Катушка для сварки трубы
Обновлено: 11.05.2024
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо.
Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки.
Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор.
Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите.
Корень.
Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края!
На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны.
Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”.
Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны.
Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод.
Заполнение.
Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал.
Облицовка.
Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера.
Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы.
Что такое орбитальная сварка
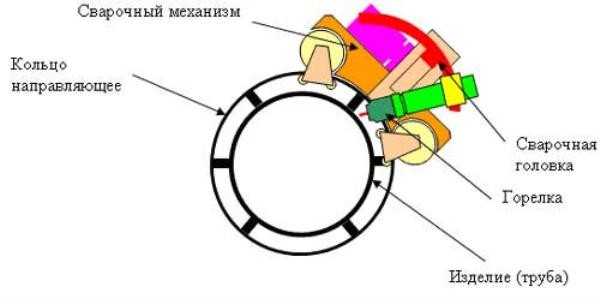
Для монтажа трубопроводов в полевых условиях используется орбитальная сварка. Это автоматизированный процесс соединения бесповоротных стыков. Труба проваривается головкой, закрепленной на вращающемся устройстве. Специальный зажим плотно фиксирует аппарат в рабочей зоне. Для работы необходимы навыки оператора. Сварщик выбирает необходимый режим в зависимости от размера, толщины стенки, химического состава сплава. В процессе работы следит за параметрами.

Особенности орбитальной сварки
Дуга в автоматическом режиме проворачивается по всей окружности, труба равномерно проваривается со всех сторон. Стыковая сварка труб орбитальными аппаратами незаменима в труднодоступных местах, где сложно проварить неподвижную заготовку.
Сварочный автоматизированный процесс представляет собой ручную или аргонодуговую электросварку с использованием тугоплавкого вольфрамового электрода и наплавочной проволоки. При зажигании дуги кромки оплавляются, создается ванна расплава. Присадка образует на месте стыка аккуратный валик. Головка проходит по всей окружности (орбите). Заготовки при работе не вращаются, остаются неподвижными.
Область применения
Автоматы для орбитального соединения трубных стыков используют:
- для линейного монтажа трубопроводов; ;
- соединения отрезков трубного проката с отводами, тройниками, другой трубной арматурой;
- сварки трубной доски теплообменников.
Орбитальная сварка труб минимизирует процент брака, увеличивается скорость монтажа трубопроводов, сборки котлов и теплообменников. Упрощается ремонт ТЭС, ТЭЦ, обслуживание нефтепроводов, газовых магистралей, инженерных коммуникаций.
Преимущества и недостатки
Стыковая сварка орбитальными автоматами обеспечивает герметичность трубопроводов за счет качественных швов. Металл проваривается по всей окружности равномерно. Преимущества орбитальной сварки труб:
- снижается риск дефектов шовного валика;
- регулирование дуги снижает область разбрызгивания ванны расплава;
- соединение частей трубопровода, трубных досок можно производить в любом пространсвенном положении;
- широкий диапазон свариваемых сплавов: углеродистых и легированных сталей, цветного металла;
- возможность работать с присадкой и без нее;
- отсутствие окалины на шве;
- процесс протекает без образования дыма.
- высокая стоимость аппаратов;
- сложность ремонта и обслуживания оборудования;
- низкая скорость тонких трубопроводов (головка медленно движется по небольшой орбите).
Оборудование для орбитальной сварки труб
У аппарата для сварки трубопроводов имеется:
- источник электропитания – инвертор, выдающий от 30 до 400 А, подключаемый к однофазной сети напряжением 220 В или трехфазной 380 В, с ним просто контролировать силу рабочего тока;
- вольфрамовый электрод;
- соединительная головка, образующая шов;
- клещевая система крепления, фиксирующая головку на трубе;
- система подачи газа с регулируемым соплом для проволоки;
- блок управления, регулируется:
- частота вращения головки;
- скорость подачи прутка;
- расход инертного газа (объем впрыскивания);
- угол наклона электрода.
Некоторые модели оснащены печатающим устройством, информацию о режиме работы можно вывести на бумагу.
Оборудование для орбитальной сварки применяется при монтаже труб с наружным диаметром от 17 до 170 мм. Выпускают аппараты для аргонодуговой и ручной дуговой сварки в защитной атмосфере трех основных типоразмеров (величина свариваемых труб указана в мм): 17–50; 33–90; 60–170. По согласованию с заказчиком некоторые производители делают фиксирующие клещи другого размера. Верхний предел увеличивают до 275 мм. Разработаны модели для тонкого трубного проката, минимальный наружный размер – 1,6 мм.
Виды орбитальных головок, удерживающих горелку на фиксированном расстоянии от свариваемого металла:
- Закрытого типа рассчитана на соединение труб небольшого диаметра. Стык располагается в камере, заполненной защитным газом. Такие головки считаются самыми надежными, они образуют герметичный шов, не содержащий окислов.
- Открыто типа, аргон или другой инертный газ или специальная смесь поступает в рабочую зону под давлением. Такие головки используют на толстостенных трубах, где стык заваривается за несколько циклов. Горелка для удобства наклоняется под нужным углом до 45°.
Для трубных досок, головки созданы для ремонта теплообменников, регулировка процесса происходит в автоматическом режиме, оператору достаточно установить клещевое крепление.
Предусмотрена система предварительного прогрева электрода и свариваемого металла до необходимой температуры, имеется система охлаждения, по замкнутому контуру циркулирует вода.
Технология сварки
Для выравнивания концов применяют отрезные станки, обеспечивающие вертикальную ровную кромку. Толстостенные трубы подготавливают к работе в заводских условиях: производят разделку кромок, срезают под углом 30°. Тонкостенный прокат заплавляют без присадки.
До орбитальной сварки труб проводятся подготовительные работы. Производится очистка концов от заусенцев, загрязнений. Подготовленные отрезки центруют, укладывают на установленном расстоянии друг от друга. Для орбитальной сварки труб малого диаметра достаточно приобрести съемную головку. Она крепится на универсальных зажимных системах. Поверхность стыка делят на сектора, для каждого задаются индивидуальные режимы с учетом давления собственного веса заготовки в нижней части. Расплавленный металл не должен провисать сверху. Параметры рабочего тока, скорость подачи присадочного прутка устанавливает оператор в зависимости от марки стали, формы заготовки. Орбитальный аппарат крепится в области стыка.
Сваривание металла производится автоматически. После заделки всех секторов оборудование отключается самостоятельно.
Орбитальные аппараты узкоспециальные. Их приобретают для монтажа трубопроводов большой протяженностью, для ремонта теплообменников и котлов. Это наиболее перспективный метод монтажа трубного проката. В быту подобное оборудование применять нецелесообразно из-за длительного периода окупаемости.
Сварка корня шва труб под просвет
Сваривать трубы на просвет умеет не каждый сварщик, даже с солидным опытом. Новичкам же эта работа кажется настолько сложной, что они и не пытаются браться за нее. На самом деле сварка на просвет не так сложна, как кажется со стороны. Просто нужно знать ее нюансы и особенности.

Что значит «сварка на просвет»
Свое название этот способ получил потому, что такое соединение труб проверяется методами радиографического контроля. При его проведении шов раньше просвечивали рентгеновскими лучами для выявления изъянов. Сейчас для контроля применяются ультразвуковые аппараты. Однако чаще под термином «сварка на просвет» подразумевается соединение труб с зазором между ними. Соединяемые отрезки труб именуют катушками. Такой способ также называют сваркой под просвет.
Подготовительные работы
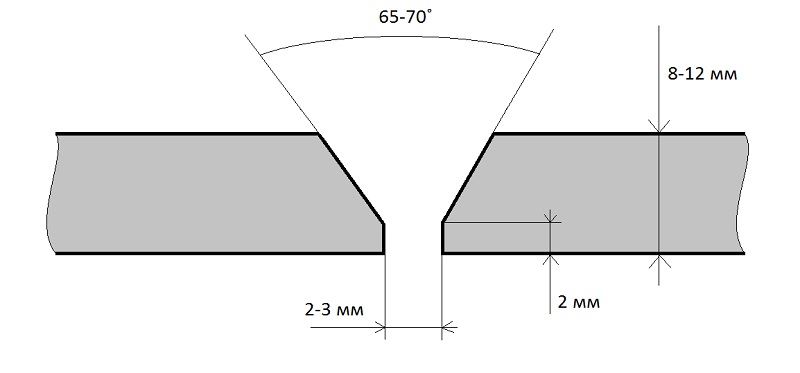
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Стыковка труб
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 — 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.
Процесс стыковки упрощается, если использовать центратор. Он обеспечит точное совмещение осей труб и неизменность их положения во время сварки. Обычно применяют наружный центратор, но лучше выбрать внутренний, так как он исправляет нарушения формы, например, овальность торцов труб.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Оптимальную величину сварочного тока подбирают на какой-либо металлической поверхности. Для начала выставляется 50 — 60 ампер. Если при опробовании дуга стабильна, нужно без усилия коснуться поверхности расплавленного металла кончиком электрода — он не должен прилипать. Сбавляя ток, подбирается его максимально малое значение, при котором дуга горит стабильно.
Процесс сварки
Прихватка
Сварку трубы под просвет начинают с прихватки в нескольких точках. Их количество зависит от диаметра заготовок, но не менее четырех с шагом 90˚. После создания первой точки положение труб при необходимости корректируется. Прихватка должна надежно скрепить заготовки между собой. После сварки всех точек стык еще раз зачищается. Обнаруженные поры и плохо проваренные места удаляются, так как они в дальнейшем станут причиной брака.
Корень шва
Сварку удобней проводить, если прихваченные трубы будут находиться в полупотолочном положении. Это обеспечит свободный доступ к стыку. На нижней части соединения наносится отметка. Отступив от нее 1 — 3 см начинают сварку корня шва под просвет. Дуга зажигается на фаске или ее внешнем краю, но не на поверхности трубы. На потолочной части стыка кончик электрода находится в зазоре с постепенным движением вверх. Для формирования обратного валика дуга должна гореть внутри трубы.
При движении электрода без поперечных отклонений нужно следить, чтобы оплавлялись обе кромки. Если плавится только одна сторона, следует остановиться и повторить проход. Горение дуги снаружи означает, что стык стянулся. Его можно прорезать большим током, но предпочтительней аккуратно расширить болгаркой. Если наплавляемый корневой шов провисает, значит, завышен сварочный ток или электрод движется медленно.
Если представить торец трубы в виде циферблата часов, то при выходе на 40 минут электрод начинают раскачивать на половину диаметра между кромками. В результате образуется технологическое окно, через которое можно следить за формированием внутреннего валика. При сварке тонкостенных труб небольшого диаметра оно только намечается, но не стоит проплавлять на этом месте сквозную дыру. Электрод продвигается без колебательных движений, меняется только положение держака, чтобы обеспечить стабильность дуги при минимальном токе.
После выхода на 50 минут держатель отклоняется от себя, чтобы дуга горела на краю валика. Продавливать электрод внутрь трубы как на потолке не надо, так как могут получиться прожоги. Чтобы внутренний валик получился ровным, прихватка при подходе к ней шва срезается, края развальцовываются. С готового корня сбивается шлак, металл зачищается до блеска металлической щеткой.
Заполнение
Заполнение выемки, образовавшейся после проведения предыдущей операции, выполняется короткой дугой. Для плавления кромок электрод ведется по краям сварочной ванны. При работе нужно следить за появлением стартовых пор, которые образуются при розжиге дуги во время сварки на ветру. Их зашлифовывают под нуль болгаркой. Опытные сварщики накладывают дополнительный шов сверху и снизу стыка, не касаясь вертикали.
Облицовка
В заключение на зачищенное заполнение накладывается облицовочный шов. Его выполняют равномерными по амплитуде колебательными движениями без резких рывков, следя за тем, чтобы дуга не выходила за пределы сварочной ванны. Чтобы шов не проваливался посередине, электрод на краткие мгновения задерживается на кромках. Если он получается излишне чешуйчатым, добавляется сварочный ток. После завершения сварки со шва удаляется шлак, утолщения, образовавшиеся в местах розжига дуги, зашлифовываются. Поверхность возле стыка очищается только металлической щеткой.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Сварка корня шва на просвет
Любому молодому сварщику рано или поздно придется столкнуться со сваркой труб. Дело это непростое, со множеством нюансов и особенностей. Поэтому настоящих мастеров своего дела крайне мало. Новички просто боятся брать подобную работу, думая, что не выполнят ее. Хотя на деле все гораздо проще, чем может показаться на первый взгляд. Ведь самое главное — хорошо заварить корень. А остальные навыки придут с опытом.

В этой статье мы подробно расскажем вам о том, как качественно варить трубы «на просвет». Вы также узнаете, что вообще из себя представляет сварка на просвет, как точно состыковать две трубы, как настроить режим сварки и не прогадать с заполнением шва.
Общая информация
Итак, для начала определимся с термином «сварка на просвет» или «под просвет». Сварка корня шва на просвет — это просто сварка труб со сквозным зазором между ними. Название «на просвет» означает, что такой зазор виден насквозь. Обычно таким методом варят трубы диаметром до 12 миллиметров, но бывают исключения.

Иногда термином «на просвет» называют сварку труб перед прохождением радиографического контроля. Ведь суть такого контроля в том, что лучи пронизывают металл, как бы «просвечивая» его. Но зачастую сваркой на просвет все же называют обычную сварку с видимым зазором между трубами. Кстати, две состыкованные, подготовленные к сварке трубы называют просто катушкой.
Что ж, теперь, когда мы разобрались с терминами, приступим к самой сварке. Далее мы подробно расскажем, как выполнить сварку катушки под просвет.
Сварка на просвет
Подготовительные работы
Сварка на просвет — это практически всегда необходимость подготовки металла под сварку. Если вы раньше никогда не занимались сваркой труб, то можете подобрать для себя пару деталей для тренировки. Новичкам рекомендуем взять трубы среднего диметра с толщиной стенок 5-10 миллиметров.
Далее нужно как следует зачистить трубы в месте будущего сварного соединения. Вне зависимости от того, варите вы тренировочные или реальные трубы. Следите, что не было следов коррозии или краски. Желательно зачистить детали до видимого металлического блеска. В нашем случае идеальный инструмент для зачистки — это шлифовальная машинка. С ее помощью вы удалите большинство загрязнений. Чтобы убрать металлические включения используйте болгарку или напильник. После очистки обезжирьте поверхность растворителем и протрите лоскутом ткани.
Теперь нужно правильно состыковать две трубы. Многие новички спрашивают, как это можно сделать. Ведь трубы могут быть тяжелыми или у вас просто не получает их состыковать точно. В этой ситуации не обойтись без дополнительных приспособлений. Мы в своей практике используем центратор. Сейчас можно найти в продаже компактные недорогие модели, которые удобно монтируются. При стыковании труб оставьте небольшой зазор между ними. Зазор должен быть чуть меньше диметра электрода, которым вы будете варить. Оптимальный размер зазора — 2.5 миллиметра.
Помимо труб нужно подготовить и сами электроды. Когда с заготовками закончено, приступают к подготовке электродов. Если размер зазора равен 2.5 миллиметра, то выберите электроды диаметром 2.6 миллиметров. Что касается производителя, то здесь выбор остается за вами. Мы используем в работе Kobelco LB52U. На наш взгляд они идеально выполняют свою работу, хотя и стоят недешево.
Электроды нужно прокалить в печи, чтобы убрать всю лишнюю влагу. Прокаливайте часа 1.5-2, при температуре не более 380 градусов. Рекомендуем прокаливать непосредственно перед сваркой. Но если такой возможности нет, то нужно сложить стержни в специальный пенал, не в картонную коробку. Если не хотите покупать пенал, можете сделать его своими руками из ППУ трубы.
Настройка режима сварки
Качественная сварка труб под просвет во многом зависит от правильно настроенного режима сварки. Тема режимов сварки очень обширная и сложная. Мы уже рассказывали вам некоторые особенности тут, тут и тут. Что касается настройки режима при работе с трубами, то нужно ориентироваться на толщину стенок и применяемые электроды. Нет однозначных рекомендаций, какая сила тока лучше, ведь каждый случай индивидуален. Так что вам поможет только метод проб и ошибок.
Что касается остальных параметров режима сварки, то дуга должна быть короткой, скорость сварки должна быть не слишком быстрой и не слишком медленной. Иначе будут непровары или прожоги. Также рекомендуем установить прямую полярность и постоянный ток. Это общие рекомендации. Мы не рассказываем о напряжении дуги и прочих параметрах, потому что они тоже индивидуальны для каждого типа работ. И подбирать их нужно непосредственно на месте.

Также следите за технологическим окном. Технологическое окно — это небольшое углубление, которое образовывается при оплавлении кромок. Для вас, как для сварщика, технологическое окно — это самое главное. Поскольку благодаря ему вы можете наблюдать за процессом сварки и в любой момент заметите, если что-то пойдет не так.
Словом, чтобы выбрать режим и правильно сварить корень шва под просвет нужно много практиковаться. Только так вы поймете, какие настройки оптимальны. Если это ваша первая профессиональная сварка труб, то спросите совет у более опытных коллег по цеху.
Сварочный процесс
Итак, вы подготовили металл к сварке и настроили режим. Можно приступать к формированию шва. Но для начала сделайте несколько точек-прихваток, чтобы корень не деформировался при сварке. Количество точек определяется на глаз, зависит от размеров трубы. Чем труба больше, тем больше точек.
В идеале, точки-прихватки должны надежно скреплять трубы. Поэтому делайте их так же, как если бы варили сам шов. После того, как сделаны прихватки, нужно снова зачистить стык. На этом этапе вы можете обнаружить дефекты у корня. Вырежьте их. Если это не сделать, такая сварка будет считаться браком.
Теперь вы можете начать равномерно заполнять шов. Поверьте, это самое простое из всего, чтобы вы будете делать при сварке труб на просвет. Если вы изначально хорошо все зачистили, то возможно у вас получится переплавить меньше корня. Но обычно требуется переплавить процентов 30.
Если в процессе работы вам необходимо поменять электрод, то новым электродом нужно варить чуть ниже того места, где вы остановились до этого. Так шов будет более аккуратным и не будут образовываться дефекты.
Не забывайте про облицовочный слой. Для него нужно оставить около 1.3-1.5 миллиметров. При этом слой должен лечь равномерно и без подрезов, а это самое главное. Варите облицовочный шов так же, как и заполняющий. После смены электрода начинайте варить немного ниже того места, где остановились. В процессе облицовки следите за силой тока. Можете уменьшать или увеличивать ее, следя за результатом. Так вы найдете оптимальное значение тока и сможете сделать аккуратный шов. В результате вы должны получить эстетичный шов с плотно заваренным корнем. Допускается выступ у шва относительно поверхности металла, но не более 1 миллиметра.
Распространенные ошибки
Сварка на просвет — дело непростое, поэтому у всех новичков швы получаются с множественными дефектами. И это неудивительно. Только практика поможет вам избавиться от дефектов. А также изучение ГОСТов и теории. Далее мы расскажем о самых распространенных ошибках, которые приводят к дефектам. И дадим несколько рекомендаций, которые помогут вам избежать появления дефектов.
Также часто встречаются провисшие участки или просто неаккуратные швы. Такие дефекты возникают из-за банального несоблюдения технологии сварки. Внимательно изучите технологию и только после этого приступайте к работе. Не думайте, что сможете в процессе угадать, как нужно работать.
Напоследок несколько рекомендаций. Прежде всего, варите только на короткой дуге. Да, это сложно. Да, плохо видна зона сварки. Но только на короткой дуге у вас получится качественный шов. С этим нужно смириться. Также не отрывайте электрод во время сварки. Это допустимо только при смене электрода.
Постарайтесь правильно настроить сварочный ток. Это опять же дело практики и опыта. Научитесь правильно разделывать кромки и зачищать металл. И вообще уделите больше времени зачистке и прокаливанию электродов. Не допускайте работы при осадках или на сильном ветру. И самое главное: используйте профессиональное оборудование в паре с качественными комплектующими.
Вместо заключения
Работы «на просвет» должны производиться качественно даже в том случае, когда качество шва в дальнейшем не будет подвергаться контролю. Сварка под контролем, конечно, дисциплинирует, но вы должны в любой ситуации ответственно подходить к процессу. Мы подробно рассказали вам о каждом этапе сварочных работ. Начиная от подготовки металла, заканчивая возможными дефектами. Если вы владеете навыками сварки, то наверняка сможете выполнить работе более-менее качество просто прочитав этот материал.
Теме частых ошибок посвятите больше времени. Мы дали лишь некоторые рекомендации, как можно избежать ошибок. На деле нюансов может быть гораздо больше. Так что не поленитесь и изучите ГОСТы на все сварочные работы, которые собираетесь выполнять. И практикуйтесь как можно больше. Ведь, как известно, теория без практики ничего не стоит. Желаем удачи в работе!
Сварка труб инвертором — подготовка, сварка

Монтаж металлических труб практически невозможно провести без использования электрической сварки. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу. В статье мастер сантехник расскажет, как сваривать трубы инвертором.
Подготовка к сварке труб

Сварочный процесс начинается именно с подготовки материалов и оборудования. Полный комплект, который потребуется для выполнения подобной работы, будет включать:
Появление инверторов практически отодвинуло остальные способы сварки стальных труб. Небольшие аппараты прекрасно справляются с возложенными на них функциями, швы получаются аккуратными, прочными и надежными. Главное – правильно выбрать электрод.

При выборе электрода два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности:
- Рутиловые.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
До того как приступить к электосварке металлических изделий, нужно правильно подготовить детали:
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.

Также следует позаботиться и о защите. Для сварки нам понадобятся:
- ;
- Плотная одежда с длинным рукавом;
- Перчатки, желательно из замши.
Виды сварных соединений труб

Трубы в системе водопровода могут соединяться по-разному, поэтому существует несколько видов сварных соединений:
- Встык, когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов:
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- Сварка профильных труб (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
Технология сварочного процесса

Приступая к электросварке, следует помнить о том, что эта работа проводится в условиях высоких температур. Обеспечивает выполнение подобных работ электрическая дуга, которая должна поддерживаться между электродом и свариваемым изделием.
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги, формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
Сварка стальных труб

Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности. При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб. К примеру:
- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Многослойная сварка производится с одним требованием. Перед нанесением последующего слоя предыдущих должен остыть.

Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык. То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка. Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение:
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
- Последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
В сюжете - Как заварить водопроводную трубу с первого раза, чтобы не потекло
В сюжете - Выбор электрода для сварки труб
В сюжете - Правила размещения прихваток при сварке труб
В сюжете - Особенности сварки электродами с основным покрытием
В сюжете - Электроды для сварки труб ЦУ-5, их особенности и приемущества
В сюжете - Сварка для «чайников»
Сварочные работы отличаются достаточной сложностью, поэтому начинающим сварщикам предстоит немало потратить времени и сил, чтобы создать качественные и прочные сварные соединения. Но прежде им следует получить представление об основных моментах из уроков, без которых невозможно выполнять качественно и правильно варить металл.
Важно не только подготовить все необходимые инструменты и материалы, но и с особой тщательностью подойти к изучению технологии сварочного процесса. Это очень важно потому, что любая ошибка может впоследствии сказаться на качестве сварного шва, и если этому не уделить внимание на начальном этапе, то в дальнейшем все усилия будут напрасны, в результате придется все переделывать.
Читайте также: