Кондуктор для сварки металлоконструкций
Обновлено: 12.05.2024
Многим сварщикам приходится заниматься работой не только с различным движимым имуществом, транспортом, но и с металлическими конструкциями. В этой статье начинающие специалисты обнаружат все, что нужно знать о сварке металлоконструкций в различных вариантах и различными способами. Стоит также подчеркнуть, что описание подобной работы немыслимо без указания на специфические приспособления и методы их использования.
Особенности и требования
Сама по себе сварка металлоконструкций распространена очень широко. К таким манипуляциям прибегают и профессионалы, и любители. Но последним также следует обращать внимание на общепринятые в среде специалистов нормы.
В подавляющем большинстве случаев для сваривания металлических конструкций используют открытые газовые горелки или электрическую дугу. Специализированного ГОСТ на этот вид манипуляций не существует. Однако в качестве методических источников можно использовать такие стандарты:
11534-75 и 5264-80 (о ручной сварке электрической дугой);
14771-76 (действия с использованием изоляционного газа);
53-101-98 (изготовление и контроль качества металлоконструкций из стали).
Положения действующих стандартов предписывают проводить работы с металлическими конструкциями только после тщательной очистки от снега, льда, масел, жирных веществ и иных загрязнений.
При обнаружении явных дефектов требуется проводить правку заготовок на специализированных станках. Не допускается правилами производство сварочных работ, если:
обнаружены серьезные трещины и расслоившиеся участки;
плоскость сечений отклоняется от предписанных стандартами уровней критически;
отсутствует необходимая маркировка;
прогибы местного уровня превышают 1 мм на 1 м;
плоскостность привариваемых дополнительно (или используемых для изготовления конструкция с нуля) листов не отвечает положениям ГОСТ 19993.


Базовые нормы расхода материалов можно узнать прежде всего из тематического сборника «Общие производственные нормы расхода материалов в строительстве» (выпуск 30, 1990 год). Но в первом приближении можно провести и общий расчет. Масса металла, наплавляемого на соединение, не должна превышать 1,5% от общей массы обрабатываемого изделия. Расход электродов и других сварочных материалов оценивается по формуле Р = М*К (М — масса, а К — коэффициент от 1,5 до 1,9, приводимый в специальных методических пособиях).
Важно: приблизиться к нормативным или расчетным показателям получится только при условии, что внешние данные и угол расположения будут совпадать с указанными в стандартах.
Вот еще несколько требований:
проверять соответствие свариваемых изделий и их частей положениям проектов по внешнему виду и габаритам;
стараться накладывать швы в нижнем положении (это гарантирует сварщикам безопасность);
контролировать углы свариваемой конструкции;
сводить к минимуму механические напряжения во всем обрабатываемом объеме и на прилегающих участках.
Способы
На крупных промышленных объектах и на больших стройках широко используется автоматическая аппаратура. Такие устройства почти не требуют вмешательства оператора в процесс работы. Обычно настройки задают до начала сварочных манипуляций, и корректировать их придется только в том редком случае, когда что-то не было предусмотрено сразу. Но придется скрупулезно изучать все проводимые манипуляции и тщательно соблюдать технологические карты. В автоматическом режиме чаще всего сварка идет либо по контактной, либо по электрошлаковой методике.
Но в менее ответственных случаях применяют полуавтоматический метод. Сварщики тогда сами, без помощи автомата формируют шов. Зато им не надо заботиться о поступлении электродов и присадочных материалов, разве что только придется разместить заранее эти материалы в подающем устройстве. Подобный режим позволяет нарастить производительность. Качество выполняемой работы не ухудшается (разумеется, если все делать по правилам).
Ручная дуговая и газовая сварка производится только на неответственных металлоконструкциях. Наряду с защитой свариваемой области стабильными газами широко практикуется и использование флюса. В некоторых случаях уместнее оказывается пайка газосварочным аппаратом. Затраты на выполнение единичной работы оказываются довольно велики. Однако для бытового использования такой подход идеален из-за своей простоты и ограниченного состава техники.
Разновидности сварных соединений
Важнейшим критерием разделения сварных соединений является геометрическое соотношение заготовок. В быту чаще всего встречается сварка «встык» (с примыканием в одной плоскости) и «внахлест» (со взаимным перекрытием по краю). Точно сказать, какой из вариантов лучше, нельзя — это зависит прежде всего от выдвигаемой задачи. Суть угловой связки понятна без дополнительных пояснений: соединяемые детали или заготовки образуют определенный угол. А если торец одного изделия касается поверхности другого изделия, то это тавровый тип соединения.
Создать стык проще всего. Для этого по прямой линии полностью проваривают шов. Важно: делать это следует на всю глубину заготовки, если иное прямо не предписано технологией. В некоторых случаях правильнее использовать выводные планки. В кустарных и полукустарных условиях часто соединения проводят, выполняя одностороннюю сварку, а затем доваривая корень шва.
Специальные подкладки ставят там же, где находятся соединяемые кромки. Расстояние между кромками строго нормировано и не терпит произвольных экспериментов. При ручной работе оно составляет не более 0,7 см, а при механизированных манипуляциях — максимум 1,6 см. Толщину подкладки выбирают прежде всего с целью избежать сплошного или частичного прожога. Сделать это можно, учтя используемый режим и выставленный ток.
Угловая сварка труднее уже потому, что такие соединения всегда переживают повышенную нагрузку в сравнении с обычными стыками. Сварщикам приходится учитывать также усиленные растягивающие нагрузки. Рекомендовано использование двустороннего шва с пониженной концентрацией дефектов в верхней грани. Когда вынужденно создают односторонний шов, отказываются от разделки кромок и наплавляют самый минимум металла. Это как раз тот случай, когда полное расплавление по шву противопоказано.
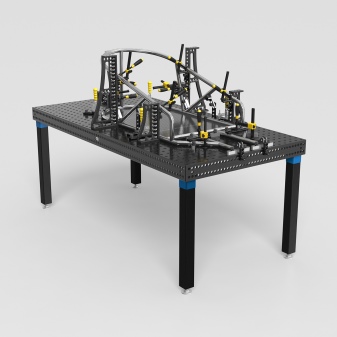
Выбор приспособлений
На этом чертеже показан сварочный стапель длиной 6 м и высотой 0,62 м. В целом сборочно-сварочные средства играют большую роль.
Их подбирают, добиваясь:
уменьшения трудоемкости сборки;
сокращения остаточных деформаций;
увеличения качества конструкций;
облегчения контроля качества (это самые важные соображения при отборе).
В единичных и кустарных производствах чаще всего применяют универсальные инструменты. На крупных предприятиях они тоже востребованы, но там могут использовать и приспособления узкой области предназначения. Универсальные образцы обычно имеют переносное исполнение. Точность их невелика. При помощи мобильных зажимов можно жестко закрепить различные детали, изготавливаемые узлы и целые конструкции.
В последнем случае зажимы являются частью оснастки стендов, стеллажей и прочего дополнительного оборудования. Инструмент, изготовленный в формате струбцины либо болтового фиксатора, позволит собрать деталь произвольного профиля. Чтобы сваривать листовой прокат, нужны скобы зажимного либо клинового типа. Зафиксировать тонкие листы и укороченные детали поможет пружинный фиксатор. Пользоваться прихватами нужно главным образом при изготовлении габаритных металлоконструкций; у сварщиков есть выбор между жесткими и регулирующимися прихватами.
Дополнительно могут применяться:



- кондукторы (обеспечивающие сборку и работу в комфортных положениях);


Отдельно стоит рассказать про аппараты для сварки металлических конструкций. Подбор конкретного вида оборудования определяется прежде всего бюджетом потребителя. Знатоки советуют использовать инверторные системы промышленного класса.
Для домашнего использования в основном применяют устройства, рассчитанные на 220 В. В индустриальном сегменте рекомендуется выбирать модели на 380 В.
Технология
Сварка металлоконструкций с применением полуавтоматов подразумевает, кроме самих полуавтоматов, использование баллонного защитного газа, электродов и проволоки.
Подобная методика уместна для сварки самых разных конструкций. Особенно хороша она в строительной сфере. Силу тока задают умеренную, но не слишком малую; как опасение порчи шва, так и стремление быстрее завершить работу стоит отбросить.
Знатоки считают, что при сваривании ответственных конструкций надо ориентироваться прежде всего на нормы ГОСТ для каждого метода работы.
Место будущего шва прогревают как минимум до 20 градусов по Цельсию. Если нет особых требований, надо выполнять простые стыковые и угловые соединения. Стыковые швы полагается проваривать равномерно по длине, если есть малейшая возможность.


Отдельная тема — как рассчитать стоимость монтажа. Тут учитывается уже расход на изготовление подходящих чертежей (который может составлять до 1200 — 1500 рублей в пересчете на тонну металла).
При составлении коэффициентов на сварочных работах могут учитываться такие обстоятельства:
количество соединяемых деталей;
состав применяемого оборудования (есть ли уникальные образцы, или стоит ограничиться массовыми версиями);
свариваемость отдельных материалов;
потребность в дополнительном усилении швов;
сложность исполнения швов;
доступность обрабатываемых мест;
взаимное расположение частей;
подверженность металлоконструкции деформациям;
особенности применяемых аппаратов.
Рекомендации
Очень важно перед началом работы иметь полный комплект чертежей. Это позволяет точнее определить вид сварки, вариант соединений. Стоит вникать в требования к каждому узлу металлоконструкции. Категорически следует избегать местных непрочностей. Если есть хотя бы два проявления местной непрочности, рассчитывать на долговечность изделия не приходится.
Распространенная ошибка неопытных сварщиков — игнорирование жестких требований при работе на неответственных позициях.
Практика показывает, что созданные таким образом конструкции стремительно разрушаются. Бояться сложностей не нужно — те, кто один раз выполнили всю работу от и до, вскоре начнут делать ее «на автомате». Перед началом сварки стоит принимать все меры против смещения отдельных частей. Но эти меры не всегда эффективны, и потому следует обязательно давать свариваемым частям свободно двигаться без деформации.
Подробнее о том, как осуществялется сварка металлоконструкций, смотрите в видео ниже.
Сварочные кондукторы: характеристика и применение
Сварка в промышленных условиях значительно отличается от сварки в гараже и дома. В промышленных цехах этот процесс должен проходить без остановки и в больших объемах. Все должно происходить точно и в ускоренном темпе, каждая деталь должна быть подготовлена, все характеристики рассчитаны. И при всем этом нужно исключить или свести к минимуму травмирование рабочего персонала.
Характеристика
Для выполнения этих задач в промышленности используются разного рода вспомогательное сборочно-сварочное оборудование. Его можно разделить на следующие основные группы.
- Сборочно-сварочные кондукторы.
- Сборочные стенды и установки.
- УСП (универсальные сборочно-разборочное приспособление).
- Переносные сборочно-сварочные приспособления.
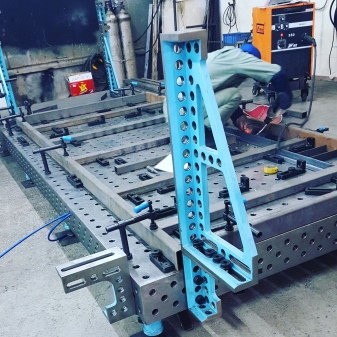
Сварочно-сборочный кондуктор – это приспособление, предназначенное для предварительной сборки и фиксации материала, особенно для фиксации громоздких предметов. Это устройство позволяет надежно закрепить свариваемые части в нужном положении. Хороший и удобный кондуктор значительно повышает уровень производительности работ и качество товара, тем самым значительно увеличивает прибыль.
В зависимости от размера продукта, производства или места использования агрегаты делятся на такие варианты.
- Малые – в основном используют на дому для определенной малой конструкции. К примеру, это может быть сварка рамки с прямым углом или создание стоек для перил. Малые кондукторы легко транспортируются из-за относительно небольшого размера и легкого веса.
- Большие используются в цехах и на заводах для более масштабных целей. Например, такого рода кондукторы применяют в машиностроении. И в отличие от малых, их сложнее транспортировать, и по размеру они в несколько раз больше.
В зависимости от фиксации материала и возможности передвижения стола, на котором с ними работают, агрегаты делятся на следующие варианты.
- Полностью фиксирующие – это кондукторы, как и следует из названия, фиксируют материал, полностью обездвижив его.
- Полуфиксирующие – это кондукторы, которые фиксируют материал, но при этом они могут вращать одну его часть в фиксированном положении.

В зависимости от целей и задач, которые сварщики ставят перед собой, существует очень много видов кондукторов.
Назначение
Есть два основных назначения сварочных кондукторов.
- Упростить работу сварщика по максимуму.
- Свести к минимуму травмирование сварщика и его помощников.
Упрощение работы
Каким образом кондуктор упрощает работу сварщика? А упрощать он может разными способами.
- Фиксировать металлоконструкции в нужном положении. А это немаловажно для сварщика, потому что человек не может долго держать предметы в одном положении – при каждом прикосновении электрода к материалу тот рефлекторно отталкивается. В основном фиксация нужна для сварки материала под прямым углом. Потому что придерживать человеку предмет под прямым углом очень сложно, как и было выше сказано.
- Ускоряет ход работы. Скорость улучшается из-за быстрого фиксирования всего материала в финальной форме, не используя сам сварочный аппарат.
- Дает возможность осуществлять объемные работы.
- Почти в каждом большом кондукторе находится место для металлического сосуда или ведра, чтобы охладить металл в воде.
Уменьшение травмирования сварщика и его помощников
Самое преобладающее назначение кондуктора – это сохранение здоровья рабочего. В основном без кондуктора его функцию выполняет помощник сварщика. После такой работы он может получить серьезные ожоги или другие травмы.
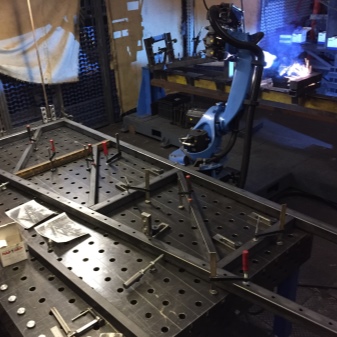
На сегодняшний день также существуют роботизированные сварочные кондукторы для большей ликвидации физического контакта человека с этой работой. Это еще больше позволяет уменьшить риск травмирования рабочего персонала.
Такие устройства в основном используют в машиностроении, так как там нужна более высокая точность и механизация производства.
Правила использования
Правила использования зависят от модели кондуктора. Для начала это простые правила работы с любым оборудованием. Работать с обыкновенным столом с манипулятором несложно. Конечно, для работы со сложными и автоматизированными кондукторами лучше всего просмотреть прилагаемую инструкцию. Ну а если у вас обычный кондуктор, то нужно работать следующим образом.
- В первую очередь стоит разместить части будущей конструкции в нужной вам форме.
- Затем нужно укрепить все части прочно с помощью тисков. Если кондуктор автоматизирован – вам будет легче, ну а если он механический, то вам придется приложить чуть больше усилий. В нынешнее время большинство цехов оснащены всевозможным оборудованием, которое используется на автоматизированной основе. Но нельзя исключить и работу мастеров, которые взаимодействуют с металлом вручную. Для них самый лучший способ облегчить ручную работу – это оборудовать свой кондуктор гидравлическими, электромагнитными, пневматическими или вакуумными зажимами. Тогда будет легче фиксировать металл.
- Теперь уже можно варить материал как удобно.
- После сварки металла его нужно охладить. Ну а если у вас сварка с азотным приводом охлаждения, вам будет значительно проще, и охлаждение пройдет быстрее. Если у вас обычный сварочный аппарат, то лучше всего подождать, чтобы металл сам остыл, так изделие остается более прочным. В некоторых случаях металл можно охладить водой, однако, это может привести к его непрочности и недолговечности.
- Последнее, что нужно сделать после охлаждения – ослабить фиксаторы, и работа готова.
Далеко не все горят желанием приобрести сварочно-сборочный кондуктор себе в гараж или для использования в бытовых условиях. Все-таки это производственный уровень работы.
Но для цехов и заводов такое вспомогательное оборудование только будет улучшать качество и скорость работы. На сегодняшний день невозможно запускать производство без сварочно-сборочных кондукторов.
В следующем видео представлен обзор сварочного кондуктора.
Обзор приспособлений для сварки
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам. О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов. Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.
Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Иногда крепежные приспособления нужны при охлаждении деталей, чтобы они не меняли свои геометрические параметры.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
- Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.


- Зажимы. По принципу действия они похожи на струбцины, но более универсальны и удобны при сварочных работах. Деталь фиксируется путем сжатия их рукояток. Сила сжатия регулируется винтом, но также может применяться конструкция с переставляемым штифтом и несколькими отверстиями.


- Прижимы. Эта разновидность крепежных приспособлений для сварки бывает нескольких типов: с пружинами и рычагами, эксцентриком, клиньями, вставляемыми в проушины. В зависимости от того, какой именно тип конструкции используется, нужное давление оказывается на определенный участок поверхности. Простейшие прижимы выглядят, как стальные пластины с винтами, продетыми в их отверстия — между плоскостями вставляется деталь, затем регулируется степень фиксации.
- Распорки. Нужны для предотвращения деформационного расширения деталей. Их также используют при коррекции локальных дефектов, при придании нужной формы свариваемому изделию.
- Стяжки. Этот элемент необходим для сведения кромок крупногабаритных свариваемых деталей. При помощи стяжек можно установить нужное расстояние, на котором будут удерживаться плоскости относительно друг друга. Длина и способ закрепления на поверхности конструкции варьируется, подбирается исходя из параметров детали.


Крепежные приспособления, используемые при сварке, довольно просты в изготовлении. Часто мастера сами создают их из подручных материалов, особенно если работы ведутся не в оборудованном цехе, а в «полевых» условиях.
Универсальные варианты
Для того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент.
Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.
Трубные центраторы
К универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки.
Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра.
Для каждого из популярных типоразмеров используется своя модель сварочного приспособления.
Приспособления на магнитах
К универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении:
- листовых деталей;
- стоек;
- рам.
Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.


Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке.
Единственный их недостаток — возможность размагничивания под влиянием высоких температур.
Дополнительные инструменты
Некоторые виды сварки требуют использования специального оборудования и инструментов. Для аргоно-дугового способа соединения металлов очень важно обеспечение высокого уровня защиты. Для этого на сопло устанавливается не стандартный цанговый зажим, а специальный компонент – газовая линза. С ее помощью удается устранить главные источники проблем — подсос воздуха и турбулентность, возникающую в потоке аргона.
Газовая линза представляет собой корпус зажима цангового типа, но с установленной внутри мелкой сеткой. Сопло горелки при этом выглядит иначе, поскольку устанавливаемый блок имеет иную форму. На качество работы это не влияет, может наблюдаться лишь незначительное снижение обзора и увеличение расхода газа. Такая линза обеспечивает возможности для смещения электрода вперед в расширенном диапазоне.
К инструментам дополнительного ряда относятся и приспособления, используемые в качестве элементов вторичной защиты. Они нужны при сварке титана, для обеспечения безопасности областей, которые находятся вокруг зоны соединения. Чтобы избежать реакции металла с кислородом, используется «сапожок» — кожух из металла, закрепляемый на сопле горелки (иногда его наполняют пористой алюминиевой стружкой для повышения равномерности распределения аргона). С его помощью подача газообразной среды становится локальной. «Сапожки» подбирают с учетом конфигурации изделия, с которым ведется работа, а также горелки.
Кантователи и манипуляторы
К дополнительным инструментам относят и приспособления, используемые для работы с крупногабаритными изделиями и заготовками. Кантователи — механизмы, позволяющие выполнять поворот таких конструкций. Они бывают цепными и рычажными, цевочными и центровыми, а также роликовыми, но выполняют одни и те же задачи.
Не обойтись при работе с крупноформатными свариваемыми деталями и без манипуляторов. Они могут вращать элемент в нескольких плоскостях с заданной скоростью или удерживать его в нужном положении на весу, обеспечивая мастеру удобный доступ к рабочей области.


Держатели электродов
При выполнении дуговой сварки вручную специалисту необходимо иметь в своем распоряжении специальное крепление для электрода и подвода к нему электрического тока. Среди всех разновидностей наибольшей популярностью пользовались вилочные и пассатижные приспособления.
Другие вспомогательные приспособления
Существует ряд инструментов, применяемый в рамках подготовки к сварке. В него входят необходимые для зачистки шва от шлака щетки с металлической щетиной. Они могут быть ручными или иметь электропривод. После сварки шов очищается уже специальным шлакоотделительным молотом, позволяющим добиться более эффективной обработки.
А также в процессе вырубки дефектных участков могут быть полезны ручные зубила.


Далее представлено видео о необходимом инструментарии для сварщика.
Что такое сварочный кондуктор?
Сварка в условиях цеха разительно отличается от сварки в гараже. Если в случае с домашней сваркой вы просто включаете инвертор и варите штучными электродами, то на производстве применяются не только особые технологии, но и специальные приспособления. Они призваны упростить труд сварщика и ускорить работу. Поскольку зачастую именно от количества выпущенной продукции зависит прибыль предприятия.

Об одном из таких приспособлений мы и расскажем в этой небольшой статье. Речь пойдет про кондуктор для сварки, он не сборочный кондуктор или сварочный кондуктор. Вы узнаете, что собой представляет это приспособление, для чего оно необходимо и как его использовать.
Общая информация
Кондуктор сварочный (сварочно-сборочный кондуктор, сборочный кондуктор, кондуктор для сборки, кондуктор для сварки и т.д.) — это специальное приспособление, предназначенное для фиксации и предварительной сборки металлоконструкций, с которыми вы будете работать. С помощью сборочного кондуктора детали надежно фиксируются на одном месте, их удобно сваривать и следить за ходом выполнения работ.
Название «сварочный кондуктор» является разговорным. В профессиональных кругах и в магазинах это приспособление называется «сварочный cтол-манипулятор». Зачастую его используют для фиксации вращения труб, а также других крупногабаритных деталей. Например, металлических балок.
Но сборочный кондуктор на самом деле можно применять с любыми деталями. Производители выпускают кондукторы всех форм и размеров, чтобы вы могли работать с деталями и конструкциями любой величины. Принцип действия кондуктора может отличаться от модели к модели. Где-то это просто стол с механическими тисками, фиксирующими деталь. А где-то это полноценный электромеханический прибор, способный перемещать детали в заданном направлении. Но, вне зависимости от модели кондуктора, он всегда будет иметь жесткий металлический каркас, на который «нанизываются» весь остальной функционал.
Зачем нужны кондукторы? Во-первых, они упрощают труд сварщика. Если он использует вращающий кондуктор для труб, то может вращать трубу в заданном направлении, не меняя при этом своего положения и выполняя сварку, по сути, стационарно. Во-вторых, такие приспособления не просто удобны, они также ускоряют сварочные работы, в перспективе увеличивая прибыль предприятия. И, в-третьих, порой без сборочного кондуктора просто не обойтись. Например, при роботизированной сварке.
Как использовать?
Использование кондуктора во многом зависит от модели самого приспособления. Но в большинстве случаев в этом нет ничего сложного, все интуитивно понятно. Если вы используете простейший стационарный стол-кондуктор с механическими зажимами, то расположите на нем деталь и зафиксируйте в нужном положении с помощью этих же зажимов, упоров или фиксаторов.
Если вы используете более технологичные кондукторы, то ознакомьтесь с инструкцией к данной модели. Поскольку у каждого приспособления могут быть свои нюансы использования.
Вне зависимости от типа кондуктора, вам, скорее всего, придется принимать непосредственное участие при фиксации деталей. Поскольку именно вы будете определять, в каком положении должна находиться эта самая деталь. Конечно, существуют и полностью автоматизированные производства, где работа человека сведена к минимуму. Но там используются не просто кондукторы, о которых мы рассказываем. Там используются высокотехнологичные агрегаты.
Чтобы мастеру не приходилось прикладывать много физических усилий при фиксации деталей, производители предусмотрели пневматические, гидравлические, вакуумные или электромагнитные зажимы. Достаточно приложить минимум усилий, чтобы они начали свое движение и зафиксировали деталь.
Вместо заключения
Конечно, сборочный кондуктор — это не то приспособление, которое вы будете держать у себя в гараже для сварки своими руками. Это приспособление более профессионального уровня, и это нужно понимать. Для домашней сварки воспользуйтесь штучными фиксаторами (например, струбцинами). Они будут эффективны в этих условиях.
А на производстве все же необходимы сварочные кондукторы. Они упрощают и ускоряют работу. А вы когда-нибудь использовали эти приспособления в своей практике? Поделитесь своим опытом в комментариях ниже. Желаем удачи в работе!
Описание кондукторов для сварки - что это такое, где и как используется

Сварные работы в цеху – это вам не сварка « на коленке» в гаражном боксе. Там, как и дома в огороде сойдут инвертор и электроды «в рассыпуху». Но в заводских условиях картина совсем иная.
Спецтехнологии и высокоточные приспособления выводят сварку на другой уровень.
Они обеспечивают работу сварщика в соответствии с техникой безопасности, а сам процесс протекает быстрее. Это важно, где объем определяет доход работодателя. Охарактеризуем подробней одного из молчаливых помощников сварщика.
Называется кондуктором, но сам не варит. Помогает, чтобы сварка прошла без сучка и задоринки. Как и что надо сделать, чтобы сработать без изъянов?
Общая характеристика
У сварочного кондуктора много «псевдонимов». Его называют просто сварочным, сварочно-сборочным, просто сборочный. Или говорят для сборки или сварки. С помощью сего приспособления фиксируют и наметывают сборку конструкций, которые предстоит варить.
Сборочная модель на удивление прочно состыкует части будущей конструкции. Сварка будет проходить без лишних неудобств, процесс – контролироваться.
Заметим, сварочным кондуктором приспособление зовется в просторечье. На ценнике в торговом заведении будет написано «cтол-манипулятор сварочный».
Профессионалы также больше выбирают номенклатурный термин. С помощью этого устройство фиксируют вращение труб, равно конструкций солидного размера.
Разница между самими устройствами может крыться в принципе, на основе которого они работают. Отсюда – разные модели. Могут быть в виде не кухонного, но стола, где расположились тиски, обеспечивающие механическую фиксацию конструкций для сварки.
Когда представлены полной электромеханической версией прибора, легко смещают части конструкций, куда требуется. Объединяет все виды кондукторов одна деталь.
Представлена жестким каркасом из металла. А уж на него монтируют все остальные приспособления.
Предназначение

Дело не только в удобстве в работе. Они интенсифицируют процесс сварки. Времени тратится меньше, а готовой продукции выходит больше.
Выгодно? Конечно! А иногда без сборочного кондуктора «ни туды и ни сюды». Как без него провести, допустим, роботизированные сварные работы.
Правила обращения

Их диктует модель кондуктора. В основном все понятно по умолчанию. Поработать за обыкновенным стационарным столом манипулятором не составит сложностей.
Размещаем, как требуется, части будущей конструкции, зажимаем механическим тисками и приступаем! Для работы с кондукторами уровнем повыше, не лишне почитать прилагаемую конструкцию. Из нее узнаете отличия облюбованной модели.
Если процесс не автоматизирован, вам придется "поиграть мускулами" самим, чтобы прочно состыковать части конструкции. Кто кроме вас – исполнителя лучше знает, как расположить свариваемые поверхности.
На производстве с высокой степенью автоматизации человеческий фактор почти минимизирован. Цеха там оснащены необходимым оборудованием с высокотехнологичными процессорами.
Правда, на менее продвинутых производствах или в кустарных условиях мастера тоже не остались один на один с бездушным металлом. Производители сварного оснащения выпускают немалый ассортимент полезных подручных средств также для них.
Можно обзавестись гидравлическими, пневматическими, электромагнитными, а то и вакуумными зажимами. Тогда понадобится совсем немного усилий, чтобы зафиксировать части будущей конструкции в нужном положении.
Заключение
Тем не менее, мало кто загорится идей установки сборочного кондуктора у себя в гараже или сарае во дворе. Объем работ и размах у домашних умельцев не тот.
Стол-манипулятор – это уже производственный масштаб. В домашних условиях рациональней и дешевле применять фиксаторы поменьше и попроще, те же струбцины.
Без сварочных кондукторов сегодня не может быть серьезного производства. Экономят трудозатраты и расход материалов.
Если у вас есть опыт в этом деле, можете размещать свои комменты на нашем сайте. Работы вам без дефектов!
Читайте также: