Контактная сварка для трубопроводов
Обновлено: 04.10.2024
В ряде случаев, например, при механизации больших объемов типовых сварочных процессов, связанных с соединением однотипных заготовок встык, применение классических методов сварки затруднено или нецелесообразно. Тогда оптимальным решением становится стыковая контактная сварка, обеспечивающая надежное соединение заготовок по всей плоскости их соприкосновения. Чаще всего данный метод используется для торцевых соединений.
Суть контактной стыковой сварки
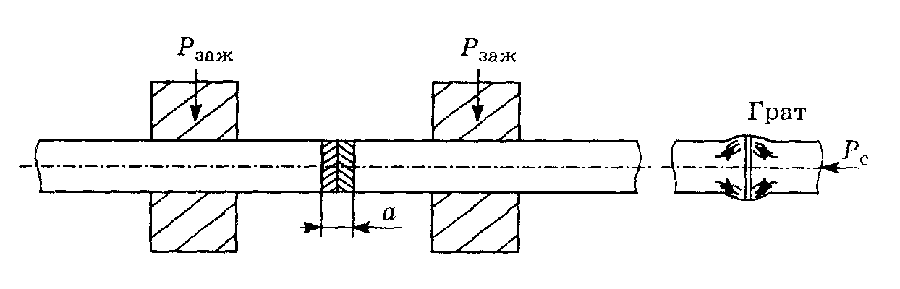
К заготовкам, подготовленным к сварке, прикладываются осевые сжимающие силы. В совокупности с локальным нагревом они обеспечивают взаимное проникновение заготовок. При этом часть металла выдавливается наружу, образуя грат, который затем удаляется механически.
Сфера применения
Стыковая технология используется в промышленных, а иногда и в бытовых условиях для сварки однородных заготовок встык. Чаще всего торцами сваривают такие материалы и изделия:
На деле круг задач, решаемых контактной стыковой сваркой, гораздо шире и ограничен лишь возможностями используемого оборудования. Чаще всего оно специализированное, универсальные аппараты мало распространены.
Преимущества и недостатки стыковой сварки
Забегая вперед, отметим, что данная технология практически лишена серьезных недостатков. К ним можно отнести сложность и дороговизну оборудования, а также большие потери металла на вытеснение и/или разбрызгивание. Последний фактор особенно важен, так как неизбежно сказывается на суммарной длине свариваемой конструкции.
Преимуществ у стыковой сварки больше. К ним относятся:
- высокая производительность;
- высокая скорость соединения (обычно в пределах 2-40 секунд);
- низкий расход электроэнергии при высоком КПД;
- простота подготовительных операций или полное их отсутствие;
- возможность соединения разнородных материалов;
- простота управления, благодаря автоматизации оборудования.
При соединении металлов, склонных к окислению, проявляется еще одно достоинство стыковой сварки – в большинстве случаев остатки разрушенной оксидной пленки не остаются в стыке, а вытесняются наружу вместе с гратом.
Разновидности контактной стыковой сварки
Общее понятие стыковой сварки объединяет две различные технологии, которые отличаются соотношением ролей давления и температуры в формировании соединения. Они называются методами сопротивления и оплавления.
Сварка сопротивлением
При сварке сопротивлением кране важным фактором является точность подгонки кромок. Даже незначительные зазоры существенно снижают качество шва. После того как обработанные заготовки закрепляются в аппарате и соединяются с контактами трансформатора, они сжимаются друг с другом, после чего включается сварочный ток. Происходит локальный нагрев стыка, который продолжается до тех пор, пока металл не приобретет пластичность. Как только это произойдет, ток отключается, а давление нарастает. В результате происходит осадка заготовок, то есть сжатие с формированием общих кристаллических решеток.
Данный метод чаще всего применяется для сваривания относительно тонких деталей (площадь соединения до 200 кв. мм) из низкоуглеродистой стали, например, проволоки, стержней, труб. Кроме того, сваркой сопротивлением соединяют медь, латунь, бронзу, приваривают изделия из этих металлов к стальным заготовкам.
Сварка оплавлением
В отличие от сварки сопротивлением метод оплавления предполагает сближение заготовок, на которые уже подается сварочный ток. Соприкосновение поверхностей ввиду естественной шероховатости материала происходит не одновременно по всей поверхности, а в ряде хаотично расположенных точек. Это приводит к большой плотности тока и, следовательно, мгновенному оплавлению металла в зонах стыка с его последующим взрывообразным вытеснением наружу вместе с окислами и загрязнениями. Нарастание давления приводит к появлению новых точек стыка, в которых происходит то же самое. Когда стыкуемые поверхности полностью оплавятся, происходит их осадка с формированием грата.
Именно сварка оплавлением получила наибольшую популярность, так как гарантирует стабильно высокое качество стыка в отличие от технологии сварки сопротивлением, при которой качество может значительно разниться от образца к образцу. Метод оплавления не требует тщательной подгонки поверхностей, практически не ограничен в материалах заготовок и площади сечения стыка (условно указывается граничное значение в 100 000 кв. мм, то есть 0,1 кв. м).
Технология стыковой сварки
Вне зависимости от разновидности контактной стыковой сварки для ее осуществления используются особые аппараты, а алгоритм действий строится по одному и тому же принципу.
Необходимое оборудование
Роль основного производственного оборудования играет аппарат стыковой сварки. Он состоит из двух модулей: стыковочной машины и сварочного трансформатора. Стыковочная машина служит для создания необходимого осевого давления в зоне сварки и включает в себя:
- станину, то есть корпусы с опорной поверхностью;
- плиты и направляющие – обеспечивают соосность заготовок;
- фиксаторы – перемещаются по направляющим, удерживая заготовки;
- механизм привода – служит для создания необходимого давления и передачи его фиксаторам.
Механизм привода, в свою очередь, состоит из блока электродвигателя с редуктором и насосом, а также пневмо- или гидроблока, непосредственно воздействующего на рабочие органы устройства.
Сварочный трансформатор служит для подачи тока на заготовки через специальные зажимы, которые должны обеспечивать минимальное сопротивление и плотно прилегать к свариваемому металлу. В противном случае, велик риск возникновения нежелательных процессов подгорания и плавления в местах контакта.
Подготовка поверхностей к сварке
Свариваемые поверхности очищают от загрязнений и оксидных пленок, шлифуют и обезжиривают. В случае сварки оплавлением этого достаточно.
Если выбран метод сварки сопротивлением, потребуются дополнительные шлифовально-полировальные операции, направленные на минимизацию шероховатостей, устранение поверхностных дефектов и сведение к минимуму любых возможных зазоров.
Кромкование деталей не выполняется, так как в условиях перемещения избытка металла не внутрь, а наружу стыка оно не имеет смысла. Присадочные материалы также не используются.
Процесс сварки
Стыковая сварка заготовок проводится механизированным или автоматизированным методом. Ниже приводится последовательность действий для механизированной сварки, автоматизированная отличается от нее лишь компьютеризацией управления:
- Подготовленные к сварке изделия закрепляются в фиксирующих устройствах на станине сварочного аппарата.
- К заготовкам подключаются зажимы сварочного трансформатора, на его первичную обмотку подается электрический ток.
- В заданной последовательности проводятся нагрев и сжимание стыка. Величина сварочного тока, сила давления и время воздействия определяются из расчетных параметров.
- После кристаллизации стыка отсоединяются зажимы трансформатора, раскрываются фиксаторы. Деталь снимается с устройства.
- Образовавшийся на поверхности стыка грат механически удаляется.
Простота и эффективность данного алгоритма обеспечивают высокую производительность работ при надлежащем качестве стыка.
Контактная стыковая сварка
В зависимости от требований к готовому сварному шву, площади сечения, а также конкретной марки металла, подобное воздействие выполнять можно несколькими способами, а именно оплавлением или же сопротивлением.
Соединение в процессе [контактной сварки] формируется на порядок быстрее, чем в процессе сварки плавлением. В итоге, такой процесс отличается большей производительностью, а также характеризуется меньшим короблением детали.
Контактная стыковая сварка достаточно часто используется в серийном и массовом производстве.
Это обусловлено тем, что данный процесс более легко автоматизируется, а также отлично встраивается в конвейеры (поточные).
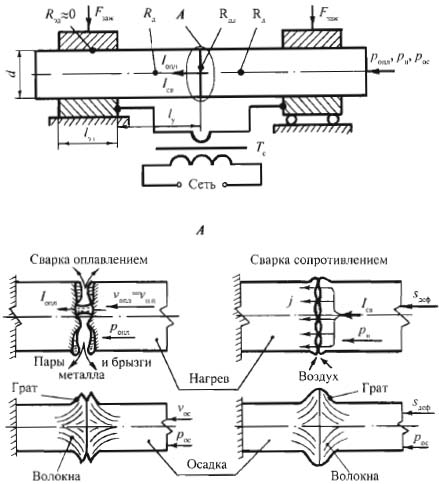
Схема — виды контактно-стыковой сварки
Подобная сварка достаточно активно используется в авиакосмической, а также автомобильной промышленности.
Однако и в других отраслях (к примеру, данной технологией, сваривают газопроводы и нефтепроводы) этот способ нашел также широкое применение, в частности из-за того, что соединения, полученные таким образом, выгодно отличаются высокой прочностью.
Также стоит отметить и тот важный факт, что с контактной сваркой, в случае необходимости, легко справится даже неопытный сварщик, то есть качество готового соединения от квалификации работника не зависит.
Контактную сварку можно использовать для соединения между собой деталей толщиной от сотых до десятых миллиметров (и вплоть до десятков миллиметров).
Для работ сегодня обычно используются системы с повышенной частотой питающего напряжения. В итоге, это позволяет снизить габариты трансформатора.
Контактная стыковая сварка арматуры и стыковая сварка полиэтиленовых труб (в общем, к какому бы конкретно изделию подобная метода не применялась) работает всего по одной и той же технологии.
О том, как в технологическом плане происходит сварка стыковых соединений – далее.
Cтыковая сварка арматуры, труб пнд и прочих материалов является, по сути, разновидностью контактной сварки, то есть в основу технологии здесь заложено тепловое воздействие тока (закон Джоуля-Ленца), а также усилие сжатия, которое прикладывается к свариваемым деталям.
Если сварка производится с нагревом стыка до пластического состояния, то она называется сваркой сопротивлением, а если до оплавления – оплавлением.
Сварка сопротивлением выполняется так: детали, которые закреплены в зажимах сварочной машины, плотно прижимаются к друг другу теми поверхностями, которые нужно присоединить.
Затем, между ними пропускается электроток. Когда поверхности приобретут пластичность, будет произведено сжатие (осадка) и одновременно отключен ток.
Дефекты стыковой сварки сопротивлением возможны в том случае, если контактирующие элементы отдельных деталей не будут, как следует подготовлены. Так, в данном случае необходимо удаление всех оксилов, неровностей, загрязнений.
Все это может провоцировать неравномерный нагрев и, следовательно, дефект.
Стыковая сварка труб пнд и других элементов должна производиться с учетом того, что чем больше сечение у свариваемых поверхностей, тем ниже качество полученного соединения.
Это можно объяснить образованием в стыке окислов. Кстати, этим же легко объясняются некоторые ограничения на применение сварки сопротивлением для соединения деталей, площадь сечения которых превышает 200 квадратных миллиметров.
Учитывая все, о чем шла речь выше, вовсе не удивительно, что подобная сварка обычно используется при необходимости соединить стержни, проволоку, трубы из низкоуглеродистой стали (небольшие сечения).
Кроме того, сварка сопротивлением неплохой результат показывает и для металлов, которые отличаются хорошей свертываемостью в пластичном состоянии.
Имеются в виду медные и алюминиевые сплавы, конструкционные стали (низколегированные, малоуглеродистые).
Контактная стыковая сварка оплавлением, по своей технологии от сварки сопротивлением отличается тем, что напряжение на обмотках трансформатора подается ровно до момента контактирования свариваемых между собой концов.
В процессе сближения деталей контактировать начинают отдельные микронеровности на торце.
Причем количество последних на порядок меньше, чем в том случае, когда детали предварительно сдавили. В итоге, выступы сминаются, а площадь контактирования вырастает.
При первом контакте возникает ток, который приходится на несколько микровыступов. Причем плотность тока в контакте отдельных выступов так высока, что металл греется за тысячные доли одной секунды, а потом и вовсе – закипает.
При этом жидкие перемычки контактов нарушаются микровзрывами.
Контактировать начинают все новые и новые микровыступы и, в итоге, в зоне выступов возникают пары металлов, а вернее повышенное давление таких паров, которое защищает нагретую зону сварки от воздействия атмосферы.
Схема стыковой сварки оплавлением
Когда торцы детали переходят в такое состояние, когда на их поверхностях появляется слой жидкого металла, к ним прикладывается определенное усилие.
В итоге, жидкий слой выдавливается в град и, затем, формируется действительно прочное сварное соединение.
Полученное соединение, кстати, будет отличаться минимальным количеством дефектов в виду того, что все окисные пленки и продукты разложения также оказываются выдавленными в град.
Стыковая сварка оплавлением дает более качественное соединение из-за того, что металл на поверхности торцов, который, например, может быть загрязнен, удаляется в процессе оплавления.
Так, части пластичного металла, а также жидкий слой выдавливается в процессе сварки в град, а это значит, что сварной контакт образуют «молодые», чистые поверхности.
Преимущество этого способа заключается также и в том, что здесь отсутствует необходимость обрабатывать, особым образом готовить к сварке торцы, как этого требует сварка соединением.
Кроме того, в процессе сварки деталей с различным сечением можно сделать особый скос. Таким образом, площадь изначального контакта уменьшится, а процесс оплавления будет более эффективным – по мере нагрева детали примут нормальную форму.
Отдельно стоит отметить стыковую сварку оплавлением с предварительным подогревом или же, как ее еще называют, сварку прерывистым оплавлением. Этот способ используется в том случае, когда нужно соединить между собой крупногабаритные детали – трубы, рельсы и т.д.
На начальной стадии для облегчения всего процесса используют специальный прием. Он заключается в том, что сначала детали медленно сводят до того, пока между ними не возникнет контакт, и не образуются пары металла, жидкость.
Потом детали разводят, а то тепло, которое выделяется в зоне сплавления, распространяется на иные части детали, подогревая их.
Следующий этап предусматривает опять же создание контакта между торцами, но здесь это уже происходит до тех пор, пока они не нагреются. Весь последующий процесс проходит стабильно, без перерывов.
Контактная стыковая сварка сопротивлением характеризуется тем, что при ее выполнении детали изначально прижимаются губками к электродам.
Это необходимо для того, чтобы обеспечить достойный электроконтракт, а также исключить вероятность проскальзывания деталей между электродами.
Потом происходит сжимание с усилием, включают сварочный ток, который нагревает детали. Следующий этап – прикладывание осадок, уменьшение наплава, а затем вновь максимальный нагрев, в процессе которого на детали воздействуют осадки.
В тот самый момент, когда деформируемое сопротивление является самым малым, прикладывают усилие осадки и включается ток.
При всем при этом металлы, будучи нагретыми до высочайшей пластичности, выдавливаются от центра стыка к перифериям. Вместе с металлом к перифериям также выдавливается и град, остатки окисных пленок.
Этот способ сварки подходит для соединения деталей с небольшим сечением (максимум – 40 миллиметров). При этом само соединение формируется в твердой фазе в стыке без расплавления металла.
Схема сварки сопротивлением
Главная особенность всего способа заключается в том, что пластичный, разогретый до очень высокой температуры металл выдавливается в град, то есть в контакт вступают разогретые частички детали.
Недостатком этого способа является необходимость действительно тщательно готовить торцы под сварку. Кроме того, при соединении деталей с большим сечением, необходимо использование действительно огромных мощностей.
Машины и аппараты
Машина стыковой сварки, как показывает практика, используется чаще всего для соединения полиэтиленовых и иных труб, выполненных из полимерного материала.
Аппарат стыковой сварки полиэтиленовых труб свою высокую популярность приобрел из-за безопасности, надежности, возможности работы с трубами различного размера.
А еще сварка стыковых швов, таким образом, легко удовлетворит даже самые высокие запросы к качеству.
Сварочные машины для стыковой сварки труб активно используются при прокладке газо и водопроводов.
Ручная и полуавтоматическая машина стыковой контактной сварки подходит для монтажа трубопроводов среднего и низкого давления.
Все о контактной сварке — технология и аппараты
Используемые в различных условиях виды контактной сварки отличает цена, которая вырастает в зависимости от мощности и скорости рабочего процесса.
Объединяет сварочное оборудование общий принцип действия – в процессе работы происходит нагревание и сваривание точек швов материалов посредством их контакта с основой, подающей электроток.
Общие сведения о контактной сварке
Электрическая сварка представляет собой соединение, при котором свариваемые детали нагреваются за счет постоянного или переменного тока.
На ниже предложенном фото размещена схема, которую может иметь аппарат контактной сварки.
Как и все производственное оборудование, электрическая контактная сварка наделена преимуществами и недостатками.
Среди основных достоинств можно отметить высокую производительность, минимальные затраты расходных материалов и идеальное качество сварочного шва.
Время, которое необходимо затратить на соединение точки, равняется доле секунды и зависит от параметров материала.
В процессе сваривания расходуется минимальное количество воздуха и воды, а качество шва сможет обеспечить даже сварщик без квалификации.
При этом технология контактной сварки отличается экологической чистотой, к тому же, может быть автоматизирована.
Сварочные работы проходят с применением специальных и универсальных машин и аппаратов.
Характер технического действия позволяет разделить контактное сварочное оборудование на классы:
- механические модели – наделены минимальной мощностью;
- автоматические и полуавтоматы – могут иметь среднюю и большую рабочую мощность, используют для обработки непрерывных заготовок.
По типам монтажа электрическая контактная сварка может быть переносная или передвижная, подвесная, а также стационарная.
Первый вариант незаменим при необходимости осуществить сварку крупногабаритных, с большой массой узлов, объектов. Например, труб, транспортных кузовов, ж/д вагонов и рельс.
Стационарное оборудование используется для обработки изделий, масса и габариты которых позволяют доставить их на рабочее место.
Классификация оборудования
Стыковая машина
Контактная стыковая сварка представляет собой процесс нагрева стыкового шва, проходящего всей плоскости детали.
Стыковое соединение чаще всего применяется для сваривания медных труб, шовная и точечная технология для труб из меди не практикуется.
При этом обработка медных труб методом оплавления затруднительна по причине, заключающейся в необходимости поддерживать расплавленный металл на торцах свариваемых элементов.
Поэтому по стыковой технологии, если и производится сваривание труб, то не из чистой меди, а ее сплавов. В ином случае необходимо применение высокого давления, до 400 МПа.
Контактная стыковая сварка, в зависимости от характеристик структуры металла, обрабатываемой площади и ожидаемого качества сварочного шва, осуществляется разными методами.
В данном случае контактная стыковая сварка в соответствии с ГОСТ 2601-84 может проводиться по технологии сопротивления, оплавления с нагревом и непрерывным оплавлением.
Сопротивлением – применяют, сваривая материал площадь сечения которого не превышает 200 мм².
Как правило, данная технология контактной стыковой сварки используется для обработки изделий из низкоуглеродистой стали, с малым сечением (труб, проволоки, стержней).
Оплавление – такая технология позволяет соединять материал в виде ж/б изделий, труб, профильной стали и арматуры, с площадью сечения до 100 тыс. мм².
Технология нашла свое применение в сфере судостроения, при изготовлении цепей для якорей, змеевиков рефрижераторных холодильных установок.
В железнодорожной сфере, где такое сварочное оборудование позволяет соединить ж/д рельсы на бесстыковых путях. Его применение дает возможность изготовить длинномерные изделия из черных и цветных металлов.
Шовная контактная стыковая сварка
Станок, выполненный в соответствии с ГОСТ 2601-84, позволяет соединить материал с помощью литых зон, которые представляют собой шов, состоящий из отдельно расположенных сварных точек.
Зоны либо перекрывают, либо не перекрывают друг друга, в зависимости от чего сварной шов может получаться герметичным.
Для данного процесса сваривания применяется специальный станок, оснащенный одним или несколькими вращающимися дисками с электродами.
Роликовая технология сваривания позволяет плотно сжимать, прокатывать и качественно выполнять соединение деталей.
Роликовая сварка используется для производства труб, резервуаров и других изделий, которые требуют, в соответствии с установленными ГОСТ требованиями, высоконадежных герметичных швов.
Рельефная сварка
В соответствии с ГОСТ 2601-84 рельефная сварка представляет собой станок, позволяющий соединять рельефные выступы в одной или одновременно нескольких рабочих точках.
Данный станок принципом действия походит на прибор контактной стыковой сварки, разница между ними сводится к определению места сваривания формой поверхности изделий, а не рабочей областью электродов.
Рельефные выступы могут располагаться на одной или одновременно на двух свариваемых изделиях, подготавливаются они заранее путем штамповки.
Рельефная контактная сварка применяется в автомобильной промышленной сфере, где устройство позволяет фиксировать на листовой материал различного рода кронштейны.
В области радиоэлектроники рельефная сварка применяется для качественного подсоединения проводов к тонким элементам.
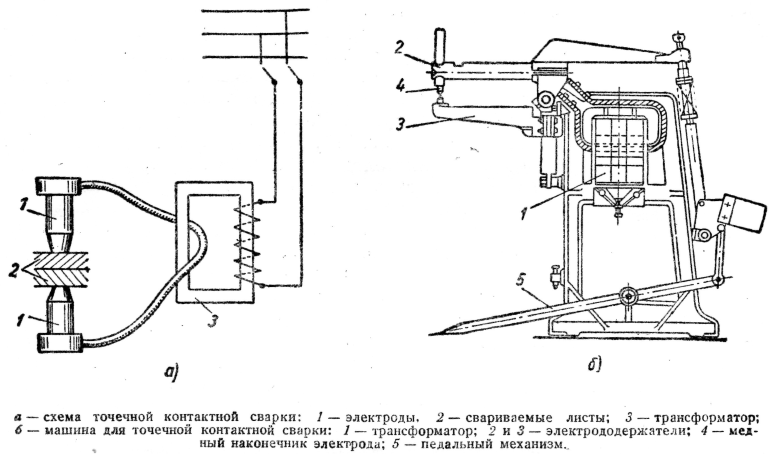
Контактная точечная сварка
В соответствии с ГОСТ 2601-84 данная технология сваривания дает возможность соединять элементы в одной или сразу во многих точках.
Определить прочность соединения позволяют такие характеристики сварной точки, как размер и структура, в свою очередь, они зависят от параметров применяемых электродов, силы и скорости прохождения тока через материал.
Регулятор стыковой сварки, присутствующий в современных моделях машин, позволяет осуществлять рабочий процесс с разными вариантами силы сварочного тока.
Как правило, в шовной технологии регулятор контактной сварки отсутствует, а нужный цикл обеспечивается за счет синхронных прерывателей.
Машина контактной точечной сварки обычно эксплуатируется на линии сборочного конвейера. Сваривающим элементом контактного соединения данной категории являются электроды.
Инструмент сменный, так как быстро изнашивается.
Электроды для сварки изготавливают из высококачественной бронзы и меди, добавочными компонентами служат хром, кадмий, титан и бериллий, в зависимости от этого варьируется цена на изделия и может составлять от 1-5$.
Технология такой сварки нашла свое применение в автомобильной, авиастроительной, судостроительной и сельскохозяйственной сфере, а также прочих промышленных областях.
Разновидностью данного типа сварки является импульсная сварка, когда нагревание электрода происходит за счет кратковременных, но мощных электронных импульсов. Импульсная сварка применяется в автомобилях, оборудовании и ремонте.
Например, импульсная технология пригодится, когда используется контактная сварка алюминия, что позволяет снизить риск перегрева аппарата и износ электродов.
Импульсная сварка эксплуатируется с использованием переменного тока и энергии, преобразующейся в импульс определенной формы.
При этом импульсная технология контактной сварки различается по работе с аккумулированной энергией и по импульсу выпрямленного тока.
На данный момент цена на такой аппарат (импульсная сварка бытового назначения) составляет 100-140$.
Характеристики электродов
Электроды для контактной сварки обеспечивают контакт сварочного аппарата с обрабатываемой заготовкой.
Схема их назначения включает в себя: уплотнение деталей, подачу тока, отвод тепла, исходящего от деталей, перемещение элементов (шовная контактная сварка).
При этом на производительность и качество свариваемого шва влияет не только конструкция электродов, но и обрабатываемый материал, его площадь и форма рабочей поверхности.
Общие стандартные требования к электродам, правила маркировки, способы испытаний сварных соединений и швов, другие технические моменты указаны в ГОСТ 9466-75.
Износ электродов вызывает перемена силы тока и температур.
Поэтому изготавливая расходный материал для контактной сварки, применяют устойчивый к высоким температурам металл с высокими токопроводящими свойствами.
В качестве него может выступать специальный медный сплав. Например, контактная сварка меди часто осуществляется электродами, выполненными из кадмиевой бронзы, цена на них может составлять 1-3$.
Электроды для точечной контактной сварки могут иметь прямую и фигурную форму, как на фото. Но чаще всего применяется первый вид указанной конструкции.
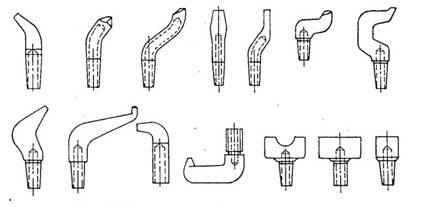
Их используют при сварке труб и других изделий с возможностью свободного подхода к рабочей зоне.
Электроды с прямой формой выпускают в соответствии с нормами ГОСТ 14111-90, с диаметром от 12 до 40 мм.
Самыми качественными электродами считаются изделия, конструкция которых выполнена в соответствии с регламентом ГОСТ 1411-69.
Здесь цена на изделия вырастает в зависимости от их назначения и структуры.
Устройство конструкции фигурных электродов более сложное – ось, пролегающая по центру рабочей зоны, смещена на определенное расстояние касательно посадочной оси.
Электроды данного типа неудобны в эксплуатации, чаще всего обладают невысокой стойкостью, из-за чего их применяют только в тех случаях, когда контактная сварка не может быть выполнена никакими другими.
Для рельефной сварки используют плоские электроды. При этом в каждом из них или в одном могут присутствовать отверстия, предназначенные для выступов свариваемых элементов.
Особенности сварочных станков бытового назначения
Планируя приобрести сварочный станок для собственных нужд, изначально необходимо знать, какой материал будет подвергаться обработке, и в каких масштабах будут проводиться работы.
Цена на станок точечной сварки во многом зависит от характеристик и параметров конструкции, а также от рабочей мощности оборудования.
На данный момент установка для осуществления точечной сварки элементов может быть ручная или переносная, подвесная и стационарная.
Подвесное и стационарное оборудование, как правило, используется на больших и малых производствах.
А вот переносной станок чаще всего применяют в быту, его цена достаточно приемлема и может составлять 120-220$.
При этом указанное устройство по мощности может не уступать аппаратам точечной сварки, цена которых вдвое выше.
Переносное оборудование разделяют на два типа: инверторный и аппарат с клещами для точечной сварки ручного пользования.
Инверторные аппараты имеют компактные размеры и небольшой вес. В конструкции используется тиристорный генератор тока и микропроцессор.
В связи с чем, схема устройства позволяет регулировать продолжительность импульса и рабочую мощность агрегата.
При этом для данной категории сварочных станков вполне достаточно бытового электропитания.
Вторая модель для точечной сварки с ручными клещами имеет не более 15 кг веса.
Схема устройства за счет микропроцессора позволяет в ручном и автоматическом порядке регулировать сварочные работы в нескольких режимах.
Аппарат с клещами питается от однофазной бытовой электросети.
Устройство оборудовано ручным приводом сжатия деталей, способным обеспечивать давление в 150 кг.
Большая Энциклопедия Нефти и Газа
Контактную сварку труб встык применяют для соединения труб и деталей диаметром от 50 до 300 мм с помощью специальной конвективно-газовой горелки, прутковую сварку труб встык и внахлестку ( в раструб) с помощью специальных горелок ГЭП-1А-67 и ГГП-1-66. [3]
Контактную сварку труб в настоящее время совершенствуют по пути повышения частоты сварочного тока, что позволяет повысить производительность станов и качество электросварных труб. Трубы сваривают переменным током частотой 50 - 700 гц. Увеличение частоты тока позволяет повысить прочность сварного шва, уменьшить величину грата. Так, для стана 6 - 32 целесообразна применять ток частотой 300 гц при скорости сварки 70 - 80 м / мин, При сварке с такими параметрами внутренний грат получается пологим, плотным, высотой не более 0 3 - 0 4 мм. [4]
Контактную сварку труб осуществляют токами промышленной ( 50 Гц) или повышенной ( 120 - 150 Гц) частоты. В последнее время для сварки труб применяют ток частотой 400 - 900 Гц. Технологический процесс в обоих случаях аналогичен контактной сварке сопротивлением. [5]
Режим контактной сварки труб диаметром 60 мм на машине УМА-6, 5 [82] следующий. [7]
Процесс контактной сварки труб , схематически изображенный на фиг. С помощью ручного или автоматического устройства губки машины сближаются до соприкосновения концов труб. В этот момент происходит интенсивное ценообразование вследствие обгорания кромок труб. [8]
При контактной сварке труб враструб одновременно оплавляется внутренняя поверхность раструба и наружная поверхность конца трубы. После оплавления на заданную глубину конец трубы быстро вдвигается в раструб. Сварка враструб выполняется на таких же установках, что и стыковая сварка. Однако нагреватель в этом случае состоит из двух элементов: гильзы для оплавления конца трубы и дорна для оплавления внутренней поверхности раструба. Разность между диаметром гильзы и дорна у цилиндрического инструмента должна составлять 0 5 - 1 мм. [9]
При контактной сварке труб активация свариваемых поверхностей достигается за счет контакта их с теплоносителем - нагретым инструментом. Активация состоит в нагреве свариваемых поверхностей и проявляется в повышении энергии теплового движения макромолекул. При температурах, близких к температурам текучести, макромолекулы путем последовательного перемещения сегментов могут перемещаться относительно друг друга. [10]
При контактной сварке труб токами радиочастоты в зоне нагрева происходит весьма сложное преобразование электромагнитного поля. [11]
Установка для контактной сварки труб оплавлением ( рис. 124) состоит из станины 2, неподвижного 3 и подвижного 6 центраторов, сварочного инструмента 4, рычага 5 для перемещения центратора. [13]
В процессе контактной сварки трубы повреждаются иногда вне контактного стыка. В месте прилегания губок к трубе возможно подплавление или прожог из-за плохой очистки конца трубы, грязных губок или неплотного прилегания губок. При касании трубы о стеллаж в момент сварки также возможен прожог или подплавление трубы. Необходимо предотвращать такие замыкания в процессе сварки. [14]
Один из недостатков контактной сварки труб заключается в невозможности применения неразрушающей дефектоскопии. Как ультразвуковой, так и рентгеновской дефектоскопии мешают наружный и внутренний граты. Поэтому работы ведутся как по изысканию новых методов дефектоскопии контактных сварных стыков, так и по разработке безгратовой сварки. [15]
Контактная стыковая сварка – технология и аппараты для сварки
Контактная стыковая сварка — способ соединения площадей сечений изделий путем глубокой деформации металлических поверхностей без плавки самого металла. Она применяется как в процессе строительства масштабных конструкций, например, космических аппаратов, массивных труб, так и при соединении миниатюрных деталей: микросхем, полупроводников и т. д. Преимущества этого способа сварки в широте использования и в универсальности соединения практически всех конструкционных материалов: легированной стали, низкоуглеродной, сплавы на основе титана, алюминия, магния и т. д.
Различаются два варианта контактной стыковой сварки: оплавлением и сопротивлением. Частота и использования сварки оплавлением составляет не больше 10 % общего количества технологических процессов сварки.

Сварка — электродеформационный технологический процесс, согласно ГОСТ 2601—84, он относится к высокоэффективным вариантам стыка металлических поверхностей изделий. Этот способ прочного сцепления двух изделий относят к автоматизированным, поскольку в технологическом процессе участвует сварочный аппарат.
Стыковая сварка — метод сцепления площадей двух изделий (стыков) путем воздействия сильного электротока. При таком способе соединения ввариваемые поверхности прочно соединяются, контактирование происходит без расплавления самих деталей, а за чет деформации их поверхностей — стыка.
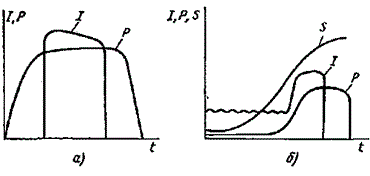
Где, I - сварочный ток; Р - усилие сжатия; S - перемещение подвижной плиты; t - время сварки; а - сопротивлением; б - оплавлением;
Главный физический процесс при стыковой сварке — нагрев и последующая деформация поверхности, за счет чего происходит удаление поверхностных пленок, происходит контактирование, затем получается высокопрочное соединение с заданными характеристиками. Стыковой сваркой соединяют полиэтилен, стыки труб, арматуры и пр. детали из конструкционных материалов.
Стыковая сварка выполняется на основе з-на Джоуля-Ленца. Процесс происходит под действием тока высокого значения путем очень сильного сжатия, прикладываемого к свариваемой поверхности.
Сварка сопротивлением — вид стыковой сварки, при которой процесс происходит с нагревом контакта до состояния пластичности. Если же технология происходит путем оплавления площадей контактирующих изделий — это способ стыковой сварки плавлением. Когда производится сварка сопротивлением, стык очень плотный — две площади сцепляются в замках сварочной машины, далее на них направляется сильный электр. ток. Когда площади деталей станут пластичными, происходит осадка — ток отключается.
Чтобы процесс происходил с соблюдением всех правил, сварное соединение было прочным, поверхности деталей необходимо предварительно подготовить:
- стык обезжирить;
- устранить все пленки, главным образом оксидные;
- выполнить пассивирование, нейтрализацию;
- просушить поверхности;
- выполнить контроль готовность деталей к процессу для прочного сварного контакта.
Поверхности, которые контактируют, должны отвечать следующим требованиям:
- создавать минимальное сопротивление сильному электротоку;
- на контакте значение сопротивления равное по всей его площади;
- площади изделий для сварки необходимы в максимально ровном виде к совпадающим плоскостям.
Сварка оплавлением
Существует два вида сварки оплавлением: непрерывным процессом, прерывистым.


При непрерывной стыковой сварке оплавлением, изделия крепятся в спец. замках сварочной машины. Далее при подаче тока путем плавного передвижения изделия приводят в сцепление. При этом площадь изделий контактирует, они свариваются. Затем происходит осадка на необходимое значение, долее ток отключается. Этот вариант контактирования и сварки применяется при контактной сварке рельсов, труб с тонкими стенками, листов и т. п. Преимущество метода контактной стыковой сварки плавлением в большом технологическом выходе, а минус — в потере металла. При сварке за счет прерывистого оплавления выполняется чередование уплотненного стыка с неплотным при включенном электротоке.
Такие поступательные и возвратные движения при воздействии тока замыкают цель, пока поверхности деталей на контакте не достигнут предела 800-900 градусов, при такой температуре происходит оплавление, осадка материала. Сварка плавлением используется при стыке изделий из низкоуглеродистой стали, когда контактная сварка оплавлением с помощью непрерывного соединения является недостаточной. Этот вариант требует доп. расхода материала, поэтому нагрев может дополнительно осуществляться сопротивлением — ток идет при замкнутой сварочной цепи, затем детали разъединяются, далее идет плавление, осадка.
Стыковая сварка оплавлением возможна с менее тщательной обработкой свариваемых изделий, чем при сварке сопротивлением, поскольку металл из области сваривания частично плавится — расходуется, поэтому место стыковки обрабатывается в технологическом процессе. Детали для оплавления могут резаться пресс. ножницами, с помощью кислородной резки, однако при последнем способе понадобится последующая очистка от шлака или окалины. Возможно отклонение поверхностей в торцевании в пределах 12-15 %. При норм. условиях контактно-стыковой сварки электроток, давление направляются прямо к месту стыкования.
Сварка сопротивлением
Этот способ несколько отличается от других, его называют «электротермодеформационным». Сварка сопротивлением выполняется без плавления основания — в этом ее отличие и уникальность. Металл при контактно-стыковой сварке таким методом поддается сильной деформации на пластичность. Основа контактно стыковой сварки заключается в следующем: стержни для сварки оснащаются подключенным электротоком. При соприкосновении образуется замкнутая электроцепь. В зоне контакта происходит высокое сопротивление, в связи с этим выделяется небольшое количество тепла. Далее разогретые стержни прижимаются давлением друг к другу, затем подача электротока прекращается.
Разогретые стержни постепенно отвердевают, в связи с этим технология и получила название сварки сопротивлением. Стоит сказать, что для распределенного повышения температуры материала и последующего использования стыковой сварки сопротивлением поверхность свариваемых деталей нуждаются в тщательной обработке. По существу детали очень сильно сцепляются, поэтому никаких мельчайших инородных тел на стыкуемой поверхности быть не должно. Через детали при очень плотном стыке дается сильный ток, при нагревании они переходят в пластичную форму, далее детали сжимаются с увеличивающимся нажатием до получения сцепления в твердом физсостоянии.
Контактная стыковая сварка сопротивлением подразумевает зачистку области механич. способом. Для прочих вариантов контактной стыковой сварки эта подготовка не нужна. Высокой квалификации и большого профессионализма сварка сопротивлением не предусматривает. Этот вид контактной сварки довольно востребован, он применяется в разных сферах производства, строительства. Применяется для площадей сечением от 1 до 20 квадратных мм. Ограничения касаются только алюминиевых (сечение до 500 кв. мм), медных (сечение до 200 кв. мм)./p>
Очень часто сварка сопротивлением используется для сварки труб, проволоки. Для контактной сварки сопротивлением может использоваться и сталь, однако низкоуглеродистая.
По мнению экспертов, с помощью контактной сварки сопротивлением можно сваривать металлы разных свойств, для примера, алюминий и чугун, медь и сталь. Можно встретить и критические замечания по поводу соединения. Оптимальный результат при сварке сопротивлением получается при использовании малоуглеродистых и низколегированных материалов, легких сплавов из металла.
Машины и аппараты для стыковой контактной сварки
Из практики многократного проведения технологии стыковой сварки полиэтиленовых труб она происходит чаще всего с помощью специальной машины стыковой сварки. Полимер, из которого выполнены трубы, прекрасно поддается контактной сварке. Большая популярность аппарата стыковой сварки полиэтиленовых труб обусловлена надежностью, безопасностью, а также возможностью взаимодействия с трубами разнообразного размера.

Стыковая сварка полиэтиленовых труб с помощью аппарата выполняется качественно и надежно. Сварочные машины для стыковой сварки труб бывают следующих разновидностей:
- стационарные;
- подвесные;
- передвижные;
- специализированные;
- универсальные.
Любая машина для стыковой сварки труб ПНД состоит из механической и электрической части, пневмосистемы, а также системы водяного охлаждения. Стыковая сварка труб ПНД немного отличается от стыковой, поскольку пластик не проводит сквозь себя ток, из-за этого торцы таких труб прогревают спец. контактными элементами для нагрева. А в остальном же технология соединения площадей изделий, затвердевание, кристаллизация в общем похожи.
Машины для стыковой сварки существенно ускоряют процесс сцепления поверхности двух деталей, поэтому на технология успешно применяется в разнообразных областях: в строительстве, в металлургии, в ж/д строительстве, в автомобильной промышленности, при производстве инструментов, при прокладке трубопроводов для соединения труб из пластика со стальными.
Читайте также: