Кондуктор для сварки труб встык
Обновлено: 21.09.2024
Начинающему сварщику довольно трудно одновременно следить за правильной фиксацией соединяемых деталей и началом сварочного процесса. Обычно при касании электродом места сварки нарушается фиксация. Чтобы облегчить и автоматизировать процесс сварки, можно сделать простое приспособление и для этого не нужны навыки опытного специалиста и дефицитные материалы.
Понадобится
- Стальная пластина;
- болты;
- круглый стальной стержень.
- Чертилка и металлический угольник;
- болгарка;
- слесарные тиски;
- молоток;
- керн;
- дрель;
- метчик;
- сварочный аппарат;
- свариваемые детали.
Процесс изготовления приспособления автоматической сварки
Размечаем стальную полосу заданных размеров с помощью чертилки и металлического угольника.
По разметке выполняем неглубокие поперечные канавки, в пределах которых вырезаем болгаркой прямоугольную прорезь расчетной ширины.
Отрезаем заготовку от стальной полосы. Поочередно зажимаем заготовку в тиски на уровне надрезов и с помощью молотка сгибаем под прямым углом в сторону канавок.
В центре загнутых полок накерниваем и высверливаем сквозные отверстия, в которых затем нарезаем метчиком резьбу.
Вворачиваем в отверстия с резьбой по одному болту.
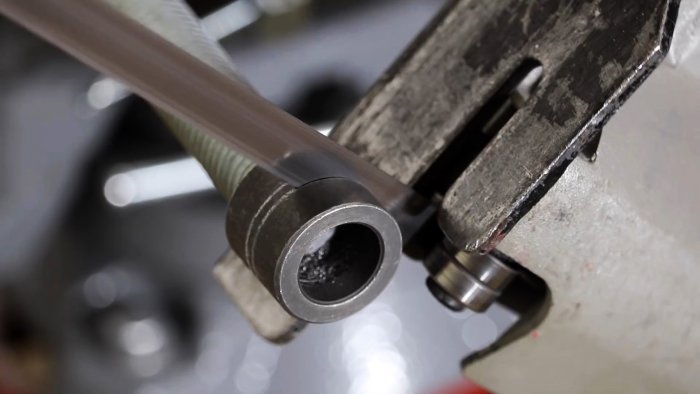
В круглом стальном стержне высверливаем центральное сквозное отверстие необходимого диаметра.
Устанавливаем стержень с отверстием под небольшим углом так, чтобы его торец совпадал с внутренним краем узкой стороны прорези и был направлен наружу и вверх.
В этом положении привариваем стержень к рамке и сверху по центру сверлим в нем поперечное отверстие, в котором также нарезаем резьбу. Вворачиваем в отверстие с резьбой болт.
Приспособление готово к работе.
В качестве свариваемых деталей встык выбираем отрезки профильной трубы.
Сверху на свариваемые детали устанавливаем «ножками» вниз приспособление так, чтобы стык оказался посередине прорези.
В стержень с отверстием вставляем сверху покрытый электрод. Чтобы свариваемые детали оставались неподвижными, фиксируем их с помощью вворачивания двух боковых болтов.
Совмещаем конец электрода с точкой начала сварного шва, сгибаем его так, чтобы он лег на стык. Т. е. сварка будет происходить, как бы, лежачим электродом.
Подсоединяем к другому концу электрода держак, устанавливаем необходимые параметры сварочного процесса и включаем сварочный аппарат.
После возбуждения дуги процесс протекает, можно сказать, автоматически: детали неподвижны, а дуга перемещается по мере расплавления электрода.
По завершении сварки убираем приспособление, открутив предварительно болты, фиксирующие детали.
Отбив шлак, и зачистив шов болгаркой, убеждаемся, что он получился по форме и структуре качественным.
Как сделать сварочную струбцину под любой угол сварки
Чтобы быстро и ровно сваривать трубы, прутки и прочий металлопрокат под углом, очень удобно использовать специальную струбцину. Она держит детали крепче магнитов, к тому же способна регулироваться под разные углы стыковки. Это действительно полезное приспособление для сварщика, которое не сложно сделать самостоятельно.

Основные материалы:
- труба 100 мм;
- уголок 50х50 мм;
- полоса 50 мм;
- шпильки М16 – 2 шт.;
- болты М10, М16;
- обычные и удлиненные гайки, шайбы М10, М16, М20.
Процесс изготовления струбцины для сварки
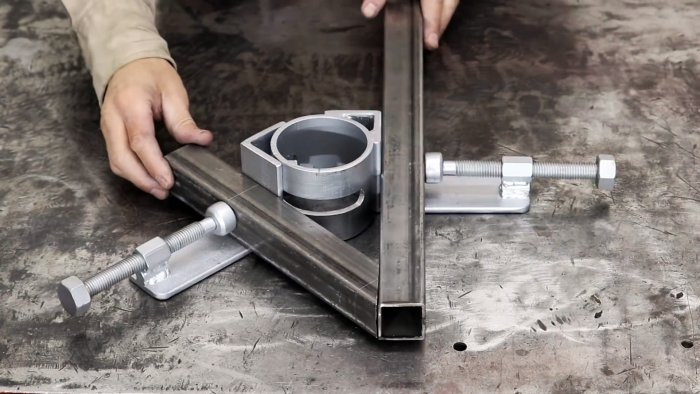
От трубы нужно отрезать заготовку длиной 7-10 см. По центру, на половину окружности в ней делается вырез шириной 16 мм.

Далее нужно подготовить 2 отрезка уголка по длине трубы. В центр одного из них вваривается болт М16 с проточенной головкой.

Уголок с болтом вставляется в прорезь в трубе. Изнутри на него надевается гайка М20 и накручивается М16.

Нужно сместить уголок в край паза и зажать. Затем к нему впритык подставляется второй, и приваривается к трубе.

К уголкам под прямым углом привариваются по отрезку полосы длиной по 15 см. Важно, чтобы металл при сварке не повело, и угол был соблюден.

На следующем этапе изготавливается 2 упора для зажима струбцины. Для этого из трубки 3/4 дюйма вырезаются 2 кольца.
По бокам к ним привариваются шайбы. С одной стороны нужно подварить по мелкой шайбе, чтобы сквозь нее не проходила головка болта М10.

Для изготовления зажима нужно подготовить 2 шпильки М16. С одного края к ним приваривается оголовок, в качестве него можно использовать гайки М20.
Со второго на торец привариваются гайки М10. Последние протачиваются, чтобы накрутить на шпильки удлиненные гайки М16.


Далее нужно приварить их удлиненными гайками к полосам на уголках. Для этого используются проставки из прутка.


Ее подвижный уголок нужно установить точно напротив приваренного, чтобы соблюсти прямой угол. Затем на трубе намечаются ножовкой метки по его краям. После этого следует сдвинуть подвижный угол уже под 45 градусов, и также поставить насечки.

Ориентируясь по меткам, будет возможно выставлять струбцину под нужный угол, и зажимать на ней трубы или прочий прокат для сварки. Получается очень удобная полезная конструкция, позволяющая сваривать ровные металлоконструкции.



Смотрите видео
Сварка полиэтиленовых труб
Эксплуатационные и технологические свойства полиэтиленовых труб во многом схожи со свойствами труб из полипропилена - неподверженность коррозии, незарастание внутренней поверхности, химическая стойкость, экологичность, долгий срок службы при правильной эксплуатации. Однако имеются и отличия - как положительного свойства, так и отрицательного. Относительно низкая термостойкость полиэтилена не позволяет использовать трубы из него для транспортирования сред с температурой выше 40-50°C. Их применяют в основном для холодного водоснабжения, газопроводов, систем вентиляции и т.п. Исключение составляет сшитый полиэтилен (PE-X, XLPE, ПЭ-С), который можно эксплуатировать при температуре до +95°C. Высокая морозостойкость полиэтиленовых труб (до -70°C) делает их отличным материалом для строительства наружных трубопроводов.

Сварка пластиковых труб встык
Способы сварки полиэтиленовых труб
Полиэтилен относится к группе хорошо свариваемых материалов из-за широкого температурного интервала вязкотекучего состояния (более 70°С) и относительно малой вязкости расплава.
Полиэтиленовые трубы сваривают тремя способами - стыковой, раструбной и электромуфтовой (с закладными нагревателями) сваркой.
Сварка враструб
Сварка полиэтиленовых труб враструб не получила такого широкого распространения, как раструбная сварка труб из полипропилена, хотя сам по себе этот способ является таким же технически простым в реализации и надежным, как и в отношении полипропиленовых труб. Связано это, скорее всего, с тем, что полиэтиленовые трубы используются в основном для прокладки наружных трубопроводов с большой протяженностью линий и малым числом поворотов. А раструбная сварка, как известно, максимально проявляет свои достоинства именно при монтаже внутренних трубопроводов, выполняемых из труб небольшого диаметра и прокладываемых в помещениях с обилием поворотов во всевозможных направлениях.

Сварка пластиковой трубы враструб через муфту
И тем не менее раструбная сварка полиэтиленовых труб - технологичный и надежный способ соединения. Параметры ее режима практически не отличаются от параметров сварки полипропиленовых труб (см. Сварка полипропиленовых труб). Применяемое оборудование, все основные приемы, значения температуры нагрева паяльника и временных интервалов операций остаются такими же (или почти такими же), как и для сварки полипропиленовых труб.
Электромуфтовая сварка
Сварка с использованием закладных нагревателей (электромуфтовая сварка) удобна для применения в местах с ограниченным пространством, где затруднительно или невозможно размещение оборудования для стыковой сварки. Для нее не существует ограничений в отношении минимального диаметра соединяемых труб. Ее можно применять, начиная с самых малых диаметров - 20-ти мм.

Электромуфтовая сварка



При сварке труб фитингами с закладными нагревателями, нагрев места стыка и расплавление материала осуществляется спиралью из металлической проволоки, заделанной в фитинг, по которой пропускается электрический ток. Давление в зоне сварки и герметизация соединения создается за счет теплового расширения трубы. Чтобы осуществить электромуфтовую сварку, необходимо иметь саму электросварную муфту и аппарат для сварки полиэтиленовых труб, с помощью которого подают напряжение на нагревательную проволоку.

Сварка встык
Как и в случае с раструбной сваркой, технология сварки полиэтиленовых труб стыковым способом в основном не отличается от сварки труб из полипропилена. Разница заключается лишь в том, что для полиэтилена применяются несколько меньшие значения давлений (при нагреве и осадке) и времени (при нагреве и охлаждении), чем для полипропилена. Сравнительные данные этих параметров приведены в таблице ниже.

Параметры режима стыковой сварки для труб из полиэтилена (ПЭНП и ПЭВП) и полипропилена (ПП)
Сварка встык является основным способом неразъемного монтажа полиэтиленовых труб, начиная с диаметра 50 мм. Выбор этого значения в качестве начального, обусловлен тем, что толщина стенки 50-ти миллиметровых труб достигает 5-ти мм - как раз того значения, при котором гарантируется надежное соединение. Использование стыковой сварки для труб меньших диаметров нецелесообразно еще и потому, что образующийся при этом способе внутренний грат слишком сильно сужает и без того небольшой проход.
Стыковой сваркой рекомендуется сваривать трубы с одинаковой толщиной стенки. Иногда из этого правила делают исключения. В этом случае у трубы с большей толщиной стенки снимают фаску под углом 15±3° к оси трубы, обеспечивая, таким образом, одинаковую площадь контактных поверхностей.
Сущность стыковой сварки полиэтиленовых труб состоит в том, что оплавленные нагретым инструментом, до состояния вязкотекучести, торцы труб соединяются между собой под давлением и выдерживаются в таком положении до полного охлаждения соединения.

Схема стыковой сварки полиэтиленовых труб
Полученное стыковое соединение имеет прочность выше, чем прочность самой трубы. При испытании образца с фрагментом стыкового соединения на разрывной машине, его разрыв происходит по месту целого материала, а не по сварному шву (1 - целый образец, 2 и 3 - стадии растяжения).

Испытание полимерного образца сваренного стыковой сваркой
В качестве оборудования для стыковой сварки полиэтиленовых труб применяются сварочные аппараты, состоящие из нескольких узлов, каждый из которых выполняет определенные функции.
Центратор с четырьмя или двумя подвижными и неподвижными хомутами служит для зажима, центровки и сведения труб. Торцеватель (рубанок) предназначен для обработки их торцов. С помощью нагревательного инструмента (сварочного зеркала) осуществляется нагрев труб. Аппарат имеет устройство, создающее усилие, прижимающее трубы к сварочному зеркалу (при нагреве) и друг к другу (при опрессовке). Блоки электропитания и управления обеспечивают подачу напряжения на узлы и поддержание всех параметров в необходимом интервале.

Аппарат для стыковой сварки пластиковых труб: 1 - торцеватель с ножами по обе стороны, 2 - нагреватель.

Маленькое приспособление для стыковой сварки пластиковых труб
Для резки труб используются труборезы.

Труборез
Для стыковой сварки выпускаются всевозможные фитинги (спиготы).
Основные параметры стыковой сварки. К основным параметрам стыковой сварки относятся: температура нагрева инструмента, усилие прижатия труб к сварочному зеркалу и друг другу и продолжительность операций. Изменение давления удобно представлять в виде циклограммы.

Циклограмма стыковой сварки полимерных труб: tоп - время оплавления торцов, tн - время нагревания (прогрева), tтп - время технологической паузы на удаление нагревателя, tд - время подъема давления осадки, tохл - время охлаждения сварного соединения под давлением, tсв - общее время сварки, Роп - давление нагревательного инструмента на торцы труб при оплавлении, Рн - давление нагревательного инструмента на торцы труб при нагревании (прогреве), Рос - давление на торцы труб при осадке.
Контроль за давлением осуществляют с помощью манометра гидравлического насоса, создающего усилие сжатия. Если давление создается вручную или устройством без манометра, контроль осуществляется визуально по форме и размерам образующихся валиков грата. Время операций контролируют по секундомеру.
Последовательность операций сварки. Стыковую сварку осуществляют в следующем порядке.
- Очищают и обезжиривают концы соединяемых труб.
- Закрепляют трубы в центраторе сварочного устройства и обрабатывают их торцы резцом (осуществляют торцевание) с целью обеспечения их перпендикулярности оси. После торцевания заготовки сводят друг с другом для проверки отсутствия зазора. Для труб диаметром менее 110 мм допускается наличие зазоров не более 0,3 мм.
- Между торцами труб устанавливают сварочное зеркало, нагретое до рабочей температуры - согласно инструкции на оборудование и материал труб. Для всех марок полиэтилена, температура нагрева инструмента укладывается в интервал 205-230°C.
- Прижимают торцы труб к зеркалу с усилием Pоп, создающим давление 4-6 кг/см 2 , - до появления по периметру торцов грата высотой 0,5-2,0 мм. После этого снижают давление до величины 0,2-0,5 кг/см 2 и поддерживают его таким в течение всего времени нагрева. Точные значения давлений и продолжительности нагрева содержатся в инструкциях на оборудование и трубы. Ориентировочные величины приведены в таблице выше. Сварка ПЭ труб при холодной погоде может потребовать увеличения времени на их прогрев (увеличивать температуру инструмента недопустимо). Оптимальное значение продолжительности нагрева для различных внешних условий лучше всего определять, производя пробную сварку на ненужных обрезках труб.
- После истечения времени прогрева, подвижный зажим центратора с трубой отводят на расстояние 5-6 см, убирают сварочное зеркало из зоны сварки и сводят трубы до соприкосновения, создавая давление осадки Pос 1-3 кг/см 2 . При этом визуально контролируют размеры и конфигурацию образующегося грата. Давление осадки выдерживается в ходе всего времени охлаждения соединения.
- Извлекают трубы из зажимов центратора.
Требования к качеству сварных соединений
Внешний вид и параметры правильно выполненного сварного соединения должны отвечать определенным требованиям, в числе которых следующие.
- Размеры валиков грата должны соответствовать значениям, приведенным на рисунке ниже.

Параметры грата
- Грат должен быть равномерно и симметрично распределен по окружности стыка.
- Взаимное смещение стенок свариваемых труб в радиальном направлении не должно превышать 10% от их толщины.
- Впадина (А) между валиками грата (линия сплавления) не должна располагаться ниже наружной поверхности труб.
- Цвет грата должен быть идентичен цвету труб. Наличие трещин, пор и инородных включений не допускается.
На рисунке ниже изображен сварной шов, выполненный с соблюдением всех технологических параметров. Его отличают гладкие, симметричные валики с округлыми формами и размерами, не выходящими за рамки установленных значений.

Правильная форма грата
А вот так выглядят швы, выполненные с нарушениями технологии.

Слишком маленький грат
Слишком малые размеры валиков грата говорят о заниженном давлении при осадке труб или недостаточном времени прогрева.
Чрезмерно большие размеры валиков свидетельствуют о завышенном времени прогрева или слишком высокой температуре нагревателя.

Слишком большой грат
Смещение торцов труб друг относительно друга происходит при плохой центровке или отсутствии фиксации труб в центраторе.

Смещение торцов труб
Некачественное торцевание (наличие зазора между сомкнутыми торцами труб) приводит к неравномерности распределения грата по периметру труб.
Некоторые особенности монтажа полиэтиленовых труб
Как и все материалы, полиэтиленовые трубы подвержены температурному расширению и сжатию. Трубы, уложенные в траншеи и засыпанные грунтом, изменяют размеры в меньшей степени, чем проложенные на поверхности. Для компенсации температурных расширений при монтаже труб в траншеях используют укладку "змейкой".
Укладка трубы змейкой
Монтаж полиэтиленовых труб необходимо производить с учетом снижения их гибкости при низких температурах. Нельзя допускать слишком малых радиусов изгиба. В таблице ниже приведены значения минимально допустимых радиусов изгиба в зависимости от наружного диаметра трубы и температуры окружающего воздуха.

Минимально допустимые радиусы изгиба труб из ПЭ в зависимости от наружного диаметра трубы

Значения геометрических параметров дуги при радиусе равном единице
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Читайте также: