Конденсаторный аппарат точечной сварки
Обновлено: 24.04.2024

Виды сварки
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.

Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.

Температура сварки различных материалов.
Выполнения данного задания требует от мастера следующего:
- найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
- уяснить механизм работы устройства;
- подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
- ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
- на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
- в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.
Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
- Контактная сварка.
Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей. - Ударная технология.
Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с; - Точечная техника.
При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого шва потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке

Схема конденсаторной сварки.
Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
- Первичная обмотка проводится через выпрямитель, представленный диодным мостом.
Затем она подключается к источнику напряжения. - Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска.
Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку. - Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.
Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
- нажатие пусковой кнопки, запускающей временное реле;
- включение трансформатора при помощи тиристоров, после реле отключается;
- использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.

Электрическая схема конденсаторной сварки.
Соблюдение следующих условий позволит получить действительно качественный результат работы:
- обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
- позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
- разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
- диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
- тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.
На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной работы со сварным аппаратом, которые предполагают следующие пункты:
- для защиты глаз от искр от сварного аппарата надевают специальную маску;
- обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
- на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных электродов. В большинстве случаев фиксация обоих стержней осуществляется вручную.

Схема конденсаторной сварки ударного типа.
Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга. Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
- конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
- трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
- первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
- вторичная обмотка из десяти обмоток медной шины;
- пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.
На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.

Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне контактной сварки металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Контактная сварка с помощью одного суперконденсатора
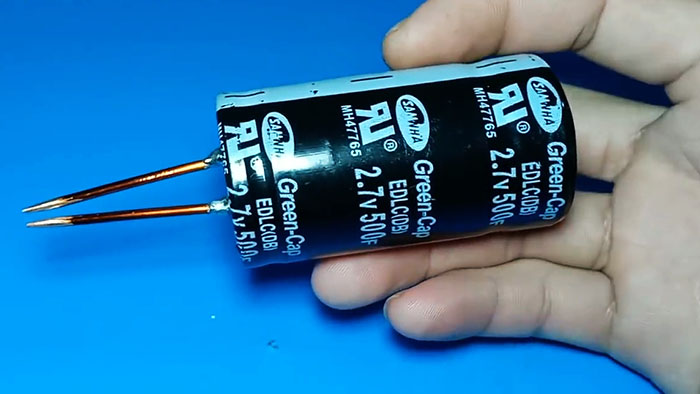
Наверняка, при работе с аккумуляторами по их замене, вам требовалась контактная сварка. Так как литии-ионные батареи очень нежелательно паять обычным припоем, есть опасность перегрева. Покупать или мастерить дорогостоящее оборудование для двух-трех случаев точно не выгодно и затратно. А вот такой аппарат для контактной сварки доступен абсолютно каждому. Ведь он по сути состоит всего из одной детали, под названием - суперконденсатор.
Это почти такой же конденсатор, только высокой емкости. Обладающий всеми теми же плюсами, что и обычный конденсатор.

Понадобится
- .
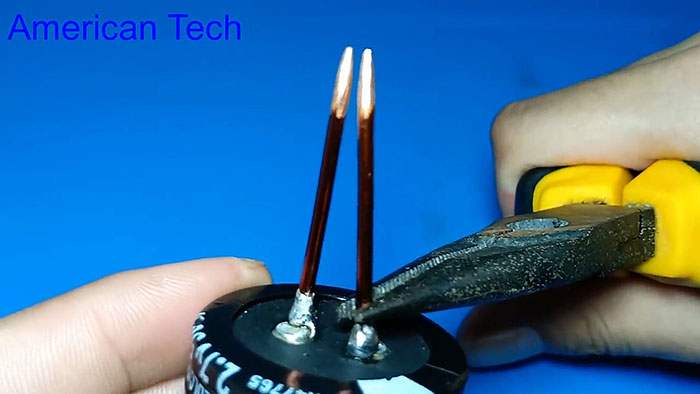
- Толстая проволока, сечением не менее 2 кв. мм.
Изготовление простейшего аппарата для контактной сварки из суперконденсатора
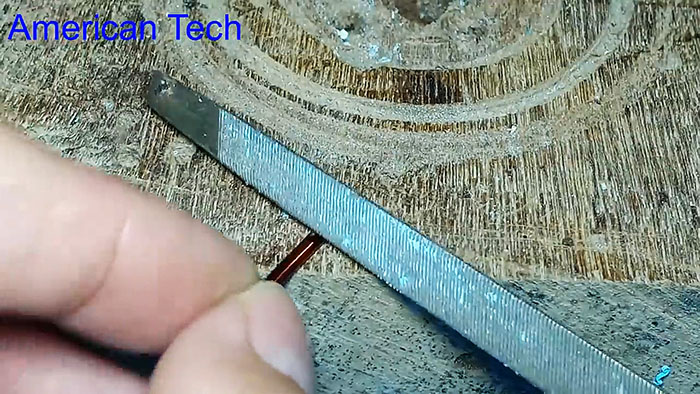
Выпрямляем их кусачкам или плоскогубцами, чтобы они были очень ровные. Теперь с одной стороны у каждого отрезка напильником зачищаем край, снимая лаковую изоляцию.



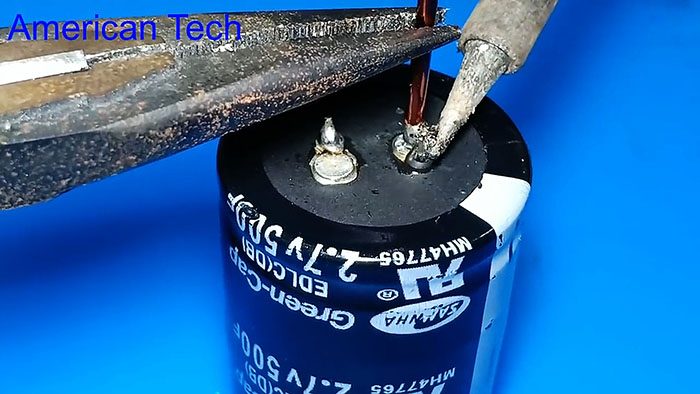

Напряжение не должно превышать 2,7 В. Хотя, как видите на фото, у меня оно больше на одну десятую. Это конечно не критично, но лучше не рисковать.

Контактная сварка
Теперь разберемся как сваривать. Поскольку наш аппарат до невозможности простой, он не может регулировать длину импульсов. Вся задача тем самым ложится на вас. Поэтому выдержку придется делать интуитивно.
Вот пример, как припаять металлическую полоску к батарейке. Кладем полоску на батарейку. Теперь подносим контакты аппарата и тем самым быстро замыкаем его.
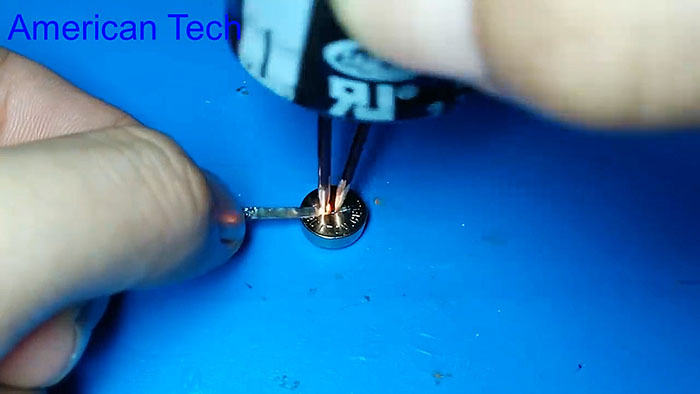




Все надежно и точно не отвалится. Главный упор делайте на тренировки, а дальше все пойдет как по маслу. Одной зарядки ионистора хватит на десяток таких сварок.
Смотрите видео
Простой аппарат для точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.







То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.


Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.







Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
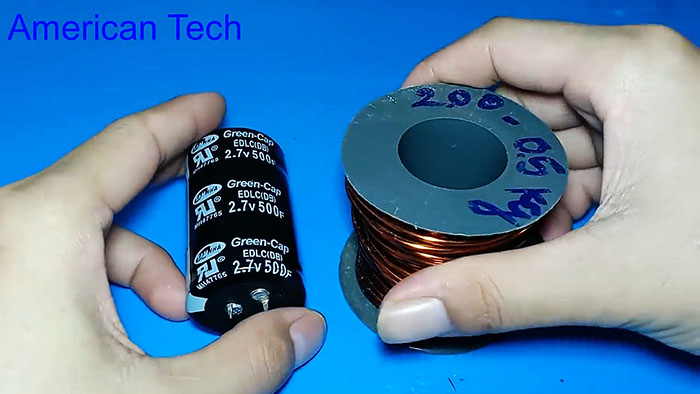
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Все о конденсаторной сварке

Виды и способы сварки
Метод конденсаторной сварки был разработан более 80 лет назад, однако технология пользуется популярностью и сейчас. Ее используют для соединения небольших металлических элементов. Благодаря возможности применения в бытовых условиях конденсаторное оборудование востребовано начинающими сварщиками.

ГОСТ и прочие требования
Согласно принятым в стране нормативным актам и стандартам, при ведении сварочного процесса соблюдают следующие правила:
- Создают регулярную поставку кратковременных импульсов тока длительностью не более 5 миллисекунд.
- Обеспечивают оборудованию возможность быстрого восстановления заряда для следующей подачи. Перерыв должен быть максимально коротким.
- Устанавливают проводники так, чтобы они крепко фиксировали листы. Необходимо обеспечить возможность и для быстрого их отсоединения.
- Для сварки выбирают медные стержни, толщина которых должна в 3 раза превышать параметр самого тонкого места детали.
- Перед сваркой деталь тщательно очищают от ржавчины, жировых загрязнений, следов коррозии.
- Предусматривают регулировку величины потока для любых технологий работы. Самодельное оборудование непрерывно функционирует только при наличии 2 источников питания.
- Подготавливают средства индивидуальной защиты сварщика от поражения током.
Сфера применения конденсаторной сварки
Подобная технология применяется в таких отраслях промышленности и народного хозяйства, как:
- Автомобилестроение. Популярна конденсаторная сварка в мастерских по кузовному ремонту. В отличие от электродуговой сварки, конденсаторная не способствует прожиганию и деформации краев обрабатываемых элементов. В дальнейшем соединение не требует дополнительной обработки.
- Радиоэлектроника. Конденсаторный метод применяют для пайки деталей, не соединяющихся стандартными способами или выходящих из строя при длительном нагреве.
- Ювелирные работы, изготовление медицинских инструментов и аппаратов, коммуникационных шкафов.
- Строительство. Конденсаторный метод используют при прокладке трубопроводов, возведении зданий и мостов.
Существующие виды
Перед началом работы важно правильно выбрать способ сварки. Все технологии используются для соединения тех или иных видов деталей. При неправильном выборе метода качество сварного шва снижается.
Точечный способ
Такой вариант применяют для соединения деталей, имеющих разную толщину. Конденсаторная точечная сварка применяется в радиоэлектронике и приборостроении. Для формирования шва подаются короткие импульсы тока, быстро расплавляющие металл. Универсальная технология проста в исполнении.

Роликовый метод
Принцип работы практически тот же, что в предыдущем случае. Однако точки располагаются не на расстоянии, а частично перекрывают друг друга. Герметичное соединение не пропускает влагу и загрязнения. Роликовую технологию применяют при создании мембранных и вакуумных изделий.
Стыковая технология
Способ сварки сильно отличается от 2 рассмотренных ранее технологий. Электрический разряд расплавляет не поверхность металла, а торцевые части деталей. В дальнейшем их стыкуют, создавая надежное соединение. Согласно описанию, стыковая технология считается наиболее сложной в исполнении.
.jpg)
Что отличает конденсаторную сварку от прочих видов
Классические технологии подразумевают использование сложного оборудования, специализированных электродов. Стержни прикладывают к соединяемым деталям, что способствует возбуждению электрической дуги, расплавляющей металл. Жидкий материал проникает в сварочную ванну, образуя прочный шов. Такая работа под силу только опытному мастеру. Выделяющиеся при сварке газы и излучение негативно влияют на организм человека. Кроме того, соединение мелких деталей стандартными методами затруднительно.
При конденсаторной сварке не выделяются вредные газы. На поверхностях не остается следов теплового воздействия. Оборудование экономно расходует электроэнергию, не требует регулярного охлаждения. Процесс сварки не занимает много времени.
Основные преимущества конденсаторной технологии над другими методами – высокая точность воздействия, эстетичность получаемого соединения. Аппарат для конденсаторной сварки отличается компактными размерами.
Как действует технология
Метод основывается на прочном скреплении деталей 2 проводниками, на которые подается электрический импульс. Такой процесс способствует созданию дуги, расплавляющей металл. После импульса наблюдается сжатие объектов под нагрузкой.
Процесс сварки протекает так:
- конденсаторы накапливают нужное количество энергии, подаваемой через первичную цепь;
- электрод контактирует с металлом, передавая ему поток частиц, способствующих нагреванию и расплавлению;
- импульс подается повторно, формируется следующая точка соединения.
Метод эффективен при работе с элементами толщиной не более 1,5 мм.
Конструкция блока
За фиксацию и перемещение стержней отвечает контактный узел. Конструкция простого блока подразумевает крепление ручного образца. Более сложные варианты фиксируют нижний, оставляют подвижным верхний стержень. Готовая конструкция напоминает тиски. Здесь фиксируют короткий тонкий прут из меди. Он должен свободно перемещаться в вертикальной плоскости. Поэтому в верхней части устанавливают винтовой регулятор, меняющий давление.
Подвижную площадку и основание энергоблока изолируют друг от друга. Для удобства работы аппарат снабжают фонарем.
Особенности точечного метода
При использовании этого способа сварочный процесс включает в себя следующие этапы:
- Подготовку деталей. Поверхности очищают от пыли, ржавчины, масел.
- Сопоставление элементов. Детали устанавливают между контактами, фиксируют ими же.
- Запуск аппарата с помощью клавиши. Формируют первую сварную точку. Завершают работу, отводя электроды.
- Установку стержня, подачу электрического импульса, соединение деталей в следующей точке. Работу продолжают до получения нужного результата.
Самодельные аппараты и схемы
Сделанные своими руками устройства часто применяются в домашних мастерских. Для проведения работ достаточно помещения минимальной площади.
Для сборки приборов применяют 2 вида схем:
- Простую. Аппарат способен соединять элементы толщиной не более 0,5 мм. В других случаях он не справляется с поставленной задачей. Устройство можно собрать в домашней мастерской. Принцип действия основывается на выдаче импульса трансформатором. Один конец обмотки соединяется с электродом, другой – с обрабатываемой заготовкой.
- Сложную. Электрическая цепь включает большое количество функциональных элементов. Для сборки потребуется много времени и материалов. Готовый аппарат позволяет сваривать детали толщиной 1-1,5 мм.
Плюсы и минусы технологии
К преимуществам конденсаторных сварочных аппаратов относят:
- высокую скорость работы;
- возможность соединения элементов, изготовленных из разных металлов и сплавов;
- выделение минимального количества тепла;
- длительный срок службы;
- повышенную точность воздействия, прочность шва;
- отсутствие необходимости покупки вспомогательных приспособлений и материалов.
Несмотря на множество положительных качеств, метод имеет недостатки:
- ограниченность толщины соединяемых заготовок;
- малую мощность импульса;
- помехи в сети, вызываемые работой оборудования.
Эти моменты стоит учитывать при сборке и использовании аппарата. В противном случае возникнут проблемы, влекущие дополнительные затраты.
Как самому сделать оборудование
Способ сборки аппарата зависит от типа выбранной схемы.
Упрощенная технология
Маломощное устройство для точечной сварки собирают так:
- Подготавливают основу. Для этого можно использовать трансформатор, первичную обмотку которого подключают к электрической сети. Один конец подсоединяют к преобразователю, имеющему вид диодного моста, другой – к тиристору, отвечающему за работу клавиши пуска.
- Устанавливают конденсатор, подающий электрический импульс. Рекомендуется выбирать элементы емкостью 1-2 тыс мкФ. При использовании деталей с меньшими параметрами быстро происходит разряд конденсатора.
- Формируют вторичную обмотку трансформатора из медного кабеля. Его накручивают на катушку в 10 витков.
- Устанавливают средство управления – тиристор КУ200 или ПТЛ-50.
Мощный аппарат
При сборке такого прибора выполняют следующие действия:
- В качестве управляющего блока применяют бесконтактный пускатель МТТ4К. Он рассчитан на работу с током силой до 80 А. Блок снабжают резистором, диодами, тиристорами.
- В основную цепь входного трансформатора вводят реле. Оно помогает настраивать скорость срабатывания агрегата и интервалы подачи импульсов.
- Объединяют несколько конденсаторов в батарею. Здесь будет накапливаться необходимая для выдачи импульсов энергия. При сборке блока используют параллельный способ соединения.
- Формируют первичную обмотку трансформатора из кабеля сечением 1,5 мм. Вторичная создается из медной шины.
Инструкция по проведению конденсаторной сварки
Перед началом работы необходимо изучить основные этапы работы, ознакомиться с техникой безопасности.
Меры предосторожности
При работе с конденсаторным сварочным оборудованием соблюдают следующие правила:
- Не используют незаземленные устройства.
- Перед началом работы проверяют состояние корпуса прибора. Если он поврежден, повышается риск получения электротравмы.
- Работают с устройством можно только сухими руками. На наличие влаги стоит проверить и окружающее мастера пространство.
- Проверяют наличие на сварочном посту кнопки аварийного отключения.
- Перед началом работы встают на диэлектрический коврик, надевают специальный костюм. Варить в одежде из синтетических тканей запрещено.
- При смене стержня или установке деталей используют очки и рукавицы, защищающие от теплового воздействия.
- Рабочую зону огораживают экраном. Это предотвращает возникновение пожара при образовании отскакивающих искр и брызг.
- Сварочный аппарат не устанавливают возле легковоспламеняющихся жидкостей и материалов.
- При работе в закрытых помещениях обеспечивают постоянное проветривание.
- При появлении каких-либо проблем сварку приостанавливают, оборудование отключают от сети.

На общем примере
Алгоритм действий при конденсаторной сварке включает в себя следующие этапы:
- Подготовку соединяемых деталей. Удаляют следы коррозии и пыль, обезжиривают поверхности.
- Сопоставление заготовок. Элементы прочно фиксируют в выбранном положении.
- Размещение деталей между стержнями.
- Подведение контактов.
- Запуск сварочной установки, подачу кратковременного импульса нужной мощности.
- Возврат электродов в исходное положение.
- Извлечение деталей, оценку качества сварного соединения.
При необходимости в процессе сварки положение элементов меняют, продолжают работу тем же способом.
Работа со шпильками
Привариваемый элемент устанавливают между стержнями. Подносят шпильку к основной детали, настраивают аппарат. После подачи импульса ножка крепежного элемента расплавляется вместе с поверхностью основания. После остывания металла получается долговечный шов.

Приварка гаек
Для присоединения крепежа к листовому металлу подают мощный импульс длительностью до 5 миллисекунд. Нижняя часть гайки плавится вместе с основанием. Крепеж вдавливают в расплав сварочным пистолетом. Получается прочное соединение. Метод подходит для приваривания крепежа к листам толщиной более 5 мм.
Рекомендации от профессионалов
При сборке и эксплуатации оборудования учитывают следующие советы опытных сварщиков:
- Для изготовления аппарата, выполняющего простые операции, подойдут конденсаторы средней емкости. Сердечник трансформатора должен иметь толщину 5-6 см. Для управляющего блока используют тиристоры ПТЛ-50.
- Для первичной обмотки достаточно 300 витков медной проволоки толщиной 6 мм. Вторичная часть катушки включает в себя всего 10 оборотов. Мощность источника тока должна составлять не менее 10 Вт.
- Аппарат требует периодической корректировки. Без доработки качество соединений будет постепенно ухудшаться.
- Устройство нельзя применять для сварки ответственных конструкций.
Исправление дефектов
При сварке на конденсаторах могут возникать следующие проблемы:
- отклонение параметров литой области от нормальной, смещение ядра по отношению к стыку деталей;
- прерывистость соединения;
- изменение физических и химических свойств прилегающих к шву участков металла.
Основной способ исправления – разъединение и повторная сварка элементов. При невозможности его применения высверливают дефектную часть шва, наплавляют заплату. При наличии выступающих дефектов соединение зачищают.
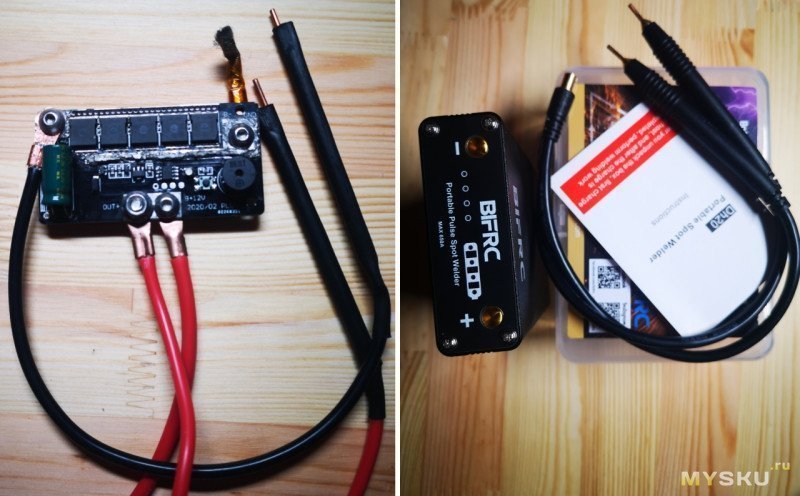
Конденсаторная точечная сварка Glitter 801B

Приветствую всех читателей Муськи! Сегодня решил сделать обзор на конденсаторную точечную сварку приобретенную на АлиЭкспресс. Немного предыстории о её покупке. Наткнулся на нее случайно, изначально я рассматривал вариант конденсаторной сварки на 16 суперкондесаторов по 100f и даже успел купить на распродаже 11.11, но продавец не спешил с отправкой — постоянно были отговорки, что товара нет в наличии на складе, предлагал подождать.
Скорее всего, продавать товар по такой цене ему было не выгодно (учитывая “вкусные” купоны), не смог найти вариант с дешевой доставкой. Я решил отменить заказ, но не оставил свои поиски варианта хорошей конденсаторной точечной сварки. Переходя по ссылкам рекомендуемых товаров (под самим товаром), я наткнулся на тот самый вариант. Интересно то, что через поиск этот вариант я найти не мог, хоть и листал страниц по 15-20 и при этом меняя поисковой запрос.
Сразу оговорюсь, что не являюсь экспертом в данном вопросе, весь опыт получен экспериментальным путем через просмотр различных видео и прочтения статей, в том числе на Муське).
Эта сварка у меня не первая, всего их было две, со своими особенностями, которые меня не устраивали.
Выбирал из 3 моделей этого производителя: 801A, 801B, 801D. Самые лучшие цены были у продавца по ссылкам, учитывая хороший рейтинг, я без сомнений сделал заказ и не пожалел.
Отличались они комплектацией, мощностью и другими незначительными мелочами. Выбрал вариант исполнения 801B, так как посчитал, что для моих целей подойдет именно она, к тому же всего на 15 долларов дороже модели 801А на момент распродажи которая была после 11.11. Также учитывал тот момент, что Китайцы любят немного завышать характеристики и возможности своей продукции.
Комплектация точечной сварки Glitter 801B максимальная, что мне приходилось видеть.
В комплекте была инструкция на английском языке с картинками, где даже и без знания языка можно многое понять. Хотя один пункт меня заставил задуматься, а именно — как переключить в режим работы от педали. Делал все по инструкции, но аппарат никак не хотел переходить в ручной режим. Потом немного подумал и решил попробовать подключить аппарат к сети с нажатой педалью, это сработало.
Переходим к этапу проверки аппарата в работе. Несмотря на то, что в инструкции указаны параметры, при которых рекомендуется работать, я выставлял чуть выше. Вначале я сварил между собой 4 аккумулятора 18650 для нового проекта, о котором скорее всего напишу в следующий раз.
Вы можете видеть на фото, что следов побежалости не видно и это свидетельствует о том, что перегрева во время сварки не происходит.
Теперь поэкспериментируем с разной толщиной никелевой ленты. С лентой 0.15 мм никаких проблем не возникло, варит ее надежно. Так как у меня не было ленты большей толщины, я решил попробовать приварить 2-3 сложенные ленты вместе. Во время эксперимента я приваривал всего лишь на 2 точки. Две сложенные ленты по 0.15мм (0.30мм в сумме) точечная сварка приварила. Я пробовал выставлять разные режимы, в том числе и максимальный, но есть момент на видео, где мне показалось, что при сварке не вырвало куски никеля при отрыве. Я продолжил дальше экспериментировать и попробовал приварить 0.15+0.1 (0.25мм), тут результат уже получился хороший — приварило качественно. Следующие эксперименты мне показали, что сила нажатия при сварке имеет большое влияние на качество приваривания. Может быть в ручке оказались жёсткие пружины, а может я сильно прижимал (как-никак пользуюсь первый раз таким аппаратом и нужно привыкнуть).
Последним экспериментом было сложение 3 пластин 0.1+0.1+0.15 (0.35мм), в результате чего аппарат справился, но пришлось приложить усилие, чтобы оторвать. При этом фиксировал всего 2 точки, но если было бы на 4, то руками может и не оторвал бы.
Затронем момент удобства использования в разных режимах. По сути есть 2 режима работы: автоматический и работа в ручном режиме педалью. Автоматический режим мне показался не удобным, так как нет возможности регулировать время срабатывания сварки и, вследствие чего, можно не успеть хорошо прижать пластину к аккумулятору, аппарат ее пропалит. Возможно, нужно больше времени, чтобы набить руку, тогда будет все делаться быстро и качественно. Режим с педалью мне очень понравился тем, что ты спокойно позиционируешь на никелевой ленте, надавливаешь с нужным усилием и в нужный момент нажимаешь на педаль, в результате получая качественно приваренную ленту..
Также есть 2 варианта использования:
1. в вертикальном положении с опускающимся механизмом с помощью ручки;
2. с помощью ручки, подключенной посредством проводов и имеющей подпружиненные контакты.
Режим с опускающимся механизмом мне показался неудобным по причине того, что при варке сами медные наконечники смещаются по никелевой ленте. Возможно мне не хватило сноровки, это приходит с опытом. Второй вариант использования мне понравился больше, хотя мне показалось, что пружины жестковаты и нет возможности регулировки. Но это больше придирки, с опытом силу нажатия буду лучше регулировать собственной рукой.

Подведу короткий итог: моё мнение, что эта сварка очень достойный вариант, справляется с никелевыми пластинами толщиной 0.35мм, что для меня достаточно, думаю для большинства будет тоже.
Цена ее вполне нормальная, учитывая комплектацию, качество исполнения, ее начинку в 2 суперконденсатора по 3000F и то, что в стоимость входила еще доставка, которая не дешевая учитывая вес посылки 3.5 кг. Есть ли варианты дешевле и лучше? Возможно. Я знаю что сейчас многие хотят сделать DIY вариант, но вопрос будет ли он дешевле и лучше. Недавно видел видео обзор по сборке мощного аппарата сварки на вес золота, стоимостью 200+ «зеленых попугаев» и размерами раза в 3 больше. Но это уже каждый решает для себя сам. Надеюсь мой опыт был для кого-то полезен. Обзор старался написать максимально объективно, возможно немного под хорошим впечатлением. Если необходимо, для администрации предоставлю пруфы, что товар приобретен за свои деньги, а не предоставлен на обзор.
Кому интересно посмотреть все вышеописанные процессы оставлю видео.
Читайте также: