Контактная сварка для арматуры
Обновлено: 04.05.2024
Прочность и долговечность – основные требования, предъявляемые к любым бетонным конструкциям. Армирование позволяет практически полностью исключить деформацию, а значит, увеличить срок службы и надежность сооружений. Сварка при этом является наиболее доступным, простым и долговечным способом соединения металлов.
Способы сварки арматуры
Существует три основных способа сварки.
Сварка внахлест
Этот способ подойдет только для тех конструкций, которые не будут впоследствии испытывать больших нагрузок на изгиб (для укрепления фундамента данный вид шва непригоден). Данный тип соединения можно назвать самым простым. При его использовании расход металла значительно увеличивается.
Чтобы стыковка частей была более прочной, их концы обязательно зачищают грубой металлической щеткой. После этого прутья соединяют в продольной плоскости, смещая концы друг на друга на расстояние от 15 до 30 см. Чем больше нахлест, тем прочнее будет шов и конечная конструкция.
Сварка всегда производится с двух сторон, что может вызвать неудобства. Например, если один из швов находится внизу. Чтобы добиться хорошего результата, нужно точно соблюдать режим сварки, который, в свою очередь, зависит от сечения металлических стержней. Также важно правильно подбирать значения силы тока.
| Диаметр стержней | Сечение электрода | Сила тока |
| 3 – 5 мм | 3 мм | 200 А |
| 8 – 10 мм | 4 мм | 300 – 350 А |
| Более 10 мм | 5 мм | От 350 А |
Строгих ограничений по применению электродов нет. Но чаще всего используются расходники АНО или МР.
Сварка встык
Этот способ стыкования стержней более экономичен за счет уменьшения металлоемкости конструкции по сравнению с соединением внахлест, при этом прочность шва гораздо выше. Проводить работы можно как в ручном, так и в автоматическом режимах (для полной автоматизации процесса разработано оборудование). Однако несмотря на явные преимущества, данный вид сварки имеет и ряд недостатков:
- Прочность при скручивании или изгибе снижается.
- Работа с деталями с маленьким сечением практически невозможна из-за высокого риска перекаливания.
- Обваривать арматуру в различных пространственных положениях крайне сложно.
На практике применяется несколько способов стыковой сварки арматуры (при выборе необходимо учитывать диаметр прутьев и его состав). Но самый надежный – ванный способ.
Суть метода состоит в следующем. В ванночку (матрицу) из низкоуглеродного стального материала помещают концы стержней. После чего происходит их оплавление электродами при сильном токе (450 – 550 А). Когда жидкий металл заполняет матрицу, происходит полное прочное соединение концов арматурных стержней. При этом сечение готового прута напрямую зависит от габаритов ванночки.
Данный вид сварки подходит:
- для колонн, фундаментов и прочих конструкций, которые рассчитаны на большие нагрузки;
- для арматурных изделий большого диаметра (до 10 см);
- если есть необходимость стыковать прутья, которые будут располагаться в железобетонных конструкциях в несколько рядов.
Важный момент в процессе использования данного метода – четкое совмещение прутков: это обеспечит ровное и прочное соединение. Это достигается, благодаря использованию кондукторов различного вида.
- Торцы стержней зачищают до появления блеска.
- Два конца стержня необходимо приварить к ванночке на расстоянии, равном 1,5 сечения электродов.
- Расплавляют только один конец до появления в ванночке жидкого металла.
- После этого точно так же плавят второй конец.
- Необходимо попеременно плавить концы, пока ванночка не заполнится металлом. После этого электрод вращают медленно, двигаясь по кругу между стержнями. Если сталь остынет неравномерно, это приведет к трещинам и деформации.
Точечная контактная сварка
Контактная сварка – это самый распространённый и современный метод соединения. Суть его заключается в пропускании тока по цепи (стержни так же являются ее частью). При этом в месте контакта происходит нагревание, деформация и последующее сдавливание. Контактное соединение может быть точечным (когда стержни арматуры накладываются один на другой, и соединение происходит в точках соприкосновения) и стыковое (если торцевые части располагаются встык).
Точечное соединение чаще всего используется для создания сеток из арматуры малого диаметра. Также данный вид подойдет при ремонте оборудования и деталей.
Существует два способа выполнения шва. В первом случае металл нагревают, а во втором – на участке соединения его доводят до жидкого состояния (формируется литое ядро).
Для самого процесса точечной сварки необходимо дорогостоящие оборудование, которое способно дать высокие показатели тока. Его ключевым узлом выступает трансформатор.
Процесс сварки выполняется в два основных этапа:
- Прутки укладываются и фиксируются в определенном положении между электродами. Они должны быть плотно прижаты и статичны.
- Подается ток, и металл нагревается до пластического состояния. За счет сжатия формируется прочное соединение.
Контактная сварка арматуры
Точечный метод контактной сварки арматуры применяют при сборке каркасов для ЖБИ, изготовлении сеток из прутка. Технология основана на принципе преобразования кинетической энергии тока в тепловую, металл соединяют без применения присадок. Оборудование для контактно-точечной сварки делают самостоятельно на базе имеющихся сварочных аппаратов. Для производства армирующих сеток в промышленных масштабах используют автоматы. Режим рабочего тока выбирают под арматуру, учитывают вид сплава, толщину прутка.

Преимущества и недостатки метода
Как у любого другого способа горячего соединения металла, у контактно-точечного метода есть ряд преимуществ:
- высокая производительность, особенно при использовании автоматов;
- низкий выход брака, образуются качественные однородные соединения;
- шов получается прочный, выносит нагрузку на изгиб, кручение;
- не нужны расходные материалы для наплавки, диффузионный слой образуется при расплаве прутка;
- работы проводят в любом пространственном положении;
- оборудование бывает двух типов: стационарное и переносное;
- регулируя параметры рабочего тока, подбирают режим для любого вида прутков:
- не создаются остаточные напряжения в металле.
Наряду с достоинствами, у метода имеются недостатки:
- подготовительный этап занимает много времени – предъявляются особые требования к зоне контакта с электродами;
- необходимо прикладывать физические усилия;
- большой расход электроэнергии;
- нужен мощный источник тока;
- при работе ручным оборудованием задействованы обе руки, сила сжатия ограничена физическим возможностями сварщика.
Способы контактной сварки арматуры
Сначала несколько слов о сути сварочного процесса. Ток подается в рабочую зону по контактным неплавящимся электродам, пруток располагают между ними. Когда электрическая цепь замыкается, возникает электрическая дуга, она в считанные секунды нагревает металл. Зона воздействия ограничена площадью электродов.
Метод контактной сварки основан на высоком сопротивлении арматуры и принципе преобразования кинетической энергии электронов в тепловую. Контактные электроды делают из цветных металлов, имеющих низкое сопротивление, поэтому в процессе работы они не нагреваются. При сжимании контактов диффузный слой уплотняется, для соединения толстой арматуры применяют специальные рычажные или пневмоприводы.
Варить прутки можно встык – торцы расправляются полностью, внахлест – с образованием нескольких контактных точек. Металлические стержни при монтаже железобетонных каркасов соединяют внахлест под прямым углом.
При контактной точечной сварке арматуры металл проваривают:
- с образованием монолитного узла, сплав разогревают до состояния расплава;
- с образованием контактной зоны, металл нагревают до температуры пластичности.
Скорость подачи тока при необходимости ограничивают, соединять стержни допустимо:
- Непрерывным оплавлением, этот способ актуален для арматур из сталей категории А1, прутков, получаемых методом холодной деформации без последующей закалки. Ток подается непрерывно, дуга пронизывает металл в постоянном режиме.
- Прерывистым оплавлением, способ удобен при сварке закаленных горячедеформированных стержней из сплавов категорий А2–А4. Дуга пронзает металл в импульсном режиме.
Сварочные аппараты обычно поддерживают оба режима прогрева.
Применяемое оборудование
Переносные сварочные аппараты делают на основе имеющегося сварочного аппарата большой мощности. В качестве вторичной обмотки используют витки медного кабеля. Контакты сжимаются рычажным устройством по типу клещей. Выносные рычаги для сварки арматуры удлиняют, чтобы увеличить давление на рабочую зону.
Клещи для сварки бывают двух видов:
- стационарные, когда один из рычагов плотно закрепляют на горизонтальной платформе или рабочем столе;
- подвесные, когда рычаг крепится вертикально;
- переносные, оба рычага свободны, подвижность оборудования ограничивается длиной провода.
Модульные машины или станки устроены сложнее, предусмотрен охлаждающий контур, автоматическая подача прутка, есть дополнительные функции, возможна установка сразу нескольких электродов.
Режимы точечной сварки арматуры
Выделяют два основных режима: жесткий и мягкий. О каждом стоит сказать подробнее.
- Точечная сварка на мягком режиме обеспечивает медленный прогрев контактной зоны. Максимальная плотность тока не превышает 100 А/мм2, скорость тока поддерживается в пределах от 1,5 до 3 секунд в зависимости от диаметра стержня. При мягком режиме используют оборудование большой мощности, электрическая сеть при работе «проседает» меньше. Снижен риск возникновения остаточных напряжений. При нагреве не изменяются свойства стали – не возникает эффекта закалки. Метод применяется для холоднотянутых арматурных стержней.
- Жесткий режим предусматривает работу на плотном токе, от 120 до 300 А на единицу площади. Скорость воздействия, соответственно, ниже, чем при мягком режиме: от 0,1 до 1,5 секунд. При таком методе возникает эффект закалки, поэтому на жестком режиме варят только горячекатанные прутки, которые прогревались в процессе изготовления.
Технология сварки
- Подготовительный этап. Перед контактной сваркой арматуры важно правильно подготовить прутки. Места контактов зачищают до металлического блеска, затем обезжиривают. От качества подготовки поверхности зависит прочность шва. На поверхности не должно быть следов краски, масла, ржавчины. Даже после обработки металла резаком требуется зачистка металлической щеткой.
- Выбор режима работы. В зависимости от марки арматуры настраивают рабочие параметры тока, чтобы не допустить дефектов сваривания. Определяют временные интервалы воздействия, силу зажима арматуры. При работе с прутками тоньше 5 мм важно не пережать зону контакта.
- Процесс сварки. Уложенную встык арматуру помещают между электродными контактами. Сжимают в зоне будущего шва, только потом включают питание. В процессе нагрева электроды продолжают сжимать, чтобы обеспечить взаимодиффузию.
- После окончания работ проводят контроль качества соединения. Если есть необходимость, арматуру проваривают еще раз с другими параметрами тока.
При работе важно соблюдать технику безопасности, щиток надевать не нужно, но защитные очки нужны обязательно. Оборудование заземляют, руки изолируют рукавицами. Проверяют прочность крепления стационарных установок. Перед работой проверяют качество изоляции кабеля. При нагревании выделяются вредные компоненты, необходимо предусмотреть вентиляцию.
Контактно-точечный метод сварки арматуры – самый экономичный и простой. Не требует расходных материалов. Зона контакта создается за счет внутреннего разогрева металла электрической дугой. Скорость проведения работ – высокая, но плотность соединения органичена силой сдавливания электродов.
Как варить арматуру своими руками
Арматурные стержни используют для упрочнения бетонных фундаментов, монолитных стен, сеток, укладываемых под дорожного полотно. Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах. Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней. У каждого есть свои недостатки и достоинства.

Особенности сваривания арматуры
До горячей обработки следует осуществлять зачистку металла, чтобы в рабочей зоне не было ржавчины, частичек металла. При стыковых соединениях кромки выравнивают резаком.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Сварка арматуры внахлест производится для каркасов, испытывающих небольшую нагрузку на изгиб, кручение
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
Встык
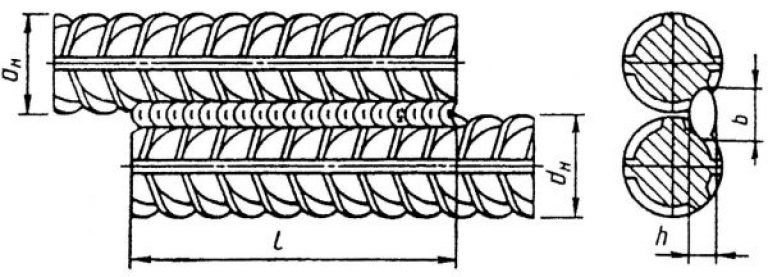
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).

Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
Что такое контактная сварка
Контактная (или электроконтактная) сварка – один из распространенных типов сварки, чаще всего применяемый для скрепления тонких металлических листов или небольших однотипных деталей. При этом способе происходит кратковременный нагрев соединяемых поверхностей током высокого напряжения, и одновременное придавливание их друг к другу в зоне контакта, в результате чего образуется сварной шов. Благодаря своей простоте, высокой производительности и малым затратам на расходные материалы такой метод часто используется на производстве.
Принцип работы аппаратов контактной сварки
Сущность метода контактной сварки состоит в том, что скрепляемые поверхности одновременно нагреваются до пластичного состояния и подвергаются механической деформации. Поэтому основных блоков в сварочном аппарате два:
1. Механический, включающий в себя:
- сами электроды (в машинах точечной сварки они выполняются в виде зажимных клещей, в машинах шовной сварки – в виде роликов);
- привод сжатия;
- привод вращения (для роликовых электродов);
- привод зажатия и осадки (для стыковой сварки).
2. Электрический. Данный блок состоит из:
- сварочного силового трансформатора;
- регулятора выходного напряжения, который переключает число витков в первичной обмотке трансформатора;
- вторичного контура, через который ток подводится к деталям;
- прерывателя первичной цепи для включения и выключения тока;
- регулятора цикла – устройства, задающего последовательность сварочных операций, их длительность, и регулирующего другие необходимые параметры.
- Пневмогидравлический – содержит фильтры, устройства для смазки движущихся частей, систему, подводящую воздух к приводу сжатия (штуцера, воздушные клапаны, вентили) и систему регулировки давления;
- Блок водяного охлаждения аппарата.
Принцип работы заключается в том, что область контактной сварки сжимается или прокатывается между двумя медными электродами, к которым подведен ток малого напряжения и большой силы. В некоторых аппаратах сила тока может достигать десятков тысяч ампер. Напряжение во вторичной обмотке низкое, и составляет менее 15 В. Сила сжатия между электродами варьируется от сотой доли ньютона до 100 килоньютонов.
Основными преимуществами этого метода являются:
- быстрота – обработка одного точечного или стыкового соединения занимает доли секунды;
- экономичность – не требуется кислород, защитный газ, присадка, почти не расходуются вода и воздух, медленно изнашиваются электроды;
- простота – возможность получить прочный и надежный шов при малом числе контролируемых параметров, что под силу даже неопытным сварщикам;
- безопасность – воздух не загрязняется вредным дымом, риск возгорания сведен к минимуму;
- возможность легко автоматизировать процесс и поставить его на поток.
К недостаткам способа относят:
- дорогостоящее оборудование;
- необходимость применения тока большой силы (свыше 1000 А);
- сложную технологию многоточечной сварки или сварки нескольких швов одновременно.
Кроме того, этот метод не всегда подходит для соединения поверхностей из разных металлов или сплавов, а также для металлов с малым переходным сопротивлением (таких, как медь).
Виды контактной сварки
Существует несколько видов контактной сварки – точечная, рельефная, шовная и стыковая, каждый из которых имеет свою область применения.
Точечная сварка
Точечная контактная сварка – наиболее популярный метод, который применяется как на производстве, так и в домашних условиях, для соединения небольших деталей или металлических листов толщиной менее 4-5 мм. При этом методе скрепляемые поверхности располагают немного внахлест, зажав их между двумя конусообразными медными электродами. Металл размягчается лишь непосредственно в месте соприкосновения с электродами, образуя сварную точку, диаметр которой составляет несколько миллиметров.

Точечная сварка бывает одно- и двусторонней, причем прочность соединения у одностороннего способа ниже, однако он дает возможность создавать сразу несколько сварных точек. По такому принципу работают многоточечные аппараты.
Есть два режима для обработки металла таким способом: мягкий и жесткий. Мягкий режим удобен для соединения изделий из закаленной стали. При нем через обрабатываемые детали пропускается электрический импульс относительно малой силы тока и большой продолжительности (от 0,5 секунды до нескольких секунд). Нагрев при этом более плавный, а мощность – ниже. Такой аппарат удобно использовать на дому.
При обработке в жестком режиме сила тока, как и сила сжатия сварочных клещей – больше, чем в предыдущем случае, длительность импульса составляет десятые или сотые доли секунд (в зависимости от толщины соединяемых поверхностей). Подобный режим чаще применяется на производстве, ввиду высокой производительности (затраты времени на обработку одной сварочной точки очень малы). С его помощью соединяют заготовки из сплавов с цветными металлами (медью, алюминием), из высоколегированной стали, а также металлические листы разной толщины.
Рельефная сварка
Рельефной контактной сваркой называют разновидность точечного метода, при которой на соединяемых деталях предварительно штампуют выступы, или рельефы. Форма рельефов может быть различной, и от нее зависит как размер, так и прочность сварочной точки.
Способ заключается в том, что детали зажимают между двумя плоскими электродами, на которые затем подают ток. Металл нагревается только в местах соприкосновения заготовок, а именно – на выступах. Так как рельефы можно подготовить заранее, это обеспечит высокую производительность: за короткое время будет обработано большое количество сварных точек.
Другое достоинство метода – долгий срок службы электродов, которые медленно изнашиваются благодаря своей форме, имеющей большую контактную поверхность. Основной недостаток – то, что для рельефной контактной сварки требуются аппараты большой мощности.
Шовная сварка
Шовная контактная сварка, называемая также роликовой – метод, при котором соединяемые металлические листы прокатываются между двумя электродами, имеющими форму диска. В результате образуется шов, состоящий из множества отдельных сварных точек. Такой шов может быть как непрерывным, так и прерывистым. Все зависит от того, как именно подается ток на электроды – постоянно или короткими импульсами.
Шовная контактная сварка, называемая также роликовой – метод, при котором соединяемые металлические листы прокатываются между двумя электродами, имеющими форму диска
При непрерывной шовной сварке ролики быстро изнашиваются, так как подача тока на них идет без перерыва. Заготовки могут перегреваться в месте соединения. Если поверхности плохо зачищены, имеют неодинаковую толщину или изготовлены из разных сплавов, шов получится непрочным. Такой метод сварки используется только для изделий из малоуглеродистой стали, толщиной до миллиметра.
Отличие прерывистой шовной сварки от предыдущего способа в том, что на ролики подаются электрические импульсы, создающие отдельные сварные точки. Как и при непрерывной сварке, заготовки прокатываются плавно, давление в области шва – постоянно, что обеспечивает меньший износ электродов.
Для сплавов с алюминием применяют третий способ – пошаговую шовную сварку, которая сочетает импульсную подачу тока с прерывистым перемещением заготовок. Ток на электроды подается только тогда, когда они останавливаются.
Среди всех способов соединения заготовок именно роликовая сварка дает наиболее герметичный шов. Ввиду этого ее применяют для изготовления различных труб, резервуаров или баков.
Стыковая сварка
В отличие от точечной, стыковая контактная сварка – способ, при котором нагревается вся область соприкосновения деталей, зажатая между электродами. Существуют две разновидности этого способа – сварка сопротивлением и сварка оплавлением.

Стыковая контактная сварка – способ, при котором нагревается вся область соприкосновения деталей, зажатая между электродами
При сварке сопротивлением детали сначала плотно прижимают друг к другу, а затем через место их контакта пропускают ток. Когда область шва нагревается до размягчения, ток выключают и продолжают сжимать заготовки, осуществляя таким образом их осадку. Обработка прекращается тогда, когда шов затвердеет. Свариваемые поверхности должны быть идеально подогнаны и зачищены, не иметь неровностей, зазоров – это сделает шов непрочным, и трудно будет обеспечить его высокое качество. Сварку сопротивлением применяют для изделий из медных и алюминиевых сплавов, а также из низкоуглеродистой стали.
При сварке оплавлением область стыковки деталей разогревают электрическим током, после чего медленно сближают заготовки до полного их соединения и производят осадку. Такой метод хорош, если необходима сварка металлических листов из разных сплавов. Его плюс – быстрота и высокая производительность, минус – потери металла, который может частично разбрызгиваться или сгорать, будучи расплавленным.
Машины для контактной сварки
Сварочные аппараты разделяют на группы по следующим критериям:
- Назначение: узкоспециальные машины, рассчитанные на работу с большими партиями однотипных деталей, или универсальные, которые обрабатывают малое количество заготовок, но легко поддаются перенастройке;
- Тип механического блока, осуществляющего сжатие и усадку деталей. По этому признаку аппараты делятся на гидравлические, пневматические, пневмогидравлические, механические и другие;
- По мобильности – передвижные, переносные, стационарные;
- По способу сварки;
- По типу блока питания: машины с выпрямителем или машины, работающие от переменного тока (однофазного, трехфазного).
Конкретный вид машины выбирается в зависимости от выполняемой задачи.
Расходные материалы
Наибольшему износу в сварочных аппаратах подвергаются электроды, которые постоянно испытывают механические и термические нагрузки. Изготавливаются они из чистой меди, либо из медных сплавов с алюминием, цинком, кадмием и другими металлами, повышающими прочность и упругость изделия. Подобные сплавы делятся на несколько типов:
- Для работы при высокой температуре (около 500 градусов по Цельсию) и непрерывной подаче тока – такие электроды изготавливают из бронзы с добавлением никеля, кремния, циркония или хрома;
- Для работы при температуре до 300 градусов, сварки цветных сплавов, низколегированных сталей применяются сплавы МС (легированные серебром) и МК;
- Для работы при малых (до 200 градусов по Цельсию) температурах подходят сплавы бронзы с хромом и кадмием.
Быстрее всего изнашиваются электроды конической и цилиндрической формы, медленнее всего – плоские и широкие, применяемые в машинах для рельефной сварки.
Технология контактной сварки
Технология контактной сварки включает в себя нагрев стыковочной кромки деталей в сочетании с механическим давлением. Для нагрева на электроды подается ток – непрерывно или импульсами.
Меры предосторожности
При работе с контактными сварочными аппаратами опасность представляет как раскаленный металл в области шва, так и движущиеся части, соприкосновение с которыми – прямая дорога к травмам. Опасно и напряжение, подаваемое на первичную обмотку трансформатора – оно составляет 220 или 380 В. Поэтому нельзя работать на машинах, у которых не заземлен корпус, плохо изолированы провода, или неисправна система жидкостного охлаждения. Категорически запрещено переключать ступени первичной обмотки, если аппарат не отключен от сети.
Все сварочные работы необходимо производить в защитных очках, во избежание попадания в глаза капель раскаленного металла. Для защиты от ожогов нужно носить спецодежду, брезентовые рукавицы и головной убор.
При контактной сварке обрабатываемая поверхность выделяет ядовитые пары – особенно, если детали имеют свинцовое или иное антикоррозионное покрытие. Требования техники безопасности предписывают, чтобы рабочее место было оборудовано вытяжкой – это предотвратит попадание паров металла, масел, угарного газа в дыхательные пути.
Подготовка поверхностей
Перед сваркой необходимо подготовить соединяемые поверхности. Подготовка заключается прежде всего в их зачистке от коррозии, грязи, машинного масла и других нежелательных наслоений. Для этого подойдет напильник, или насадка на дрель в виде щетки. Если места сваривания имеют неровности, их нужно выровнять и подогнать друг к другу. Особенно это важно для стыковой контактной сварки, где любой зазор может испортить шов, сделав его непрочным. При подгонке отрезков трубы для их выравнивания применяется фреза.
Дефекты сварки и контроль качества
Дефекты, возникающие в процессе контактной сварки, бывают двух типов:
- Бракованные сварные узлы. Причин тому может быть несколько: чрезмерный нагрев стыковочной области, избыточное механическое давление, сбои в работе самого аппарата. Размеры сварной точки контролируют с помощью специальных шаблонов и измерительных приборов;
- Брак сварного шва. Такое случается, если область стыковки деталей слишком узкая, или наоборот – широкая, если она содержит неровности, заусенцы, зазоры. Подобные дефекты можно определить путем визуального осмотра – невооруженным глазом, через лупу, с помощью проверки щупом или пробником. В случае необходимости шов просвечивают рентгеном.
Профилактика брака – грамотная работа не только во время сварки, но и перед ней, что включает выравнивание и зачистку контактной кромки.
Обозначение контактной сварки на чертеже
Обозначение на чертеже видимого сварного шва, вне зависимости от способа сварки, выполняется сплошной основной линией, невидимого – штриховой линией. Видимая сварная точка отмечается знаком «+», выполненным сплошными основными линиями, невидимая – не отмечается никак. От изображения шва или точки, если они видимы, проводят выносную линию, которая заканчивается односторонней стрелкой.
Особенности способа сварки арматуры контактно-точечным методом. Оборудование и технология процесса
Точечная контактная сварка арматуры – сложный процесс, требуемый использования специальных технологий. Сплавление выполняется машинным способом.
Особенности использования для сваривания арматуры
Особенность метода – использование сильного нагрева и сдавливания. Качественное соединение обеспечивается при любом положении арматуры.
По сравнению с электродуговым способом контактный точечный метод обладает рядом преимуществ:
- повышение производительности труда;
- экономия материалов;
- облегчение условий работы;
- усиление прочности соединений;
- улучшение качества изделий.
Необходимое оборудование
Для соединения арматурных каркасов железобетонных изделий применяют специальные контактные машины. Функции механизма – сжатие и нагрев свариваемых деталей.
Главная часть машины для точечной контактной сварки – корпус. На нем закреплены:
- передвижной нижний кронштейн с консолью;
- электродержатель с электродом;
- верхний кронштейн с установленным пневматическим приводом усилия сжатия электродов.
Пневмопривод соединен с верхней консолью, имеющей электродержатель. Управление работой пневматического привода осуществляется с помощью пневмоаппаратуры.

Примерная стоимость аппаратов для контактной точечной сварки арматуры на Яндекс.маркет
Сварка конструкции громоздкой конфигурации, которую к стационарной контактной машине подать невозможно, осуществляется с помощью подвесного механизма, имеющего отдельно расположенный или встроенный трансформатор. Рабочий орган машины с отдельно размещенным трансформатором – сварочные клещи, к которым питание подводится по гибкому кабелю.
Технология
Число перекрещивающихся стержней, оплавляемых одновременно, должно составлять не более четырех. Самая высокая прочность сварных точек достигается при соединении двух прутков.
Технологический процесс точечной сварки арматуры включает:
Режимы сварки
К параметрам режима относятся:
- сварочный ток;
- размеры контактной поверхности электродов;
- усилие сжатия прутков электродами машины.
Режимы процесса условно подразделяют на жесткий и мягкий.
Жесткий
Для жесткого режима характерно:
- непродолжительность протекания сварочного тока большой плотности (120-360 а/мм 2 );
- кратковременный нагрев свариваемого материала.
Жесткий режим применяют для сплавления арматуры малого диаметра:
- круглых стержней с плоскими включениями сортового проката;
- гладких прутков с прутками периодического профиля;
- холоднообработанной арматуры.
Преимущества жесткого режима:
- уменьшение времени на рабочий процесс;
- повышение производительности.
К недостаткам относятся:
Мягкий
Этот режим используется для соединения прутков большого диаметра. Длительность протекания тока – большая, плотность – маленькая (80-160 а/мм 2 ). Нагрев заготовок происходит плавно.
- небольшое количество потребляемой мощности;
- недорогое оборудование.
Недостатками считаются снижение производительности труда, увеличение расхода электроэнергии, пережог или перегрев металла ядра.
При сварке арматуры разного сечения режим процесса определяется по стержню наибольшего диаметра. Если условия работы не соответствуют заявленным, режим подбирается опытным путем.

Схема точечной сварки
Подготовка арматуры
Для обеспечения прилегания друг к другу в зоне контакта прутки перед соединением выправляют. Затем проводят зачистку их поверхности в точках перекрещивания до чистого металла.
Способ подготовки поверхности зависит от материала стержня, состояния его поверхности. Удаляют загрязнения, пленку, ржавчину.
Следующий этап – сборка под сварку. Прутки укладывают между электродами и фиксируют в нужном положении, плотно прижимая.
Процесс соединения
Алгоритм контактной точечной сварки арматуры состоит из этапов:
- Подготовленные стержни укладываются в заданном положении между электродами контактной машины и плотно прижимаются в точке соединения.
- В зону контакта подается питание и происходит нагрев металла до состояния пластичности. Прижатие способствует созданию уплотняющего пояса в свариваемой точке, что не позволяет металлу растекаться.
- В результате совершения усилия сжатия электродов происходит сварка арматуры.
Имеется два способа – непрерывным и прерывистым оплавлением. Аппаратами для контактной сварки поддерживаются оба режима.
Непрерывный метод заключается в постоянном воздействии тепла, расплавляющего торцы прутков. Концы оплавляются до получения сварного соединения. Способ используется для соединения арматуры класса А1 и подходит для изделий, не подверженных упрочнениям.
Прерывистое оплавление подразумевает непостоянное воздействие дуги. Метод применяют для соединения прутков, обработанных способом горячего проката.
Читайте также: