Количество проходов при ручной дуговой сварке
Обновлено: 20.09.2024
1.1.1. Требования к сварочным материалам, их маркировка, упаковка, транспортировка и хранение должны соответствовать нормативно-технической документации, указанной в таблице справочного приложения 1.
1.1.2. Сварочные материалы следует назначать в соответствии с таблицей рекомендуемого приложения 2.
Для сварки конструкций допускается использовать новые прогрессивные сварочные материалы (электроды, проволоки, флюсы, защитные газы), обеспечивающие необходимые свойства сварного соединения.
1.1.3. Электроды для ручной электродуговой сварки и порошковую проволоку следует прокаливать на режимах, соответствующих указаниям сертификата или паспортных данных.
1.1.4. На поверхности сварочной проволоки не должно быть ржавчины, масел, технологической смазки и других загрязнений.
1.1.5. В качестве порошкообразного присадочного металла (ППМ) следует применять стальную крупку, приготовленную из электродной проволоки диаметром от 1,2 до 2,0 мм по ГОСТ 2246-70. Длина крупинок не должна превышать диаметра проволоки.
1.1.6. Для сварки в защитном газе следует использовать сварочную двуокись углерода (углекислый газ) по ГОСТ 8050-76 или газовую смесь, состоящую из 75 % аргоно-кислородной смеси по ТУ 14-1-2079-77 и 25 % углекислого газа. Пищевую двуокись углерода допускается использовать только после предварительной осушки. Применять для сварки технический углекислый газ запрещается. При сварке в газовой смеси допускается применение чистого аргона по ГОСТ 10157-79 взамен аргоно-кислородной смеси.
1.1.8. Сварочные материалы следует выдавать на рабочее место в количестве, необходимом для односменной работы и хранить в условиях, предохраняющих их от воздействия влаги, повреждений и смешивания различных марок.
1.2. Сварочное оборудование и оснастка.
1.2.1. Тип оборудования для сварки следует выбирать в зависимости от вида сварки, условий и особенностей сварочных работ. Характеристики оборудования должны соответствовать параметрам режима, назначенного технологическим процессом сварки.
1.2.2. Комплектацию сварочных постов источниками питания следует осуществлять согласно табл. 1 справочного приложения 3.
Допускается применение других источников питания, обеспечивающих необходимые технологические параметры режимов сварки.
1.2.3. Централизованное питание сварочным током постов полуавтоматической сварки в защитном газе и постов ручной дуговой сварки следует выполнять по специально разработанному проекту с использованием многопостовых сварочных выпрямителей.
1.2.4. Стенды и устройства для автоматической сварки под флюсом, полуавтоматической сварки в защитном газе и самозащитной порошковой проволокой и ручной дуговой сварки стыковых, угловых и нахлесточных соединений должны обеспечивать условия, необходимые для получения качественного сварного соединения.
1.2.5. Одностороннюю автоматическую сварку с обратным формированием шва следует выполнять с использованием оборудования и специальных формирующих устройств - флюсо-медная подкладка с плоской поверхностью медной пластины, медная подкладка с канавкой, медный ползун, перемещающийся со сварочным трактором и др., - обеспечивающих удовлетворительное формирование шва.
Одностороннюю автоматическую сварку с формированием обратной стороны шва на флюсо-медной подкладке с плоской поверхностью медной пластины следует выполнять с использованием стенда, отвечающего следующим требованиям:
конструкция стенда должна обеспечивать плотное, равномерное прижатие флюсо-медной подкладки к свариваемым кромкам листов посредством гидравлических или пневматических прижимов, а также удержание стыкуемых кромок листов от смещения;
медная подкладка должна иметь плоскую рабочую поверхность с параметром шероховатости поверхности RZ 80 по ГОСТ 2789-73 и состоять из отдельных секций длиной не более 300 мм, шириной не менее 100 мм и толщиной не менее 20 мм;
зазоры в стыках между секциями медной подкладки не должны превышать 1,0 мм.
1.2.6. При сварке в защитных газах в комплект оборудования сварочного поста должна входить аппаратура для регулирования давления и расхода газа, осушки и подогрева. При сварке в смеси газов в комплект сварочного поста следует дополнительно включать смеситель газов.
Питание сварочных постов защитным газом должно осуществляться, как правило, централизованно.
1.2.7. Оборудование для контактной точечной сварки следует подбирать по основным технологическим параметрам, толщине свариваемого металла, сварочному току и усилию на электродах, согласно табл. 2 справочного приложения 3.
Допускается использование другого оборудования, обеспечивающего требуемые технологические параметры процесса сварки.
1.3. Конструктивные элементы кромок и размеры выполненных швов.
1.3.1. Конструктивные элементы кромок и размеры выполненных швов должны соответствовать требованиям государственных стандартов, перечисленных в таблице справочного приложения 4 и требованиям проекта.
Конструктивные элементы кромок и размеры шва сварного соединения С 38 по ГОСТ 8713-79 следует назначать в соответствии с табл. 1а.
(Измененная редакция, Изм. № 1).
1.3.2. Конструктивные элементы кромок и размеры выполненных швов при автоматической сварке под флюсом с ППМ, автоматической односторонней сварке на флюсо-медной подкладке с плоской поверхностью медной пластины и автоматической двухдуговой сварке под флюсом следует назначать согласно табл. 1 - 3.
Конструктивные элементы кромок и размер выполненного шва при дуговой сварке под флюсом на флюсовой подушке
Проблемы расчета числа проходов при дуговой сварке
Режим сварки как совокупность характеристик (параметров) сварочного процесса, определяющих свойства получаемых сварных соединений, является компонентом технологии сварки. Для каждого способа и разновидности сварки применяют определенный набор параметров режима и их значений.
В специализированной литературе приводится множество рекомендаций по режимам сварки преимущественно в виде таблиц, данные которых составлены на основе результатов производственного опыта. Большинство приводимых данных относится к сварке углеродистых и низколегированных сталей, показывает числовые значения основных (обязательных) параметров для соединений разных типов и толщине металла в нижнем положении. Сведения об остальных параметрах режима и других условиях сварки приводятся эпизодически, не всегда, иногда в виде кратких записей в тексте. Но фактически их влияние тоже учитывается при отработке режимов сварки.
Специалисты Пермского национального исследовательского политехнического университета провели работу по изучению методики определения одного из «неосновных» параметров режима – числа проходов при многопроходной дуговой сварке.
В литературе имеется мало сведений об этом параметре режима. Известно, что металл повышенных толщин можно сварить с разным числом проходов. По экономическим соображениям предпочтительным представляется сварка с минимальным числом проходов, так как при этом будут меньше трудозатраты на зачистку швов от шлака после каждого прохода. Но должны учитываться и другие факторы.
Впервые вопрос о расчете числа проходов был изучен В. П. Демянцевичем, применительно к ручной дуговой сварке покрытыми электродами. Была показана связь оптимального числа проходов с необходимостью получения слоя наплавленного за один проход металла, имеющего определенную площадь поперечного сечения. Это положение связывается со скоростью перемещения электрода вдоль стыка. Как при слишком малой, так и при слишком большой скорости сварки возможно образование дефектов – непроваров и неудовлетворительное формирование шва.
Также впервые указано на необходимость сварки на разных режимах первого (корневого) и последующих проходов. Площадь наплавки за один проход связывается с диаметром электрода. Для ручной дуговой сварки рекомендованы следующие зависимости:
- для первого прохода F1 = (6/8) dэ,
- для последующих проходов
В этих формулах dэ – диаметр электрода в мм; F1 и Fп – площади поперечного сечения соответственно первого и каждого последующего прохода в мм2.
Общее число проходов n может быть определено по формуле:
n = (Fн. м. – F1)/Fп + 1,
где Fнм – общая площадь поперечного сечения наплавленного металла всего шва в мм2.
В настоящее время значения площадей поперечного сечения наплавленного металла для стандартных сварных соединений можно найти в изданных еще в советское время Общемашиностроительных укрупненных нормативах времени (ОУНВ) на разные способы сварки. Разработчики этих документов проводили расчеты в помощь нормировщикам сварочных работ, но они могут использоваться для решения других технических задач.
В ОУНВ на ручную дуговую сварку в Приложении 10 приведены формулы для расчета площади поперечного сечения наплавленного металла всех сварных соединений из ГОСТ 5264-80, а в Приложениях 2-7 – рассчитанные по этим формулам значения площадей для разных толщин металла или катетов угловых швов.
Аналогичные, но еще более обширные сведения имеются в ОУНВ на дуговую сварку в среде инертных газов. Там так же в приложении приведены расчетные формулы, а сами рассчитанные по ним значения площадей в карты неполного штучного времени для каждого типа соединения по ГОСТ 14771-76 (для сталей) и ГОСТ 14806-80 (для алюминия и алюминиевых сплавов). Особенно важно, что в тех же картах неполного штучного времени имеются данные о количестве проходов.
К достоинствам ОУНВ следует отнести большую дифференциацию интересующих нас данных по способам сварки (ручная, полуавтоматическая, автоматическая), типам электродов (плавящийся, неплавящийся), группам свариваемых материалов (углеродистые и низколегированные стали, высоколегированные и легированные, алюминий и алюминиевые сплавы, медь и медно-никелевые сплавы).
К сожалению, в специализированной литературе нет аналогичных данных для сварки под флюсом. В принципе их можно получить расчетами, учитывая, что основные виды разделки кромок по ГОСТ 8713-79 аналогичны таковым для сварки в защитных газах и значит можно использовать те же формулы для расчета площадей поперечного сечения наплавленного металла, а конкретные значения конструктивных элементов подготовки кромок и размеров швов имеются в ГОСТе. На данный момент такие расчеты не проводились.
Современные методы и средства статистической обработки данных позволяют значительно упростить работу пользователей. В частности табличное представление данных во многих случаях можно заменить аналитическими моделями. Такую свертку таблиц провели в отношении данных о площадях наплавленного металла для разных типов соединений из ГОСТ 5264-80 и 14771-86. Расчеты показали, что значения площадей Fнм достаточно точно описываются формулами вида полинома второй степени.
Fнм = b1 + b1S + b2S2,
где S – толщина свариваемых деталей (или катет шва для соединений с угловыми швами); b0, b1, b2 – коэффициенты уравнения.
Для каждого типа сварного соединения коэффициенты индивидуальны. Чтобы рассчитать требуемую площадь, достаточно найти соответствующую формулу и подставить в нее значения толщины металла S (или катет шва). Этим полиноминальные модели выгодно отличаются от приводимых в литературе общих формул для расчета площадей.
В качестве примера приведены две формулы для расчета площади Fнм в соединении С17 – одну из ОУНВ, другую – полученную статистической обработкой данных:
Fнм = Sb + (S – c)2 tgα + 0,75eg,
Fнм = –9,36 + 3,26S + 0,33S2.
Видно, что для расчетов по первой формуле необходимо для каждой толщины металла брать из ГОСТа еще пять значений конструктивных элементов подготовки кромок и размеров швов, тогда как во втором выражении присутствует только одна переменная – толщина металла S.
Таким образом, в рассмотренных источниках информации есть данные об общих площадях поперечных сечений наплавленного металла для стандартных сварных соединений. К сожалению, ОУНВ были изданы более 20 лет тому назад, с тех пор не пересматривались и не переиздавались, поэтому в настоящее время они малодоступны для широкого круга специалистов.
Еще большую проблему создает неопределенность рекомендаций о расчетных значениях площадей F1 и Fп для первых и последующих проходов (см. таблицы 1 и 2).
Значения толщин металла и соответствующих площадей F1 и Fп даны в больших диапазонах. Неизвестно, какие значения площадей следует брать для расчета числа проходов при промежуточных значениях толщин (между 10 и 100 мм).
Выводы:
1. Для определения числа проходов при многопроходной сварке необходимо располагать данными о площади поперечного сечения наплавленного металла и ее составляющих. Эти величины связаны с другими параметрами режима сварки – диаметром электрода, скоростью сварки и сварочным током.
2. Для оптимизации числа проходов необходимо доработать существующую методику назначения площадей первого и последующих проходов сварки.
По материалам доклада Э. В. Лазарсона и В. Ф. Аптыкова, специалистов Пермского национального исследовательского политехнического университета
Показателю трещинообразования HCS
21. [Уд1] (ВО1) При ручной дуговой сварке максимальная величина наплавляемого за один проход металла составляет:
2) 40 мм 2
22. [Уд1] (ВО1) К основным параметрам режима дуговой сварки относятся:
Диаметр электрода, сварочный ток
2) вид сварочного тока, количество наплавленного металла
3) напряжение холостого хода, полярность при сварке
4) зазор между электродом и изделием, мощность сварочной дуги
23. [Уд1] (ВО1) Производительность при дуговой сварке – это:
1) количество наплавленного металла на 1 метр сварного шва
2) количество расплавленных электродов за время сварки
3) количество расплавленного металла за время сварки при установленном сварочном токе
Количество наплавленного металла за время сварки при установленном сварочном токе
24. [Уд1] (ВО1) Величина сварочного тока влияет главным образом на:
Глубину проплавления
3) скорость сварки
4) высоту усиления шва
25. [Уд1] (ВО1) Минимальная длина прихватки составляет:
Мм
26. [Уд1] (ВО1) Высоколегированными сталями считаются стали с содержанием легирующих компонентов:
3) более 10%
27. [Уд1] (ВО1) Сварочный трансформатор – это:
1) устройство, которое преобразует механическую энергию вращения его вала в электрическую энергию
2) устройство, которое преобразует энергию сетевого переменного тока в энергию постоянного сварочного тока
3) устройство, преобразующее постоянное напряжение в высокочастотное переменное
Устройство для понижения переменного напряжения сети до необходимого при сварке
28. [Уд1] (ВО1) Сварочная дуга – это:
1) движение сварочного тока от источника питания к изделию
Непрерывный электрический разряд в смеси газов и паров металлов между двумя находящимися под напряжением электродами
3) движение заряженных частиц
4) электрический разряд, получаемый при сварке
29. [Уд1] (ВО1) Основным параметром при выборе источника питания для дуговой сварки является:
1) напряжение питания источника
2) напряжение холостого хода
Сварочный ток
4) способ сварки
30. [Уд1] (ВО1) По каким показателям оценивают работоспособность выбранной конструкционной стали при отрицательной температуре
По ударной вязкости
2) по пределу текучести и временному сопротивлению разрыву
3) по расчетному сопротивлению или допускаемому напряжению
4) по относительному удлинению
31. [Уд1] (ВО1) Контроль температуры предварительного подогрева выполняют:
1) термоэлектрическими термометрами
Всем выше перечисленным
32. [Уд1] (ВО1) Полное снятие сварочных напряжений обеспечено
Высоким отпуском всего изделия
2) прокаткой активной зоны с регулируемой степенью деформации
3) местным высоким отпуском
4) длительным нагревом изделия
33. [Уд1] (ВО1) Величина угловой деформации при сварке зависит от:
1) величины наплавленного металла
2) режима сварки
Угла разделки кромок
4) продолжительности нагрева изделия
34. [Уд1] (ВО1) Появление остаточных напряжений при сварке плавлением обусловлено:
1) общим нагревом изделия
Локальным нагревом изделия
3) высокими значениями сварочного тока
4) выбором сварочных материалов
35. [Уд1] (ВО1) Конечная длина тавровой балки после выполнения сварки продольных швов:
Уменьшается
3) сварка не оказывает влияния на длину балки
4) длина не изменяется, но происходит прогиб балки
36.[Уд1] (ВО1) Под физической свариваемостью понимают:
1) Создание сваркой слоя металла на детали для получения желаемых свойств или размеров
Подразумевает возможность получения монолитных сварных соединений с химической связью
3) процесс образования неразъемного соединения путем образования межатомных связей между соединяемыми элементами при их нагревании и (или) пластическом деформировании
4) способность материала, когда в процессе сварки достигается металлическая целостность при соответствующем технологическом процессе, чтобы свариваемые детали отвечали техническим требованиям
37. [Уд1] (ВО1) При прямой полярности положительный заряд находится:
1) положение заряда не зависит от полярности
На изделии
3) поочередно на электроде и изделии
38. [Уд1] (ВО1) Плазменная сварка – это:
Дуговая сварка, при которой нагрев осуществляется сжатой дугой
2) Сварка плавлением, при которой используют теплоту, выделяющуюся в вылете плавящегося электрода или электродов и в токопроводящей шлаковой ванне при прохождении тока
3) Дуговая сварка плавящимся электродом, при которой жидкий металл сварочной ванны удерживается охлаждаемыми ползунами, перемещающимися вверх по мере выполнения шва
4) Дуговая сварка в защитном газе плавящимся электродом, при которой в качестве защитного газа используют инертный газ
39. [Уд1] (ВО1) Для сварки ответственных металлоконструкций в первую очередь необходимо применять сварочные электроды:
С основным типом покрытия
2) с рутиловым типом покрытия
3) с кислым видом покрытия
4) с целлюлозным видом покрытия
40. [Уд1] (ВО1) Для сварки неплавящимся вольфрамовым электродом применяют:
1) активные газы
2) искусственные газы
Инертные газы
41. [Уд1] (ВО1) Низколегированная сталь относится ко второй группе по свариваемости, если:
42. [Уд1] (ВО1) Ширина выводной планки при РДС должна быть не менее:
1) не менее 40мм
Не менее 60мм
3) не более 100мм
4) не менее 50мм
43. [Уд1] (ВО1) Количество проходов при ручной дуговой сварке определяется в зависимости от:
1) площади усиления шва
2) величины зазора между деталями
Генезис конфликтологии как науки в древней Греции: Для уяснения предыстории конфликтологии существенное значение имеет обращение к античной.
Личность ребенка как объект и субъект в образовательной технологии: В настоящее время в России идет становление новой системы образования, ориентированного на вхождение.
Как распознать напряжение: Говоря о мышечном напряжении, мы в первую очередь имеем в виду мускулы, прикрепленные к костям .

1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1.1. Требования к сварочным материалам, их маркировке, упаковке, транспортировке и хранению должны соответствовать нормативно-технической документации, приведенной в справочном приложении 1.
1.1.2. Сварочные материалы следует назначать в соответствии с рекомендуемым приложением 2.
1.1.3. Электроды для ручной электродуговой сварки и порошковую проволоку следует прокаливать при режимах, соответствующих указаниям сертификата или паспортным данным.
1.1.5. В качестве порошкообразного присадочного металла (ППМ) следует применять стальную крупку, приготовленную из электродной проволоки диаметрами от 1,2 до 2,0 мм по ГОСТ 2246-78. Длина крупинок не должна превышать диаметра проволоки.
1.1.8. Сварочные материалы следует выдавать на рабочее место и количестве, необходимом для односменной работы, и хранить в условиях, предохраняющих их от воздействия влаги, повреждений и не допускающих смешивания различных марок.
1.2. Сварочное оборудование и оснастка
1.2.2. Комплектацию сварочных постов источниками питания следует осуществлять согласно табл.1 справочного приложения 3.
1.2.5. Одностороннюю автоматическую сварку с обратным формированием шва следует выполнять с использованием оборудования и специальных формирующих устройств - флюсо-медная подкладка с плоской поверхностью медной пластины, медная подкладка с канавкой, медный ползун, перемещающийся со сварочным трактором и др., обеспечивающих удовлетворительное формирование шва.
Одностороннюю автоматическую сварку с формированием обратной стороны шва на флюсо-медной подкладке с плоской поверхностью медной пластины следует выполнять с использованием стенда, отвечающего следующем требованиям:
- конструкция стенда должна обеспечивать плотное, равномерное прижатие флюсо-медной подкладки к свариваемым кромкам листов посредством гидравлических или пневматических прижимов, а также удержание стыкуемых кромок листов от смещения;
- медная подкладка должна иметь плоскую рабочую поверхность с параметром шероховатости поверхности Rz 80 по ГОСТ 2789-73 и состоять из отдельных секций длиной не более 300 мм, шириной не менее 100 мм и толщиной не менее 20 мм;
- зазоры в стыках между секциями медной подкладки не должны превышать 1,0 мм.
1.2.6. При сварке в защитные газах в комплект оборудования сварочного поста должна входить аппаратура для регулирования давления и расхода газа, осушки и подогрева. При сварке в смеси газов в комплект сварочного поста следует дополнительно включать смеситель газов.
1.2.7. Оборудование для контактной точечной сварки следует подбирать по основным технологическим параметрам, толщине свариваемого металла, сварочному току и усилию на электродах согласно табл.2 справочного приложения 3.
1.3. Конструктивные элементы кромок и размеры выполненных швов
1.3.1. Конструктивные элементы кромок и размеры выполненных швов должны соответствовать требованиям государственных стандартов, перечисленных в справочном приложении 4, и требованиям проекта.
1.3.2. Конструктивные элементы кромок и размеры выполненных швов при автоматической сварке под флюсом с ППМ, автоматической односторонней сварке на флюсо-медной подкладке с плоской поверхностью медной пластины и автоматической двухдуговой сварке под флюсом следует назначать соответственно с табл. 1-3.
1.4. Подготовка под сварку кромок и поверхностей свариваемых деталей
1.4.2. На подготовленных под сварку кромках и поверхностях не допускается наличие влаги, ржавчины, окалины, масла, краски и других загрязнений.
Конструктивные элементы кромок и размеры выполненного шва при автоматической сварке под флюсом с ППМ, мм
подготовленных кромок свариваемых деталей
Конструктивные элементы кромок и размеры выполненного шва при автоматической односторонней сварке на флюсо-медной подкладке с плоской поверхностью медной пластины, мм
Конструктивные элементы кромок и размеры выполненного шва при автоматической двухдуговой сварке под флюсом, мм
1.5. Квалификация сварщиков
1.6. Сварка
1.6.1. Вид сварки следует назначать с учетом его технико-экономических показателей, номенклатуры изделий и подготовленности производства.
1.6.3. Контроль за выполнением технологического процесса сварки должен осуществлять производственный мастер, представители отдела главного сварщика и отдела технического контроля.
1.6.4. При двусторонней сварке первый шов следует выполнять со стороны, противоположной прихваткам. Допускается производить сварку со стороны наложения прихваток, если по условиям сборки прихватки необходимы со стороны наложения первого шва.
1.6.5. При сварке пересекающихся стыков для уменьшения высоты усиления шва и обеспечения провара шов, выполненный первым, в месте пересечения следует удалить до получения заданной формы разделки кромок; при сварке без разделки кромок следует снять усиление на длине не менее 30 мм.
1.6.6. При многопроходной сварке стыковых соединений не допускается совмещение кратеров в одном поперечном сечении стыка.
1.6.7. Для предотвращения образования трещин в сварных швах в процессе выполнения многопроходных швов следует избегать перерывов в работе до получения шва проектного сечения.
1.6.8. По окончании сварки обрывать дугу следует после заполнения кратера шва. При ручной дуговой сварке, полуавтоматической сварке в защитном газе и самозащитной порошковой проволокой стыковых, угловых и тавровых соединений с разделкой кромок кратер первого прохода шва необходимо выводить на кромку основного металла, подвергаемую при последующих проходах переплавлению.
1.6.10. При полуавтоматической сварке в защитном газе и ручной дуговой сварке для снижения сварочных напряжений и деформаций необходимо применять следующие способы выполнения швов:
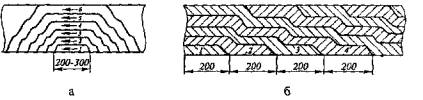
- сварку металла толщиной менее 25 мм при небольшой длине шва (от 250 до 300 мм) выполнять "на проход" (черт. 1, а); при средней длине (от 300 до 1000 мм) сварку выполнять от середины к концам (см. черт. 1, б) и при большой длине (более 1000 мм) - обратно-ступенчатым способом (см. черт. 1, в). Многопроходные швы большой протяженности следует выполнять слоями обратно-ступенчатым способом, при этом общее направление сварки в каждом последующем слое необходимо изменять на противоположное;
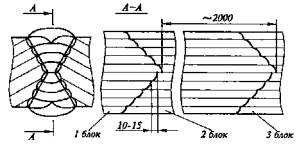
- сварку металла толщиной свыше 25 мм выполнять "горкой" (черт.2, а) или "каскадом" (см. черт.2, б). Сварку швов стыковых и тавровых соединений большой протяженности следует производить "блоками" согласно черт. 3, при этом длина блока не должна быть более 2000 мм. Сварку всех блоков по длине необходимо осуществлять одновременно.
Способы выполнения швов различной протяженности

а - "на проход"; б - от середины к концам; в - обратно-ступенчатый;
1, 2, 3, 4 - последовательность сварки ступеней
а - "горкой"; б - "каскадом" (1, 2 - номера секций)
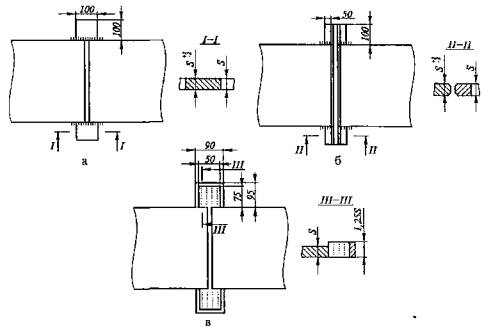
а, б - вариант стальных технологических планок; в - вариант применения ППМ
2. ТРЕБОВАНИЯ К ТЕХНОЛОГИИ СВАРКИ
2.1. Автоматическая сварка под флюсом
2.1.1. При двусторонней автоматической сварке стыковых соединений на флюсовой подушке начало и конец сварного шва должны выводиться на технологические планки.
2.1.2.При сварке стыковых соединений металла толщиной до 22 мм следует применять одинарные технологические планки (черт. 4, а), при сварке стыковых соединений толщиной свыше 22 мм - двойные технологические планки.
Форма подготовки кромок под сварку на технологических планках при сварке листов толщиной свыше 22 мм должна соответствовать подготовке кромок свариваемых деталей (см. черт. 4, б). Технологические планки должны привариваться к свариваемым деталям сплошным швом.
2.1.3. Автоматическую сварку под флюсом стыковых соединений из сталей класса прочность до С52/40 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки каждого прохода от 6,3 до 75,6 кДж/см включ.
Погонная энергия определяется по формуле:
- погонная энергия одного прохода, кДж/см;
- напряжение на дуге, В;
- сварочный ток, А;
- скорость сварки, см/с.
Режимы сварки приведены в табл.1 рекомендуемого приложения 5.
2.1.4. Автоматическую сварку под флюсом стыковых соединений из сталей класса прочности С60/45 и выше, а также конструкций северного исполнения из низколегированных сталей следует выполнять на режимах, обеспечивающих погонную энергию каждого прохода от 12,6 до 42,0 кДж/см включ.
Режимы сварки приведены в табл.2 рекомендуемого приложения 5 .
2.1.5. Двустороннюю автоматическую сварку под флюсом с ППМ стыковых соединений следует выполнять с соблюдением следующих условий:
- для предупреждения просыпания ППМ необходимо подкладывать металлический лист. Допускается применение флюсовой подушки;
- сварку с ППМ стыковых соединений следует осуществлять с двух сторон, выполняя по одному проходу с каждой стороны. При сварке второго прохода засыпка ППМ не требуется;
- зазор между свариваемыми кромками необходимо заполнять ППМ заподлицо с поверхностью свариваемых элементов с предварительным фиксированием их прихватками;
- начало и конец шва следует выводить на технологические планки (см. черт. 4, б), форма разделки кромок которых должна повторять форму разделки кромок сварного соединения.
2.1.6. Автоматическую сварку под флюсом с ППМ сталей класса прочности до С60/45 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки каждого прохода от 25,2 до 84,0 кДж/см включительно.
Режимы сварки приведены в табл.3 рекомендуемого приложения 5 .
2.1.7. Одностороннюю автоматическую сварку стыковых соединений с обратным формированием шва на флюсо-медной подкладке с плоской поверхностью медной пластины следует выполнять с соблюдением следующих условий:
- размер зерен флюса, засыпанных на флюсо-медную подкладку, должен находиться в пределах от 0,35 до 1,60 мм включ. (просев через сетку 1,600 и остаток на сетке № 0,335 по ГОСТ 3584-73);
- сварку стали толщиной от 18 до 25 мм производить с предварительной засыпкой ППМ в разделку кромок свариваемых элементов;
- с целью предупреждения образования концевых трещин и вывода кратера за пределы стыка следует использовать специальные выводные скобы с засыпанным в них ППМ (см. черт. 4, в). Слой ППМ в скобе должен превышать толщину свариваемых листов не менее чем на 25 %. Выводные скобы следует изготовлять из меди; допускается применение стальных скоб.
2.1.8. Одностороннюю автоматическую сварку под флюсом с использованием флюсо-медной подкладки сталей класса прочности до С52/40 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки прохода от 8,4 до 84,0 кДж/см включ.
Режимы сварки приведены в табл. 4 рекомендуемого приложения 5 .
2.1.9. Двухдуговую двустороннюю сварку стыковых соединений на флюсовой подушке следует выполнять с соблюдением следующих условий:
- сварку первого прохода необходимо производить на флюсовой подушке;
- процесс двухдуговой сварки стыковых соединений следует начинать с возбуждения первой дуги, вторая дуга подключается после перемещения сварочного автомата на величину межэлектродного расстояния. Для прекращения сварки следует выключить первую дугу и после того, как сварочный автомат переместится на межэлектродное расстояние, выключить вторую дугу. Для заварки кратера в конце шва рекомендуется остановить сварочный автомат перед выключением второй дуги;
- в процессе выполнения двухдуговой сварки при случайном перерыве в работе сварку необходимо возобновить с перекрытием шва на 150-200 мм после очистки концевого участка и кратера от шлака, начало и конец сварного шва следует выводить на технологические планки (см. черт. 4, а, б).
2.1.10. Двухдуговую автоматическую сварку под флюсом стыковых соединений сталей класса прочности до С46/33 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки одного прохода от 25,2 до 92,4 кДж/см включ.
Режимы сварки приведены в табл.5 рекомендуемого приложения 5 .
2.1.11. Автоматическую сварку под флюсом стыковых соединений цилиндрических конструкций следует выполнять с соблюдением дополнительных условий:
- сначала осуществлять сварку на флюсовой подушке внутренних продольных швов, при этом начало и конец шва вывести на соседние обечайки; далее - заварку внутренних кольцевых швов, затем в той же последовательности - сварку наружных швов;
- при сварке кольцевых швов электрод должен быть смещен па величину от 25 до 60 мм от вертикальной оси изделия в сторону, обратную направлению вращения (величина смещения зависит от диаметра свариваемого изделия);
- сварку кольцевого шва необходимо начинать на расстоянии не менее 150 мм от предварительно заваренного продольного шва;
- перед заваркой места встречи конца и начала кольцевого шва необходимо очистить шлак с начального участка шва.
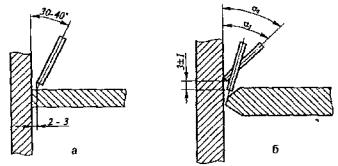
2.1.12. Для обеспечения полного провара стенки при сварке тавровых соединений в лодочку сварное соединение с разделкой кромок и электродную проволоку следует располагать в соответствии с черт. 5, а, а сварное соединение без разделки кромок - с черт. 5, б.
Для получение катета заданной величины без обеспечения полного провара стенки сварное соединение и электродную проволоку следует располагать в соответствии с черт. 5, в.
Режимы автоматической сварки тавровых соединений с обеспечением катета требуемой величины или полного провара стенки приведены в табл.6 рекомендуемого приложения 5 .
Режимы автоматической двухдуговой сварки тавровых соединений с обеспечением катета требуемой величины или полного провара стенки приведены в табл.7 рекомендуемого приложения 5 .
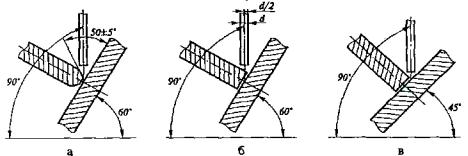
а - сварка с полным проплавлением стенки с разделкой кромок;
б - сварка с полным проплавлением стенки без разделки кромок;
в - сварка без полного провара стенки
а - при однодуговой сварке; б - при двухдуговой сварке
2.1.13. Автоматическую сварку швов тавровых соединений в угол следует выполнять проволокой диаметрами от 2 до 3 мм.
Расположение электрода при однодуговой автоматической сварке в угол должно соответствовать указаниям черт.6, а, а при двухдуговой - черт.6, б.
Режимы автоматической сварки под флюсом в угол с полным проваром стенки приведены в табл.8 и 9 рекомендуемого приложения 5 .
2.2. Полуавтоматическая сварка в защитном газе и самозащитной порошковой проволокой
2.2.1. Режимы полуавтоматической сварки в защитном газе самозащитной порошковой проволокой следует назначать в зависимости от толщины свариваемого металла, диаметра сварочной проволоки и положения шва в пространстве.
Режимы сварки проволокой сплошного сечения диаметром от 1,2 до 2,0 мм и порошковой проволокой диаметром 2,2 мм приведены в табл. 10-13 рекомендуемого приложения 5 .
Режимы сварки самозащитной порошковой проволокой приведены в табл. 14-16 рекомендуемого приложения 5 .
2.2.2. Расход защитного газа следует назначать в зависимости от диаметра сварочной проволоки и величины сварочного тока в соответствии с табл. 4. При сварке на сквозняке расход защитного газа необходимо увеличить в 1,5 раза.
2.2.3. При сварке в защитном газе перед возбуждением сварочной дуги следует обдуть место сварки защитным газом для вытеснения воздуха из зоны сварки с целью предупреждения образования пор в начале шва.
Приложение М (обязательное). Устройство сварных монтажных соединений
М.1 Сварные монтажные соединения следует выполнять согласно указаниям технологического регламента на монтажную сварку конкретного объекта строительства и настоящего приложения. При их выполнении необходимо осуществлять тщательный пооперационный контроль на всех стадиях производства работ. Все данные контроля необходимо фиксировать в специальных журналах.
М.2 Не допускается применять при монтаже металлических конструкций пролетного строения: элементы и детали, не соответствующие проекту, а также не имеющие маркировки завода-изготовителя; сварочные материалы без сертификатов, а также без проверки соответствия сертификатных данных требованиям стандартов и технических условий, а их марок - указаниям проекта, а также без заключений и протоколов испытаний каждой применяемой на объекте партии сварочных материалов.
М.3 При сборке соединений под сварку на электроприхватках их необходимо выполнять способом РД с предварительным подогревом кромок до температуры (100-120)°С, а в зонах пересечений швов - (120 - 150)°С. В стыковых соединениях, выполняемых автоматической сваркой по ручной подварке корня шва (АФ + РД) и собираемых под сварку на медных (флюсомедных) подкладках, допускается выполнять электроприхватки в виде сплошного первого слоя сварного шва.
Места прихваток монтажных приспособлений и приварки выводных планок после их удаления (срезки) необходимо зачищать абразивным кругом (шлифмашинкой). Углубление в основной металл при зачистке не должно превышать 3% толщины металла. Тщательной очистке на глубину не менее 0,5 мм подлежат все случайные ожоги основного металла сваркой.
Предварительный подогрев производят перед постановкой прихваток, приваркой выводных планок, первым (корневым) проходом шва, при возобновлении сварки после перерыва, перед наложением очередного шва при многопроходной сварке, если температура металла шва предыдущего слоя опустилась ниже 100°С.
Предварительный подогрев кромок в стыках длиной до 1 м производят сразу по всей длине. Для стыков большей длины рекомендуется подогрев вести одновременно со сваркой с опережением на 1,5 м.
Для предварительного и/или сопутствующего подогрева зон сварки рекомендуется использовать газокислородные горелки. Температуру подогрева рекомендуется контролировать специализированными электронными цифровыми термометрами или пирометрами, поверенными в установленном порядке.
М.4 Монтажная сборка и сварка металлоконструкций при отрицательных температурах воздуха (минус 20°С и ниже) должны выполняться с применением защитных укрытий.
В стыках, выполняемых односторонней сваркой в нижнем положении при температуре воздуха ниже 0°С, после постановки электроприхваток в стыке и их зачистки с лицевой и с обратной сторон, стыки подогреваются до температуры (120 - 150)°С с обратной стороны стыка до постановки медных подкладок. После постановки подкладок на всех стыкуемых толщинах перед сваркой стыка последний подогревается до (120-150)°С с лицевой стороны стыка. В стыках, выполняемых автоматической сваркой с МХП, вышеуказанные операции осуществляются до засыпки МХП; МХП засыпается в зазор на длину м от сварочного трактора, и затем одновременно с автоматической сваркой стыка продолжается подогрев свариваемых кромок и последующая засыпка МХП в сварочный зазор.
Медные подкладки перед постановкой под стык должны быть в обязательном порядке просушены пламенем газовой горелки (удален поверхностный конденсат). При подогреве кромок с лицевой стороны стыка не допускается попадание конденсата в стеклоткань с кромок стыка.
Следует строго следить за зонами окончания сварки в стыковых швах с применением лупы 5х. В случае появления трещин на кратерах швов следует производить их механическую выборку шлифмашинкой плюс 50 мм шва в зоне его окончания.
Сборочные электроприхватки в зимних условиях следует ставить большего сечения: по толщине на +2 мм, длиной 100-120 мм, а шаг прихваток - 300 - 350 мм.
При сварке в осенне-зимний период стыковых и тавровых соединений перерывы в сварке монтажных соединений недопустимы (кроме вынужденного отключения электроэнергии). Срок действия разрешения на постановку подкладок и сварку после выполнения прихваток должен быть сокращен до 1,5 ч.
При монтажной сварке стыков при отрицательных температурах (минус 20°С и ниже) в журнале сварочных работ для каждого стыкового соединения необходимо указывать следующие температуры:
1) наружного атмосферного воздуха;
2) воздуха в защитном укрытии с лицевой и с обратной сторон стыка при односторонней сварке в нижнем положении.
М.5 Все сварочные работы по монтажной сварке элементов металлоконструкций пролетного строения ведут на постоянном токе обратной полярности, т.е. клемма "минус" - на изделии. "Минусовая" клемма должна быть надежно прикреплена к очищенной от ржавчины, грунтовки и загрязнения поверхности свариваемого элемента струбциной или стандартным контактным зажимом. Приварка их к конструкциям пролетного строения допускается в порядке исключения с последующим удалением и зачисткой места установки абразивным инструментом.
М.6 Сварку монтажных стыковых соединений следует выполнять без перерыва. Прекращать сварку до выполнения проектного размера шва и оставлять не заваренные отдельные участки сварного стыкового соединения не допускается.
При сварке многопроходных швов следует особое внимание уделять тщательности удаления шлака из разделки после каждого прохода, для чего рекомендуется использовать электроперфораторы или пневмозубила с последующей ("чистовой") обработкой поверхности сварного шва шлифкругами.
М.7 Снимать формирующие медные подкладки можно только после окончания сварки всего стыка и его остывания до температуры .
М.8 В болтосварных соединениях сварку элементов выполняют после сборки болтовых соединений и натяжения высокопрочных болтов гайковертами на (60-70)% проектного усилия, но до окончательной тарировки болтов, при этом определенные ряды болтов, указанные в технологическом регламенте на монтажную сварку конкретного объекта, затягивают обычным ("рожковым") ключом с длиной плеча 300 мм "от руки", т.е. "накинуть гайки".
Автоматическую сварку монтажных стыковых соединений под флюсом, в том числе с применением МХП, выполняют "на подъем" в обязательном порядке, при этом первый и второй проходы сварочного автомата обычно выполняют по оси стыка, а третий и последующие - с поочередным поперечным смещением и наклоном электрода влево и вправо от оси стыка таким образом, чтобы каждый последующий проход перекрывал предыдущий на 1/3 его ширины. В процессе автоматической сварки необходимо контролировать температуру шва и околошовных зон. Перед началом сварки каждого прохода температура шва и околошовных зон должна быть не ниже 70°С и не выше 200°С.
М.9 Механизированную сварку мостовых конструкций в смеси защитных газов:
(83-87)% Ar + (10-12)% + (3-5)% ;
- для временных и/или вспомогательных конструкций
надлежит выполнять постоянным током обратной полярности (плюс на электроде). Режимы механизированной сварки стыковых соединений в смеси защитных газов - по технологическому регламенту на монтажную сварку конкретного объекта.
Механизированная сварка стыковых соединений толщиной 10-25 мм под флюсом сварочной проволокой 2 мм выполняется на следующих режимах:
корневой слой - А; В; м/ч;
последующие слои - А; В; м/ч.
При механизированной сварке в смеси защитных газов стыковых и тавровых соединений следует в обязательном порядке исключить наличие сквозняков и порывов ветра в зоне выполнения сварочных работ, т.е. необходима полная защита зоны выполнения сварочных работ данным способом сварки с помощью специальных защитных укрытий с лицевой и обратной сторон стыкового соединения.
М.10 Ручную электродуговую сварку мостовых конструкций необходимо выполнять постоянным током обратной полярности (плюс на электроде) электродами, типы и марки которых приведены в технологических регламентах на монтажную сварку КСМ.
М.11 Ручную сварку монтажных стыковых соединений применяют для швов небольшой протяженности (до 1 м) в нижнем, вертикальном, горизонтальном и потолочном положениях; допускается выполнять монтажные стыковые соединения ручной дуговой сваркой и более 1 м длиной при соответствующем обосновании.
Для ручной дуговой сварки рекомендуется применять электроды диаметром 4 мм. Электроды диаметром 5 мм допускаются для сварки стыковых соединений листов толщиной 32-40 мм в нижнем положении; при необходимости применяются электроды диаметром и 3 мм, особенно при ремонте сварных швов.
Площадь поперечного сечения наплавленного металла при ручной дуговой сварке ориентировочно составляет:
для первого прохода (6-8) , но не более 30 ;
Количество проходов при ручной дуговой сварке стыковых соединений с V-образной разделкой кромок зависит от толщины свариваемых листов, величины зазора, пространственного положения и может быть принято в следующих пределах:
Читайте также: