Контактная сварка алюминия оборудование
Обновлено: 02.05.2024
Из существующих способов контактной сварки для алюминия и его сплавов широко применяется точечная, а также шовная сварка. Стыковая сварка алюминиевых сплавов применяется реже.
Для получения качественных соединений особое внимание следует обратить на подготовку поверхности деталей. Листовые элементы перед точечной и роликовой сваркой зачищают с двух сторон на ширине 30-50 мм в местах расположения сварных точек или швов. Детали, подготавливаемые для стыковой сварки, должны быть зачищены по торцам и на участках в местах закрепления в зажимах сварочной машины. Лучшие результаты дает химическая очистка - травление деталей в специальных ваннах после предварительного обезжиривания. Рекомендуется травление выполнять при 17-25° С в водном растворе концентрированной ортофосфорной кислоты (Н3РО4) с добавкой 0,1-0,3 % хромпика (К2Сг207). Продолжительность травления 10-15 мин, далее просушка горячим воздухом (Т = 70÷80° С). После травления допускается хранение деталей перед сваркой до 3 суток при использовании машин переменного тока и до 24 ч при сварке запасенной энергией.
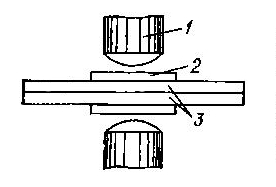
Рисунок 1. Схема точечной сварки алюминия с использованием прокладок из нержавеющей стали 12Х18Н9:1 — электрод; 2 — прокладка; 3 — свариваемые детали.
Точечная сварка алюминия и его сплавов связана с некоторыми трудностями. Поскольку алюминий обладает высокой электрической проводимостью, сварка сопровождается перегревом металла у контакта между электродом и деталью и, как следствие, их свариванием. Для того чтобы исключить это отрицательное явление в ряде случаев применяют теплоизолирующие прокладки из стали 12Х18Н9 толщиной 0,2-0,5 мм между электродом и деталью из алюминия. Такие прокладки не привариваются к деталям. При сварке алюминиевых сплавов необходимо обеспечивать небольшое и по возможности постоянное электросопротивление пленки оксидов на поверхности изделия: при сварке на машинах переменного тока – 100-300 мкОм, при использовании запасенной энергии - менее 100 мкОм. Для контроля качества поверхности детали зажимают между электродами специального пресса или точечной машины. При измерении контактного сопротивления можно пользоваться микрометром типа М246 или другими приборами, предназначенными для измерения малых сопротивлений.
Для алюминия, и, его сплавов, точечная сварка применяется при толщине металла от 0,04 до 5-6 мм. Элементы, собранные под сварку, должны плотно прилегать друг к другу; допускаются зазоры не более 0,3 мм на длине 100 мм.
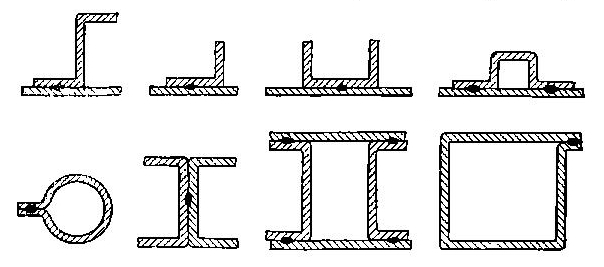
Рис. 2. Типы соединений прн точечной сварке алюминия в его сплавов.
Таблица 1. Ориентировочные режимы точечной сварки 'алюминиевых сплавов
Характеристика контактной точечной сварки алюминия. Особенности и технология сварочного процесса
Особенности сварки алюминия
Материал покрыт естественной оксидной пленкой, которая неодинакова по толщине и обладает большим электрическим сопротивлением. Свариваемость алюминиевых сплавов различна, но точечной сварке поддаются все. Трудность процесса зависит от сочетаний сплавов. Легче соединяются сплавы, имеющие высокий предел прочности.
Алюминий имеет высокую тепло- и электропроводность, поэтому точечная сварка сплавов требует использования кратковременных импульсов тока большой величины, превышающей в 3 раза значение, применяемое при сваривании низкоуглеродистой стали. Интервал температур ограничен.
Давления при работе с пластичными (неупрочненными) алюминиевыми сплавами такие же, как для низкоуглеродистой стали. Сплавы, упрочненные деформацией или термической обработкой, сваривают с давлениями, аналогичными работе с коррозионно-стойкими сталями.
Высокопрочный алюминиевый сплав при этом виде сварки имеет склонность к образованию дефектов усадочной природы (трещины, раковины, поры). По этой причине процесс проводится с применением ковочного усилия.
Качество сварного шва зависит от материала электродов и формы их торцов.
Технология сварки
Технология точечной контактной сварки алюминиевых сплавов включает такие операции:
Выбор технологии зависит от исходных данных: программы изготовления элементов, их конструкции (тип материала, габариты, толщина), оборудования и приспособлений.
Форма и размеры соединяемых деталей, а также расположение точек должны быть такими, чтобы детали в местах соприкосновения прижимались беспрепятственно. Толщина свариваемых деталей не должна превышать троекратную разницу.
Количество свариваемых единиц в одном пакете – 2, допускается – 3, в неответственных соединениях – 4.
Оборудование
Средства производства при контактной точечной сварке алюминия включают:
- сварочное оборудование;
- средства для подготовки поверхности;
- приспособления, обеспечивающие точность сборки и сварки;
- электроды;
- устройства для проведения подготовительных, заключительных, доводочных операций;
- аппаратура для контроля.
Сварочное оборудование
Используют машины для контактной сварки. Их главные функции – сжатие и нагрев соединяемых элементов. По виду используемой энергии классифицируются:
При выборе конструкции машины для сварки алюминиевого сплава учитывается скорость размягчения материала, составляющая 0.002-0.005 сек. Прилагаемое к электродам усилие должно быть достаточным для разрушения поверхностного слоя окиси.
Электроды
По причине высокой теплопроводности материала, имеются ограничения к типам применяемых электродов. Материал для их изготовления должен обладать хорошей электропроводностью (более 85%), жаропрочностью, твердостью. Это медные электроды, состав которых подбирается по типу свариваемого сплава.

Примерная стоимость медных электродов на Яндекс.маркет
Подготовка материала
Этап проводится после проведения окончательной обработки и пригонки деталей для свариваемого узла. Процесс заключается в удалении с поверхности алюминия окиси с применением механического или химического метода.
Механический способ
Выполняется вручную наждачной бумагой или с использованием специальных устройств (вращающихся металлических щеток).
Предварительная подготовка металла заключается в зачистке участков в зоне сварных точек на ширину 30-50 мм. Сварка при этом методе производится через 2-3 часа после обработки во избежание повторного окисления алюминия.
Химический метод
В специальных ваннах выполняется травление алюминия водным раствором ортофосфорной кислоты или каустической соды. Перед проведением процедуры заготовки очищают от загрязнений, обезжиривают и промывают в теплой и холодной воде. Длительность травления – 10-15 минут, после чего детали просушивают горячим воздухом.
Допустимые сроки хранения заготовок после травления:
- 3 дня при сварке машинами с энергией переменного тока;
- 1 день – аппаратами накопленной энергии.
Порядок работ
Последовательность операций контактной точечной сварки алюминия следующая:
- Установка заготовок.
- Плотное прижимание материалов между электродами машины для контактной сварки.
- Подача через электроды энергии.
- Нагрев деталей.
- Образование расплавленного ядра.
- Отключение энергии.
- Непродолжительная выдержка заготовок между электродами в сжатом положении с целью охлаждения свариваемой зоны, уменьшения усадочной раковины при кристаллизации расплавленного металла.
Процесс работы автоматизирован и начинается с момента нажатия оператора на пусковую кнопку.
Особенности и основные способы сварки алюминия: краткая технология и необходимое оборудование
Алюминий – один из самых популярных конструкционных металлов, чему способствует его достаточная прочность, малый вес, отличные показатели тепло- и электропроводности. Тем не менее сварка алюминия представляет собой достаточно сложный и трудоемкий процесс.
- наличием тугоплавкой оксидной пленки (стойкой к температурам до 2050℃) при более низкой температуре плавления основного вещества (660℃);
- мгновенным формированием оксидных пленок на каплях свежерасплавленного металла, что мешает их соединению друг с другом;
- необходимостью применения высоких сварочных токов для компенсации теплопроводности;
- высокой жидкотекучестью, а, следовательно, необходимостью оперативного охлаждения;
- склонностью к деформациям и растрескиванию при остывании.
Последний фактор обычно связан с наличием в структуре алюминия примесей в виде пузырьков газов, частиц щелочных и щелочноземельных металлов.
Ряд сложностей может возникнуть при определении марки алюминия или его сплава (например, с магнием, марганцем, кремнием), особенно если процентное соотношение веществ неизвестно.
Вне зависимости от выбранного типа сварки алюминия требуется выполнение очистных и подготовительных операций, которые должны снизить влияние вредоносных факторов в процессе сварки. К таким операциям относят:
- отбортовку тонколистовых заготовок и кромкование заготовок большой толщины;
- разрушение оксидной пленки в среде инертных газов, которое включает механическое удаление поверхностного слоя и обезжиривание металла;
- предварительный прогрев заготовок до температуры 250-400℃ (используется только в «горячих» методах сварки, зависит от толщины и формы заготовки);
- установка теплоотводящих прокладок, обеспечивающих равномерное и быстрое охлаждение заготовок в процессе сварки.
Кроме того, при восстановительном сваривании может проводиться обработка дефекта проникающими диагностическими составами для определения глубины и формы трещин, а также расчетных показателей шва. Кромки обнаруженных трещин, как правило, разделываются.
После выполнения этих действий приступают непосредственно к свариванию металла. По завершении работ соединение промывается проточной водой, со шва удаляются шлаки и прочие загрязнения.
Ручная сварка вольфрамовым электродом в среде аргона (TIG)
Сварка алюминия в среде защитного газа (помимо аргона, может применяться гелий) стала в последние годы самой популярной и востребованной технологией.
Швы, наложенные данным методом, мало подвержены тепловым и усталостным деформациям, они остаются прочными и эластичными в течение всего периода эксплуатации изделия.
Ручная сварка алюминия в защитной среде предполагает использование вольфрамовых электродов диаметром от 1 до 5 мм, а также присадочных прутков диаметром от 1 до 4 мм. Для окончательного разрушения остаточных оксидных пленок применяются сварочные аппараты переменного тока. Конкретные параметры операций по методу TIG можно определить из таблицы.
Технология достаточно доступна, а потому широко используется не только в промышленных, но и в бытовых условиях. Для получения качественного соединения алюминиевых заготовок требуется лишь набор оборудования, включающий газонагнетающую установку, и определенные профессиональные навыки. Вот несколько советов, которые помогут правильно наложить сварочные швы:
- Вольфрамовый электрод держат под углом 70-80° к рабочей поверхности, пруток – под прямым углом.
- Пруток ведут первым, двигать его следует отрывисто, с периодическим подъемом вверх. Электрод следует за ним, формируя общую сварочную ванну с металлом прутка. Следует исключить любые поперечные движения.
- Оптимальная длина сварочной дуги составляет 1,5-2,5 мм. Укорачивание дуги приводит к повышению температуры плавления, удлинение – к снижению.
- Подачу газа включают за 3-5 секунд до начала сварки, отключают через 5-7 секунд после ее окончания. Это позволяет исключить оксидирование незастывшего металла.
- Слишком интенсивная подача защитного газа не менее вредна, чем недостаточная. Она приводит к подсосу воздуха в зону сварки, что негативно сказывается на качестве швов.
Чтобы обеспечить эффективный теплоотвод, заготовку устанавливают на медный или стальной радиатор. Роль простейшего радиатора в бытовых условиях может играть свернутая проволока из металлов с высокой теплопроводностью.
При отсутствии такого охлаждения велик риск термических деформаций, искривления формы сварочной ванны и даже прожога заготовок.
Сварка полуавтоматом в среде аргона (MIG)
Полуавтоматические импульсные сварочные аппараты дают преимущество при работе с алюминием, так как генерируют серии импульсов, эффективно разрушающих поверхностные оксидные пленки. Кроме того, токи высокого напряжения «вбивают» в сварочную ванну капли металла прежде, чем на них успеют образоваться оксиды. Тем не менее при последующем плавлении и кристаллизации ванны не обойтись без защитного газа, роль которого традиционно играет аргон. Только в этом случае шов получится прочным, надежным и аккуратным.
При прочих равных условиях полуавтоматическое оборудование дает трехкратное преимущество в скорости сварки в сравнении с классическим TIG-методом, однако, требует применения более сложных и дорогостоящих технологических процессов. Кроме того, ручные швы, наложенные опытным сварщиком с использованием вольфрамового электрода и присадочного прутка, могут оказаться даже более качественными, чем швы, созданные полуавтоматом.
Полуавтоматическая сварка алюминия осуществляется постоянным током высокого напряжения с обратной полярностью. Одна из основных сложностей, связанных с этим процессом, заключается в равномерной и своевременной подаче мягкой алюминиевой проволоки в сварочную ванну. Чтобы избежать проблем, достаточно следовать нескольким простым правилам:
- для подачи алюминиевой проволоки необходимо использовать специальные наконечники с маркировкой «AL», иначе велик риск застревания материала ввиду его термического расширения;
- применять четырехроликовый подающий механизм, чтобы исключить вероятность возникновения петель и изгибов;
- скорость подачи должна быть достаточно высокой, так как проволока может начать плавиться еще до поступления в ванну.
Выбор конкретной марки проволоки и режима ее подачи диктуется составом алюминия или алюминиевого сплава, который будет свариваться, толщиной заготовок, режимом работы сварочного аппарата и способом обработки кромок. Зачастую первый фактор остается неизвестным, а, значит, подбирать материал приходится экспериментальным путем.
Электродуговая сварка покрытыми электродами (MMA)
Главное преимущество ручной электродуговой сварки покрытыми электродами – простота процесса и доступность оборудования. При сваривании алюминия она обычно используется в том случае, когда нет возможности реализовать MIG- или TIG-процесс, и только тогда, когда толщина заготовок составляет не менее 4 мм. Метод MMA обладает рядом существенных недостатков, среди которых:
- необходимость профессиональных сварочных навыков для создания ровного прочного шва;
- высокая вероятность образования пузырей в сварочной ванне;
- сильное разбрызгивание металла во время работы;
- сложности в удалении шлаков и загрязнений.
Обязательным условием при сварке алюминия покрытыми электродами является предварительный прогрев заготовок. В качестве основного инструмента используют несколько специфичные сварочные выпрямители с полого снижающейся внешней характеристикой. Для относительно тонких заготовок (4-6 мм) используются электроды диаметром 4 мм, более тонкие электроды не применяются.
Технология MMA предполагает такую последовательность действий:
- Заготовки закрепляются на рабочей поверхности с зазором в 1,5-2,5 мм, в случае необходимости проводится предварительная разделка кромок.
- Между покрытым электродом и основным металлом поджигается электрическая дуга длиной около 2 мм. Более длинные дуги при MMA-сварке алюминия не только замедляют плавление, но и способствую окислению сварочной ванны, а также увеличивают разбрызгивание металла.
- В процессе плавления электрода его основа примешивается к металлу сварочной ванны (15-35%), а плавящееся покрытие генерирует газовое облако, защищающее расплавленный алюминий от окислительного воздействия воздуха. Роль дополнительной защиты играют выбрасываемые шлаки.
- Электрод быстро перемещают в продольном направлении, так как скорость его плавления значительно выше, чем у непокрытых аналогов. Поперечные уклоны электрода должны быть сведены к минимуму.
- По мере удаления электрода металл кристаллизуется, формируя сварочный шов. Если происходит случайный обрыв дуги, в шве образуются непроработанные зоны – «кратеры».
Главными сферами применения MMA-метода стало бытовое и восстановительное сваривание технического алюминия, сплавов алюминия и магния (содержание Mg до 5%), силумина. Обязательным условием после проведения сварки является очистка и контроль качества шва.
Сварка алюминия со сталью: особенности сварочного процесса, способы и применяемые технологии
Сварку алюминия со сталью часто применяют в радиоэлектронике, авиации и производстве бытовой техники.
Особенности сварки алюминия со сталью
Соединение этих металлов позволяет изделиям из них совмещать их преимущества. Если нужно получить качественный сварной шов, обязательна подготовка металлов перед сварочным процессом и соблюдение технологии сварки.
Сварка алюминия и его сплавов со сталью имеет свои нюансы:
- у этих двух металлов большая разница в температурах: пока сталь только прогревается, алюминий уже становится жидким;
- коэффициент линейного расширения обоих металлов так же сильно различается, поскольку возникают значительные термонапряжения по линии перехода от стали к алюминию;
- разные теплопроводность и теплоёмкость металлов приводят к термическим напряжениям;
- в сварном шве может образоваться тугоплавкая окисная плёнка. Чтобы её устранить, рекомендуют использовать специальный флюс.
Качественное сварное соединение должно обладать пластичностью не ниже, чем у стали, и прочностью не ниже, чем у алюминия.
Для соединения алюминия и стали чаще всего используются аргонодуговая сварка с неплавящимся электродом или сварка через биметаллические вставки. В промышленности также используют сварку взрывом, диффузионную, лазерную, электронно-лучевую и точечную сварки.
Сварка алюминия со сталью аргонодуговым способом
Перед началом сварочного процесса кромки металлов рекомендуется очистить и нанести на них защитное покрытие. Самое доступное по цене из них — цинковое.
Присадочный материал в этом случае — проволока марки АД1 из алюминия с присадкой кремния (он хорошо влияет на формирование диффузионной прослойки стабильного качества) или проволока из сплава АК-5.
Важно! АМг-6 не рекомендуют применять, поскольку эта присадка дает низкую прочность сварного шва.
Чтобы подготовить стальную деталь к сварке, для стыкового соединения нужно скосить кромки под углом 70° для максимальной прочности соединения.
Кромки нужно тщательно очистить пескоструем или механически обработать, затем нанести поверхностный слой.
Аргонодуговую сварку алюминия и стали отличает расположение дуги: в начале сварки первого прохода оно удерживается на присадочном прутке, а в процессе сварки последующих проходов — на присадочном прутке и образующемся валике. Это обезопасит покрытие от преждевременного выгорания.
Во время сварочного процесса важно последовательно накладывать валики шва (зависит от вида соединения).
- сварка МИГ — происходит на постоянном сварочном токе обратной полярности;
- сварка ВИГ — бывает и на переменном сварочном токе, и на постоянном токе прямой полярности.
Величина сварочного тока должна зависеть от толщины свариваемого металла:
Техника выполнения сварных швов
Для соединения алюминия и стали нужно выбирать способ техники сварки углом вперёд, с углом наклона электрода от вертикали вдоль оси сварного шва 40-45 градусов.
Важно правильно выбрать скорость сварки, поскольку от неё зависит, сколько между собой будут взаимодействовать жидкий алюминий и сталь. Это напрямую влияет на толщину и стабильность соединительного слоя.
Скорость сварки необходимо выбирать максимально возможной: не менее 7 м/ч для сварки первых проходов многопроходных сварных швов и не менее 12 м/ч для однопроходных и последующих проходов многопроходных сварных швов. На это есть причины:
- интенсивное образование интерметаллидов во время длительного контакта стали и алюминия на высоких температурах;
- интенсивное образование корунда и рост зоны слабины;
- интенсивное выгорание цинка.
Сварочные и наплавочные швы нужно выполнять без поперечных и возвратно-поступательных колебательных движений. Присадку в сварочную ванну нужно подавать со стороны оцинкованной стали для уменьшения выгорания цинка.
Горелку нужно смещать относительно стыка сварного шва в сторону алюминия или алюминиевого сплава на 1-3 мм. Это связано не только с уменьшением выгорания цинка, но и с тем, что, обладая высокой теплопроводностью, алюминий нагревается и расплавляется значительно медленнее, чем сталь и цинк, который её покрывает.
Послесварочная термическая обработка сварного соединения нежелательна, температура его эксплуатации не должна превышать 270 градусов. В противном случае, толщина прослойки может увеличиться, что приведёт к снижению динамической прочности или разрушению сварного шва.
Сварка через биметаллические вставки
Биметаллические переходные материалы (вставки) — это алюминиевые элементы, к которым уже прикреплен другой материал.
Для сварки вставок чаще применяют стандартные технологии — GMAW и GTAW.
Стальную сторону вставки нужно приварить к стали, алюминиевую — к алюминию. В процессе важно не перегреть вставки, иначе образуется хрупкое интерметаллическое соединение на стыке стали и алюминия внутри вставки.
Разрушение сварного шва, содержащего интерметаллиды происходит, как правило, ещё во время горения сварочной дуги. Но даже если шов не разрушится в процессе или в конце сварки, он напомнит о себе, когда изделие будут эксплуатировать.
Сначала лучше варить алюминий с алюминием. Это позволит увеличить отвод тепла при сварке стали со сталью и не допустит перегрева на участке соединения стали с алюминием.
Этот способ часто применяют, когда хотят получить качественные сварные швы. Подобную технологию используют в судостроении.
Другие способы сварки алюминия со сталью
Лазерным способом пользуются не только для создания миниатюрных соединений, но и для того, чтобы получить длинные швы, например, в автомобильной промышленности. Этот способ позволяет тонко управлять тепломощностью импульсного лазерного излучения.
Чтобы получилось нахлёсточное соединение, нагрев лазером нужно вести со стороны стали. Она нагреется до температуры, когда алюминий уже расплавится, но останется твёрдой.
Прочность швов можно повысить с помощью присадки на основе алюминия.
Диффузионная
В этом сварочном процессе соединяемые детали не расплавляются. Но из-за их продолжительного контакта на высокой температуре образуются интерметаллидные фазы.
Электронно-лучевая
На сталь наносят буферные покрытия из титана, никеля и циркония: тогда сварочный процесс будет успешен.
Точечная контактная
Хорошее точечное соединение стали и алюминия получается не всегда, даже если варить на конденсаторных машинах с жестким режимом разряда.
Этого можно избежать, применив промежуточную биметаллическую ленту. Полученные точечные соединения по прочности можно сравнить с клепаными.
Сварка взрывом
Соединения алюминия и стали, которые получаются при взрывном сварочном процессе, применяют на верфях Японии, Польши, США, Великобритании, Франции и других стран в качестве промежуточного элемента, который потом приваривают к основным материалам изделия.
MIG/MAG сварка алюминия и алюминиевых сплавов
Для уменьшения вероятности образования трещин при сварке следует помнить:
Сварка разнородных сплавов, как это обычно и происходит, увеличивает их чувствительность к трещинам. При выборе присадочного материала обращайте внимание на хим. состав присадки и базового материала, избегайте повышенного содержания магния и меди в материале шва.
Плохая подача проволоки – главная причина пригорания проволоки к соплу горелки
В отличии от сплавов серии 5ххх, сплавы серии 4ххх имеют меньшую вязкость и меньший предел прочности на срез в наплавленных участках. Проволока из этих сплавов также имеет повышенное количество проблем с подачей, чем проволок 5ххх того же диаметра.
Присадка из сплава марки 5ххх дает максимально возможную для не термообрабатываемых сплавов прочность шва. Содержание магния в присадке в пределах от 0.5 до 3% дает шов, чувствительный к трещинам. Сплавы Al-Mg с содержанием магния менее 3% могут быть сварены присадкой серии 4ххх Al-Si, поскольку силициды магния повышают вязкость, но одновременно повышают чувствительность к трещинам.
Для оптимальной подачи проволоки настраивайте минимальное торможение на катушке подачи проволоки.
Для подачи мягкой проволоки используйте любой жесткий и твердый пластик вместо мягкого полиамида.
Убедитесь в том, что для направляющих на входе в горелку используется полиамид или фторопласт
Для минимизации растяжения при подаче мягкой алюминиевой проволоки используйте подающие ролики с U-образной канавкой и притупленная фаской гранями. Настройте минимальное натяжение проволоки.
Для ручной сварки алюминия проволокой диаметром 1.2мм используйте обыкновенную 3м горелку с пластиковым шлангом.
Если сварка ведется с помощью сварочного робота, оснащенного устройством контроля подачи проволоки то наличие подающей системы “тяни-толкай” не обязательно при условии оснащения робота системой подачи проволоки с контролем степени ее натяжения.
Используйте повышенные подачи защитного газа – 20-30 л\ч для аргона, 23-50 л\мин для смесей гелий-аргон. Если у вас установлен расходомер, тарированный для аргона, а вы используете смеси с аргоном и установили расход 19л\час – реальный расход будет примерно на 50% выше. Используйте специальный расходомер при работе с гелиевыми смесями.
При сварке алюминиевых сплавов избегайте избыточно жестких прижимов/зажимных приспособлений; используйте возможно меньшее их количество для предотвращения трещин.
Поскольку тепло распространяется в алюминиевой детали быстро – подходите внимательно к сварке деталей. Варите тонкие места и стыки/трещины в первую очередь.
Избыточное количество установленных на алюминиевые детали зажимов может привести к трещинам в продольном направлении шва.
Увеличение длины провариваемого участка снижает вероятность образования трещин в продольном направлении шва.
Чтобы уменьшить количество трещин в поперечном направлении шва снижайте количество тепла, приходящее в материал детали при сварке(ток) с одновременным повышением скорости наложения сварного валика при сварке(перемещение горелки).
Для уменьшения вероятности трещинообразования в корне шва необходимо применять т.н. Обратноступенчатый – наложение относительно коротких сварных валиков “задом наперед” так, чтобы каждый новый участок шел позади предыдущего и его заполнение производилось к моменту остывания предыдущего участка для снижения термических напряжений.
Для минимизации вероятности трещинообразования в центральной части шва убедитесь в отсутствии усиления шва(шов должен бать вогнутый) и проводите сварку на малом напряжении.
Для большего прогрева провариваемого участка (большего провара) повысьте скорость подачи проволоки, используйте самое низкою напряжение, снизьте скорость сварки.
Сварочная ванна и техника сварки:
При сварке алюминия трещина в корне шва в многих случаях является источником брака. Трещина образовывается тогда, когда тонкий слой проваренного металла (впадина) подвергается растягивающим напряжениям после охлаждения детали.
При сварке следует стремиться к тому, чтобы слой наплавленного материала был выпуклым и выступал над прилегающими поверхностями. Тогда возникнет компенсация растягивающих напряжений при охлаждении. Для этого следует подбирать режимы сварки, технику наложения сварных валиков и порядок проходов при сварке.
Импульсная сварка идеально подходит для сварки деталей толщиной от 1 до 2,5мм. При толщине свариваемых деталей более 4мм обычная МИГ сварка дает более однородный шов с малой пористостью.
Импульсная сварка идеальна для сварки потолочных швов и для сварки в вертикальном положении.
Избегайте изгиба шва – проводите сварку с накладками/усилителями.
Используйте проволоку большего диаметра для уменьшения количества проблем с подачей проволоки.
При использовании проволоки диаметром менее 1,2мм возможны проблемы с подачей.
При сварке с толщиной детали выше 6мм, там где нужен повышенный прогрев прилегающих к зоне сварки участков, используйте аргоно-гелиевую смесь. Лучшей считается смесь с 40% гелия и 60% аргона. Необходимо помнить, что значительное содержание аргона необходимо для очистки разделанных кромок от оксида алюминия.
Используйте сопла повышенного диаметра чтобы обеспечить бесперебойную подачу защитного газа в зону сварки.
Если с соплом возникают проблемы – замените его на ближайший больший типоразмер или разверните его на диаметр 0.1-0.15мм больше.
При сварке с помощью робота при начале сварки используйте подачу проволоки на повышенной скорости по сравнению с скоростью подачи на остальных участках.
Поскольку при сварке с помощью робота возможны непровары в начале и в конце шва необходимо или увеличить длину шва выше расчетной или подобрать режимы сварки.
Если алюминий анодирован то кремний, содержащийся в присадке типа 4ххх делает шов более темным по цвету. Использование присадки типа 5ххх дает меньшее затемнение шва.
При пульсационной сварке снижается прогар; низкий ток позволяет использовать проволоку большего диаметра, образуется меньше дыма и озона при сварке.
Данные по сварке алюминия:
Используйте аустенитную (300-й серии) нержавеющую сталь для подкладок или для элементов захватных приспособлений, находящихся близко к зоне сварки.
На сплавах 2ххх-7хххх следите за трещинообразованием в самом начале и под конец прохода. Пользуйтесь таблицами рекомендованных режимов.
Для основного металла с чувствительностью к горячему растрескиванию типа 2ххх используйте присадочную проволоку марок 4145, 4047. Эти присадки имеют низкую температуру плавления и, как привило, затвердевают позже отвердения основного металла и набора им прочности.
При сварке алюминия марки 5ххх используйте предподогрев до 65С для избежания трещинообразования.
При сварке алюминия с содержанием 3,5-5,5%Mg для избежания трещинообразования.
не перегревайте деталь выше 120С
При сварке алюминия с содержанием 3,5-5,5%Mg для избежания трещинообразования убедитесь в том, что при сварки температура не превышает 150С в момент наложения очередного валика.
Присадочный материал тип 4643 предназначен для сварки сплавов типа 6ххх при последующей термообработке для повышения прочностных свойств материала.
Присадочный материал тип 5180 предназначен для сварки сплавов типа 7ххх при последующей термообработке для повышения прочностных свойств материала.
Для уменьшения трещинообразования в зоне термического влияния шва используйте присадку с такой же или меньшей температурой плавления, как и у основного материала.
Для уменьшения трещинообразования в зоне шва присадка должна содержать больше легирующих элементов чем основной материал.
Сплавы тип 4ххх 5ххх более склонны к трещинообразованию когда шов содержит от 0.5 до 2% Si-Mg.
При сварке тонкого алюминиевого листа присадка ER4047 является альтернативой присадке ER4043.
При сварке труб из 5ххх, 6хххх может использоваться присадка ER5656.
Сплавы 5183 и 5556 также могут использоваться вместо ER5656.
Не используйте присадки тип 5356-5183, 5556, 5654 там, где ожидается длительная работа шва при температуре выше 65С – может образоваться усталостная трещина в шве. Допускается использовать сплав тип 5554 поскольку он содержит менее 3% магния.
Будьте осторожны при попытках ремонта несвариваемых марок алюминиевых сплавов. Эти дорогостоящие детали из экзотических сплавов, применяющихся в авиастроении, дельтапланеризме, катерах, спортивном оборудовании дают межкристаллические микротрещины что приводит к трещинообразованию при последующем нагреве.
Поскольку теплопроводность алюминиевых сплавов весьма велика то при сварке возможен непровар на первых 6мм шва. Вероятность непровара увеличивается при толщине свариваемых деталей более 3мм. Чем больше свариваемая деталь – тем выше теплоотвод. Как правило, вероятность непровара высока на первых 6мм шва.
Если длина накладываемых вами швов выше 3мм и свариваемые детали будут подвержены циклически загрузкам либо значительно нагружены то вышеизложенное может помочь уменьшить брак по непровару.
Некоторые виды сварочных аппаратов дают возможность горячего старта на повышенной силе тока для ускоренного прогрева зоны сварки.
При сварке с помощью робота можно поставить большую силу тока или особые режимы сварки на первые 6мм шва.
Если необходима рабочая длина шва, к примеру, 75мм то конструктору было бы неплохо задать на чертеже длину шва 90мм для компенсации дефектов при начале/окончании сварки.
Чтобы минимизировать термические напряжения и снизить количество дефектов в корне шва попробуйте следующее:
Покупая сварочный аппарат Миг сварки убедитесь в том, что он имеет возможность управляемого снижения тока в конце сварки. Те люди, у которых был ТИГ сварочный аппарат с ножным управлением силой тока знают о преимуществах такого контроля.
Если сварка ведется с помощью робота и если он не имеет функции снижения тока в конце сварки – то задайте отдельный режим для этого. Этот режим должен предусматривать или снижение скорости подачи проволоки и напряжения или ту же скорость подачи проволоки и напряжение меньшее на 2-6 вольт чем в основное время сварки.
Если после первого прохода наплавленный валик не выпуклый - применяйте т.н. обратноступенчатый и последние 6мм шва проваривайте на пониженных режимах.
Если вы используете робота для сварки – знаете ли Вы это:
Если вы применяете робота для сварки, имеете полное представление о процессе сварки алюминия и возможных проблемах при сварке – используете ли вы отдельные технологические параметры при наложении однопроходного сварного шва с целью предотвращения брака.
Если при наложении длинного шва выделяется избыточное тепло – используйте отдельные технологические параметры для этого участка и ведите сварку на пониженных режимах.
Если возникает брак в начале шва – используйте отдельный режим сварки с повышенной скоростью подачи присадочной проволоки.
Для получения оптимальных швов уделяйте вниманию соотношению “сила тока/подача проволоки”.
Для сварки более 6мм предпочтительна 062 проволока с обычным струйным переносом металла. При этом скорость перемещения горелки значительно выше, чем у импульсной сварки – более 1,25 м/мин. Также сварка со струйным переносом более предпочтительна в плане провара и стабильности дуги.
Для улучшения качества шва в его начальной точке нужно применять следующие техники:
При ручной МИГ сварке отрегулируйте уменьшенный вылет проволоки и варите слева направо, от себя в начале шва. При сварке роботом варите так же слева направо, от себя выставив малый вылет проволоки из горелки и работая на повышенных режимах.
Если ведется сварка участка менее 3мм то предпочтителен импульсный процесс или контактная сварка.
Если вы работаете на оборудовании с неизвестными параметрами подачи проволоки то необходимо выяснить скорость подачи проволоки, непрерывно подавая ее на протяжении 10 секунд. После этого провести пробную сварку и добиться корректировки скорости подачи проволоки с инкрементов в пределах 10%.
Используйте оптимальный ампераж для проволоки определенного диаметра.
При сварке импульсным током оптимум лежит в пределах 30-60А.
Если сварка проводится проволокой диаметром 1,2мм и от сварочного источника проводите сварку вертикальных швов с подачей проволоки 7м/мин(как правило рукоятка регулятора устанавливается “на 11 часов” , 140А, 23В.
При сварке током КЗ ставьте напряжение дуги в пределах от 14 до 17В. Прислушайтесь ко звуку дуги – если раздаются слабые шлепки то снижайте вольтаж до тех. Пор, пока слабый треск не появится. Если раздастся звук треска и шлепков – повышайте вольтаж до тех пор, пока не останется постоянный звук слабого треска.
Отрегулируйте длину дуги вольтажом так, чтобы ее дуга была наименьшей без затухания и разбрасывания брызг из сварочной ванны.
Типичные данные для сварки МИГ
0.8мм : подача проволоки 12,5-19м/мин, 95-150А, 22-24В.
Оптимум 110-130А, 12,5-17/м/мин, 22В
1мм : подача проволоки 10-17,8м/мин, 120-200А, 23-24В.
Оптимум 150А, 13м/мин, 23В
1.2мм : подача проволоки 7.25-15,3м/мин, 140-270А, 23-25В.
Оптимум 170-230А, 9,4-11,5м/мин, 24В
1,6мм : подача проволоки 5,5-10,4м/мин, 190-350А, 26-28В.
Оптимум 270А, 7,5м/мин, 26-28В
При начале шва используйте нижний интервал указанных диапазонов.
При проблемах с проволокой диаметром 1,2мм (разбрызгивание, приваривание проволоки) можно попробовать проволоку диаметром 1,4мм которая применяется в системах роботизированной сварки и также представлена на рынке.
Проблемы при сварке алюминиевого сплава 6061-Т6.
Происходит сварка сплава 6061-Т6 присадочной проволокой 4043. При испытании сварного шва на прочность не удается добиться хотя бы минимально регламентируемой стандартом прочности шва. В любом случае, прочность в зоне шва снизится примерно вдвое от табличного значения для термообработанного материала.
Данная проблема является общей для сплавов 6ххх и известна как перегрев при сварке. Для ее решения проводите сварку на теплоотводящей прокладке, используйте присадки типов 4ххх, 5ххх и проводите последующую термообработку шва.
Максимальная температура предподогрева 120С. Не проводите сварку, пока температура детали не превысит 93С. По возможности используйте медные подкладки для отвода избыточного тепла из зоны сварки.
При сварке МИГ варите на наименьшем токе и возможно с большей скоростью перемещения горелки.
Наплавляйте шов тонкими валиками а не поперечными волнами.
Не используйте гелий в газовой смеси за исключением особах случав.
При сварке деталей из сплава 6061, работающих при повышенных температурах, используйте проволоку 5554/4047/4043. При использовании проволоки 5356/5556/5183 возможна усталостная коррозия шва или трещинообразование.
Если происходит сварка деталей из сплава 6061, требующих однородного цвета после анодирования применяйте проволоку из сплава 5356. Проволоки серии 4ххх будут давать более серые оттенки.
При термообработке деталей из сплава 6061, подвергающихся последующей термообработке полезно знать что сплавы присадок марок 5183/5356/5556 являются не тремообрабатываемыми и их использование может привести к последующему необратимому браку. Присадка 4043 в этом отношении нейтральна. Присадка 4643 считается пригодной для последующей термообработки.
При растрескивании шва попробуйте заменить проволоку 4043 на 4047. Также поэкспериментируйте с режимами сварки.
При сварке 6063-Т6 Тиг сваркой применяйте присадки серии 5ххх и 4хххх. При МИГ сварке применяйте сварку с повышенным значением катета шва или шириной шва.
При сварке сплава Т6/6063-Т52 сваркой МИГ присадка 4043 имеет наименьшую склонность к трещинам. Сплав 5356/5556 имеет наибольшую прочность шва.
При сварке сплава 6061 МИГ и ТИГ сваркой(ТИГ в 4 раза медленнее) поводки при сварке были практически одинаковыми. Данный феномен занимателен и имеет практическое значение.
Читайте также: