Конденсатор для сварочного аппарата
Обновлено: 12.05.2024
Во время работы сварочного, появляется реактивный ток, а фаза тока начинает отставать от фазы напряжения (смещение фаз). Причина - индуктивный характер нагрузки.
Установка конденсатора, по идее, должна скомпенсировать реактивный ток и вернуть фазы на место.
Нагрузка у Вас- то есть, то нет. Значит и реактивные ток, то - есть, то-нет. А, значит, подключив конденсаторы, Вы получаете перекомпенсацию (в момент отсутствия нагрузки). У Вас фаза тока начинает опережать фазу напряжения. В итоге - тот же реактивный ток, но по другой причине! Причем, учитывая, что сварочник больше простаивает, Вы получаете убытки (в виде потерь мощности на проводах от прохождения реактивного тока.
Если у Вас 20 сварочников, тогда оправдана установка конденсаторов расчитанная: 200мКф х 20 шт х К спроса (К спроса сварочника может быть не более 20-30%, я, так, думаю).
Правильное решение - установка автоматического анализатора косинуса фи с подключением батареи конденсаторов разной емкости с помощью электронных ключей (электронное реле) .
Т.Е. нужен онлайн автоподбор емкости конденсаторов. Такая штука дороже бюджетного сварочника, однозначно!
LLsvet, Единственный плюс от этого -не так соседей замучаешь миганием света.
Это не связано никак! Ну, или не, так, сильно.
Чтобы у соседей не мигало, надо увеличивать сечение кабеля до точки (сверху), где вы с соседом оба подключены.
Прикрепленные изображения
Это не связано никак! Ну, или не, так, сильно.
Чтобы у соседей не мигало, надо увеличивать сечение кабеля до точки (сверху), где вы с соседом оба подключены.
Пробовал у меня братан как-то такое.Реально меньше перепады напруги.
Но это было давно.Теперь все с инверторами)))))
фазу из сети, ноль от батареи
Пробовал у меня братан как-то такое.Реально меньше перепады напруги.
Но это было давно.Теперь все с инверторами)))))
функционал шире, удобство в работе больше, легче носить . Да только плюсы.
А трансформатор на ЦВЕТМЕТ - тоже плюсы одни - тортик на халявку.
зарабатываем и получаем удовольствие от процесса.
Из "плюсов" : Мигание света уменьшилось и потребляемый ток уменьшился.
Из "минусов" : Карману вредно.
Планирую подключать их через переключатель- когда надо включил, когда надо отключил.
Вопрос знающим: кто знает, сколько Квар выдерживают эти конденсаторы ?
им пофиг квар, рабочее напряжение надо повыше, что бы не пробило , при отключении катушки от сети в ней напряжение подскакивает от самоидукции, по аналогии с трубопроводом резкое повышение давления при гидроударе- все тонкое вхлам. Опять же сами кондеры как демпферы и выступают, гасят это напряжение, по идее с ними при подключении-отключении провода меньше искрить должны, в основном при отключении.
им пофиг квар, рабочее напряжение надо повыше, что бы не пробило , при отключении катушки от сети в ней напряжение подскакивает от самоидукции, по аналогии с трубопроводом резкое повышение давления при гидроударе- все тонкое вхлам. Опять же сами кондеры как демпферы и выступают, гасят это напряжение, по идее с ними при подключении-отключении провода меньше искрить должны, в основном при отключении.
Напряжение выбрал на 1000 вольт, чтоб в будущем на 380 вольт можно было без страха подключать. Только вот, выводы-ножки какие-то нежные. Выдержат ли эти ножки 10-12 ампер(когда подключу к 380 вольт, наверняка ток при холостом ходе будет 10-12 ампер на каждый конденсатор ).
Неплохо, бы сопротивление паралельно кондеру. Чтоб разряжать в отключенном состоянии.
Неприятно будет, если остаточный заряд + 220В попадет при включении на -220в - это КЗ на 440В!
По идее он параллельно катушке стоит, через неё и разрядится.
Посмотрите внимательно на схему.
На малой мощности - необязательно (до 1- 2 кВар), а, дальше - проблемы Ваши, если на мгновение мигнет свет!
Что конденсатор, что индуктивность -это не просто железяка, подключенная к батарейке. В цепи переменного тока, и, то, и другое -накопители энергии, которая вылетает оттуда с огромной силой. Вас, не било током от трамлера в москвиче? Жаль, что нет. хорошо вбивает физику в голову на всю жизнь.
Итак, мигнул свет. Кондер сохранил в себе энергию на момент выключения со знаком "+". Энергия не ушла, и, чем она больше, тем больше время саморазряда. В сети 50Гц. Через 0,25 сек свет вернулся, но на момент подачи может, как на зло, пришел со знаком "-". Вот, оно, СОБЫТИЕ!, которое позволит Вам восполнить недостатки образовании по физике.
P.S. Сопротивление подбирается для разряда за время 0,5-1 сек.
В цепи переменного тока, и, то, и другое -накопители энергии, которая вылетает оттуда с огромной силой. Вас, не било током от трамлера в москвиче? Жаль, что нет. хорошо вбивает физику в голову на всю жизнь.
Я вас уверяю,что в цепи постоянного тока они больше накопипители энергии, чем в цепи переменного тока. В сети пременного тока всегда существует вероятность того, чо размыкание произойдет в тот момент, когда энергия реактивного сопротивления равна 0. С постоянкой так не будет. Хотите прочитать мне лекцию про потокосцепление? Прослушаю с удовольствием, как и многие здесь. Но я сомневаюсь, что осилите, потому как словово
пишется с двумя " л" . Читая внимательно физику этого нельзя не заметить. А читая внимателбно тему можно понять, что емкость стоит параллельно индуктивности и при снятии напряжения через неё же и разрядится. Хлопало вас немало видать, и не по детски. Ну да, электрики не соперы, первый раз взет.
Так-как я эти конденсаторы буду подключать через переключатель- буду подключать при надобности- то, без разрядного резистора не обойтись.
Была бы схема на симисторе, которая подключала и отключала бы конденсаторы при прохождении синусоиды напряжения через ноль. Хотя бы подключение осуществить при прохождении через ноль, а разрядку можно и резистором ( или первичной обмоткой какого-либо маломощного трансформатора ).
Вообще, как я помню, угол сдвига между током и напряжением зависит исключительно от соотношения индуктивной и емкостной нагрузок. От того варит аппарат или нет он не зависит. Если ваш аппарат не потребляет (не гоняет) ток на хх, логично предположить, что там в схеме конденсаторы уже стоят, а ваши лишние. Нужно конденсатор в цепь воткнуть без ничего и измерить ток, если он будет 12 А как на видео, то однозначно он там не нужен, или он слишком большой из-за ошибки в расчетах. Смысл в том, что на хх не выполняя полезной (активной) работы сварочник перегоняет ток туда и обратно прогревая себя, провода и питающий трансорматор. Именно в этот момент и должен работать конденсатор. А когда горит дуга (сравнительно короткий промежуток времени) потери от реактивных сопротивлений пренебрежимо малы и ничтожны по сравнению с её мощностью.
Т.е. Ток от напряжения отстает не во время работы сварочника, а всегда, конкретно на 90 градусов поэтому мощност на хх
Q = I*U*cos 90 = I*U *0 = 0 . при люббых токах и напряжениях полезная мощность равна нулю. Когда дуга загорается, как раз таки фи становится отличным от 90 и cos фи не равен нулю. Активная мощность идет на разогрев дуги. Но фи никогда не будет равен нулю, а его косинус единице, если индуктивность не компенсируется емкостью и кстати наоборот.
Не мучайте свой сварочник и не думайте, что его конструировали недоумки. Недоумки ничего сконструировать не могут. (мы на форумах сидим))))
Я вас уверяю,что в цепи постоянного тока они больше накопипители энергии, чем в цепи переменного тока. В сети пременного тока всегда существует вероятность того, чо размыкание произойдет в тот момент, когда энергия реактивного сопротивления равна 0. С постоянкой так не будет. Хотите прочитать мне лекцию про потокосцепление? Прослушаю с удовольствием, как и многие здесь. Но я сомневаюсь, что осилите, потому как словово
пишется с двумя " л" . Читая внимательно физику этого нельзя не заметить. А читая внимателбно тему можно понять, что емкость стоит параллельно индуктивности и при снятии напряжения через неё же и разрядится. Хлопало вас немало видать, и не по детски. Ну да, электрики не соперы, первый раз взет.Я тоже так подумал, но возможно там предусмотрено авт отключение транса. Что, за аппарат? Надо посмотреть схему.
Электролитические конденсаторы в сварочных инверторах

Алюминиевые электролитические конденсаторы – один из главных элементов, обеспечивающих стабильность работы высокочастотных инверторов сварочных аппаратов. Надежные высококачественные конденсаторы для этого вида применения производят компании Hitachi, Samwha, Yageo.
В первых устройствах, использовавших метод электродуговой сварки, применялись регулируемые трансформаторы переменного тока. Трансформаторные сварочные аппараты наиболее популярны и применяются по сей день. Они надежны, просты в обслуживании, однако имеют ряд недостатков: большой вес, высокое содержание цветных металлов в обмотках трансформатора, малую степень автоматизации процесса сварки. Преодолеть эти недостатки возможно при переходе на более высокие частоты тока и уменьшении размеров выходного трансформатора. Идея уменьшить размер трансформатора за счет перехода от частоты электросети 50 Гц на более высокую родилась еще в 40-е годы XX века. Тогда это делали с помощью электромагнитных преобразователей-вибраторов. В 1950 году для этих целей стали использовать электронные лампы – тиратроны. Однако в сварочной технике использовать их было нежелательно по причине низкого КПД и невысокой надежности. Широкое внедрение полупроводниковых приборов в начале 60-х годов привело к активному развитию сварочных инверторов, сперва – на тиристорной основе, а затем – на транзисторной. Разработанные в начале XXI века биполярные транзисторы с изолированным затвором (IGBT-транзисторы) дали новый импульс развитию инверторных аппаратов. Они могут работать на ультразвуковых частотах, что позволяет значительно уменьшить размеры трансформатора и массу аппарата в целом.
Упрощенно структурную схему инвертора можно представить из трех блоков (рисунок 1). На входе стоит бестрансформаторный выпрямитель с параллельно подключенной емкостью, позволяющей поднять напряжение постоянного тока до 300 В. Инверторный блок производит преобразование постоянного тока в переменный высокочастотный. Частота преобразования доходит до десятков килогерц. В состав блока входит высокочастотный импульсный трансформатор, в котором происходит понижение напряжения. Данный блок может изготавливаться в двух вариантах – с использованием однотактных или двухтактных импульсов. В обоих случаях транзисторный блок работает в ключевом режиме с возможностью регулировки времени включения, что позволяет регулировать ток нагрузки. Выходной выпрямительный блок преобразует переменный ток после инвертора в постоянный ток сварки [1].

Рис. 1. Упрощенная структурная схема сварочного инвертора
Принцип работы сварочного инвертора заключается в поэтапном преобразовании сетевого напряжения. Вначале сетевое переменное напряжение повышается и выпрямляется в предварительном блоке выпрямления. Постоянное напряжение питает высокочастотный генератор на IGBT-транзисторах в инверторном блоке. Высокочастотное переменное напряжение преобразовывается в более низкое с помощью трансформатора и подается на выходной выпрямительный блок. С выхода выпрямителя ток уже можно подавать на сварочный электрод. Ток электрода регулируется схемотехнически путем контроля глубины отрицательной обратной связи. С развитием микропроцессорной техники начали производство инверторных полуавтоматов, способных самостоятельно выбирать режим работы и осуществлять такие функции как «антизалипание», высокочастотное возбуждение дуги, удержание дуги и другие.
Алюминиевые электролитические конденсаторы в сварочных инверторах
Основные компонентные составляющие сварочных инверторов – это полупроводниковые компоненты, понижающий трансформатор и конденсаторы. Сегодня качество полупроводниковых компонентов столь высоко, что при правильной их эксплуатации проблем не возникает. Ввиду того, что устройство работает на высоких частотах и достаточно больших токах, особое внимание следует уделить стабильности работы аппарата – от нее напрямую зависит качество производимых сварочных работ. Наиболее критичными компонентами в данном контексте являются электролитические конденсаторы, от качества которых сильно зависит надежность аппарата и уровень вносимых в электрическую сеть помех.
Наиболее распространенными являются алюминиевые электролитические конденсаторы. Они лучше всего подходят для использования в первичном источнике сетевого ИП. Электролитические конденсаторы имеют высокую емкость, большое номинальное напряжение, малые габариты, и способны работать на звуковых частотах. Такие характеристики относятся к несомненным достоинствам алюминиевых электролитов.
Все алюминиевые электролитические конденсаторы представляют собой последовательно наложенные слои алюминиевой фольги (анод конденсатора), бумажной прокладки, еще одного слоя алюминиевой фольги (катод конденсатора) и еще одного слоя бумаги. Все это сворачивается в рулон и помещается в герметичный контейнер. От анодного и катодного слоев выводятся проводники для включения в цепь. Также алюминиевые слои дополнительно протравливают с целью увеличения площади их поверхности и, соответственно, емкости конденсатора. При этом емкость высоковольтных конденсаторов возрастает примерно в 20 раз, а низковольтных – в 100. Помимо этого вся данная конструкция обрабатывается химическими веществами для достижения требуемых параметров.
Электролитические конденсаторы имеют достаточно непростую структуру, что обуславливает сложность их изготовления и эксплуатации. Характеристики конденсаторов могут сильно меняться при разных режимах работы и климатических условиях эксплуатации. С ростом частоты и температуры снижается емкость конденсатора и ЭПС. При снижении температуры емкость также падает, а ЭПС может возрастать до 100 раз, что, в свою очередь, снижает предельно допустимый ток пульсаций конденсатора. Надежность импульсных и входных сетевых фильтрующих конденсаторов, в первую очередь, зависит от их предельно допустимого тока пульсаций. Протекающие токи пульсаций способны разогревать конденсатор, что служит причиной его раннего выхода из строя.
В инверторах основные назначения электролитических конденсаторов – повышение напряжения во входном выпрямителе и сглаживание возможных пульсаций.
Значительные проблемы в работе инверторов создают большие токи через транзисторы, высокие требования к форме управляющих импульсов, что подразумевает использование мощных драйверов для управления силовыми ключами, высокие требования к монтажу силовых цепей, большие импульсные токи. Все это в значительной степени зависит от добротности конденсаторов входного фильтра, поэтому для инверторных сварочных аппаратов нужно особо тщательно подбирать параметры электролитических конденсаторов. Таким образом, в предварительном блоке выпрямления сварочного инвертора наиболее критичным элементом является фильтрующий электролитический конденсатор, установленный после диодного моста. Рекомендовано устанавливать конденсатор в непосредственной близости к IGBT и диодам, что позволяет устранить влияние индуктивности проводов, соединяющих устройство с источником питания, на работу инвертора. Также установка конденсаторов рядом с потребителями уменьшает внутреннее сопротивление переменному току источника питания, что предотвращает возбуждение усилительных каскадов.
В продаже есть емкости, к примеру, на 1500 и 2200 мкФ, но, как правило, вместо одного используют батарею конденсаторов – несколько компонентов одинаковой емкости, включенных параллельно. Благодаря параллельному включению уменьшаются внутренние сопротивление и индуктивность, что улучшает фильтрацию напряжения. Также в начале заряда через конденсаторы протекает очень большой зарядный ток, близкий к току короткого замыкания. Параллельное включение позволяет уменьшить ток, протекающий через каждый конденсатор в отдельности, что увеличивает срок эксплуатации.
Выбор электролитов от Hitachi, Samwha, Yageo
На рынке электроники сегодня можно найти большое количество подходящих конденсаторов от известных и малоизвестных производителей. При выборе оборудования не следует забывать, что при схожих параметрах конденсаторы очень сильно отличаются качеством и надежностью. Наиболее хорошо себя зарекомендовала продукция от таких всемирно известных производителей высококачественных алюминиевых конденсаторов, как Hitachi, Samwha и Yageo. Компании активно разрабатывают новые технологии производства конденсаторов, поэтому их продукция обладает лучшими характеристиками по сравнению с продукцией конкурентов.
Алюминиевые электролитические конденсаторы выпускаются в нескольких форм-факторах:
- для монтажа на печатную плату;
- с усиленными выводами-защелками (Snap-In);
- с болтовыми выводами (Screw Terminal).
В таблицах 1, 2 и 3 представлены серии вышеуказанных производителей, наиболее оптимальные для использования в предварительном блоке выпрямления, а их внешний вид показан на рисунках 2, 3 и 4 соответственно. Приведенные серии имеют максимальный срок службы (в рамках семейства конкретного производителя) и расширенный температурный диапазон.
Таблица 1. Электролитические конденсаторы производства Yageo
Таблица 2. Электролитические конденсаторы производства Samwha
Таблица 3. Электролитические конденсаторы производства Hitachi
Как видно из таблиц 1, 2 и 3, номенклатурная база достаточно широка, и пользователь имеет возможность собрать конденсаторную батарею, параметры которой в полной мере обеспечат требования будущего сварочного инвертора. Наиболее надежными представляются конденсаторы компании Hitachi с гарантированным сроком эксплуатации до 12000 часов, в то время как у конкурентов данный параметр составляет до 10000 часов в конденсаторах Samwha серии JY и до 5000 часов в конденсаторах Yageo серий LC, NF, NH. Правда, этот параметр не указывает на гарантированный выход конденсатора из строя по истечении указанного строка. Здесь имеется в виду только время использования при максимальной нагрузке и температуре. При использовании в меньшем диапазоне температур срок эксплуатации, соответственно, возрастет. По истечении указанного строка возможно также уменьшение емкости на 10% и увеличение потерь на 10…13% при работе на максимальной температуре.

Рис. 2. Электролитические конденсаторы Yageo

Рис. 3. Электролитические конденсаторы Samwha

Рис. 4. Электролитические конденсаторы Hitachi
Примечательно, что в каждой серии можно найти различную конфигурацию выводов конденсатора – с усиленными выводами-защелками или болтовыми выводами. Болтовые выводы дают гарантированную надежность сборки, а конденсаторы с выводами-защелками к надежности добавляют еще и простоту монтажа на печатную плату.
Заключение
Рассмотренные высококачественные алюминиевые электролитические конденсаторы производства компаний Hitachi, Samwha и Yageo позволяют решить практически любую задачу разработки высокочастотного сварочного инверторного аппарата. Отличительной особенностью представленных конденсаторов является их разработка в соответствии с требованиями RoHS (Директива об ограничении использования некоторых вредных веществ в электрическом и электронном оборудовании) и прочими экологическими нормами. За консультацией по применению, а также по вопросу приобретения конденсаторов производства всех трех компаний можно обратиться к их дистрибьютору – компании КОМПЭЛ.
Контактная сварка с помощью одного суперконденсатора
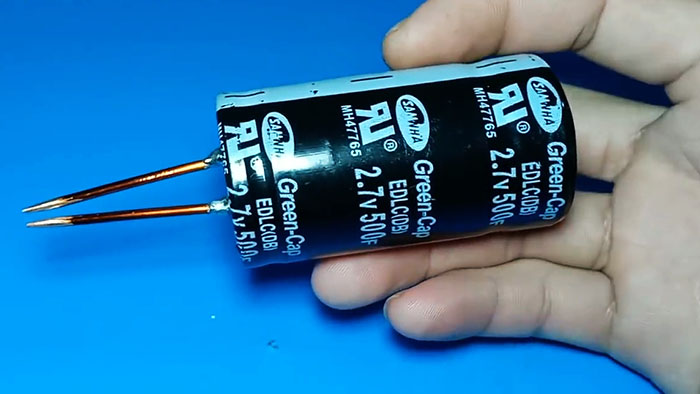
Наверняка, при работе с аккумуляторами по их замене, вам требовалась контактная сварка. Так как литии-ионные батареи очень нежелательно паять обычным припоем, есть опасность перегрева. Покупать или мастерить дорогостоящее оборудование для двух-трех случаев точно не выгодно и затратно. А вот такой аппарат для контактной сварки доступен абсолютно каждому. Ведь он по сути состоит всего из одной детали, под названием - суперконденсатор.
Это почти такой же конденсатор, только высокой емкости. Обладающий всеми теми же плюсами, что и обычный конденсатор.

Понадобится
- .
- Толстая проволока, сечением не менее 2 кв. мм.
Изготовление простейшего аппарата для контактной сварки из суперконденсатора
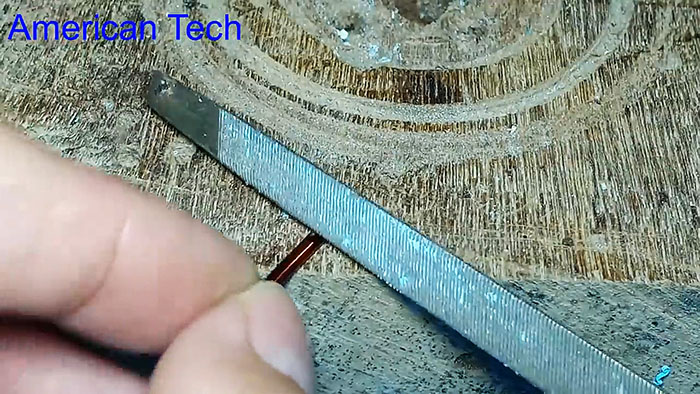
Выпрямляем их кусачкам или плоскогубцами, чтобы они были очень ровные. Теперь с одной стороны у каждого отрезка напильником зачищаем край, снимая лаковую изоляцию.



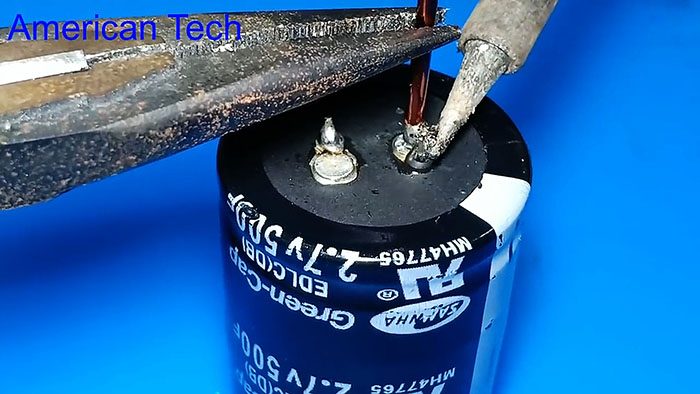

Напряжение не должно превышать 2,7 В. Хотя, как видите на фото, у меня оно больше на одну десятую. Это конечно не критично, но лучше не рисковать.

Контактная сварка
Теперь разберемся как сваривать. Поскольку наш аппарат до невозможности простой, он не может регулировать длину импульсов. Вся задача тем самым ложится на вас. Поэтому выдержку придется делать интуитивно.
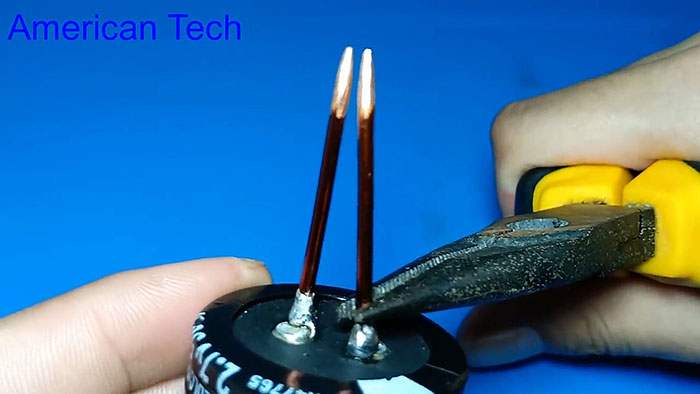
Вот пример, как припаять металлическую полоску к батарейке. Кладем полоску на батарейку. Теперь подносим контакты аппарата и тем самым быстро замыкаем его.
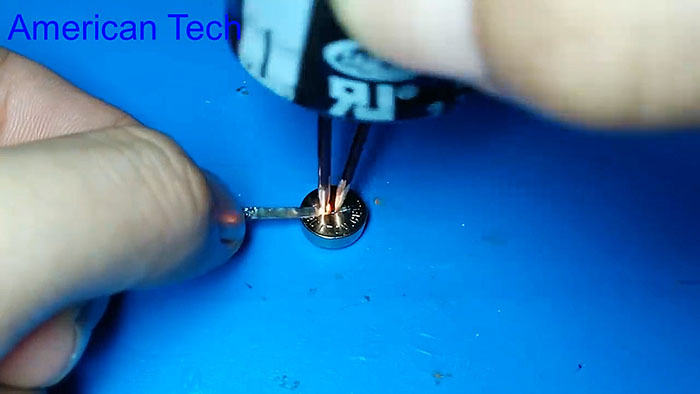




Все надежно и точно не отвалится. Главный упор делайте на тренировки, а дальше все пойдет как по маслу. Одной зарядки ионистора хватит на десяток таких сварок.
Смотрите видео
Простой аппарат для точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.







То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.


Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.







Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
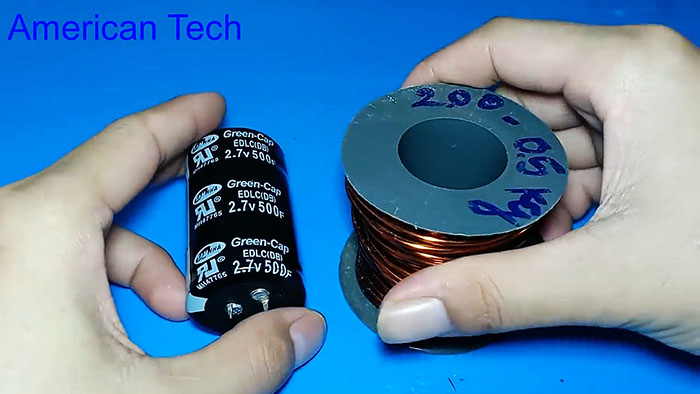
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
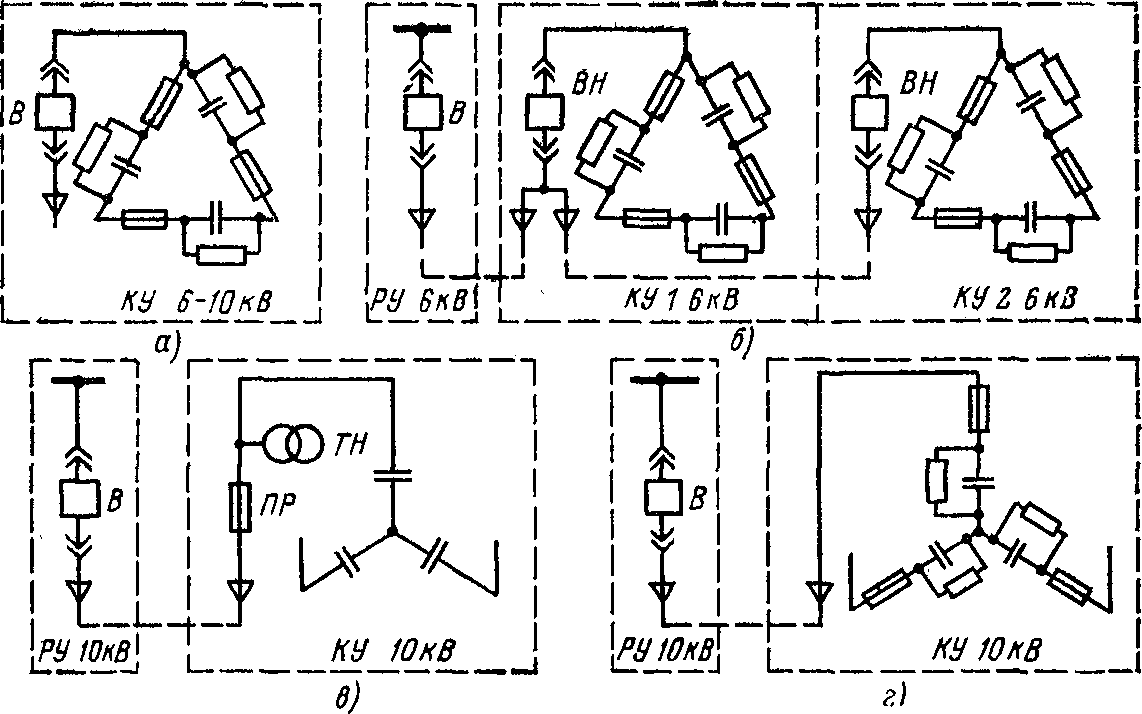
Схема и принцип работы самодельной конденсаторной сварки

Виды сварки
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.

Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.

Температура сварки различных материалов.
Выполнения данного задания требует от мастера следующего:
- найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
- уяснить механизм работы устройства;
- подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
- ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
- на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
- в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.
Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
- Контактная сварка.
Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей. - Ударная технология.
Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с; - Точечная техника.
При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого шва потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке

Схема конденсаторной сварки.
Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
- Первичная обмотка проводится через выпрямитель, представленный диодным мостом.
Затем она подключается к источнику напряжения. - Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска.
Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку. - Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.
Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
- нажатие пусковой кнопки, запускающей временное реле;
- включение трансформатора при помощи тиристоров, после реле отключается;
- использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.

Электрическая схема конденсаторной сварки.
Соблюдение следующих условий позволит получить действительно качественный результат работы:
- обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
- позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
- разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
- диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
- тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.
На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной работы со сварным аппаратом, которые предполагают следующие пункты:
- для защиты глаз от искр от сварного аппарата надевают специальную маску;
- обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
- на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных электродов. В большинстве случаев фиксация обоих стержней осуществляется вручную.

Схема конденсаторной сварки ударного типа.
Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга. Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
- конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
- трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
- первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
- вторичная обмотка из десяти обмоток медной шины;
- пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.
На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.

Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне контактной сварки металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Читайте также: