Капитальный ремонт сварочного трансформатора
Обновлено: 27.09.2024
Нормами предусмотрено выполнение работ в условиях специализированных электроремонтных предприятий (цехов).
Произвести наружный осмотр трансформатора. Оформить приемо-сдаточный акт, записать основные электрические характеристики трансформатора и зарегистрировать его. Закрепить на трансформаторе бирки с ремонтным номером.
Мощность силового трансформатора, кВ.А, до
Номинальный ток сварочного трансформатора, А, до
Норма времени на 1 трансформатор
Примечание. При выполнении работ в условиях электроремонтных участков (мастерских) промышленных предприятий нормы времени определяются с коэффициентом 1,1.
Профессия: Электрослесарь по ремонту оборудования распределительных устройств
Слив масла самотеком: подготовить емкость для слива масла из трансформатора. Переместить трансформатор к емкости для масла и установить на сливную решетку. Снять заглушку сливного крана трансформатора и слить масло в емкость. Ввернуть пробку или установить и закрепить заглушку сливного крана трансформатора.
Слив масла приводным насосом: переместить трансформатор на площадку для слива масла. Опустить приемный шланг насоса в бак трансформатора и выпускной шланг в емкость, перекачать масло в емкость. Вынуть выпускной шланг из емкости и приемный шланг из бака трансформатора. Переместить и установить трансформатор на ремонтную площадку.
Способ слива масла
Примечание. При выполнении работ в условиях электроремонтных участков (мастерских) промышленных предприятий нормы времени определяются с коэффициентом 1,25.
Открепить и снять газовое реле, предохранительную трубу, расширитель масляного трансформатора. Открепить крышку трансформатора. Для трансформатора с выводами, расположенными на стенке бака, отсоединить отводы и демонтировать вводы. Снять кожух сухого трансформатора. Застропить, поднять и установить активную часть трансформатора на ремонтную площадку. Отсоединить отводы от вводов и переключателя. Открепить, снять и установить крышку трансформатора на подставку. Составить схему соединения обмоток и разобрать соединения обмоток. Открепить и снять верхние ярмовые балки магнитопровода. Расшихтовать верхнее ярмо. Снять обмотки высшего и низшего напряжения, изоляционные цилиндры обмоток и изоляцию нижнего ярма. В процессе разборки трансформатора произвести осмотр и выявить механические повреждения узлов и деталей трансформатора, проверить состояние изоляции, составить ведомость дефектов.
Место расположения вводов трансформатора
Мощность трансформатора, кВ.А, до
Примечание. При выполнении работ в условиях электроремонтных участков (мастерских) промышленных предприятий нормы времени определяются с коэффициентом 1,7.
Профессия: Электромонтер по ремонту электрооборудования
Открепить и снять крышку трансформатора. Отсоединить выводные концы катушек высокого и низкого напряжения от клеммного щитка, разъединить катушки. Открепить и снять гайки стяжных шпилек, верхнее ярмо магнитопровода, катушки высокого и низкого напряжения с сердечником магнитопровода.
Примечание. При выполнении работ в условиях электроремонтных участков (мастерских) промышленных предприятий нормы времени определяются с коэффициентом 1,5.
Открепить и снять рукоятку регулятора. Отсоединить провода регулятора от клеммного щитка. Открепить и снять кожух регулятора, открепить пружины. Снять подвижную часть магнитопровода, катушку со стержня магнитопровода, магнитопровод со стержнем, изоляционный цилиндр со стержня магнитопровода.
14.5.1. Норма времени на разборку 1 встроенного регулятора - 1,04.
14.5.2. Норма времени на разборку 1 выносного регулятора - 0,86.
Примечание. При выполнении работ в условиях электроремонтных участков (мастерских) промышленных предприятий нормы времени определяются с коэффициентом 1,50.
Силовые масляные трансформаторы. Очистить наружные поверхности бака, предохранительной трубы и расширителя трансформатора. Очистить и протереть вводы трансформатора. Промыть трансформаторным маслом крышку и внутреннюю поверхность бака, предохранительной трубы и расширителя трансформатора.
Силовые сухие и сварочные трансформаторы. Очистить наружные и внутренние поверхности кожуха и крышку трансформатора. Очистить и протереть вводы силового сухого трансформатора, клеммный щиток и кожух регулятора сварочного трансформатора.
Примечания. 1. При выполнении работ в условиях электроремонтных участков (мастерских) промышленных предприятий нормы времени определяются с коэффициентом 1,2.
2. При выполнении работ по очистке и промывке деталей и узлов сварочного трансформатора профессия исполнителя - электромонтер по ремонту электрооборудования.
Разобрать указатель уровня масла. Промыть, протереть и осмотреть детали указателя. Прогнать резьбу корпуса указателя. Изготовить прокладки. Собрать указатель уровня масла.
Норма времени на 1 указатель уровня масла - 0,22.
Примечание. При выполнении работ в условиях электроремонтных участков (мастерских) промышленных предприятий нормы времени определяются с коэффициентом 1,2.
Разобрать переключающее устройство и заменить обгоревшие и оплавленные контакты, очистить и протереть поверхности исправных контактов. Заменить поврежденные пружины, изоляционные детали и прокладки. Собрать переключающее устройство и проверить его работу.
Норма времени на 1 переключающее устройство
Разрушить и удалить старую армировочную замазку. Очистить изолятор от пыли и грязи, фланец - от остатков старой замазки. Установить токопроводящий стержень и уплотняющую прокладку и надеть на стержень изолятор. Надеть на изолятор с прокладкой фланец, проверить центровку стержня и закрепить его. Установить ввод на деревянной подставке и прижать фланец к изолятору нажимной плитой или скобой. Приготовить армировочный состав и заармировать ввод. После затвердевания замазки снять нажимную плиту или скобу, удалить наплывы армировочной массы, покрыть армировочный шов нитроэмалью. Проверить герметичность ввода.
Класс напряжения, кВ
Норма времени на 1 ввод
Проверить прочность и герметичность диафрагмы. Заменить поврежденную диафрагму и уплотняющую прокладку.
Норма времени на 1 предохранительную трубу
Разобрать, очистить и промыть детали воздухоочистителя. Заменить силикагель. Собрать воздухоосушитель.
Норма времени на 1 воздухоосушитель - 0,70.
Установить нижнюю ярмовую изоляцию и изоляцию стержней магнитопровода. Насадить на стержни магнитопровода обмотки низшего и высшего напряжения и расклинить обмотки стержнями и рейками. Установить верхнюю ярмовую изоляцию. Зашихтовать верхнее ярмо магнитопровода. Установить верхние ярмовые балки магнитопровода и вертикальные прессующие шпильки и опрессовать обмотки и верхнее ярмо. Проверить сопротивление изоляции стяжных шпилек и ярмовых балок магнитопровода. Зачистить концы обмоток и отформовать отводы трансформатора. Собрать схему и пропаять места соединений обмоток. Изолировать места соединений. Закрепить отводы планками. Переместить и установить активную часть в сушильную печь, выгрузить из печи после сушки и переместить на ремонтную площадку. Подпрессовать обмотки и ярма магнитопровода.
Для масляных трансформаторов с вводами на стенке бака установить активную часть в бак, установить вводы, присоединить отводы обмоток к вводам и переключателю, установить и закрепить крышку.
Для масляных трансформаторов с вводами на крышке бака - установить и закрепить на подъемных шпильках активной части крышку. Присоединить отводы обмоток к вводам и переключателю. Установить активную часть в бак и закрепить крышку. Установить и закрепить расширитель с маслоуказателем, предохранительную трубу и газовое реле.
Для сухих трансформаторов - установить активную часть и крышку, присоединить отводы обмоток к вводам и переключателю. Установить и закрепить кожух трансформатора. Проверить сопротивление изоляции обмоток.
Установить на стержень магнитопровода изоляционный цилиндр. Установить магнитопровод со стержнем, катушку на стержень магнитопровода и подвижную часть магнитопровода. Установить и закрепить пружины. Присоединить провода регулятора к клеммному щитку. Установить и закрепить кожух регулятора. Установить и закрепить рукоятку регулятора.
14.13.1. Норма времени на сборку 1 встроенного регулятора - 1,37.
14.13.2. Норма времени на сборку 1 выносного регулятора - 1,14.
Надеть катушки высокого и низкого напряжения на сердечник магнитопровода. Установить верхнее ярмо магнитопровода и закрепить его стяжными шпильками. Соединить катушки по схеме. Пропаять места соединения и заизолировать их. Присоединить выводные концы катушек высокого и низкого напряжения к клеммному щитку. Установить кожух и крышку трансформатора. Испытать сварочный трансформатор.
Заполнение масла самотеком: переместить и установить трансформатор на площадку для заполнения маслом. Поднять и установить на площадку емкость с маслом и заполнить трансформатор маслом. Переместить и установить трансформатор на ремонтную площадку.
Заполнение масла приводным насосом: переместить и установить трансформатор на площадку для заполнения маслом. Опустить приемный шланг в емкость, выпускной шланг в бак трансформатора и заполнить бак трансформатора маслом. Вынуть приемный шланг из емкости и выпускной шланг из бака трансформатора. Переместить и установить трансформатор на ремонтную площадку.
Переместить трансформатор на рабочее место. Окрасить кистью фланцы изолятора. Установить на неокрашиваемые части защитные колпаки. Окрасить трансформатор краскораспылителем. Снять защитные колпаки. Протереть неокрашиваемые части. Переместить трансформатор на место сушки.
Правила ремонта и обслуживания сварочных трансформаторов, устранение неполадок

Своими руками
Ремонт сварочных трансформаторов необходим при возникновении неполадок в устройстве, которые могут образоваться по ряду определенных причин (недержание дуги, выраженное отсутствие исправности) и требует более тщательного рассмотрения при условии наличия определенных навыков.
Такие аппараты являются надежными источниками сварочного тока и имеют явные преимущества в сравнении с индуктором и выпрямителем. При этом данные устройства нуждаются в правильной эксплуатации и при возникновении неполадок подлежат ремонту.
Работа аппарата
Принцип работы аппарата обеспечение регулировки правильного поступления тока, которое осуществляется 2 способами:
- непосредственное использование аппарата (обеспечение нужного электромагнитного поля), которое осуществляется специальными деталями. Необходимый эффект получают при изменении расстояния воздушного пространства;
- работа осуществляется при управлении таким процессом, как образование нужного электромагнитного поля (изменения значений воздушного зазора между двумя обмотками, новое число витков, использование других деталей).
Устройство и системы аппарата более подробно описаны на нижеприведенном рисунке.
Магнитопровод со всеми системами сверху закрывается в защитный кожух, который подразумевает наличие специального охлаждающего жалюзи. Процесс правильного регулирования тока осуществляется за счет основных механизмов (перемещение подвижной обмотки при использовании вертикального винта, имеющего ленточную резьбу, ходовой гайки).
Провода подключены к зажимам, а сам трансформатор имеет довольно большую массу, поэтому для его передвижения используют специальный транспорт, а устройство оснащено рым-болтом.
Действие трансформатора не имеет отличий в сравнении с обычным аппаратом понижающего типа (информация указана на нижеприведенном рисунке).
Аппарат имеет строение в виде первичной, вторичной обмоток, которые размещены на магнитопроводе замкнутого типа (такое строение способствует увеличению электромагнитной связи).
Обмотки
Первичная и вторичная обмотки подключены к источникам тока, что способствует появлению тока переменного типа и образованию так называемого магнитного потока (Ф), который замыкается в магнитопроводе.
Поток Ф образует электродвижущую силу переменного характера (ЭДС е1 и е2) в обоих обмотках, которые по закону Максвелла становятся пропорциональны числу витков (N1, N2) и скоростям по изменениям потока (dФ/dt).
При пренебрежении падения уровня напряжения (в диапазоне не более 3–5 %) устанавливают такие значения e1≈U1 и e2≈U2. После математических исчислений получают связь между получаемым напряжением, числом витков U1/U2 = N1/N2.
Важно! При повышении вторичного напряжения число витков N2 имеет большее значение по сравнению с N1 для создания повышающего трансформатора.
Устройство понижающего типа создается в обратной пропорциональности (число витков N2 меньше чем N1).
Работа устройства основывается на преобразовании начального уровня напряжения на более низкий показатель (60 В холостого хода). Компоновка узлов устройства (информация на нижеприведенном рисунке).
Пояснения обозначений на рисунке:
- 1-изолированные провода для обмотки первичной;
- 2- обмотка вторичная без наличия изоляции, которая усиливает теплоотдачу;
- 3-магнитопровод (подвижная часть);
- 4-система подвеса устройства внутри аппарата;
- 5- механизм для управления зазора воздушного пространства;
- 6-ходовой винт;
- 7-включение ходового винта.
Схема
Схема трансформатора по функциональным характеристикам (нижеприведенный рисунок).
- зазор и магнитопровод;
- обмотка первичная и вторичная
- обмотка катушки реактивной.
Таблица выявления поломок и их исключение
Неисправности сварочных трансформаторов и правила их устранения рассмотрены в нижеприведенной таблице.
- возникновение короткого замыкания (высокое или низкое напряжение в сети);
- образования замыкания в корпусе и подводящих проводах;
- появление замыкания проводов, которые расположены между собой;
- образование замыкания между витками в катушке;
- образование замыкания провода в соединении с магнитопроводом;
- пробоина конденсаторов;
- поломка других механизмов сварочного устройства.
- сильная перегрузка;
- беспрерывная эксплуатация мотора;
- подборка сварочного электрода (не тот размер по диаметру, модель);
- несоответствующий выбор определенного темпа сварки (большие показатели тока);
- плохой крепеж узлов устройства;
- шпильки, которые стягивают «железо»;
- поломка прикрепленного магнитопровода;
- неправильный процесс передвижения катушек;
- образование короткого замыкания между кабелями;
- нарушенная изоляция в листах магнитопровода.
Подтягивание расшатанного крепежа.
- сварочный ток с высокими значениями в сравнении с указанными нормами в инструкции;
- использование деталей, которые не соответствуют заявленным размерам;
- проведение эксплуатации прибора в течение длительного промежутка времени без перерывов на остывание устройства.
- При сильном нагреве может полностью испортится вся электроизоляция, которая вызовет серьезную поломку и потребует полной починки испорченного устройства.
Основная причина поломки заключается в наличии плохого контакта электричества, вызывающего большое «переходное сопротивление».
Электрический ток выделяет немалое количество тепловой энергии и вызывает такие неисправности:
- разрушение соединений механического характера;
- перегорание проводов;
- разрушение электрического соединения.
- пересмотр и проверка все имеющихся контактов;
- произведение зачистки испорченных проводов или же их замена;
- плотный зажим всех элементов.
- невысокое напряжение в сети;
- поломка регулировки показателей сварочного тока.
- изменение настроек генератора;
- использование хорошего аппарата для стабилизации напряжения;
- проверка работы регулятора по величине сварочного тока и исключение неисправности.
- напряжение выше нормы в электросети;
- поломка регулятора тока;
- изменение настроек для регулировки показателей;
- проверка регулятора величины сварочного тока на наличие неисправностей и исключение работы устройства до устранения поломок.
- поломка устройства ходового винта по регуляции сварочного тока;
- возникновение короткого замыкания на зажимах регулирующего устройства между контактами;
- ограничение подвижных катушек повторной обмотки;
- возникновение замыкания в катушках дросселя.
- устранение посторонних предметов, которые выявлены в устройстве;
- замена катушек дросселя;
- регуляция контактов на основных механизмах.
- нарушение изоляции при изменениях значения напряжения, тока в сварочной цепи;
- замыкание сварочных проводов;
- ослабленное соединение проводов со сварочными клеммами аппарата.
- проведение внешнего осмотра и установление причины поломки;
- замена обмоток (перемотка трансформатора) при нарушении изоляции;
- восстановление или замена нарушенной изоляции;
- восстановление нарушенного соединения проводов и клемма аппарата.
Важно! Разборка сварочного трансформатора должна осуществляться с учетом правил техники безопасности и только при наличии надежного заземления корпуса сварочника.
Обслуживание по установленным нормам
Техническое обслуживание сварочных трансформаторов заключается в выполнении следующих действий:
- произведение очистки устройства от пыли и грязи при тщательном продувании;
- проверка сопротивления изоляции при помощи омметра (измерение данных между первичными, вторичными цепями, корпусом). Величина значения не должна превышать 2,5 Мом. При более низких показателях нужно произвести теплое высушивание трансформатора;
- проверка значения напряжения в электросети;
- установка необходимого рабочего диапазона параметров при использовании перемычек;
- проверка исправности автоматического выключателя;
- включение аппарата и выставление различных параметров для проверки работы всех устройств;
- отключение техники от сети.
При осуществлении технического обслуживания проверяют схему обмотки сварочного трансформатора, которая должна соответствовать номинальным показателям. Дополнительно просматривают надежность заземления.
Если же своевременно не проводить техническое обслуживание сварочного трансформатора, то серьезная поломка будет требовать капитального ремонта или же приведет устройство в полную неисправность.
Важно! Эксплуатация сварочных трансформаторов должна осуществляться строго по инструкции, а на производствах регламент проверки имеет свой установленный алгоритм.
Техника безопасности
Непосредственная работа со сварочными трансформаторами требует обязательного соблюдения определенных норм техники безопасности:
- отключение техники от электросети для дальнейшего осмотра;
- наличие надежного заземления корпуса сварочника;
- использование изолированных инструментов и личных правил безопасности во время проведения ремонта устройства;
- нельзя оставлять используемые инструменты в аппарате после осуществления ремонта;
- эксплуатация устройства запрещена, если оно имеет выраженные неисправности;
- исключение проведения работы с горячим оборудованием;
- проверка техники на предмет выявления неисправности должна осуществляться только после отключения от электросети.
Починка аппаратов с постоянным током
Простейшая схема сварочного аппарата позволяет изучить устройство и произвести необходимый ремонт по выявленной поломке.
Питание устройства строго от сети и составляет стандартные 220 Вольт. К первичной обмотке подключают предохранитель 10 А (перегорание детали позволяет быстро устранить неисправность за счет обеспечения простой замены). Также дополнительно подводят автомат SA1 на 16A.
Силовая часть устройства становится неисправной по таким же причинам, как и у трансформаторов. Электронная часть же с выпрямителем, блоком управления. В ней может быть выявлена неисправность диодного моста или других деталей.
Перемотка
Ремонт сварочных трансформаторов в текущем режиме при перемотке устройства требует выполнения определенных подготовительных действий по подбору необходимых материалов:
- провод для осуществления первичной, вторичной перемотки (количество, марку материала можно узнать только после полной разборки устройства);
- шеллак (заменяют цапонлаком, краской ПФ);
- оправка или брусок для обеспечения вторичной обмотки (по размерам замеренного каркаса катушки), изготовленного из специальных клиньев. Необходимые значения получают после разматывания;
- лакоткань.
Во время ремонта осуществляют разматывание обмоток, подсчитают витки, слои и записывают полученные значения на бумагу.
Расчет длины необходимого расстояния:
- получение длины «среднего витка» (среднее число между максимальной значением длины витка в наружных и внутренних слоях);
- число полученных слоев, витков.
Определение расстояния необходимого провода подразумевает умножение длины «среднего виска» их числа и количества слоев.
По уцелевшей части обмотки определяют нужный диаметр по сечению и марку провода. Первичную обмотку из тонкого провода наматывают сразу на каркас, а вторичную на оправку с предварительным наматыванием одного слоя лакоткани.
Витки наматываются плотно друг к другу и строго соблюдают количество витков. Каждый слой обмотки тщательно обрабатывают шеллаком и накладывают слой лакоткани. При высыхании материалов предотвращается перемещение проводов, которое может возникнуть при нагревании и разрушении изоляции.
После осуществления намотки собирают катушки починенного аппарата и тщательно просушивают их. При помощи тестера проверяют целостность обмотки.
Важно! Обмотка первичная должна быть со значением сопротивления около 20 Ом, а вторичная не более 0 Ом.
Исправность аппарата проверяют с измерением значений напряжения и одновременным включением устройства в электросеть. При соответствии всех данных починка прошла успешно и трансформатор можно использовать по назначению.
Самостоятельный ремонт сварочного трансформатора
Прежде чем самостоятельно осуществить ремонт по устройству и обслуживанию сварочных аппаратов необходимо проверить некоторые важные аспекты:
- соответствие необходимых параметров (выбранная полярность, величина тока обрабатываемые материалы, применяемые электроды (диаметр, размер);
- необходимый контакт кабелей и их зажим;
- возможное выявление превышения времени непрерывной работы или же обрыва кабеля.
Если же вышеперечисленные неисправности не были выявлены, то следует снять защитный корпус трансформатора и произвести внешний осмотр на предмет выявления визуальной поломки:
- изменение внешнего вида контактной колодки;
- нарушение изоляции одного из подводящих проводов;
- ослабление контакта крепления;
- отсутствие напряжения на вторичной обмотке требует осуществления перемотки трансформатора (данный процесс подробно рассмотрен выше).
Важно! При отсутствии навыков для правильной починки и обслуживания сварочных трансформаторов необходимо обратиться в сервисный центр и получить квалифицированную консультацию специалистов.
Осуществление полного ремонта
Капитальный ремонт сварочного трансформатора подразумевает выполнение следующих действий:
- полная разборка устройства;
- установка новых деталей, которые нужно заменить.
Детали, подлежащие замене:
- катушка первичной или вторичной обмотки;
- конденсаторы, дроссель;
- контактные узлы (колодки, зажимы);
- механизмы подвижного характера, узлы.
При осуществлении капитального ремонта все технические характеристики после замены деталей должны соответствовать прибору. Договоренность с заказчиком предполагает полный ремонт данного устройства для обеспечения более длительного срока эксплуатации и исключения повторной поломки.
Цены на ремонт
Стоимость по ремонту таких аппаратов основывается на 2 важных аспектах:
- стоимость деталей, которые необходимо заменить;
- оплата услуг за выполненную работу.
Для того чтобы выгодно произвести ремонт устройства необходимо предварительно учесть стоимость починки и сравнить ее с ценой нового трансформатора. В некоторых случаях выгоднее купить новый аппарат и не тратить лишнее время на устранение неисправности.
Важно! Испорченный трансформатор можно подвергнуть разборке и сдать медную обмотку на металлолом, а вырученные деньги потратить на покупку нового устройства.
Сварочные трансформаторы являются устройствами, которые требуют текущего ремонта по необходимости и регулярного технического обслуживания. При соблюдении таких норм можно легко предотвратить серьезные неисправности в аппарате.
Ремонт сварочного трансформатора
Сварочный трансформатор является самым простым источником сварочного тока (по сравнению со сварочными выпрямителем или инвертором), и, следовательно, самым надёжным. Но, время от времени, требуется и его ремонтировать. Чаще всего он то «не держит дугу», то «не варит». Рассмотрим простейшие отказы и способы их устранения.
Неисправности сварочных трансформаторов и методы их устранения
Физический принцип действия сварочного трансформатора ничем не отличается от обычного понижающего трансформатора. Он очевиден из поясняющего рисунка «Принцип действия понижающего трансформатора». Более подробно можно рассмотреть в этой статье устройство и принцип действия трансформаторного сварочника.

Внешний вид сварочника приведён на рисунке «Сварочный трансформатор».

Наиболее часто встречающиеся неисправности сварочных трансформаторов и методы их устранения сведены в таблицу. Причин возникновения неисправностей может быть много, одной из которых является отсутствие обслуживания, в частности, прочистки сварочного трансформатора от пыли.
ВНИМАНИЕ! При выполнении любого ремонта следует обязательно отключить аппарат от электросети.
| Описание неисправностей | Причины неисправностей | Методика устранения |
| Самопроизвольное отключение | Самопроизвольное отключение сварочного аппарата происходит за счёт срабатывания его электрозащиты при включении в питающую сеть. Причиной этого может быть: |
- короткое замыкание в высоковольтной или низковольтной цепях:
- между подводящими проводами и корпусом. ВАЖНО. Для исключения поражения обслуживающего персонала электрическим током является обязательным качественное заземление корпуса сварочника;
- проводов между собой;
- межвитковое замыкание в катушках;
- замыкание проводов (подводящих или катушек) на магнитопровод;
- электрический пробой конденсаторов;
- выход из строя других компонентов сварочного гаджета.
- замена проводов и восстановление разрушенной изоляции;
- замена конденсаторов и других вышедших из строя деталей и узлов на кондиционные.
- перегрузка:
- длительная работа без технологических перерывов на остывание;
- неправильно выбран сварочный электрод (марка, излишне большой диаметр и т. п.);
- неправильно выбран режим сварки (высокое значение сварочного тока и т. п.);
- шпилек, стягивающих «железо»;
- неисправности в креплении магнитопровода;
- нарушена регулировка механизма перемещения катушек;
- проверить электроизоляцию и устранить все дефекты;
- подтянуть весь крепёж;
- устранить нарушения в механизме перемещения катушек
- сварочный ток выше допустимого значения для данной модели оборудования;
- применяются сварочные электроды, модель и диаметр которых не соответствуют данному виду сварки;
- работа происходит без достаточного количества технологических перерывов (на остывание).
- разрушается механическое соединение;
- сгорает изоляция на концах проводов;
- разрушается электрическое соединение.
- перебрать и проверить состояние контактов;
- при необходимости зачистить их или заменить на кондиционные;
- обеспечить плотный зажим всех элементов
- пониженное напряжение в питающей электросети;
- неисправность регулятора величины сварочного тока.
- повышенное напряжение источника электропитания;
- неисправность регулятора величины сварочного тока.
Повышенное напряжение источника электропитания, чаще всего, случается при питании от мобильных генераторов. В электросетях этот параметр регулируется централизованно. Резкое увеличение возможно только в случае аварии (обрыв «нулевого провода» на КТП).
- неисправность в механизме ходового винта регулятора тока;
- короткое замыкание между контактами на зажимах регулятора;
- ограничена подвижность катушек вторичной обмотки;
- замыкание в катушке дросселя.
- посторонние предметы следует удалить;
- катушку дросселя заменить;
- контакты на зажимах регулятора и механизм ходового винта отрегулировать.
- нарушение изоляции обмотки высокого напряжения (первичной) и её замыкание на сварочную цепь (вторичная обмотка и всё, что следует за ней);
- замыкание между сварочными проводами;
- ослабло соединение сварочных проводов с клеммами аппарата.
- провести внешний осмотр и установить причину;
- при нарушении изоляции обмоток, последние следует заменять (перематывать трансформатор);
- на сварочных проводах восстановить изоляцию или их заменить;
- восстановить соединение сварочных проводов с клеммами аппарата.
Самое «тонкое место» сварочника – клеммная колодка.
![Клеммная колодка.]()
Перемотка сварочного трансформатора
Неисправности оборудования, для устранения которых потребуется перемотка катушек первичной и вторичной обмоток, указаны в таблице. Начинать ремонт следует с подготовки материалов:
- провод для первичной и вторичной обмоток (марку и количество можно узнать только после разборки сгоревшего аппарата);
- шеллак (можно заменить цапонлаком или краской ПФ);
- оправку (брусок) для намотки вторичной обмотки (по размерам каркаса катушки). Изготавливать его рекомендуется из клиньев. Иначе, после намотки с цельного бруска, снять будет очень проблематично. Размеры снимаются после разборки;
- лакоткань.
Разбираем трансформатор, разматываем обмотки и считаем витки и слои (обязательно записываем).
Рассчитываем длину провода по:
- длине «среднего витка». Это — среднее арифметическое между: максимальной длиной – витка наружного слоя и минимальной – внутреннего;
- количеству слоёв и витков.
Длина провода определяется, как произведение длины «среднего витка», количества витков в слое и количества слоёв.
На несгоревшей части обмотки визуально определяем марку провода и, измерив диаметр, рассчитываем его сечение. Теперь мы знаем: какого и сколько нам нужно провода.
Наматываем новые катушки: первичную обмотку из тонкого провода можно прямо на каркас, вторичную из провода большого сечения – на оправку. Предварительно наматываем один слой лакоткани. Витки наматываем плотно «один к одному», повторяя сгоревшую обмотку и строго придерживаясь количества витков. Каждый слой обмотки тщательно промазываем шеллаком или его заменителем и прокладываем слой лакоткани. После высыхания шеллак будет предотвращать перемещение проводов, вызванное их расширением при нагревании (по обмоткам протекает большой электрический ток), и разрушение изоляции. В купе с лакотканью это предотвратит межвитковое короткое замыкание и необходимость повторного ремонта.
После намотки, собираем катушки сварочного трансформатора и просушиваем их (в домашних условиях для этого можно использовать духовку). Температура и продолжительность зависит от применяемых материалов.
Производим окончательную сборку трансформатора. Тестером или любым другим омметром «прозваниваем» (проверяем целостность) обмоток. Первичная должна иметь электрическое сопротивление около 20 Ом, вторичная – «0», между обмотками – «бесконечность».
Проверяем работоспособность трансформатора путём измерения напряжения ХХ (холостого хода – оно указано в «Паспорте сварочного аппарата». Обычно 50…60 В). Первичную обмотку через электрический автомат (ВАЖНО! Автомат включать в цепь питания обязательно) включаем в электрическую сеть, и тестером (или любым другим вольтметром переменного тока) замеряем напряжение вторичной обмотки. Если всё сделано правильно, то величина этого электрического напряжения соответствует напряжению ХХ, указанному в «Паспорте».
Устанавливаем сварочный трансформатор на своё законное место в сварочнике и пробуем варить.
Ремонт сварочного трансформатора своими руками
Прежде, чем ремонтировать сварочный аппарат, который вдруг «перестал варить», проверьте следующее:
- соответствуют ли выбранная полярность и величина сварочного тока обрабатываемому материалу и применяемому электроду (материал и диаметр);
- достаточно ли хороший контакт зажима сварочного кабеля со свариваемой деталью;
- нет ли превышения времени непрерывной работы сварочного аппарата или банального обрыва кабеля.
Зачастую, устранение этих дефектов «оживит» ваш аппарат, и ремонт на этом будет закончен.
Если ничего из вышеперечисленного не обнаружено, то необходимо определить проблему и заняться её устранением. Снимаем корпус оборудования и проводим внешний осмотр. Часто вышедшие из строя узлы можно определить визуально: изменившая внешний вид контактная колодка, нарушение изоляции подводящих проводов, ослабленные контактные крепления и т. п. Замена этих деталей и узлов не вызывает трудностей и может быть произведена самостоятельно.
Если отсутствует напряжение ХХ на вторичной обмотке сварочного трансформатора, то необходима его перемотка. Технология этого процесса описана выше. Если у вас нет навыков аналогичного ремонта, и вы никогда не перематывали даже маломощный трансформатор, то рекомендуем обратиться в сервисный центр.
[help]Больше информации для самодельщиков можно взять в статье про самодельные трансформаторные сварочники.[/help]
Капитальный ремонт сварочного трансформатора
Капитальный ремонт сварочного трансформатора представляет собой наибольший по объёму вид планового ремонта, при котором производится:
- разборка агрегата;
- замена всех изношенных узлов и деталей.
- катушки первичной и вторичной обмоток;
- дроссель, конденсаторы и т. д.
- все контактные узлы: зажимы, колодки и т. п;
- подвижные узлы и механизмы.
После проведения капитального ремонта технические параметры сварочного трансформатора должны соответствовать новому прибору. Во многих случаях, по согласованию с Заказчиком, в ходе капремонта проводится модернизация сварочника.
Цена ремонта — стоит ли…
Цена ремонта состоит из двух основных составляющих:
- стоимость подлежащих замене деталей и узлов;
- стоимость работы.
При ремонте в «Сервисном центре» (или любой другой мастерской) добавятся ещё и накладные расходы.
Следует учитывать, что каждый ремонт, как бы он аккуратно не производился, не делает оборудование «совсем новым». Поэтому, определите стоимость вышедших из строя узлов и деталей, выясните, сколько будет стоить ремонт и сравните полученную сумму со стоимостью нового оборудования. В большинстве случаев, сварочник, «переживший» несколько ремонтов, есть смысл сдать в металлолом (медные обмотки дорого стоят) и приобрести действительно новый, а может быть и более современный и удобный инвертор.
ТЕХНОЛОГИЯ ОБСЛУЖИВАНИЯ И РЕМОНТА СВАРОЧНЫХ ТРАНСФОРМАТОРОВ.
В набор инструмента для электрика обязательно должен входить ручной инструмент общего назначения.
![]()
рожковые гаечные ключи с размерами от 5,5 до 24
сверла по металлу и по бетону от 4 до 12 (мм)
бокорезы, пассатижи и круглогубцы
напильник и надфиль
зубило и молоток
монтажный нож, в том числе самодельный
Электрический инструмент
![]()
КИПы
![]()
Мультиме́тр (от англ. multimeter), те́стер (от англ. test — испытание), аво́метр (от ампервольтомметр) — комбинированный электроизмерительный прибор, объединяющий в себе несколько функций
![]()
Мегаомме́тр — электроизмерительный прибор, предназначенный для измерения больших значений сопротивлений.
![]()
Электроизмерительные клещи предназначены для измерения электрических величин - тока, напряжения, мощности, фазового угла и др. - без разрыва токовой цепи и без нарушения ее работы.
![]()
Приспособления для снятия изоляции и опрессовки гильз
4.ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ТРУДА
Защитное заземление
Защитным заземлением называется преднамеренное металлическое соединение с землей в сетях переменного тока с изолированной нейтралью или в сетях постоянного тока с изолированной средней точкой частей электроустановок, нормально не находящихся под напряжением, но которые могут случайно оказаться под напряжением по тем или иным причинам. Соединение это выполняют проводником, который называют заземляющим. Заземляющий проводник присоединяют к заземлителю, имеющему непосредственное соединение с землей. При замыкании фазы на корпус электрооборудования большая часть тока замыкания пройдет через заземляющий проводник, а меньшая через тело человека, прикоснувшегося к электрооборудованию, так как сопротивление металлического проводника во много раз меньше, чем сопротивление тела человека.
Защитным занулением называется преднамеренное металлическое соединение с глухо заземленной нулевой точкой (нейтралью) трансформатора в сетях переменного тока и с глухо заземленной средней точкой источника электроснабжения в трех проводных сетях постоянного тока частей электроустановок, нормально не находящихся под напряжением, но которые могут случайно оказаться под таковым. Соединение это выполняют проводником, который называется зануляющим, или нулевым защитным проводником. При замыкании одной из фаз на корпусе электрооборудования, имеющего соединения нулевым защитным (зануляющим) проводником с глухо заземленной нейтралью трансформатора в сетях переменного тока или с глухо заземленной средней точкой в сетях постоянного тока, возникает однофазное короткое замыкание, которое вызывает срабатывание соответствующего защитного аппарата (предохранителя, автомата) и отключение поврежденного участка.
Защитным отключением называется система защиты, обеспечивающая автоматическое отключение быстродействующим устройством всех фаз аварийного участка с полным временем отключения с момента возникновения однофазного замыкания не более 0,2 с. Защитное отключение может применяться при снижении уровня изоляции в сетях напряжением до 1000 В с изолированной нейтралью и при однофазном замыкании на корпус электрооборудования в сетях с глухо заземленной нейтралью. Устройства защитного отключения имеют высокую чувствительность и быстродействие. Их токи срабатывания весьма малы (10 - 30 мА), поэтому они реагируют как на токи замыкания на землю, так и на токи утечки при снижении сопротивления изоляции сети, а их быстродействие (0,1 - 0,2 с) обеспечивает почти мгновенное отключение установки. Эти качества устройств защитного отключения почти полностью исключают возможность поражения от токов замыкания, опасных как по величине, так и по продолжительности действия.
В мастерской электромонтеров Краснобаковского филиала «ВТЭТ» использована комбинированная защита от поражения электрическим током - защитное заземление при замыкании фазы на корпус электрооборудования и выключатели автоматические при перегрузке и при замыкании фазы на корпус электрооборудования.
![]()
4.3.Оказание первой помощи при поражении электрическим током, действия при ударе током
Случайных воздействий напряжений на человека наблюдается много, однако лишь незначительное количество их сопровождается протеканием больших токов, вызывающих электрические травмы, а еще реже — летальный исход. Статистика отмечает, что один летальный исход приходится на 140 - 150 тыс. случаев возникновения электрической цепи через тело человека.
Многочисленными исследованиями и практикой установлено, что состояние человека, попавшего под напряжение и не подающего внешних признаков жизни, следует рассматривать только как мнимую смерть, вызванную временным функциональным расстройством организма.
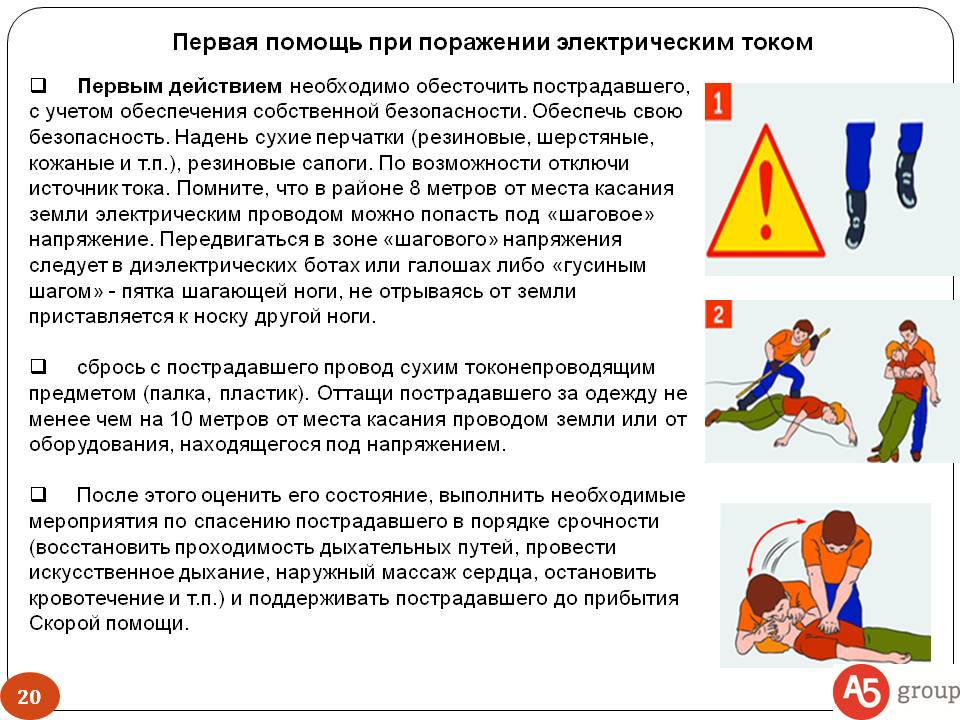
Поэтому при поражении человека электрическим током необходимо принять меры к освобождению пострадавшего от тока и немедленно приступить к оказанию ему первой помощи.
Освобождать человека от действия тока необходимо как можно быстрее, но при этом надо соблюдать меры предосторожности. Если пострадавший находится на высоте, должны приниматься меры по предупреждению его падения.
Прикосновение к человеку, находящемуся под напряжением, опасно, и при ведении спасательных работ необходимо строго соблюдать определенные предосторожности от возможного поражения током лиц, проводящих эти работы.
Наиболее простым способом освобождения пострадавшего от тока является отключение электроустановки или той ее части, которой касается человек. При отключении установки может погаснуть электрический свет, поэтому при отсутствии дневного света необходимо иметь наготове другой источник света - фонарь, свечу и т. д.
Если быстро отключить установку нельзя, необходимо принять соответствующие меры предосторожности, чтобы самому не оказаться в контакте с токоведущей частью или телом пострадавшего, а также под напряжением шага.
В установках напряжением до 400 В пострадавшего можно оттянуть за сухую одежду. При этом нельзя касаться незащищенных участков тела пострадавшего, сырой одежды, обуви и т. д.
При наличии электрозащитных средств — диэлектрических перчаток, галош, ковриков, подставок — следует их использовать при освобождении пострадавшего от тока.
В случаях, когда руки пострадавшего охватывают проводник, следует перерубить проводник топором или другим острым предметом с изолированными ручками (сухое дерево, пластмасса).
В установках напряжением выше 1000 В для освобождения пострадавшего необходимо пользоваться изолирующей штангой или изолирующими клещами, соблюдая все правила пользования этими защитными средствами.
Если пострадавший в результате воздействия напряжения шага упал, его необходимо изолировать от земли, подсунув под него сухую деревянную доску или фанеру.
После освобождения пострадавшего от тока необходимо установить степень поражения и в соответствии с состоянием пострадавшего оказать ему медицинскую помощь. Если пострадавший не потерял сознание, необходимо обеспечить ему отдых, а при наличии травм или повреждений (ушибы, переломы, вывихи, ожоги и т. д.) необходимо оказать ему первую помощь до прибытия врача или доставить в ближайшее лечебное учреждение.
Если пострадавший потерял сознание, но дыхание сохранилось, необходимо ровно и удобно уложить его на мягкую подстилку — одеяло, одежду и т. д., расстегнуть ворот, пояс, снять стесняющую одежду, очистить полость рта от крови, слизи, обеспечить приток свежего воздуха, дать понюхать нашатырный спирт, обрызгать водой, растереть и согреть тело.
При отсутствии признаков жизни (при клинической смерти отсутствует дыхание и пульс, зрачки глаз расширены из-за кислородного голодания коры головного мозга) или при прерывистом дыхании следует быстро освободить пострадавшего от стесняющей дыхание одежды, очистить рот и делать искусственное дыхание и массаж сердца.
5.Заключение
Первым шагом для оформления данной работы явился подбор и проработка мною нормативной и технической литературы, поиск н образовательных сайтах в интернете.
При написании выпускной квалификационной работы пригодились навыки полученные во время прохождения учебной и производственной практики.
Электроэнергетика - ведущая отрасль индустрии, в значительной степени определяющая современный научно-технический прогресс. Без энергетики не могут существовать предприятия, заводы, не может развиваться ни одна отрасль науки, и народного хозяйства.
Данная работа затрагивает вопросы обслуживания и ремонта сварочных трансформаторов, организация рабочего места электромонтера по ремонту и обслуживанию электрооборудования, технику безопасности, оказание первой медицинской помощи. В работе описан инструмент электромонтера.
В обязанности электромонтера входят как монтажные, так и ремонтные, и работы по обслуживанию различного оборудования.
В изучении материала пригодились знания по специальным дисциплинам.
Необходимо отметить, что в настоящее время на предприятиях нашей страны вводятся новые современные технологии направленные на улучшение условий труда рабочих.
Но, не смотря на все новшества никто не снимает ответственности, которую несет электрик во время электромонтажных работ.
Считаю, что цель в изучении данного материала выполнена полностью.
Работу выполнил студент гр. №36_____________/ /
6.СПИСОК ЛИТЕРАТУРЫ
Т.А.Багдасарова «Допуски и технические измерения» М. «Академия»2016г.
Л.И. Вереина «Техническая механика» М. «Академия»2016г
Г.В.Ярочкина «Радиоэлктронная аппаратура и приборы» Учебник. М. «Академия» 2016г.
Л.В.Журавлева «Радиоэлектроника» М. «Академия» 2016г.
Л.В.Журавлева «Электроматериаловедение» М. «Академия»2016г
Ю.Д. Сибикин «Техническое обслуживание, ремонт электрооборудования и сетей промышленных предприятий» М. «Академия» 2016г
В.Ю. Шишмарев «Электротехнические измерения» М. «Академия» 2017г.
Н.А. Акимова «Монтаж, техническая эксплуатация и ремонт электрического и электромеханического оборудования» М. «Академия» 2017г.
ТЕХНОЛОГИЯ ОБСЛУЖИВАНИЯ И РЕМОНТА СВАРОЧНЫХ ТРАНСФОРМАТОРОВ.
![]()
Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
![]()
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
![]()
Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!Читайте также: