Кольцевые соединения в сварке
Обновлено: 19.05.2024
Кольцевые сварные соединения должны выполняться с применением дуговых методов сварки, в том числе ручной, автоматической под флюсом, механизированной в среде защитных газов, механизированной самозащитной порошковой проволокой, а также электроконтактной сварки оплавлением. Сталь труб должна хорошо свариваться дуговыми методами и электроконтактной сваркой. [2]
Угловые кольцевые сварные соединения контролируют со стороны привариваемого элемента - штуцера прямым и однажды отраженным лучами. [3]
Контроль кольцевых сварных соединений по макрошлифам выполняют при механизированной двусторонней сварке под флюсом при проведении аттестации технологических процессов сварки и аттестационных испытаниях сварщиков. [4]
Для кольцевых сварных соединений поворотных стыков , выполненных двусторонней механизированной дуговой сваркой, рекомендуется в качестве дублирующего применение автоматического УЗК. При этом разбраковка дефектных участков может осуществляться с помощью ручного УЗК. [5]
На кольцевых сварных соединениях протяженность шва определяют по наружной поверхности сваренных элементов. [6]
При контроле кольцевых сварных соединений труб часто применяют панорамную схему просвечивания ( схема 11), при которой источник с панорамным излучением устанавливают внутри трубы на оси и соединение просвечивают за одну экспозицию. [8]
Применительно к кольцевым сварным соединениям труб из стали 20X3МВФ, изготовленным с применением электродов типа Э-10 Х5МФ марки ЦЛ-17, это обусловлено еще и нижеследующими обстоятельствами. [9]
Напряжения в кольцевых сварных соединениях , вызванные перепадом температур, могут достигать 34 %, а вызванные перепадом давлений - до 20 % от номинала. [10]
Таким образом, кольцевое сварное соединение может ( хотя и кратковременно) работать при напряжениях, равных ( 0 5 - 1) ( Тв. Известно, что только одна вибрация трубопроводных систем может привести к заметному разупрочнению сварного соединения. Длительное же воздействие переменных силовых факторов на сварное соединение может вызвать постепенное накопление повреждений, зарождение и распространение трещины и разрушение. [11]
Таким образом, кольцевое сварное соединение может ( хотя и кратковременно) работать при напряжениях, равных ( 0 5 - 1) тв. Известно, что только одна вибрация трубопроводных систем может привести к заметному разупрочнению сварного соединения. Длительное же воздействие переменных силовых факторов на сварное соединение может вызвать постепенное накопление повреждений, зарождение и распространение трещины и разрушение. [12]
Рекомендуемые схемы контроля кольцевых сварных соединений по ГОСТ 7512 - 82 приведены на рис. 6.5, б: /, / / - просвечивание через одну стенку с наружным расположением источника излучения; Ш, IV, V - просвечивание через две стенки; VI, VII, VIII - просвечивание с расположением источника излучения внутри контролируемого объекта. Для обеспечения лучшего качества радиографических снимков следует, как правило, использовать схемы просвечивания через одну стенку изделия. [13]
Рекомендуемые схемы контроля кольцевых сварных соединений по ГОСТ 7512 - 82 приведены на рис. 6.5, б: I, II - просвечивание через одну стенку с наружным расположением источника излучения; / / /, IV, V - просвечивание через две стенки; VI, VII, VIII - просвечивание с расположением источника излучения внутри контролируемого объекта. Для обеспечения лучшего качества радиографических снимков следует, как правило, использовать схемы просвечивания через одну стенку изделия. При этом рекомендуется применять схемы просвечивания с расположением источника излучения внутри контролируемого изделия. [15]
Технология сварки кольцевых швов
Чтобы сделать качественную сварку металлических деталей, потребуется качественное оборудование и хороший навык у того, кто им управляет. Но иногда ручная работа должна выходить за рамки базовых навыков и требует особого оборудования, к примеру, при сварке кольцевых швов. О том, как они правильно делаются и что для этого нужно — далее в материале.
Технология и способы сварки
Для неровных заготовок существует несколько способов сварки. Выбор правильного метода будет зависеть от того, какого размера участок нужно сварить, какая форма шва должна получиться.
Чтобы сварить трубы с диаметром более 30 см потребуется кольцевой обратноступенчатый способ. Здесь каждый небольшой участок сваривается по часовой стрелке, но появляться эти сварные участки будут в обратном порядке, против часовой стрелки. То есть в начале первого участка будет заканчиваться второй и т. д.
Более практичной, чем обратноступенчатая кольцевая сварка, будет многослойная. Принцип здесь заключается в том, что концы и начала смежных слоев перекрывают друг друга. И при каждом последующем наложении шва, направление сварки должно меняться на противоположное. Величина каждого сварного участка на кольцевой детали здесь не превышает 25 мм.
Есть и способ кольцевой сварки крест накрест. Обычно он применяется для труб, диаметр которых более 1000 мм. Здесь сварочные швы делятся на отдельные участки, обычно четыре и больше. Каждый участок делится еще на два. Так получается не менее восьми точек, в которых нужно сваривать деталь. Они нумеруются не по порядку, а крест-накрест. И чтобы эффект был максимальным, работать здесь лучше двум сварщикам сразу.
Помимо правильного метода потребуется выбрать еще и подходящий электрод. К примеру, когда применяются газозащитные электроды, шов должен делаться против часовой стрелки, без колебаний. Для этого одним электродом придется опираться на саму деталь, которая сваривается.
Не забывайте и о величине сварочного тока, так как он должен меняться в зависимости от диаметра электрода. Если диаметр 3,25 мм, то ток должен быть не меньше 100–110 А. А вот 4 мм уже потребуют 120–160 А для варки кольцевых и иных швов в нижнем или полувертикальном положении, а 100–140 А для остальных положений.
Скорость кольцевого сваривания тоже важна для качества конечного шва, в среднем она составляет 15–20 м/ч. Угол наклона электрода тоже может меняться, но только в пределах 40–90° с учетом технологического окна для наблюдения. А вот смещение стыков обычно происходит на 90 или 180°, это помогает снизить остаточное напряжение.
Оборудование для сварки кольцевых швов
Для того чтобы повысить качество сварки и снизить количество брака, а также исключить человеческий фактор, были созданы установки для сварки кольцевых швов. Типовая конструкция любой установки включает в себя:
- Механизм, вращающий горелку относительно деталей, которые предполагается соединить.
- Вращатель с задней бабкой.
- Прижимная бабка, с помощью которой деталь и держится в установке.
- Источник питания с горелкой.
- Пульт управления.
- Защита от брызг и излучения.
- Таймер.
- Автоотключение, включенное в систему автоматики. В нее иногда включают функции центровки свариваемых деталей, зачистки швов и т. д.
- Рама.
- Несколько роликовых опор.
- Система наблюдения за качеством сварки.
Конечные комплектация и технические характеристики будут зависеть от того, какие конкретно задачи будет выполнять установка. К примеру, если производства большие, то установки могут иметь сразу несколько рабочих станций, чтобы сократить время обработки изделий.
Например, есть свои установки для сварки газовых баллонов, расширительных баков, ресиверов, пищевых емкостей, карданных валов, водонагревателей и т. д. Поэтому чаще всего такие сварочные аппараты используют в области приборостроения, пищевой промышленности, резервуаростроении, а также при строительстве, к примеру, электростанций.
Есть и универсальная техника, которая работает в автоматическом режиме и умеет работать как с продольными, так и кольцевыми швами. Сварочный источник может быть любой, даже плазменный.
Заключение
Автоматическая сварка кольцевых швов — удобная процедура, позволяющая упростить действительно сложный процесс. Благодаря различным установкам, пользоваться сваркой можно даже при соединении таких деталей, с которыми человеку сложно работать вручную. Довести качество своих навыков до идеала может каждый, при должной практике, но мастерства машинной обработки не достичь. Причем именно машинная обработка позволяет не только сделать сварку качественнее, но и сократить время ее создания. Поэтому специалистам остается лишь правильная настройка техники.
Виды сварных соединений и швов
Нередко причиной брака у начинающих сварщиков становится неправильно выбранные сварные соединения. Что неудивительно, так как со дня проведения первой сварки было разработано больше сотни разновидностей. В них несложно разобраться, поскольку сварные швы и соединения объединены в несколько групп по технике выполнения, положению деталей и другим признакам.

Что такое сварочное соединение
Новички ошибочно полагают, что понятия сварной шов и соединение равноценны. На самом деле шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры. К ним относят:
- Один или несколько швов, которые образуются при плавлении только основного или с добавлением присадочного металла.
- Зону сплавления, расположенную между сварным швом и основным металлом деталей. Она не нагревается до температуры плавления, но может насыщаться элементами, которые вводят в сварочную ванну электродами или флюсом. Поэтому по составу отличается от основного металла.
- Зону термического воздействия. Это полоса, примыкающая к зоне сплавления, где под действием температуры изменились свойства металла.

Схема сварного соединения: 1 — сварной шов; 2 — зона сплавления; 3 — зона термического влияния; 4 — основной металл
Важно не путать два абсолютно разных понятия — сварочный шов и сварное соединение!
Сварочный шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры.
Виды сварных соединений
В зависимости от того как расположены заготовки между собой к основным видам сварочных соединений относят:
- стыковые;
- угловые;
- нахлесточные;
- тавровые;
- торцевые.

Стыковые
Самые простые по выполнению швы даже для начинающих сварщиков. Ими соединяют заготовки, примыкающие друг к другу торцами, размещенные в одной плоскости или на ровной поверхности. При сварке деталей с разной толщиной допускается смещение поверхностей. Стыковым способом сваривают конструкции из листового проката, резервуары, трубы. Сравнительно с другими сварными соединениями сокращаются сроки выполнения работы и расход материалов, но нужно тщательно подготавливать кромки.

Угловые
Это сварные соединения двух металлических деталей под любым углом. Если заготовки разной толщины, толстостенную размещают снизу, чтобы на тонкой не появились прожиги и подрезы, сварочную ванну создают за счет плавления металла толстой заготовки. Для повышения прочности соединения швы накладывают с обеих сторон. Внутренний угол сваривают малым током, чтобы снаружи не образовалось закругление.
Угловые сварные соединения удобно выполнять способом «в лодочку». Заготовки прихватывают под нужным углом, затем устанавливают так, как будто это плывущий кораблик. После расплавления металл будет равномерно растекаться по обеим сторонам без образования дефектов.
Угловым способом сваривают каркасы небольших строений, емкости, навесы, кузова грузовиков. Кроме этого устанавливают детали конструкций в труднодоступных местах.

Нахлесточные
Такими сварными швами соединяют параллельно расположенные металлические пластины, которые наложены одна на другую с небольшим перекрытием. Для повышения прочности на разрыв и предотвращения проникновения влаги внутрь сварку выполняют с обеих сторон. Этим способом можно соединять листы толщиной до 12 мм. Для выполнения нахлесточных соединений от сварщика не требуется высокая квалификация, так как нет опасности прожога и не нужно подготавливать кромки. Недостатком считают повышенный расход металла.

Тавровые
Это сварное соединение торца одной детали с боковой поверхностью другой под прямым или небольшим углом. Если толщина заготовки больше 4 мм сварка проводится с обеих сторон с тщательной подготовкой кромок вертикальной пластины. Тавровые соединения применяют преимущественно при сборке несущих конструкций. Поэтому, если есть возможность изменения положения, сварку ответственных узлов лучше выполнять «в лодочку».

Торцевые
При выполнении таких соединений сваривают торцы заготовок, которые плотно примыкают одна к другой или расходятся от места стыка под углом не больше 30⁰. Способ применяют при производстве кожухов, вентиляционных коробов, контейнеров, металлических шкафов и пр. К достоинствам торцевого типа сварочных соединений относят низкую вероятность образования прожогов и внутренних напряжений, вызывающих деформацию. Недостатками считают завышенный расход материала и появление коррозии при проникновении воды между листами через дефекты шва.
Выбор сварного соединения зависит от расположения заготовок относительно друга друга.
Классификация сварных швов
Даже в одном типе соединения сварочные швы могут отличаться по конфигурации, протяженности, технологии и т. д. Поэтому в нормативных документах они сгруппированы по параметрам.
По положению в пространстве
По пространственному положению сварные швы могут быть:
- Нижними, когда стык находится внизу относительно сварщика. Расплавленный металл не вытекает из сварочной ванны, а шлак и газы беспрепятственно поднимаются на поверхность. При сварке электрод или пламя горелки ведут вдоль стыка с небольшими поперечными движениями.
- Горизонтальными, если сваривают вертикально установленные детали справа налево или наоборот. Для предотвращения стекания металла нижнюю заготовку смещают на 1 мм, чтобы получился уступ. После завершения работы разница будет незаметна. Важно не ошибиться со скоростью сварки, поскольку при медленном перемещении дуги или пламени горелки появятся потеки, а при быстром ― непровары.
- Вертикальными, когда вертикально установленные детали соединяют сверху вниз или в обратном направлении. Для удержания расплава в сварочной ванне сварку ведут снизу вверх прерывистой дугой на малом токе.
- Потолочными, если стык расположен над головой мастера. Расплавленный металл удерживается поверхностным натяжением.

По конфигурации
В эту группу занесены три вида сварочных швов, которые зависят от формы стыков. Они бывают прямолинейными, криволинейными, кольцевыми (спиральными). Конфигурация швов не зависит от пространственного положения заготовок.

По степени выпуклости
По форме поперечного сечения сварные швы квалифицируют как:
- Выпуклые (усиленные). Используют для сборки узлов эксплуатируемых с большой статической нагрузкой.
- Вогнутые (ослабленные). Используют при сварке тонкого металла.
- Нормальные (плоские). Хорошо противостоят динамическим и разнонаправленным воздействиям.
- Специальные в виде неравнобедренных треугольников применяют в угловых и тавровых соединениях, на которые действуют переменные нагрузки.

По протяженности
В эту классификацию входят сплошные и прерывистые сварные швы, которые выполняют отрезками по 10 — 30 см, но учитывается суммарная протяженность соединения. По расположению отрезков сварки прерывистые типы называют:
- цепными одно или двухсторонними, если разрывы равномерно расположены по обе стороны заготовки;
- шахматными двухсторонними, когда отрезки сварки на одной стороне сдвинуты относительно участков на другой;
- точечными при контактной сварке.

В зависимости от длины сварные швы относят к трем категориям:
- короткие ― до 25 см;
- средние ― 25 — 100 см;
- длинные ― больше 1 м.
По количеству проходов
Независимо от типа сварочные швы выполняют одним или несколькими проходами. Выбор варианта определяется толщиной металла и необходимой прочностью. При каждом проходе наплавляется один валик. Если их расположить на одном уровне образуется слой сварного шва.
Детали толщиной до 5 мм соединяют однопроходными швами. Угловые соединения из заготовок со стенками 6 — 8 мм сваривают одним слоем, а стыковые двумя. Многослойные швы используют при работе с толстостенными элементами и для предотвращения термических деформаций.

Типы сварных швов по количеству проходов: а) однослойный, однопроходной; б) многослойный; в) многопроходной
По направлению действующего усилия и вектору действия внешних сил
По этим критериям соединения и швы подразделяются на 4 вида:
- продольный (фланговый) ― усилие параллельно стыку;
- поперечный (лобовой) ― вектор направлен под углом 90⁰;
- комбинированный ― сочетает признаки предыдущих;
- косой ― направление усилия меньше 90⁰.

По виду сварки
Классификацию по этому критерию проводят по типу сварочного аппарата, который создает условия для выполнения сварки. Из длинного списка технологий можно выделить основные виды;
- ручная электродуговая;
- автоматическая;
- в среде инертных газов;
- плазменная;
- лазерная;
- газопламенная.
Требования к сварным швам
Требования к швам зависят от условий эксплуатации, видов нагрузки, свойств металла, технологии сварки и пр. Для их классификации по конкретным условиям были разработаны ГОСТы. Например, требования к соединениям ручной сварки приведены в ГОСТ 5264-80.
К общим для всех швов независимо от условий относят:
- прочность;
- надежность;
- долговечность;
- стойкость к коррозии и агрессивным веществам.
Чтобы шов был качественным, необходимо соблюдать технологию подготовки металла и выполнения сварки.
О длине и толщине швов в зависимости от особенностей конструкции и марки металла, методах проверки качества и т. д. можно узнать из тематических СНиПов, которые нетрудно найти в свободном доступе. Полученные сведения можно использовать как шпаргалку при выполнении сложной работы.
Что влияет на качество сварного соединения
Качество соединения сваркой зависит не только от соблюдения технологии, но и от подготовки деталей. Даже форма кромок влияет на качество соединения. Независимо от вида соединения подготовку проводят в следующем порядке:
- зону шириной не меньше 20 мм от линии стыка очищают от грязи и коррозии;
- на кромках, если толщина металла больше 3 мм, снимают фаски, оставляя притупление;
- устанавливают зазор между деталями.
Зависимость угла разделки, величины притупления и зазора от толщины металла показана в таблице:

Знание основных видов соединений и принципов их применения поможет правильно выбирать сварочный шов нужного типа для каждого конкретного случая. Для повышения квалификации полезно следить за технологическими новостями, чтобы не пропустить появление новых сплавов и методов сварки.
Сварка корня шва труб под просвет
Сваривать трубы на просвет умеет не каждый сварщик, даже с солидным опытом. Новичкам же эта работа кажется настолько сложной, что они и не пытаются браться за нее. На самом деле сварка на просвет не так сложна, как кажется со стороны. Просто нужно знать ее нюансы и особенности.

Что значит «сварка на просвет»
Свое название этот способ получил потому, что такое соединение труб проверяется методами радиографического контроля. При его проведении шов раньше просвечивали рентгеновскими лучами для выявления изъянов. Сейчас для контроля применяются ультразвуковые аппараты. Однако чаще под термином «сварка на просвет» подразумевается соединение труб с зазором между ними. Соединяемые отрезки труб именуют катушками. Такой способ также называют сваркой под просвет.
Подготовительные работы
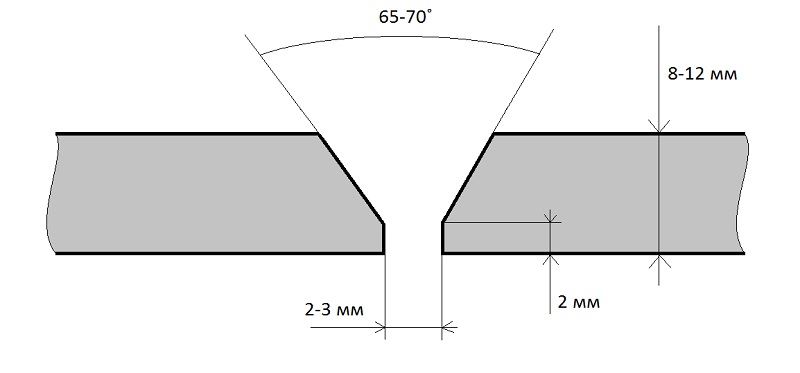
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Стыковка труб
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 — 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.
Процесс стыковки упрощается, если использовать центратор. Он обеспечит точное совмещение осей труб и неизменность их положения во время сварки. Обычно применяют наружный центратор, но лучше выбрать внутренний, так как он исправляет нарушения формы, например, овальность торцов труб.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Оптимальную величину сварочного тока подбирают на какой-либо металлической поверхности. Для начала выставляется 50 — 60 ампер. Если при опробовании дуга стабильна, нужно без усилия коснуться поверхности расплавленного металла кончиком электрода — он не должен прилипать. Сбавляя ток, подбирается его максимально малое значение, при котором дуга горит стабильно.
Процесс сварки
Прихватка
Сварку трубы под просвет начинают с прихватки в нескольких точках. Их количество зависит от диаметра заготовок, но не менее четырех с шагом 90˚. После создания первой точки положение труб при необходимости корректируется. Прихватка должна надежно скрепить заготовки между собой. После сварки всех точек стык еще раз зачищается. Обнаруженные поры и плохо проваренные места удаляются, так как они в дальнейшем станут причиной брака.
Корень шва
Сварку удобней проводить, если прихваченные трубы будут находиться в полупотолочном положении. Это обеспечит свободный доступ к стыку. На нижней части соединения наносится отметка. Отступив от нее 1 — 3 см начинают сварку корня шва под просвет. Дуга зажигается на фаске или ее внешнем краю, но не на поверхности трубы. На потолочной части стыка кончик электрода находится в зазоре с постепенным движением вверх. Для формирования обратного валика дуга должна гореть внутри трубы.
При движении электрода без поперечных отклонений нужно следить, чтобы оплавлялись обе кромки. Если плавится только одна сторона, следует остановиться и повторить проход. Горение дуги снаружи означает, что стык стянулся. Его можно прорезать большим током, но предпочтительней аккуратно расширить болгаркой. Если наплавляемый корневой шов провисает, значит, завышен сварочный ток или электрод движется медленно.
Если представить торец трубы в виде циферблата часов, то при выходе на 40 минут электрод начинают раскачивать на половину диаметра между кромками. В результате образуется технологическое окно, через которое можно следить за формированием внутреннего валика. При сварке тонкостенных труб небольшого диаметра оно только намечается, но не стоит проплавлять на этом месте сквозную дыру. Электрод продвигается без колебательных движений, меняется только положение держака, чтобы обеспечить стабильность дуги при минимальном токе.
После выхода на 50 минут держатель отклоняется от себя, чтобы дуга горела на краю валика. Продавливать электрод внутрь трубы как на потолке не надо, так как могут получиться прожоги. Чтобы внутренний валик получился ровным, прихватка при подходе к ней шва срезается, края развальцовываются. С готового корня сбивается шлак, металл зачищается до блеска металлической щеткой.
Заполнение
Заполнение выемки, образовавшейся после проведения предыдущей операции, выполняется короткой дугой. Для плавления кромок электрод ведется по краям сварочной ванны. При работе нужно следить за появлением стартовых пор, которые образуются при розжиге дуги во время сварки на ветру. Их зашлифовывают под нуль болгаркой. Опытные сварщики накладывают дополнительный шов сверху и снизу стыка, не касаясь вертикали.
Облицовка
В заключение на зачищенное заполнение накладывается облицовочный шов. Его выполняют равномерными по амплитуде колебательными движениями без резких рывков, следя за тем, чтобы дуга не выходила за пределы сварочной ванны. Чтобы шов не проваливался посередине, электрод на краткие мгновения задерживается на кромках. Если он получается излишне чешуйчатым, добавляется сварочный ток. После завершения сварки со шва удаляется шлак, утолщения, образовавшиеся в местах розжига дуги, зашлифовываются. Поверхность возле стыка очищается только металлической щеткой.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Сварка кольцевых швов
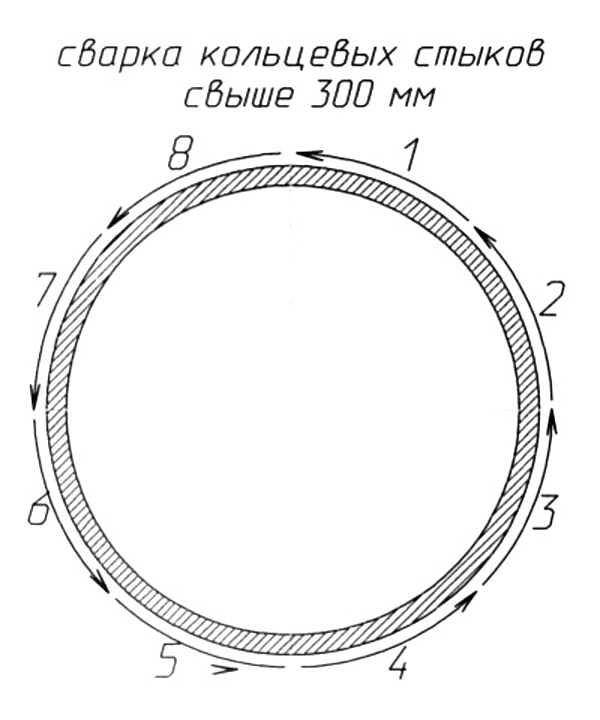
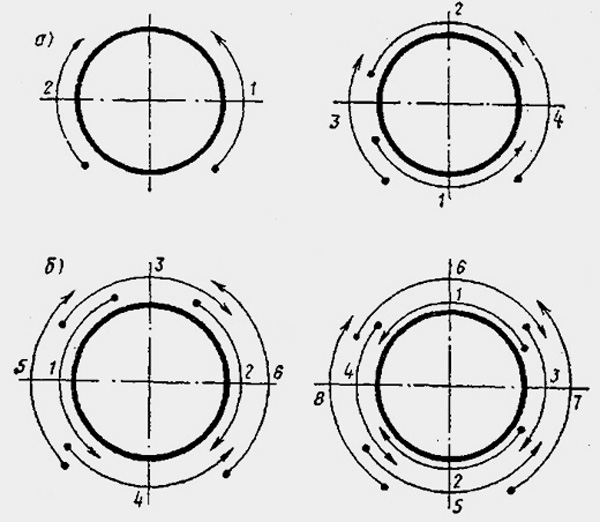
Сваривание неровных поверхностей проводиться несколькими способами. Все они предопределяются исходя из того, какой размер свариваемого участка, какая форма предмета, над которым проводиться сварка. Например, сваривание кольцевых стыков, то есть, грубо говоря, сваривание труб, диаметр которых превышает 300 мм, проводиться с помощью обратно-ступенчатого способа (см. рис. 1).
Рис. 1 Сваривание кольцевых стыков более 300 мм
Суть многослойной же сварки, которая также используется при сварке кольцевых швов, заключается в перекрытии начала и конца смежных слоев, величина которых должна составлять порядка 20-25 мм. Также, после наложения каждого такого последующего слоя, необходимо изменять направление сварочного шва на противоположное. Таким образом, многослойная сварка в этом плане более практична и надежная, нежели обратно-ступенчатая.
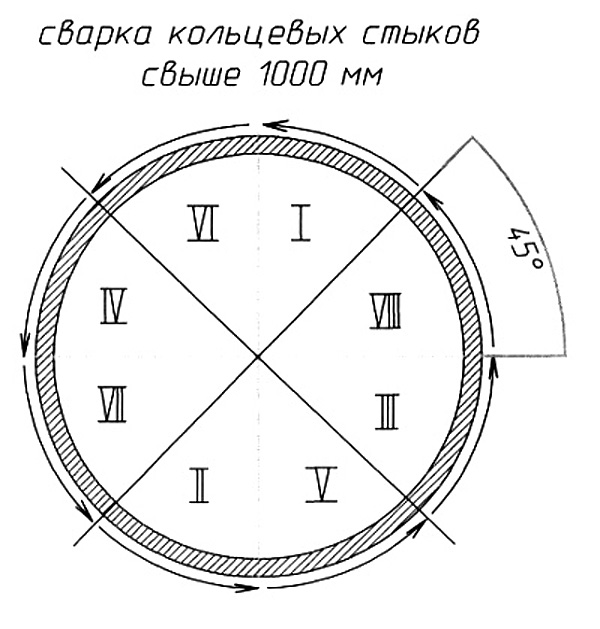
Трубы, диаметр которых превышает 1000 мм, рекомендуется сваривать с некоторыми особенностями. В частности, необходимо разбить сварочные швы на несколько участков. То есть, для сваривания трубы такого диаметра, заготовка условно делиться на 4 части, в каждой из которых образовывается еще по два участка для сваривания. В итоге, получается 8 равнозначных точек сваривания, которые нумеруются методом «крест-накрест». Кроме того, выполнять сварку целесообразнее и лучше двумя сварщиками в одно время.
Рис. 2 Сваривание кольцевых швов свыше 1000 мм
При сваривании кольцевых швов также можно воспользоваться различными электродами. Например, используя газозащитные электроды, сварка швов должна выполняться по направлению сверху вниз, не осуществляя каких либо колебательных движений. В этом случае необходимо опираться одним концом электрода о кромку свариваемых труб. Также следует знать, что сварка выполняется при помощи постоянного тока обратной или прямой полярности. При этом, используется напряжение холостого хода, которое должно быть не менее 75 В. Следует учесть и величину сварочного тока, которая должна отличаться в зависимости от диаметра электрода. Так, с диаметром электрода 3,25 мм необходимо чтобы сварочный ток был в пределах 100-110 А. Сваривая, кольцевые швы электродами, диаметр которых 4 мм, величина тока должна составлять 120-160 А при условии, что сварка выполняется в нижем или же полувертикальном положении. В остальных положениях, величина тока должна колебаться в пределах 100-140 А.
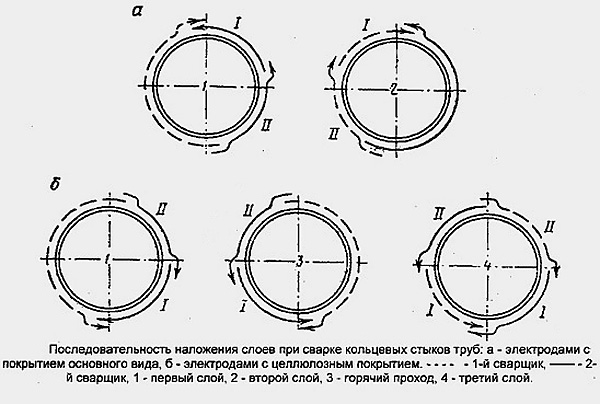
Рис. 3 Наложение слоев при сварке
Кроме всего прочего, необходимо придерживаться и определенной скорости сваривания. В среднем, эта скорость должна быть равна 15-22 м/ч. Таким образом, выдерживается невысокая скорость и отличное качество сваривания. Помимо скорости, необходимо соблюдать правильный угол наклона электрода. В целом, этот угол может изменяться в пределах 40-90°, при котором он сохраняет за собой небольшое технологическое окно, сквозь которое можно наблюдать за оплавлением кромок заготовок.
Рис.4 Порядок выполнения многослойного шва
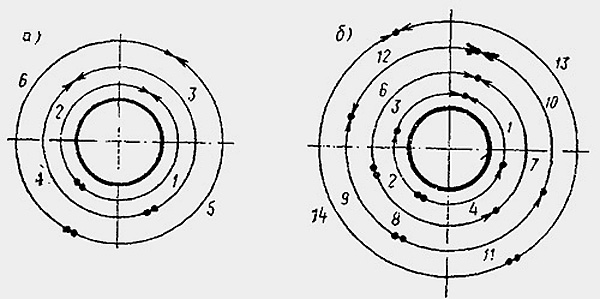
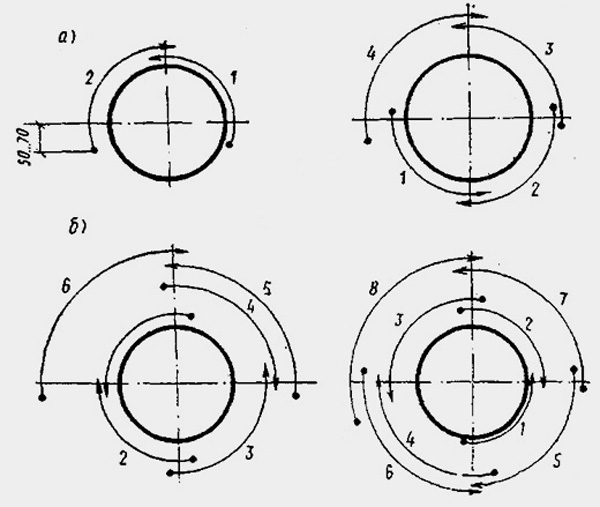
Дабы снизить уровень остаточного напряжения в сварном соединении, необходимо разбить периметр неповоротного стыка на несколько симметричных участков, после чего можно будет выполнять многослойную сварку или любую другую из предложенных. Сваривание труб небольшого диаметра (как правило, до 540 мм) как правило, выполняется при помощи поворотов и смещения стыков на 90 или же 180°. Так, труба разбивается на 4 участка, после чего заваривается лишь два, труба переворачивается на 90°, и завариваются оставшиеся два участка. В других случаях, поворот происходит на 180°, но труба разбивается уже на 8 равнозначных участков.
Рис. 5 Сваривание под углом 90 °
Рис. 6 Сваривание под углом 180 °
Таким образом, сварка кольцевых швов и трубопровода выполняется различными методами, суть которых заключается в обеспечении надежного, качественного сварного соединения, без выполнения оплошностей или брака.
Читайте также: