Компактный сварочный аппарат мма в форме пистолета
Обновлено: 28.04.2024

Всем привет! Раньше я видел мелкие сварочные аппараты и удивлялся, как они не горят на первом же электроде, но эта модель самая компактная, при этом заявлен ток до 140А, а пиковая мощность 3000Вт. На OLED дисплей выводится выставленный ток, диаметр электрода, которому он соответствует, толщина стенки заготовки, текущее значение тока во время работы и температура радиатора, плюс еще можно зайти в настройки и откорректировать форсирование дуги, частоту, отключить безопасный режим. В общем, сабж по описанию выглядел интересно, посмотрим что получится на практике.
Характеристики
Напряжение питания: 220В
Диаметр электрода: до 3.2мм
Типы электродов:углеродистая сталь, нержавеющая сталь, сталь
Сварочный материал: нержавеющая сталь, легированная сталь, углеродистая сталь, чугун
Толщина свариваемых деталей: 2-14 мм
Номинальная мощность: 3000 Вт
Размер: 240x230x80 мм
Вес: 1.5 кг
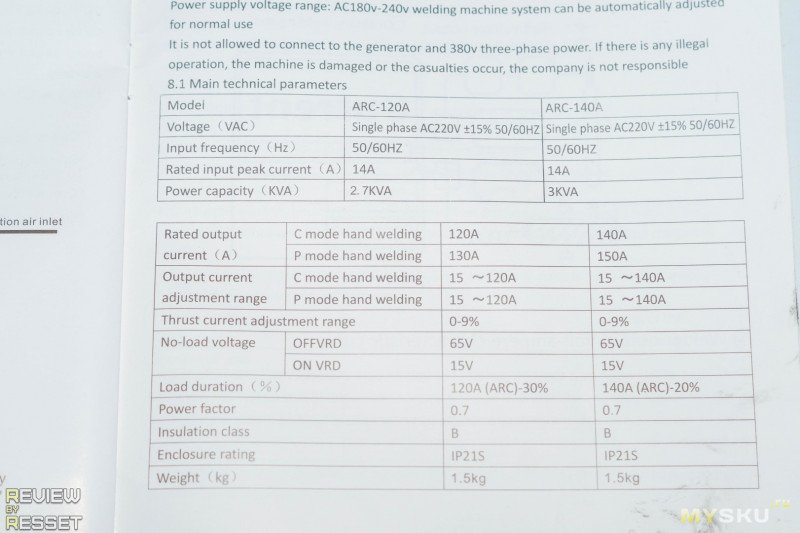
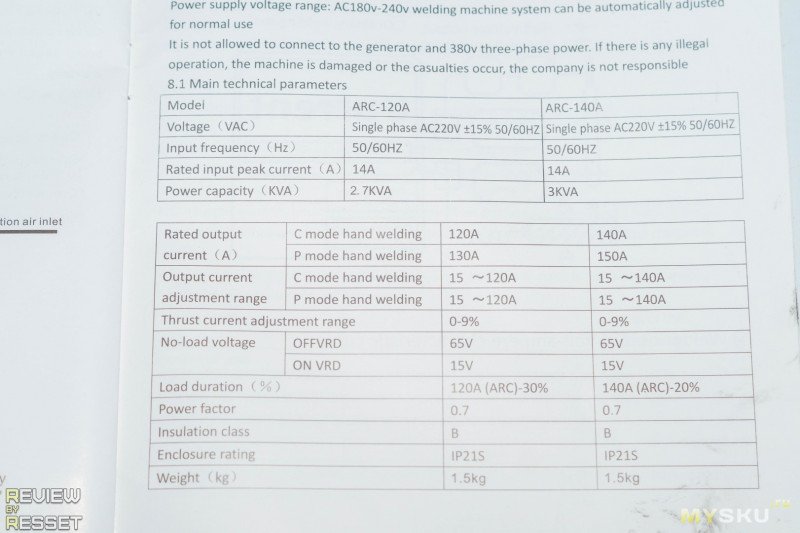
А вот нормальные данные из инструкции, модель ARC-140A
Распаковка и внешний вид
Обычная картонная коробка со скромным принтом, но что внутри понятно
В комплекте сам аппарат, плюсовая клемма, переходник-фиксатор электродов и инструкция
Размером очень похож на строительный фен, что кроме меня подтвердили еще несколько человек
Кнопки активации нет, да и не нужна она, это же не полуавтомат
Единственный элемент управления это энкодер в верхней части, чуть ниже находится OLED дисплей
Вентилятор находится в задней части, оттуда происходит забор воздуха
Плюсовую клемму расположили в нижней части рукояти, минусовую у «сопла»
А вот и минусовой коннектор. Крепление стандартное, при желании можно использовать классический кабель
Винтом можно зажать электроды диаметром до 3.2мм
Тушка имеет размеры 24x23x8см и вес 1.5кг, в комплектную сумку легко помещается полный набор
И фиг кто догадается, что ты несешь на плече сварочный аппарат
Включение и настройка
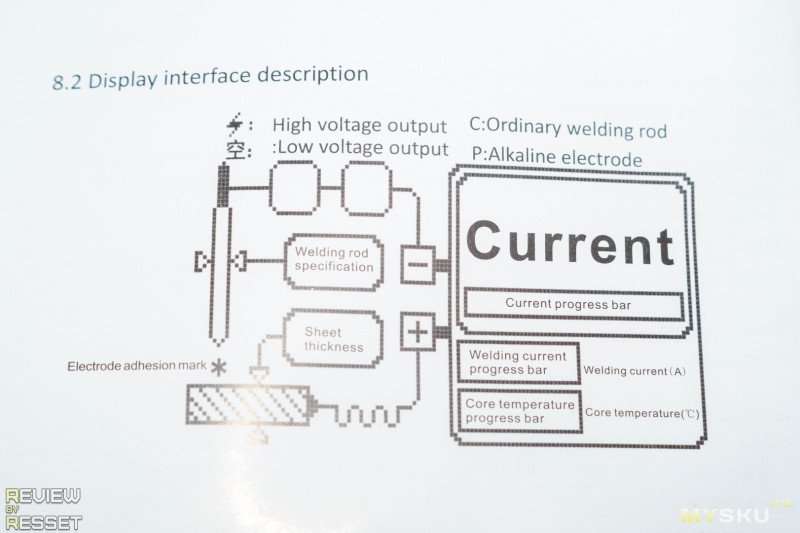
Включение осуществляется однократным нажатием энкодера, до запуска происходит тестирование системы
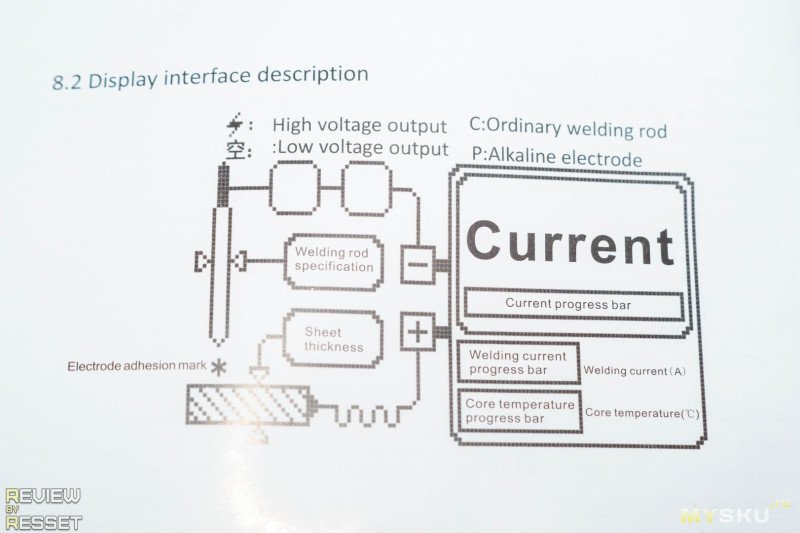
При этом на дисплее отображаются подсказки с рекомендуемым диаметром электродов и толщины заготовки
Вращением можно добавить или убавить ток в диапазоне от 15A до 140А

До 30А используются щелочные электроды(P) не больше 1.6мм, толщина заготовки до 2мм. В диапазоне от 31 до 40А те же параметры, но электроды в классической обмазке(C). От 41 до 65А рекомендуется использовать электроды диаметром 2мм. От 66 до 110А диаметр можно поднять до 2.5мм, а толщину заготовки до 4мм. От 111 до 122А диаметр 3.2мм, рекомендуемая толщина до 5мм. Ну а диапазон от 122 до 140А вроде как предназначен для работы электродом диаметром 4мм
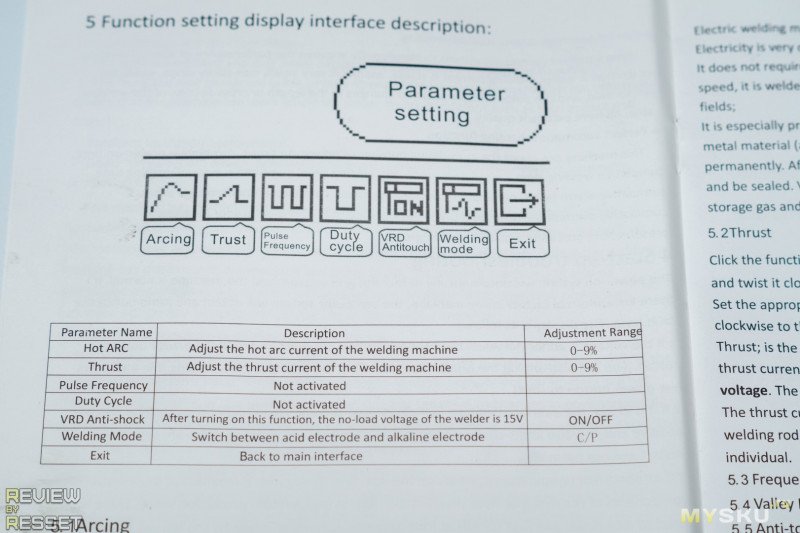
Если зажать энкодер на несколько секунд, можно войти в меню настроек
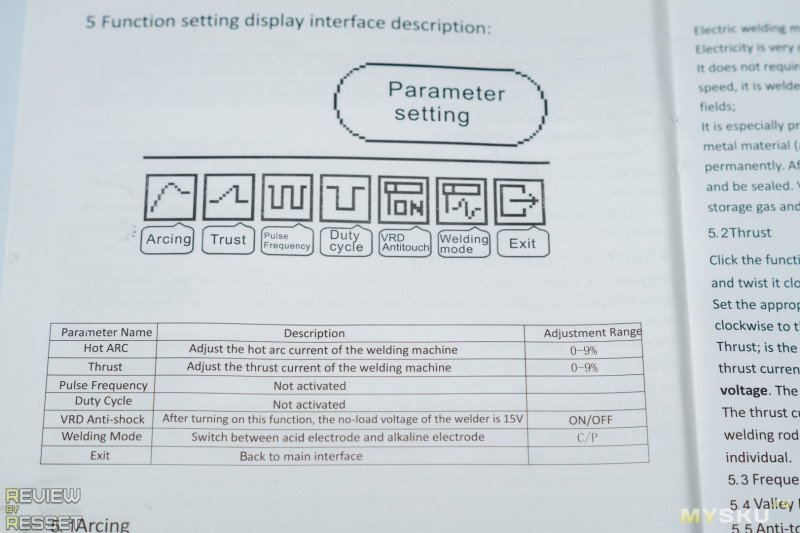
В инструкции кратко расписан каждый пункт
Первый форсирует розжиг, увеличивая начальный ток, второй отвечает за коррекцию тока поддержки дуги. Оба параметра регулируются в диапазоне от 0 до 9%
Частота и рабочий цикл в данной модели ни на что не влияют и вроде как предназначены для TIG сварки
VRD это защита от высокого напряжения, когда включена до розжига дуги напряжение на клеммах составляет 15В, что безопасно для человека. Если выключить, на выходе сразу будет 65В и трогать контакты голыми руками уже запрещено, зато разжечь дугу в таком режиме становится проще.
Ну и последний позволяет выбрать тип покрытия электродов между кислотными(C) и щелочными(P). Насколько я понял, классическая обмазка обладает кислотными свойствами, а вот щелочные мне не попадались, возможно имеются ввиду рутиловые? В любом случае во время теста изменение этой настройки никак не отразилось на результате или изменения были минимальны.
Тестирование
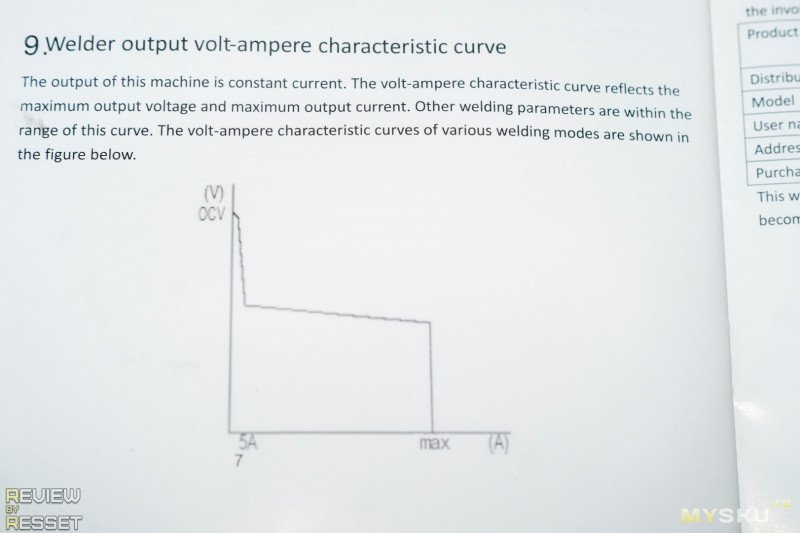
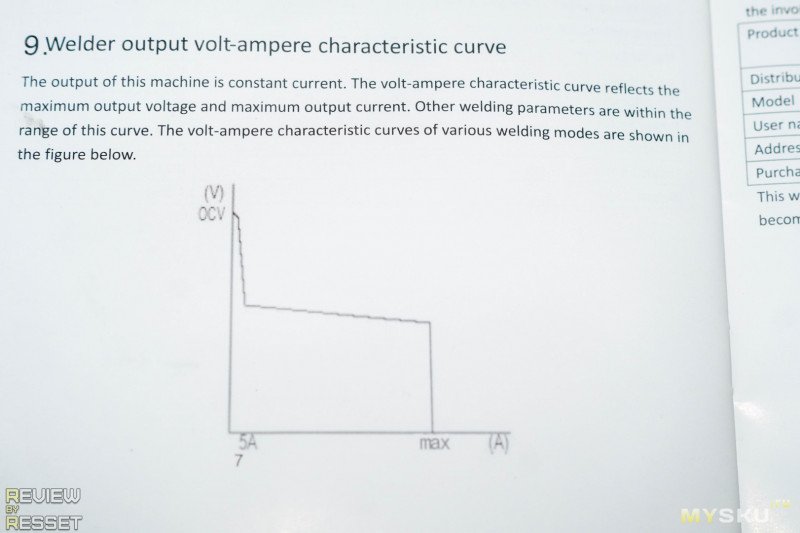
В инструкции есть кривая вольт-амперной характеристики, проверить ее достоверность мне нечем

Начал не логично: с 3мм электрода, т… к меньшего размера на тот момент не было в наличии
Выставил ток 60А, который рекомендован для диаметра 2-2.5мм. Чуда не произошло, дуга нормально не разжигается
А вот при 80А хоть и слабенькая, но держится, электроника считает оптимальным диаметр 2.5мм
Дошел до привычных мне 110А, рекомендуемый диаметр 3.2мм(3мм пропустили), работать комфортно
Во время работы под выставленным значением тока отображается текущее в реальном времени. Частота обновления высокая, токовые клещи так быстро обновлять данные не умеют, но в среднем получилось довольно близко, так что верить показаниям можно. Вот только есть одно «но»… после образования дуги на экран смотреть не безопасно, а в очках ничерта не видно, но может для диагностики и может пригодиться, ну или при использовании классического кабеля вместо комплектного сопла
Ну и максималка 140А, 3мм электрод заканчивается быстрее, а если чуть передержать, 5мм лист прожигает
Подвезли 2мм электроды, убавил ток до 40А, что находится на границе между рекомендуемым 1.6 и 2мм. Кое-как искра зажглась, но была явно слабовата, хотя при работе с тонким металлом можно и поизвращаться если других вариантов нет
50А уже веселее, если верить информации на дисплее, это как раз золотая середина для данного диаметра
60А максимум для 2мм, после 66А уже рекомендуется 2.5мм, дуга хорошая, электрод заканчивается быстро
Вообще «двойкой» можно варить и до 80А, но тонкостенные заготовки можно прожечь, а для более толстых уже проще взять 3мм. Как писал выше, привык пользоваться как раз 3мм электродами и током 90-110А в зависимости от толщины материала. Под руку попался кусок профиля, для примера соединил с листом
Автор ни разу не квалифицированный сварщик и использует данный инструмент только для своих домашних нужд, так что результат может быть далек от идеала, но прошлогодний навес пока не рухнул )
А вот пластинки, на которых тестировались электроды, верхняя и вертикальный шов нижней 3мм, остальное 2мм
С обратной стороны можно оценить нагрев стенок, прожиг был на 140А при медленном движении
Всё то же самое в формате видео, может кому будет интересен звук работы

Вместо сопла спокойно можно подключить классический кабель, 2 и 3мм электроды ведут себя нормально, но вот этот серый 4мм разжечь не смог, знакомый сказал, что он предназначен для промышленных сварочников, работающих с переменным током
При температуре окружающего воздуха 16°C, на радиаторе за время тестирования она не поднялась выше 30°C, да и корпус был холодным, только в носовой части чувствовался чуть теплый воздух на выходе, так что в таких условиях система охлаждения со своей задачей справляется нормально, но вот что будет летом при 40 в тени, сложно прогнозировать.
Начинка
В инструкции есть схема, но мне было интересно посмотреть на элементы платы
Для начала нужно снять заглушку с рукояти и выкрутить горсть винтов
Компоновка очень компактная, почти нет свободного места в корпусе, а весь нагнетаемый воздушный поток от вентилятора проходит через радиаторы и катушку, отсюда такая эффективность системы охлаждения
В рукояти разместили крупный конденсатор
Радиаторы расположены с двух сторон, первый охлаждает пару мосфетов и диодов, к нему прицепили и термопару
С обратной стороны еще два таких же диода(вроде как на 200В 60А каждый) и lиодный мост GBU2510
Сверху расположена плата с мозгами, но контроллер видимо впаян под ней, туда не добрался
Внизу еще одна, но элементов на ней не очень много
В носовой части разместили катушку, там же можно заметить мелки модуль для измерения силы тока
Купон
A6O7E3OKOGTW дает скидку $8, делая ценник довольно гуманным
Итоги
После тестирования остались двоякие впечатления. С одной стороны сварочный аппарат очень легкий и компактный, на плече во время транспортировке практически не ощущается, да и во время работы держать не особо тяжело, привычные мне 3мм электроды «переваривает» нормально, настройка удобная, есть подсказки для новичков, не перегревается, но и шумит как строительный фен.
Кстати, вот эта самая форма фена и непривычна, т.к. кисть во время работы приходится держать иначе, в неудобные места подлазить сложнее, а в комплектное сопло можно устанавливать электроды только до 3мм. Так то больше наверное и не стоит нагружать, но думаю при острой необходимости можно и 4мм работать, контролируя нагрев.
Последний минус легко решается установкой обычного кабеля вместо сопла, в этом случае получаем просто компактный легкий сварочник в форме фена, который может без проблем висеть на проводах, но тогда смысл заморачиваться с подобным форм-фактором, практичнее было бы сделать мелкую коробочку с поясным ремнем.
Так то со временем привык к нему и даже в некоторых моментом им было удобнее пользоваться, чем обычной моделью. Например, подключил аппарат в удлинитель, встал на стремянку и точечно прошелся по беседке, перемещая струбцины с кабелем массы, в итоге получилось довольно быстро и справился один. Потом уже основательно проварил стыки привычной моделью без необходимости залазить и слазить с тяжелой тушкой по несколько раз в одном месте.
Как всегда, приветствуется обмен опытом и конструктивная критика в комментариях. Всем добра =)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Компактный сварочный аппарат (ММА) в форме "пистолета"




Сварочный полуавтомат HZXVOGEN MIG145
Весной я публиковал обзор бюджетного MMA инвертора, в комментариях заинтересовались подозрительно дешевым MIG сварочником. Продавец заметил и предложил протестировать его, чтобы подтвердить или опровергнуть опасения. Клеммы тут несъемные, регулировка напряжения и тока совмещены в одну крутилку, механизма подачи газа нет, питается проволокой с флюсом диаметром 0.8мм, катушка 1кг имеется в комплекте. ПН(Rated load duration) при 140А составляет 40%, при 89А можно работать непрерывно. Подробнее под катом
Приходит в картонной коробке. На проволоку дают отдельный трек и она приходит отдельно, в заказе этот трек основной, так что я поначалу решил, что аппарат спёрли, но открыл подробности заказа с ПК и увидел дополнительный трек
В комплекте сварочник и инструкция, все кабели уже на своих местах
Провода как и в прошлый раз мягкие, только на питании маркировки нет
А вот на массе заявлено 16 квадратов, длина около одного метра
Горелка стандартная, установлен носик 0.8мм, длина кабеля два метра
В верхней части корпуса помимо ручки есть дополнительные прорези, так что при желании можно прицепить ремень для переноски на плече. Габариты 304*143*155мм
На лицевой стороне расположена крутилка «мощности», чуть выше видны индикатор сети и перегрева
Сзади разместили выключатель питания, 80мм вентилятор и наклейку с основными характеристиками
Справа откидная крышка, для открытия нужно сдвинуть подпружиненный фиксатор по центру
С внутренней стороны нанесена подробная инструкция по «заправке», красная кнопка активирует подачу вручную
Катушка проволоки поставляется в запаянном пакете
Витки дополнительно обернуты бумагой, на торце есть бумажка с характеристиками
Свободный конец подогнут и зафиксирован в отверстии, найти его не сложно
Аппарат вместе с проводами весит порядка 6кг
Инструкция вроде как к этому аппарату
Но характеристики немного отличаются от указанных на корпусе
Подготовка к работе и тестирование
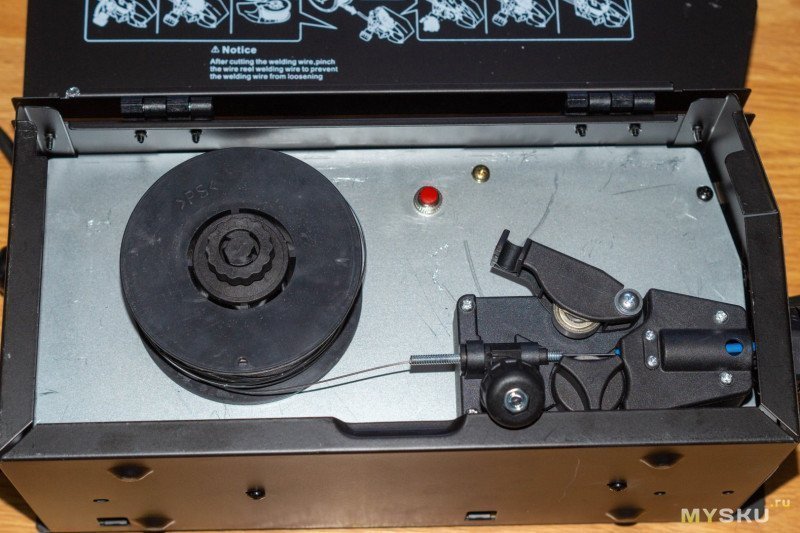
Для начала необходимо установить на место катушку с проволокой. Открываем крышку, отводим в сторону фиксатор, откидываем прижимной механизм и протягиваем проволоку в трубку подачи
Возвращаем всё на место, для того чтобы не вытягивать проволоку под напряжением, в этой модели предусмотрена кнопка принудительной подачи. Зажимаем её и держим до тех пор, пока она не вылезет из сопла
Так же заметил, что на основном проводе слезла внешняя изоляция у основания. Вроде не критично, но непорядок
Открутил гайку, внутри оказался механизм фиксации как у садовых шлангов
Отогнул лепестки и натянул на трубку сколько смог
Затянул гайку, вот сейчас стало хорошо, можно выбираться на улицу
Как говорил выше, потенциометр тут один и он регулирует одновременно скорость подачи проволоки и напряжение. По сути это неотключаемый synergic, не нужно ловить правильные пропорции, просто корректируй мощность в зависимости от толщины заготовки и вари
Нашел лист металла толщиной 1.5мм, отрезал кусок и приварил его же край к основанию. Начал с четверти шкалы. Медленно, но верно дело пошло
Увеличил до 50%, процесс ускорился, но если замешкаться на одном месте, начинает прожигать
На 100% край верхней пластины съедает моментально и начинает жечь нижнюю
На фото результат действий с гифок вверху, обвел и подписал процент шкалы для каждого прохода, чуть ниже экспериментировал с одним слоем
С обратной стороны видно, что даже в минимуме металл прогревается хорошо
В характеристиках указана максимальная толщина металла 4мм, посмотрим, проварит ли двойную стенку

Под пластиной было сильное свечение, провар получился нормальный, но насквозь не прожгло
Чтобы нормально посмотреть глубину прогрева, нарезал пластину на несколько кусков
Сделал вот такой бутерброд и проварил стык
Сначала прошелся на максимальной мощности, стараясь тянуть шов равномерно без задержек

После очистки щеткой он выглядит как-то так
Затем повернул потенциометр в минимум и дотянул оставшийся кусок
Пятно нагрева материала стало меньше, оплавленный пруток распределяло в узком коридоре и получился заметный бугорок
С обратной стороны видны места перегрева только в одной половине нижней пластины
В разрезе видно, что при минимальной мощности нижняя пластина не сварилась с верхними
А вот при максимальной центральный шов уходит на всю глубину
Ну и конечно по традиции съездил в гараж к знакомому, который занимается сваркой не один десяток лет. Первое что ему бросилось в глаза, это размер, поспорил, что через пару лет корпус уменьшат до размера фена, в который будет вставляться катушка проволоки. Я спорить не стал, т.к. ММА такого размера и формы я уже держал в руках.
Сначала помучили такую же 1.5 мм железяку как я, эффект аналогичный, разве что валики равномернее
С обратной стороны. Прожигало так же от 50% мощности если замешкаться
Затем нашли кусок автомобильного порога толщиной 0.8мм, это уже должно быть интереснее
Сразу было 25% шкалы, металл прожгло, на моё предложение снизить мощность, мастер сказал «не ссать, ща всё будет» и ускорился. И действительно, легло ровно
«Тут главное не тупить», но как новичку скорее всего будет сложно пройти без пробелов или перегрева
Вот результат
С обратной стороны
Затем выставили потенциометр в минимум, тут можно тупить сколько угодно, металл не прожигает
Но мастер сказал, что так работать совсем не весело и долго, оптимальным будет процентов 10 шкалы и протянул аккуратный шов в этом положении для наглядности
Результат
После обработки щеткой фиг поспоришь, отличный шов
И с обратной стороны
Заметил, что когда он варил, сопло после работы было заметно чище, чем у меня, вот что значит опыт )
Внутренний мир
Плата с двух сторон закрыта диэлектрическими листами, провод заземления имеется
Флюс смыт нормально, по контактам выходных транзисторов прошлись герметиком, но без энтузиазма
На катушках обозначений нет, конденсаторы 400В 680мкФ
Маркировка диодного моста видна плохо, но похоже на KBJ3510
На выходе три диода NS6603 300В 60А каждый
И четыре транзистора 50T65FD1 600В 50А каждый, так что запас как по току, так и напряжению имеется
Двигатель системы подачи 12В 10Вт, думаю замену в случае поломки будет не сложно найти
9USDHVMIG145 снижает цену до $96 по курсу али(6771р), это дешевле, чем будет во время распродажи с 22.08
В мобильном приложении можно получить еще $2 скидки если подписаться на магазин.
В данный момент на складе осталось более 1700 единиц, так что должно хватить всем желающим
В весеннем обзоре комментарии специалиста никого не отпугнули, так что включу их в заключении
+ Компактный, лёгкий, можно прицепить шнурок, повесить на плечо и спокойно лезть хоть под потолок
+ «Кузовщину варит @$%&нно, в минимуме даже тебе чего доверил бы приварить не переживая, что сожжешь», обычно в дешевых моделях на нижнем пороге ток высоковат
+ «Н@$я тебе отдельно регулировка напряжения? Если тонкий металл, ставишь в минимум и потихоньку варишь, с толстым поднимаешь подачу пока не появляется провар на нужную глубину, это будет в два раза быстрее, чем еще и вторую крутилку елозить, особенно если ума нет».
Так то регулировка напряжения позволяет корректировать нагрев заготовки не меняя при этом подачу, но для этого нужен опыт, так что возможно новичкам действительно будет проще подстроиться под текущий вариант, когда одновременно с током увеличивается и напряжение. При чем даже в более дорогих моделях предусмотрен режим «SYNERGY», который так же позволяет настраивать параметры одним регулятором, а не двумя/тремя.
+ «Дуга на максимуме ровно потрескивает, з@&%ись идёт, не срывается, по звуку не хуже желтой 3 в 1, а написано ток всего 140А». В максимуме дает на удивление неплохую мощность, по ощущениям на уровне MIG200, мы так же тестировали его(мой обзор снесли в муське), но при этом минимальный ток тут ниже, то есть рабочий диапазон больше, что хорошо.
+ Меньше дымит и не так сильно засоряет поверхность с соплом, как предыдущая тестируемая модель. Вряд ли это заслуга аппарата, а скорее всего достоинство комплектной проволоки, видимо используется иной тип флюса или сплав. В магазине можно заказать ее отдельно всего за $20+ за пару, что ощутимо дешевле местных аналогов, которыми невозможно работать.
Продолжительность нагрузки на полной мощности составляет 40%, что для бюджетного аппарата довольно неплохо и значение поднимается до 100% при 89А. В гаражных условиях лично мне редко попадается металл толще 2-3мм, так что можно хоть всю катушку за раз использовать не прерываясь. Ну и IGBT транзисторы вроде как должны быть надежнее классических.
Ну и т.к. дешевле вариантов я не видел, возможно кто-то захочет придушить жабу и впервые попробовать данный тип сварки, так что стоит сразу поговорить и о минусах использования проволоки с флюсом:
* Ценник расходника ощутимо выше, катушка классической в местных магазинах стоит от 300р за кило, к тому же есть несколько вариантов на выбор: омедненная, алюминиевая, нержавейка. Флюсовую же встречал только одного типа.
* При плавлении наращивается меньше металла, ведь приличную часть объема занимает флюс
* Во время работы образуется много дыма, который может мешать обзору и загрязняет воздух в помещении, так что оно должно хорошо проветриваться. Помимо небольшого количества шлака на шве, деталь вокруг него покрывается белым налётом. Всё это безобразие удаляется без особого труда, но после использования газа отвыкаешь от необходимости постобработки.
Но такова плата за мобильность, баллон с газом таскать то еще удовольствие, а тут 5кг тушку взял и пошел.
Как всегда, приветствуется конструктивная критика. Всем добра =)
Сварочный аппарат HBT2000 Pro (TIG(DC) + MMA)

Ну вот пришла очередь попробовать в деле и аргонодуговую сварку. Многие пугали, что полуавтомат сложнее ММА, в итоге лично мне он показался гораздо проще в освоении, к TIG советовали даже не подходить, т.к. тут навыки оттачивать нужно долго и дорого, но когда нас это останавливало. Данная модель в режиме TIG имеет предел тока 200А, ПН при этом составляет 35%(100% при 118А), в ММА максимальный ток 170А с ПН 20%(100% при 76А). Для настройки используется циклограмма из 8 пунктов, имеется режим DC Pulse, 2Т/4Т, Spot, поджиг HF(бесконтактный). Подробнее под катом.
Производитель: HZXVOGEN
Технология: Mosfet
Напряжение питания: 220В ±15%
Частота: 50/60 Гц
Максимальная нагрузка: 43.6/28A
Диапазон силы тока в режиме ММА: 10-170A
Диапазон силы тока в режиме TIG: 10-200A
Рабочий цикл: 200A 35%, 152А 60%, 118А 100%
Тип розжига: Высокочастотный, бесконтактный
Эффективность: 80%
Коэффициент мощности: 0.73
Класс изоляции: F
Класс защиты корпуса: IP21
Размер: 400х150х180мм
Вес в сборе: 11 кг
Приходит в картонной коробке
Внутри она разделена на две секции, в верхней размещены комплектующие, под перегородкой сам аппарат
Вместо пенопласта используют пакет с воздушными вставками
Корпус небольшой
Характеристики наклеены на видном месте в верхней части
Сзади расположен кабель питания, кнопка выключения, трубка подачи газа, имеется наклейка с серийным номером, чуть ниже за пластиковыми решетками спрятан 100мм вентилятор, направлен на вдув, дефлекторы наклонены вниз
На лицевой стороне находится циклограмма для подробной настройки процесса сварки, для управления используются несколько кнопок и энкодер, в самом низу разместили коннекторы для подключения силовой части, а так же разъемы для канала подачи газа и электроники горелки
Провода толстые, на питание идет кабель с тремя проводами по 4мм2 каждый
Провода массы и электрододержателя по 25мм2, толще я пока не встречал
Трубка подачи газа армированная, диаметр 8х12мм, в комплекте имеется пара металлических хомутов
Горелка в отдельном запаянном пакете
Длина рукава 4 метра, довольно гибкий, рукоять удобная
В верхней части есть несколько элементов управления, отвечающих за пуск, продувку газа и корректировку тока
При желании можно снять заглушку без использования дополнительных инструментов
И заменить блок управления на другой, размер у него стандартный
В отдельном пакетике можно найти дополнительные цанги на 2.4 и 3.2мм, длинный колпачок и керамические сопла
В горелке уже стоит цанга 2мм
Нужно только вставить в нее электрод и затянуть длинный колпачок, я купил десяток WL-20 диаметром 2мм
Сборка окончена, горелка готова к работе
Настройка параметров
Для перехода по пунктам циклограммы используется крайняя левая кнопка, значения корректируются энкодером.
Первый пункт это время продувки газом перед дугообразованием, регулируется в диапазоне от 0 до 3 секунд с шагом 0.1. Позволяет вытеснить обычный воздух из горелки, если этого не сделать, во время пуска электрод будет быстро деградировать, да и поверхность заготовки испортить можно, особенно если после подключения трубки не была сделана принудительная продувка
Начальный ток, регулируется в диапазоне 10-200А. Он может быть как меньше, так и больше пикового по ситуации, это позволяет как начать аккуратный прогрев поверхности, так и быстро сформировать сварочную ванну
Время нарастания тока до пикового значения корректируется от 0 до 60 секунд
Пиковый ток
После того как пользователь отпустит кнопку, процесс сварки не может завершится моментально. Точнее может, но результат получится не очень хорошим. Чтобы завершить шов без образования кратера, ток должен снижаться постепенно, так что запускается обратная пуску последовательность, задается время снижения тока
Конечное значение настраивается в диапазоне от 5 до 200А
Ну и финальная продувка, которая оберегает еще не остывший шов и вольфрам от окисления
Над потенциометром есть кнопка переключения режимов работы, следующим рассмотрим DC Pulse
В циклограмме при активируется дополнительный пункт базовый ток
И еще два пункта под ней, один отвечает за баланс перехода от одного значения к другому. Корректируется в диапазоне от 10 до 90%, по умолчанию 50%, это значит, что во время одного цикла будет выделены равные периоды работы с базовым и пиковым током
Второй отвечает за частоту, она изменяется в диапазоне от 0.5 до 200Гц
Чуть правее есть еще одна кнопка смены режима сварки, 2Т это классический тип, пользователь нажал кнопку, процесс начался, отпустил и процесс завершился. При 4Т кнопку удерживать не нужно, для окончания работы нужно нажать ее повторно. В режиме Spot активируется дополнительный пункт, позволяющий выбрать время импульса от 0.1 до 10 секунд, а на циклограмме можно выбрать только пиковый ток и время предварительного наддува
Ну и последний режим ММА, в нем можно выставить ток от 10 до 170А
Откорректировать форсирование дуги в диапазоне 0-170А, на это значение будет подниматься ток при затухании дуги, тем самым предотвращая залипание электрода
И задать значение горячего старта от 0.01 до 1, скорее всего это соотношение к максимальному току. Данная опция позволяет проще разжечь дугу на загрязненной поверхности
Начал с ММА как с самого распространенного типа сварки, минимальный ток составляет всего 10 Ампер, остальные параметры оставил по умолчанию: форсирование 50, горячий старт 0.1, электрод 2мм, лист металла так же 3мм.
Дуги практически нет, поверхность не разогревается, так что ванна не расплывается по поверхности, расплавленный электрод просто прикипает каплями, для двойки 10А явно мало, но тем не менее залипания происходили реже, чем я предполагал
20 Ампер, дуга появилась, начался прогрев поверхности, так что можно аккуратно работать
30 Ампер, дуга стала увереннее, попробовал макнуть электрод, форсирование не спасло
При 40 Амперах аппарат уже прощает неопытность сварщику, касание поверхности не гасит дугу
На 60А электрод заканчивается быстро
Перешел на 3мм, процесс медленно, но верно идет, при желании можно упереть электрод в заготовку
При 70А уже можно комфортно работать
А вот при 90А уже лучше не зевать, ну или подкрутить форсирование
Тот же ток, но уже с быстрым проходом
170А для 3мм заготовки и электрода уже явно многовато
Вот как выглядит дисплей во время работы, тут видны скачки при форсировании и сброс при залипании
Вот результат мучений железяки
После очистки шлака
Тут можно оценить высоту и равномерность шва
Ну и обратная сторона
Думаю с ММА вопросов остаться не должно, это довольно распространенный вид сварки, так что перейдем к TIG.
Поджиг тут высокочастотный, что на данный момент является самым удобным методом возбуждения дуги, т.к. электрод не касается заготовки. После нажатия на кнопку старта из корпуса будет слышан треск, не пугаемся, это разрядник. Подносим иглу к заготовке, разрядник умолкает, появляется слабая дуга, стоит поднести еще ближе и… «ГЛАЗА!»©. Без подключения газа лучше не проверять, т.к. вольфраму это совсем не нравится

Так как данная модель не умеет работать с переменным током, варить алюминий ей не положено, сейчас наглядно покажу почему.
Возьмем корпус вентилятора, это однозначно не чистый алюминий, но цель не сделать красивый шов, а показать почему постоянный ток не очень подходит для работы с этим материалом
Ток 50А, прямая полярность. Дуга разжигается, но даже на гифке видно образование оксида. Края прогрелись, даже пруток размазало, но качество шва далеко от идеала и прочность соединения будет под большим вопросом
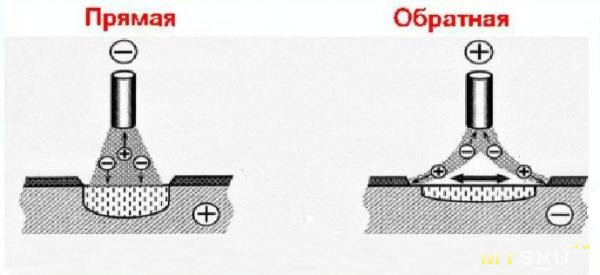
При переменном токе полярность меняется с большой частотой, прямая прогревает заготовку, а обратная разрушает оксидную пленку. Хм, так значит можно перекинуть полярность и снимать себе оксид на здоровье, вот только дуга в этом случае меняет свое направление и начинает больше греть иглу, а не обрабатываемую поверхность
Так что при той же силе тока вольфрамовый электрод уничтожается за пару секунд, вылетая в виде искр

Даже керамическое сопло оплавило, кончик электрода видно аж у цанги
Заточил электрод, снизил ток до 35А, стало не так страшно

Видно, что в месте воздействия дуги поверхность очистилась, но прогрелась недостаточно и шарик припоя не растекся по ней. Так что обратной полярностью пользоваться можно, но только на небольших токах, а значит и толщина свариваемых деталей будет сильно ограничена, да и электроды придется менять чаще

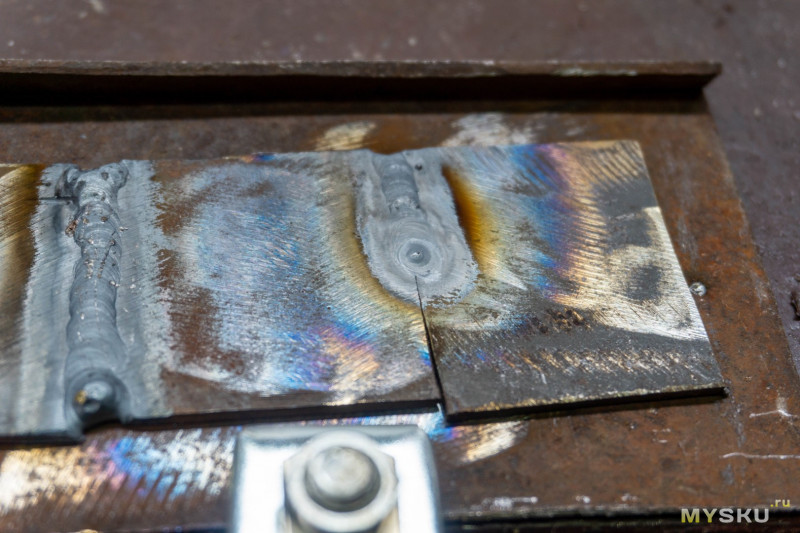
Переходим к железякам, с которыми эта модель может работать без проблем. Чтобы не затягивать материал, я не буду вдаваться в детали процесса, в сети хватает информации под каким углом держать горелку, как подобрать правильный ток, какой должен быть расход газа для той или иной оснастки и материала, мы тут просто смотрим насколько адекватно оборудование реагирует на наши действия. Нарезал пластинок толщиной 2мм, присадочный пруток использовал ER70S-6, аналог СВ-08ГС диаметром 1.6мм
Для начала выставил ток 20А, для нормального прогрева стыка пришлось поднять его до 40А
Затем до 50А, ванна сформировалась, можно подавать пруток
Для эксперимента плавно поднял ток до 80А, область прогрева заметно увеличилась
Снизил до 70А, при таком значении и процесс идет быстро и перегрева нет
По внешнему виду шва не очень понятно с каким током был проход
А вот с обратной стороны можно заметить разные цвета побежалости
Кончик иглы практически не потерял форму
Так же проверил режим DC Pulse, пиковый ток 70А, базовый 35А, баланс 50%, частота 3 Гц. Годная штука, главное поймать ритм и перетаскивать каплю припоя в момент перехода, при этом контролировать процесс становится гораздо удобнее, так что я бы только в «пульсе» и работал
Результат мне понравился, валик получился гораздо меньше, чем при первой попытке
Ну и очень было интересно как себя покажет режим Spot, ведь он редко встречается в бюджетных моделях, а значит исполнение может быть далеко от идеала. Оставил ток на тех же 70А, но время импульса поднял до 1/2с
Вот что получилось, шов тут практически не выступает над поверхностью, но в конце края оплавились и собрались в приличного размера уголок, так что углы нужно обрабатывать отдельно на малых токах
Если уменьшить время импульса до 1/10с, пластину не прогревает полностью, хотя точки выглядят прикольно
Но еще интереснее смотрится результат на нержавейке, ток 20А, импульс 1/10с. Только кратеры в центре не понравились, они появляются не из-за касания иглы, а из-за резкого перепада мощности дуги, для этого и придумано затухание в обычном режиме. Так то их можно перекрывать, ставя следующую точку ближе к центру предыдущей, но это будет долго, так же кратеры не образуются при минимальном токе, но пятно контакта получается очень мелкое, хотя стык тонкой нержавейки таким образом можно заварить, долго, но выполнимо )
С обратной стороны нержавейку в процессе сварки продувают аргоном или обрабатывают антикором после
При 30 и 50А размер точки заметно увеличивается, но металл явно перегревает
Говорят, что опытные сварщики могут многое сказать о сварочном аппарате только услышав звук дуги, так что смонтировал небольшое видео из кусков, которые использовал для гифок
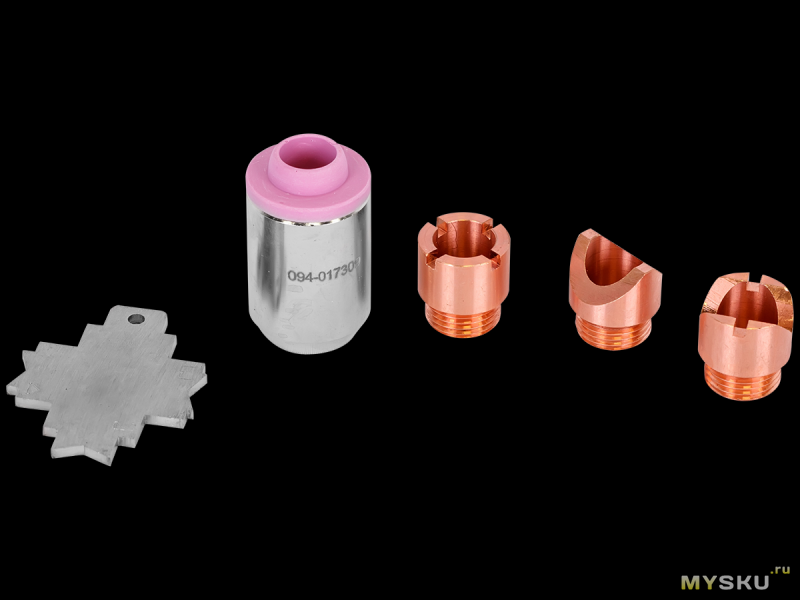
Еще нашел вот такие наборы под стандартную горелку для точечной сварки стенок внахлест
Вот небольшое видео с демонстрацией работы данного комплекта
Плата со стороны боковой стенки прикрыта прозрачным листом диэлектрика, флюс смыт
Силовая часть отделена от платы контроллера и управления
Провод заземления имеется, выключатель четырехконтактный, полностью разрывает цепь
Три конденсатора спрятаны под радиаторами, разглядел только напряжение 400В, по размеру похоже на 470мкФ
На крупном радиаторе yаходится датчик температуры и два транзистора 60N65
Думал на мелком рядом будут диоды, но там тоже оказался аналогичный
С обратной стороны радиаторы дублируются, но вверху на отдельной мелкой платке к нижнему прикручены еще три дополнительных элемента, это наверное и есть диоды, но маркировку рассмотреть не смог, т.к. добраться к ним было проблемно, все разъемы на герметике. Так что получается используется 6 транзисторов и 3 диода, но это не точно.
На выходе нашел разрядник, который жужжит когда игла далеко от заготовки
Жужжит страшно, так что желание проверять как «бьется» горелка если прикоснуться к ней пальцем, пропало
На время публикации обзора магазин выделил купон на $24, который берется на странице акций, ценник получится ниже, чем во время распродажи 27 июня
Ну что могу сказать, TIG оказался не так страшен как многие рассказывали, мои действия поначалу контролировал человек с опытом работы, но понять принцип было проще, чем рассчитывал. Я бы сравнил данный вид сварки с пайкой феном(или ацетиленовой горелкой), только вместо потока воздуха тут маленькая, но очень горячая электрическая дуга. Видна ее форма и площадь, которую она нагревает. Добавляешь ток пока поверхность не начнет смачиваться небольшой лужицей расплавленного металла(припоя), которая следует за дугой и потихоньку тянешь её в нужном направлении не давая застывать. Если есть зазор или нужен валик на поверхности для дополнительной прочности/жесткости, в процессе нужно добавлять присадочный пруток. В режиме пульсации контролировать ситуацию еще проще, т.к. дуга периодически ослабевает, не допуская перегрева заготовки, но ванна при этом держится хорошо. Так странно называть эту маленькую капельку ванной после ММА сварки, где реально формируется большое пятно расплавленного металла.
Инициализация дуги происходит бесконтактным методом, а настройка процесса сварки осуществляется с помощью полноценной циклограммы, что редкость для моделей данной ценовой категории. Вот, к примеру, самый дешевый TIG в местном онлайне стоит $250, из настроек только ток, продолжительность подачи газа до/после дугообразования и переключатель в режим ММА, увеличивающий ток на выходе
Что-то похожее обойдется уже в $500+
Режим точечной сварки стыков без внесения присадки вызвал интерес, жаль, что аргон уже заканчивался к тому моменту и игла начала деградировать во время дугообразования. Понравилась не экономия присадочных прутков, а в состояние шва, который даже обрабатывать не нужно, обязательно поиграюсь с ним после заправки баллона. Беда в том, что на обмен у нас предлагают только баллоны на 40 литров, а всё что меньше(в моем случае 20 литров) возят раз в месяц на заправку, так что вряд ли успею дополнить эту часть обзора до публикации, но может поделюсь в будущих. Так же посматривал на насадки для точечной сварки металла внахлёст, которые позволяют создать более высокую в небольшой области и проплавить двойную стенку.
К ММА вопросов нет, варит, дополнительно настраивается форсирование и горячий старт, чего лишены многие модели среднего ценового диапазона, при 98А ПН(продолжительность нагрузки) составляет 60%, так что мощности вполне хватит для работы с электродами до 3мм. Кстати, впервые вижу минимальный ток 10А, жаль, что не нашел у нас в продаже 1мм электродов, интересно было бы «кузовщину» ими помучить вместо полуавтомата или TIGа там, где не нужна особая аккуратность.
Так же запомнились толстенные силовые провода и питания, имеется заземляющий провод, а четырехконтактная кнопка выключения разрывает всю цепь. Вроде мелочи, а видно, что не пытались максимально сэкономить на комплектующих, при этом ценник остался довольно гуманным.
Данный магазин имеет один склад с HZXVOGEN Official Store, у которых сварочные аппараты и принадлежности к ним расходятся довольно быстро, а склад общий, так что я буду стараться указывать фактические остатки во время публикации и периодически обновлять данные, т.к. в прошлый раз были жалобы на длительное ожидание после того как всё закончилось в RU складе.
В данный момент осталось: 275 штук
Читайте также: