция камеры обеспечивает быструю замену атмосферного воздуха инертным газом с целью предотвращения окисления материалов.
В комплект поставки камер всех модификаций входит расходомер, позволяющий контролировать расход газа, подаваемого в камеру. Атмосферный воздух отводится из камеры по мере подачи инертного газа через шаровой обратный клапан, расположенный в крышке.
Для подключения к камере анализатора концентрации кислорода предусмотрен специальный клапан.
Стандартные модификации и технические характеристики
Масса брутто, прибл., кг
Стандартная конфигурация включает следующие узлы:
- Крышка из прозрачного органического стекла, обеспечивающая максимальное удобство наблюдения и увеличивающая рабочую площадь на величину до 30% по сравнению с крышками круглой формы. Крышка легко откидывается и уравновешивается, благодаря чему реализуется быстрый и удобный доступ к рабочей зоне. Материал крышки устойчив к воздействию УФ-излучения.
- Перчаточные порты: в стандартной комплектации камеры оснащаются двумя парами перчаточных портов; в качестве опции доступно большее количество портов.
- Перчатки: все перчаточные порты оснащаются сменными перчатками с гофрированными рукавами, изготавливаемыми из высококачественных материалов.
- Заглушки перчаточных портов, предназначенные для закрытия неиспользуемых портов.
- Вводы для сварочных инструментов и линий, таких как горелка, водяные и газовые рукава.
- Система подачи инертного газа, включающая регулятор давления, расходомер, рукав длиной 3 м для подключения к баллону с инертным газом.
- Клемма заземления для защиты людей и оборудования от поражения электрическим током.
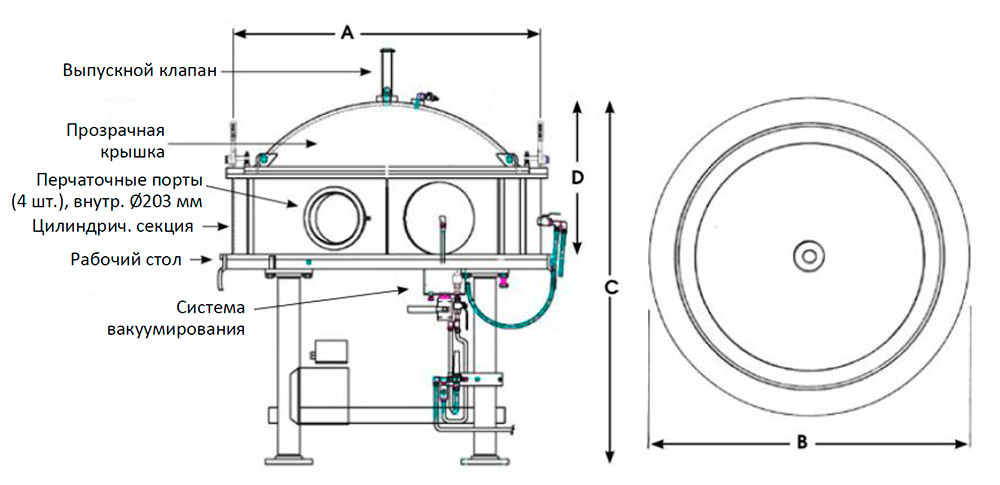
Вакуумные сварочные камеры
Вакуумные камеры для сварки предназначены для проведения сварочных операций, требующих повышенной степени чистоты атмосферы.
При работе сначала атмосферный воздух откачивается из камеры системой вакуумирования, создающей в ней разряжение до -700 мм рт. ст. При этом из камеры удаляются все загрязнения и влага. После вакуумирования камера заполняется чистым инертным газом (как правило, аргоном). Такая конструкция позволяет сократить время замены газа в камере, а также снизить расход инертного газа, обеспечивая при этом максимальную степень чистоты атмосферы.
Аналогично моделям сварочных камер с продувкой, вакуумные камеры для сварки оснащаются прозрачной крышкой, однако в данной модификации она располагается на стальной цилиндрической секции.
Масса брутто, прибл., кг
(высота крышки и рабочей камеры)
- Стальной рабочий стол, изготавливаемый в соответствии со строгими требованиями к точности.
- Стальная рабочая камера, оснащенная перчаточными портами с клапаном для вакуумирования.
- Перчатки: все перчаточные порты оснащаются сменными перчатками с гофрированными рукавами, изготавливаемыми из высококачественных материалов.
- Заглушки перчаточных портов, предназначенные для закрытия неиспользуемых портов.
- Крышка из прозрачного органического стекла с выпускным патрубком.
- Система вакуумирования, включающая в себя вакуумный насос, клапан подачи инертного газа, высокоточный вакуумметр и расходомер инертного газа с регулятором давления.
- Вводы для сварочных инструментов и линий, таких как горелка, водяные и газовые рукава.
- Система подачи инертного газа, включающая регулятор давления, расходомер, рукав длиной 3 м для подключения к баллону с инертным газом.
- Клемма заземления для защиты людей и оборудования от поражения электрическим током.
Опции
- Дополнительная секция для сварочных камер поддувочного типа
Предназначена для увеличения рабочего объема сварочной камеры. Доступны следующие стандартные исполнения по высоте: 380, 457 и 609 мм. Также возможно изготовление секций по индивидуальному заказу. - Шлюзовая камера
Шлюзовая камера, соединяемая с крышкой, обеспечивает доступ к рабочей камере с минимальными потерями газовой атмосферы. Камера оснащается навесными дверцами на каждом конце тамбура и отдельной системой подачи инертного газа. Возможно оснащение шлюзовой камеры перчаточными портами. - Затемнение крышки
Затемнение выбранной зоны крышки с целью использования в качестве «смотрового окна» при сварке с целью защиты глаз. - Колесные опоры
Усиленные поворотные колесные опоры с углом поворота 360°, обеспечивающие удобство перемещения сварочной камеры. - Сварочный позиционер
Сварочный позиционер ZB-300 предназначен для поворота заготовки внутри рабочей камеры. Технические характеристики:- максимальный диаметр заготовки: 100 мм;
- грузоподъемность: в вертикальном положении 136 кг, в горизонтальном положении 204 кг;
- максимальный угол наклона планшайбы: 90°;
- возможность фиксации планшайбы в различных положениях с шагом 15°;
- электродвигатель постоянного тока закрытого типа;
- диаметр планшайбы: 305 мм;
- специальная смазка для работы в сварочной камере;
- количество гнезд под инструменты: 4 шт.;
- ножная педаль для пуска/останова.
Нестандартные сварочные камеры
Помимо стандартных модификаций возможно изготовление сварочных камер обоих типов по индивидуальным рабочим параметрам и размерам. Такие камеры имеют все преимущества стандартных моделей и позволяют удовлетворить большинству возможных потребностей в сфере сварки в атмосфере инертных газов. Для получения дополнительной информации просим обращаться к нашим специалистам.
Дуговая сварка в камерах с контролируемой атмосферой
В промышленности многие металлы сваривают дугой с защитой места сварки инертными газами: аргоном или гелием. Различают, следующие способы защиты металлов от атмосферы при дуговой сварке в инертных газах: с применением стандартных сварочных горелок для сварки в струе инертных газов; с применением подвижных защитных микрокамер; с использованием стационарных камер с контролируемой инертной атмосферой [7, с. 72–76].
Самый распространенный и простой способ защиты ванны расплавленного металла от действия атмосферы – использование аргонодуговых горелок; в некоторых случаях применяют также защиту и нижней стороны соединяемых кромок.
Электродуговая сварка с защитой места сварки струей инертных газов широко применяется при изготовлении изделий из высоколегированных сталей, алюминиевых и магниевых сплавов, сплавов на основе никеля. Однако, как показывает практика, при сварке активных и тугоплавких металлов, а также при сварке листов большой толщины и поковок из высоколегированных сталей, алюминиевых и магниевых сплавов с использованием обычных сварочных горелок не обеспечивается необходимое качество сварочного соединения вследствие недостаточной защиты металла, нагретого до высоких температур.
Более совершенный метод сварки с защитой инертными газами – сварка с использованием защитных кожухов (микрокамер), представляющих собой небольшие подвижные камеры, которые позволяют защитить не только ванну расплавленного металла, но и значительную область металла околошовной зоны, нагретого до высоких температур.
Размеры микрокамер и их форму выбирают в зависимости от вида свариваемого металла и его толщины, режимов сварки, формы изделия. Микрокамеры должны обеспечивать надежную защиту инертным газом зоны металла, нагретого до температур, при которых еще может происходить активное взаимодействие металла с кислородом и азотом, воздуха. При сварке циркония необходимо защищать зону металла с температурой выше 5000 ºС (773 К).
В подвижную камеру инертный газ подается через сопло и специальный газоподводящий шланг (рис. 11.1). Корень шва защищен инертным газом, поступающим в подкладку, имеющую канавку. При сварке сосудов или труб оба конца изделия закрывают, а инертный газ непрерывно в процессе сварки подают внутрь изделия.
При сварке в микрокамерах для предупреждения подсоса воздуха инертные газы следует подавать с минимальной скоростью, обеспечивающей заполнение камеры с незначительным избыточным давлением.
Микрокамеры обычно имеют охлаждающие рубашки или трубки, по которым протекает вода. Кромки камер, соприкасающиеся с изделием, имеют небольшие отверстия позволяющие защитному газу вытекать из-под камеры и тем самым препятствовать попаданию внешней атмосферы в камеру.
Сварка изделий с использованием микрокамер может осуществляться двумя способами: или камера движется по изделию при неподвижном изделии, или камера неподвижна, а изделие передвигается. В обоих случаях камера прижимается к изделию с помощью пружин.
Применение защитных микрокамер, хотя несколько и улучшает технологический процесс, особенно при сварке изделий больших толщин и крупногабаритных изделий, но все-таки не гарантирует высокого качества сварных соединений, поскольку защита не совершенна ввиду возможности проникновения воздуха под камеру в процессе сварки изделия.
Чтобы получить швы высокого качества, необходимо оборудование, обеспечивающее надежную защиту расплавленного металла от воздействия атмосферного воздуха – это герметичные камеры, заполненные инертным газом, в которых происходит сварка. Преимущество такой камеры состоит в возможности создания атмосферы из инертных газов с минимальным содержанием кислорода и азота, а следовательно, в обеспечении более стабильных механических свойств сварного соединения.
В камерах с контролируемой атмосферой можно сваривать плавящимся и неплавящимся электродами вручную или же автоматами. В камере для ручной сварки (рис. 11.2) могут работать одновременно два сварщика, для чего в камере имеется две пары отверстий с резиновыми перчатками.
Подготовка камеры к сварке заключается в следующем: свариваемые изделия устанавливают в камере, куда также загружают электроды и присадочную проволоку. После загрузки камеры загрузочные люки и отверстия для перчаток герметизируют. В камере с помощью вакуумных насосов создается вакуум 10 мм рт. ст. (133×10 -4 Н/м 2 ). Для ускорения дегазации стенок камеры в процессе откачки камера может быть снабжена водяной рубашкой, по которой циркулирует горячая вода. Для предохранения резиновых перчаток от разрыва воздух откачивают с наружной стороны люков, перекрывающих отверстия с перчатками. После откачки камеру заполняют аргоном или гелием до давления, равного атмосферному. Давление в камере контролируют по мановакуумметру.
При сварке в камерах питание дуги осуществляется от источника постоянного тока или трансформатора с конденсаторной батареей. Для возбуждения дуги применяют осцилляторы. При сварке используют постоянный ток прямой полярности или переменный ток. При сварке плавящимся электродом используют и обратную полярность. Сварку в камере проводят без подачи инертного газа в горелку на тех же режимах, что и при сварке в инертных газах на воздухе. При ручной сварке в таких камерах трудность ведения процесса заключается в том, что избыточное давление, создающееся в камере вследствие нагревания газа, стремится вытолкнуть из камеры руки сварщика. Для предупреждения этого явления необходимо часть газа выпускать в процессе сварки.
О надежности газовой защиты в процессе сварки и при последующем охлаждении сварного соединения можно судить до некоторой степени по внешнему виду шва. Блестящая серебристая поверхность шва свидетельствует о хорошей защите. Появление на шве и в околошовной зоне цветов побежалости, налетов и т. п. указывает на плохую защиту металла.
Критерием оценки степени загрязнения металла шва азотом и кислородом служит твердость металла шва. При хорошей защите твердость металла шва не превосходит исходной твердости основного металла. Иногда для получения более чистой инертной атмосферы перед сваркой изделия в камерах сваривают образцы из активных металлов (титана, циркония).
Об эффективности защиты металла при обычной сварке горелками, при сварке с использованием защитных кожухов и в камерах с контролируемой атмосферой можно судить по графику на рис. 11.3.
При сварке в камерах с контролируемой атмосферой пластичность металла сварного соединения приближается к пластичности основного металла. Автоматическая дуговая сварка в камерах с контролируемой атмосферой обеспечивает более стабильное качества сварных соединений, чем ручная.
Вентиляция при Tig
Если при ММА вредные для дыхания пары можно отводить прямо с места сварки, например, пылесосом (это не утверждение, а предположение), то как быть с вентиляцией при Tig сварке? Ведь для Tig даже сквозняки способны сдуть защитный слой аргона, подаваемый горелкой в область сварки.
И еще. На сколько опасна для здоровья сварка титана, по сравнению со сваркой чернухи? Нужно ли при сварке титана прибегать к каким-то особым средствам защиты органов дыхания?floidzen написал :
Если при ММА вредные для дыхания пары можно отводить прямо с места сварки, например, пылесосом (это не утверждение, а предположение), то как быть с вентиляцией при Tig сварке? Ведь для Tig даже сквозняки способны сдуть защитный слой аргона, подаваемый горелкой в область сварки.
И еще. На сколько опасна для здоровья сварка титана, по сравнению со сваркой чернухи? Нужно ли при сварке титана прибегать к каким-то особым средствам защиты органов дыхания?О, брат, да вам надо идти работать в санаторий физруком и то есть вазможность заразится от кого-нибудь. А вообще можно эту тему продолжать там же где начали. Самая эффективная вентиляция подведенная снизу и ничего сдувать не должно т.к паток газа выходящий из сопла пайдет как раз через ванну и вместе с дымом вниз, если канечно вентилятор киловат на 20, то тогда вмести с гарелкой засасет сварного
А про титан что скажете?
floidzen написал :
А про титан что скажете?А что нужно сказать. Знаю что легкий и прочный, а чем варится не знаю.
Насчет вентиляции. Есть сварочные маски с дыхательным шлангом.
Radj написал :
Насчет вентиляции. Есть сварочные маски с дыхательным шлангом.Я почему спрашиваю-то: слышал, что от паров титана отек легких с летальным исходом. Не хотелось бы.
floidzen написал :
Я почему спрашиваю-то: слышал, что от паров титана отек легких с летальным исходом. Не хотелось бы.Винтиляцию в низ.
Титан варить не так то и просто. Горелка спец формы нужна. Остывать титан должен в защитной среде (аргоне). Шов должен быть светлым. в крайнем случае чуть чуть соломенным. Если он посинел значит перегрев, и прочности не будет никакой разлетится при ударе как стекло. Т.е. надо проварил 1-1.5 см дал остыть. расход аргона при этом сами понимаете какой. Ответственные конструкции обдувают с двух сторон один с горелкой сверху другой со шлангом снизу корень шва. Так что кроме маски с фильтром и принудительной подачи воздуха ничего посоветовать не могу.
Аргон тяжелее воздуха, сделайте камеру, на дно налейте воды чтоб металл не прилипал.
Есть вопрос по ТБ - кто знает, что за коричневый дымок при сварке "чернухи" п/а, чуть кисловатый, но когда много варишь в горле першит конкретно. и вообще как-то нехорошо внутри.
2andrey_o
В аргоне?Прежде чем что-то варить обязательно нужно подготовить. Кромки зачистить, грязь, масло и ржавчину убрать.
Пардон. в угл. газе.
2andrey_o
Если запах перестал нравиться смените газ :-)
Стоимость сварочных работ их легко покроет.
Лёгкие очень дорого ремонтировать.Этот аргон стелится у пола, по началу я не понимал почему если варить на полу то швы получаються лучше чем на столе. За день его на пол натекает и он там лежит на высоту дверного порога.
andrey_o написал :
Есть вопрос по ТБ - кто знает, что за коричневый дымок при сварке "чернухи" п/а, чуть кисловатый, но когда много варишь в горле першит конкретно. и вообще как-то нехорошо внутри.По-видимому, коричневый дымок - это распыленные оксиды марганца и железа.
Найдено на просторах инета:
При полуавтоматической сварке в углекислом газе выделяются оксиды марганца, никеля, хрома, углерода, азота, однако их содержание меньше, чем при ручной сварке, и как правило не превышает предельно допустимой концентрации. Валовое выделение вредных веществ также зависит от силы сварочного тока. Концентрация марганцевых и фтористых соединений при сварке на больших токах может значительно превышать предельно допустимые значения. Содержание пыли при сварке в СО2 значительно выше, чем при ручной сварке.
Вредные вещества, выделяющиеся при сварке, оказывают значительное влияние на организм человека и могут привести к профессиональным заболеваниям. В связи с этим, требуется правильная организация воздухообмена в сварочных цехах и участках. Во избежание повышенного образования вредных веществ не рекомендуется превышать режимы сварки (например, силу тока), особенно при сварке цветных металлов, сплавов, легированных сталей и изделий с антикоррозионным покрытием.
Наиболее благоприятным способом сварки плавлением с гигиенической точки зрения является аргонодуговая сварка. Характерным для этого процесса является выделение озона.
Участок сварки деталей в обитаемой камере
Центральное место в этом корпусе цеха 8б занимают две обитаемые камеры для сварки титановых сплавов, которые были специально созданы для сварки промежуточного корпуса в среде аргона. При сварке в среде аргона в сварном шве образуется минимальное количество примесей, так как исключен контакт с воздухом. Здесь варятся ответственные швы, швы на трудносвариваемых поверхностях с использованием специальных приспособлений, наружные и промежуточные корпуса двигателей. Сварщики входят в обитаемую камеру в герметичных костюмах, снабженных двумя шлангами, для подачи и отсоса отработанного воздуха. По ГОСТу сварщики работают только 4 часа в день. В камере может находиться до 4 сварщиков одновременно, с ними постоянно поддерживается двусторонняя радиосвязь и ведется наблюдение через видеокамеру. В камере создана специальная аргоновая среда, так как аргон - дорогой газ, то детали загружаются и выгружаются из обитаемой камеры через герметичный специальный шлюз для малогабаритных деталей, обеспечивающий минимальные потери аргона. В камере поддерживается определенная атмосфера давление которой выше атмосферного на 120 мм для того, чтобы исключить подсос атмосферного воздуха. Камера оборудована специальными приспособлениями для сварки корпусов.
Цех 1б
Это один из наиболее крупных цехов на УМПО, он состоит из 4 корпусов, 1-й корпус - отливка по выплавляемым моделям, 2-й корпус -лопаточное литьё, остальные корпуса - литьё некоторых других деталей ГТД.
Литье по выплавляемым моделям (1-й корпус.) Здесь получают металлические отливки сложной конфигурации, массой от нескольких грамм до сотен граммов. Все модели здесь изготовляются на основе парафина, затем они отливаются и собираются в блоки, на которые наносятся слои керамической краски, на каждый слой которой, для фиксации его наносится слой кварца, электрокорунда. Такой модельный блок представляет собой полое тело, своими внутренними полостями полностью соответствующее по размерам и конфигурации выплавляемой детали по её чертежу, снабженный литниковой системой с необходимым по технологии количеством и расположением питателей. В такой блок, после его прокалки в печах для удаления грязей и остатков промежуточных вспомогательных составов, заливают металл, что является последним этапом контроля технологического маршрута модельного блока и начинаются операции предварительной подготовки оливок - освобождение отливки от модели, отрезка элементов литниковой системы и т. д.
Вышеописанный техпроцесс происходит на нескольких участках цеха: Участок отливки моделей. Это 1-й этап техпроцесса, в процессе которого отливаются модели из модельной массы (модельные массы используются самые разнообразные, но строго определенные для каждой отливки, так как каждая дает свой процент усадки, который рассчитывается для конфигурации отливаемой детали) при температуре 70°С путем запрессовки в металлической форме. Модель представляет собой сплошное тело, которое полностью копирует геометрию отливаемой детали с учетом усадки на модельную массу, усадки отливаемого металла и припусков на последующую мех. обработку. Метод выплавляемых моделей на основе парафина позволяет получать готовые модели без припусков на дальнейшую обработку. Для деталей, конфигурация которых предполагает наличие внутренних полостей, пазов, отверстий и других подобных геометрических элементов, используются карбамидные стержни, которые вставляются в модель, а после отливки модели растворяются в воде, образуя, таким образом, пресс-форму нужной полости. Модельная масса затем выплавляется. Этот метод позволяет получать модель со стенками до 1 мм, обеспечивает заданную чистоту нужных поверхностей, но главный его недостаток - дороговизна.
2-й этап техпроцесса - сборка модельного блока, в процессе которого модельки собирают в модель литниковой системы, которая обеспечивает надежную подачу металла для каждой труднодоступной полости модели, таким образом для каждой детали проектируется своя литниковая система в зависимости от требуемой конфигурации отливки. Готовые модельные блоки сушатся и по конвейеру отправляются на 3-й этап техпроцесса - нанесение керамического покрытия, который происходит следующим образом: керамикосодержащая краска наносится на блок путем последовательного опускания модельного блока вначале в краску, затем в бачок с обсыпным материалом - электрокорундом, для фиксации керамической краски и последующей сушки в течение 3-х часов. В зависимости от сложности геометрии и габаритов отливки, для образования прочной и надежной оболочки, наносят от 5-ти до 10 слоев краски перед засушкой, причем для получения различных свойств могут быть использованы различные промежуточные краски. Основные требования к керамической краске -плотное облегание модельной массы, жаростойкость, достаточная прочность после сушки и отсутствие пригара на отливке, этим требованиям удовлетворяют керамические материалы, на основе которых и изготовляют специальную краску. После этого парафиновую модельную массу удаляют на полерклаве, где при строго определенной температуре (температуре плавления парафиновой модельной массы) модельная масса из блоков тщательно выплавляется и получается, таким образом, уже полая оболочка, готовая для заливки металла, запечатанная бумагой в месте для заливки металла, чтобы предотвратить засорение внутренней полости оболочки и поступает на заливочный участок.
Заливочный участок. Оборудован различными типами печей и вспомогательными механизмами. В электропечах готовые оболочки прокаливаются при температуре 1000°С для удаления грязи. Порционные вакуумные печи используются для плавки жаропрочных сплавов на никелевой основе, загружаемых в печь навесками из блоков сплава. Сразу из печи металл заливают в оболочку. Также имеется и сухой участок, где плавка ведется в открытых блоках, там плавят легированные стали. В автоматических вакуумных печах плавка металла в оболочках происходит при постоянном вакууме. Этот метод обеспечивает меньшее трещинообразование для деталей сложной формы. Также на поверхности расплавленного металла образуется пленка из различных засоров, путем наклона тигеля-пленку сливают с металла. Затем блоки, состоящие из оболочек с залитым металлом, остывают в течении времени до 6 часов и отправляются на обрезной участок для обрезки элементов литниковой системы от отливки. После обрезки отливки обдувают песком для удаления окалины в обдувочной камере. После чего детали проходят предварительный контроль, в результате которого отсеиваются грубые браки и поступают на участок доводки геометрии.
Участок доводки геометрии. Основные операции, осуществляемые на этом участке - зачистка приливов отливки, подготовка геометрии до соответствия заданной по чертежу детали и доведение чистоты поверхности заготовки до требуемой. Используются шлифовальные круги, токарный инструмент и др.
После операции доводки геометрии, очищенная отливка поступает на рентген контроль для выявления внутренних дефектов, таких как раковины, газовые прострелы, рыхлоты и др. Поверхностные дефекты выявляются визуально или посредством цветной дефектоскопии.
После контроля, заготовки поступают на термообработку: закалку, отпуск, нормализацию для снятия внутренних напряжений и обеспечения заданной твердости. Если же сплав более сложный для термообработки, например, никелевые сплавы, то их отправляют на термообработку в цех 4А, оборудование этого участка позволяет термообрабатывать только углеродистые стали.
Участок цветного магниевого литья. Здесь используют так называемое литье в землю, - наиболее дешевый вид литья, так как он не требует специальных дорогостоящих оболочек и форм. Техпроцесс магниевого литья начинается с приготовления формовочной и стержневой смесей, которое осуществляется на специальном оборудовании, называемом бегунами. В бегун загружается песок, связующие составы, противопригарная краска и вода. Катки бегуна совершают вращательное движение вокруг оси бегуна и вокруг своей оси, уплотняя и перемешивая смесь. Так получают равномерную формовочную смесь. Модели используют в основном деревянные. Стержневые смеси готовят в отдельных бегунах. В качестве противопригарного вещества используют серу. Стержневые участки модели образуют стержневые ящики, собранные из стержней. Готовые модели для сохранения конфигурации обдувают специальной присыпкой. Формовочная смесь в специальном ящике уплотняется на специальной машине моделью и сохраняет конфигурацию модели. Магниевые сплавы для заливки готовят под флюсом, например, серы, которая, сгорая предохраняет магний от воспламенения. Таким образом, варят заготовки для изготовления деталей вертолётной техники.
Плавильно-заливочный участок. Так как магний при горении образует неметаллические образования, приводящие к браку при отливке деталей, то для получения качественных магниевых сплавов металлическую шихту плавят только в индукционных печах, и в жидком состоянии заливают в газовые печи. Таким образом, получают сплавы МЛ-10, МЛ-8, МЛ-6, Мл-5, МЛ-3, МЛ-1 и другие магниево-цинковые сплавы. Бронзу плавят в электродуговых печах. В газовых печах нарабатывают сплав необходимого состава из шихты. Готовый сплав в тиггеле из Ст10, Ст20, на специальном вспомогательном крано-поворотном устройстве поднимают из печи и заливают в форму. Затем залитая форма остывает 1-2 часа, и отправляются на участок выбивки.
Участок выбивки. По конвейеру, остывшие формы с металлом, поступают сюда, где с помощью подъемного крана форма ставится на вибрационную решетку и под действием вынужденных колебаний песчано-глинистая форма разрушается и превращается в отработанную формовочную смесь, которая по конвейеру идет на повторную землезаделку, проходя, таким образом, цикл из 2-5 регенераций формовочной смеси. На отдельной решетке выбивают стержни. Стержневые смеси, в отличие от формовочных, регенерации не подлежат. После процедуры выбивки заготовка поступает на отрезку элементов литниковой системы на станках типа ГПЛ. После отрезки на ленточных пилах, заготовку фрезеруют и отправляют на контроль.
Термообработкузаготовок из магниевых сплавов типа МЛ-5 проводят: закалку при температуре 540°С, стабилизацию при 340-350°С, и отпуск при 200 С. При отпуске детали выдерживаются до 8 часов и быстро охлаждаются при обдувке вентилятором.
После термообработки, заготовка проходит рентген контроль на плотность и пористость. Поверхности проверяются визуально.
После контроля, деталь промывают в ванных и наносят защитный слой.
Й корпус.
Лопаточное литье (2-й корпус) осуществляется с использованием керамических стержней. Отливки лопаток направленной кристаллизации получают на ВИП установках.
Модельный участок. Модельную смесь получают в калейманах из заготовительной смеси ЗГВ-100 с добавлением мочевины, также из смесей «Салют-3», «Салют-4»(40 и 35% мочевины /мочевина придает прочность моделям/) при температуре 20-26°С, московского производства. Готовая смесь под давлением подается в пресс-форму, образуя модель. Здесь также используется метод литья по выплавляемым моделям, составы смесей жестко контролируются по составу, т. к. литьё лопаток осуществляют под вакуумом. Используют, также готовые литниковые системы, типа НБС-ЗА, но также и изготовляются и специальные. На пневмопрессах получают стержни. Затем делают зачистку облоя и собирают литниковую систему.
Участок изготовления керамических стержней. Стержни изготовляются из микропорошка смешанного с пластификатором, который предварительно подготавливается. Стержневая масса подается в ковш пресс-формы, которые смазывают определенными составами, и выпрессовывают сырые стержни при определенной температуре. После чего стержни отправляются на участок зачистки стержней. На каждом стержне есть контрольные области, по которым замеряется положение контрольной сетки. Так как стержень это наиболее сложный и ответственный элемент модели лопатки, то осуществляется его стопроцентный контроль. Участок оборудован, также, камерными и шаговыми печами. В камерных печах стержни подсушиваются и обжигаются, после пропитки фракцией и другими специальными составами. Стержни укладываются в контейнер с электрокорундом, сжатым воздухом и глинозем и проходят термообработку в шаговых печах с шагом 25см/час, выдерживаясь, таким образом, определенное время при различных температурах, что обеспечивает им фиксацию по виброустойчивости, Некоторые стержни проходят отжиг при температуре 1000°С в камерных печах ХВН 2550. После чего все стержни проходят рихтовку.
Модели проходят контроль зачистки и внешнего вида.
Готовые модели подвергают прокалке и обсыпают защитным слоем из просеянной мочевины. Модели-блоки лопаток облицовывают специальной просеянной суспензией, затем прокаливают и просушивают. Используются два вида суспензии: ХДЗ и обсыпка корундом. Микропорошки используются в основном для монолопаток. После облицовки модели 20-30 мин. подвергают вакуумно-аммиачной сушке. Затем наносится следующий слой облицовки и так до 7 слоев облицовки.
Следующий этап техпроцесса происходит в болерклавах, которые под большим давлением воспроизводят эффект теплового удара, разрушая модельную массу, таким образом получают пустотелые оболочки моделей и блоков моделей.
Полученные оболочки проходят механический и химический контроле и отправляются на плавильно-заливочный участок.
Плавильно-заливочный участок. Оборудован печами типа вакуумных УППВ, для монокристаллических лопаток УМНК. Оболочки лопаточных блоков прокаливаются в прокаловочных печах перед заливкой до температуры 1000°С и более.
Для заливки лопаток не используют обычную чашу или тигель с расплавочным металлом, так как остывая на воздухе сплав в тонкостенных местах отливки может дать неоднородность, а диффундирующий холодный воздух окисляет титановые сплавы. Поэтому заливка металла в оболочку происходит прямо в печи, шихту закладывают в специальную воронку, где она постепенно расплавляясь, попадает в тигель из никелевых жаропрочных сталей, расположенный внутри печи, а оттуда уже в оболочку, равномерно заполняя все ее полости. После отливки, оболочку выдерживают в термостатическом состоянии некоторое время для лучшего заполнения всех полостей оболочки и для остывания помещают в контейнеры, специально подготовленные для равномерного остывания отливки. Для монокристаллических лопаток используют контейнеры ВЧПНК из керамики. Остывшие отливки отправляются на отрезные станки для отрезки керамических оболочек и на обдувку пескосыпами электрокорундом для удаления остатков керамической оболочки. После обдувки отливки проходят нулевой контроль (визуальный), а после него на серию рентген контролей, в том числе и контроль на выявление наличия слома стержней в моделях. После чего заготовка поступает на участок удаления керамических стержней. В полости, после удаления стержней, засыпается металлический, бифторидный или полифторидный порошок и заготовка проходит еще один рентген контроль на правильность заполнения металлическим порошком стержневой полости, которая показывает качество отливки стержневой полости. После чего, на цветной дефектоскопии лопатки красят специальными красками белого и красного цвета, затем краску определенным способом удаляют и в местах, где она остается, имеются дефекты. Затем лопатку светят на ЛЮМ-контроль, определяя, таким образом, наличие трещин. Величина дефектов регламентирована ТУ на каждый тип лопатки и в брак уходят только те лопатки, величина дефектов которых превышает допускаемую по ТУ.
После рентгена лопатку отправляют на отжиг и обдувку.
Участок доводки. Для каждой лопатки существует свой индивидуальный прибор [стапель с шаблонами] для проверки геометрии лопатки, которую также проверяют щупами. Проверяются не только геометрические элементы самой лопатки, но также и ее конструктивные элементы - бандажная полка, крепежный хвостовик на соответствие заданной геометрии после термообработки.
На слесарном участке лопатки рихтуются, причем для рихтовки моделей безстержневых лопаток используют драйера, и снова отправляются на ЛЮМ-контроль и цветную дефектоскопию, так как в процессе рихтовки возможно возникновение трещин в теле лопатки.
Следующий этап изготовления лопаток - участок окончательного контроля, где лопатки проходят контроль на разметку для выявления всех возможных отклонений.
Читайте также: