Контактор для сварочного полуавтомата
Обновлено: 21.09.2024
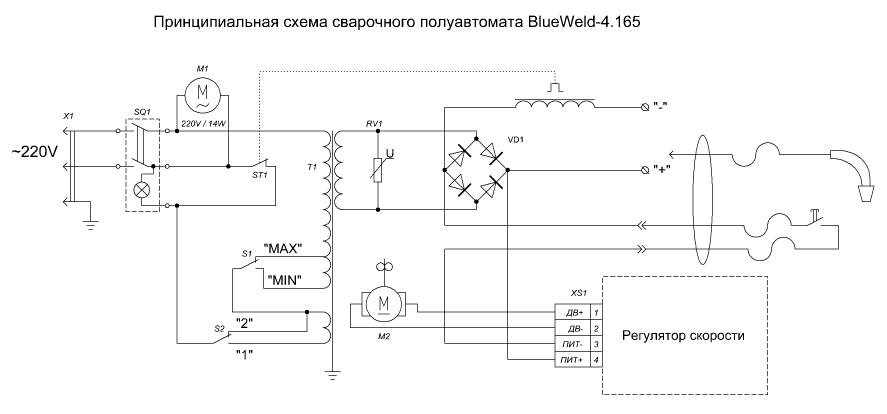
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащён редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата. В зону сварки также подаётся инертный газ - аргон, для устранения воздействия кислорода на процесс сварки. Сетевое питание сварочного полуавтомата выполнено от однофазной или трёхфазной электросети, в данной конструкции применён трёхфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трёхфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1-VS3. Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому их необходимо снабдить бюджетными радиаторами 50*50 мм*40.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 вольт, подключение его - параллельно сетевой обмотке трансформатора Т1.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 вольт.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт - подходящий к розетке провод выдерживает ток до 25 ампер, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в 2-2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на биполярном транзисторе VT1 при нажатой кнопке «Пуск» - регулировкой резистора R5 - «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 -«Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подачи сетевого напряжения на аноды симисторов через автоматический трёхфазный автомат SA1 к линии подключается трансформатор T1 - питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора T1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2,С3 сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1-U3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1-U3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора, чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступают с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети.
Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали,что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 вольт.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтировать на катод через сопротивление 3-5 ком.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 вольт, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трёхфазному выпрямителю постоянного тока на диодах VD3-VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель Др1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 вольт. При нажатии кнопки «Пуск» на конденсаторе C5 напряжение холостого хода должно превышать 50 вольт постоянного тока, под нагрузкой не менее 34 вольт.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2-5 вольт от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети, переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Пусковая схема смонтирована на монтажной плате, кроме элементов : VD3-VD8, T2, С5, SA1, R5, SA2 и Др1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки : индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4-6 мм 2, сварочные - медной или алюминиевой шиной, остальное - проводом в виниловой изоляции диаметром 2мм.
Сгорел регулятор подачи проволоки Blueweld 4.165

Помогите разобраться, не могу починить сгоревший регулятор на полуавтомате!
Новый из Италии надо заказывать, 90 дней обещают вести(((.
Перепутали вход питания и выход на моторчик регулятора
подачи сварочной проволоки, регулятор перестал работать.
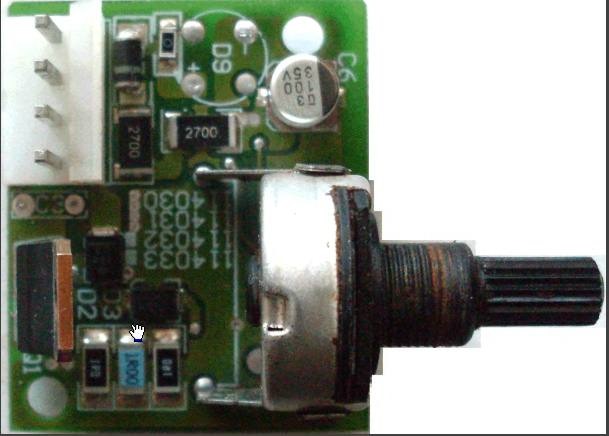
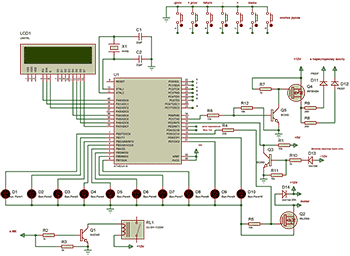
Вот схему его нашел:

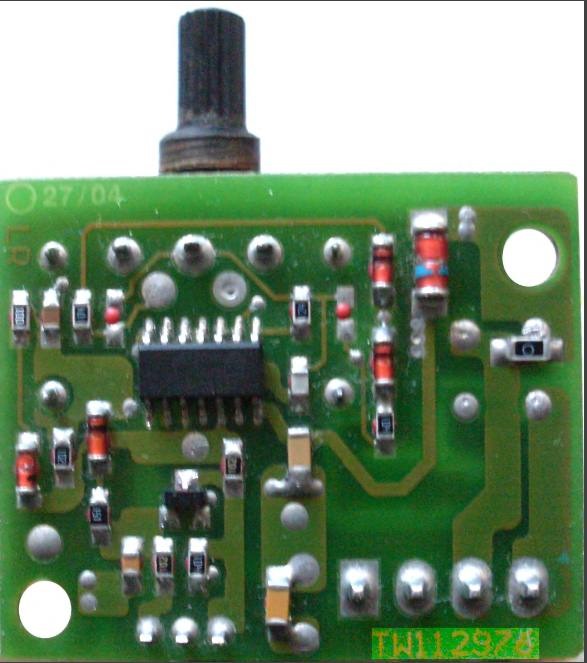
Как я понимаю, на микросхеме HEF 4069 UB собран регулируемый генератор частоты, который открывает мосфет с разной частотой.
Плюс входа и выхода регулятора соединены, а регулируется по массе.
Работает эта схема как ШИМ генератор.
Мосфет открывается, и питает моторчик.
Особенность схемы в довольно высоком напряжении питания — от 42 до 55 вольт. Замерял на сварочнике.
Визуально было видно, что повреждены резисторы внизу от мосфета, обведенные красным. Решил их заменить, а поскольку SMD не нашел поставил обычные на 1 ом. Так же заменил мосфет.
Прозвонил диоды все — живые. Проверил переходы транзистора — звонятся переходы.
Вот схема сварочника.
Подаю питание: ток не регулируется.
Мосфет полностью открыт. На выходе регулятора напряжение равно напряжению на входе.
На стабилитроне есть 12 вольт.
Поменял микросхему. Ничего не поменялось.
Куда копать? Сегодня померяю осциллографом частоту на входе на мосфет, с генератора частоты но думаю, если он открыт там висит единица…
UPD: 1. По всей видимости генератор частоты, после замены микросхемы заработал. Но на выходе все равно напряжение не меняется- мосфет открыт все время !
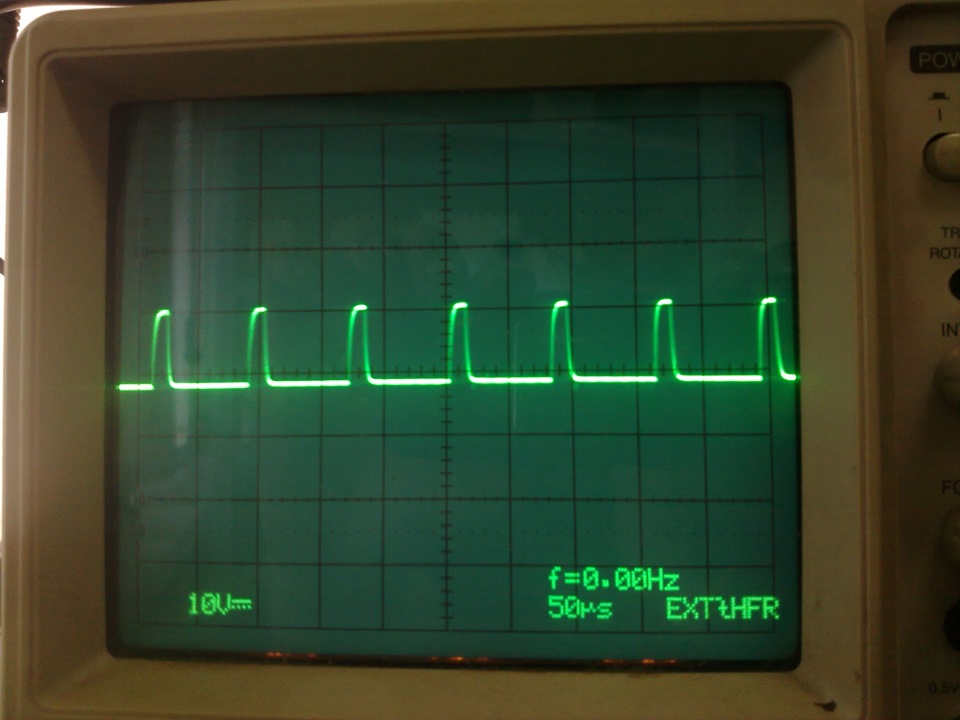
Подключил осциллограф. на ногу Gate мосфета приходят импульсы амплитудой 11 вольт.
На осциллограмме видно, как меняется широта импульса, в зависимости от положения ползунка резистора.
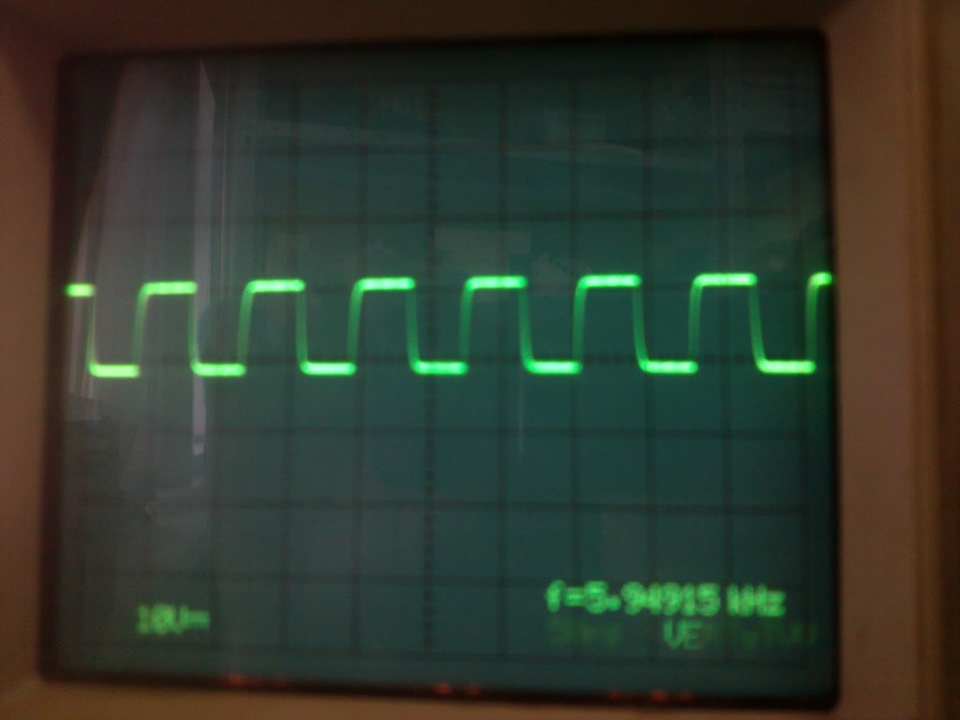
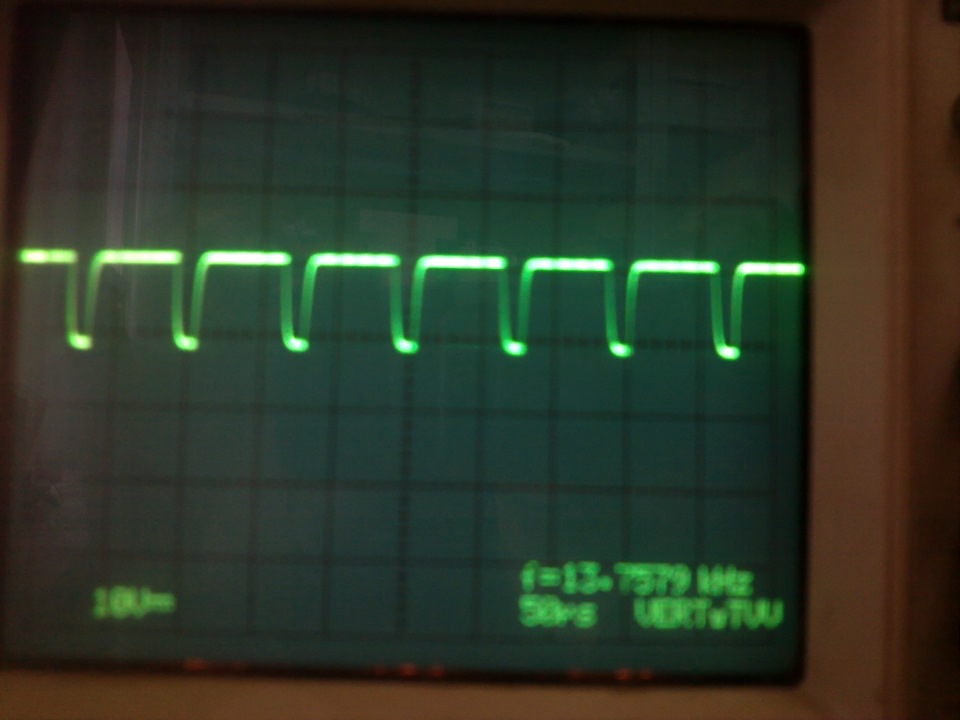
Отчего то мосфет не работает.

Комментарии 43
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Понимаю что прошло уже 5 лет, но чем в итоге всё закончилось, просто проблема аналогичная.

Владелец купил новый регулятор.

Так чем история закончилась?

как вариан фуфло попалось а не нормальный транзистор, левака щас полно продают и можно нарваться
Завтра попробую выпаять и проверить отдельно.
вот все и прояснилось, мосфету хана, в нем похоже при переполюсовке внутренний диод екнулся, кстати он сильно грелся когда работал? я бы туда что-нибудь типа irfp260 поставил
Я не думаю, что он грелся. Мотор небольшой, потребляет до 1 ампера. Кстати, очень странно: мосфет я вчера поменял… Что ему еще надо? Я думал, они не требовательны к условиям работы.
отмыть плату, может где утечка идет, проверить внимательно на сопли, так же диоды еще раз проверить все
D3 можно вообще убрать, он в транзисторе есть
Проверить вообще он запирается или нет, как написано ниже замкнув затвор на минус

У меня такой же лежит регулятор, но так и не смог разобраться, видимо косяк в схеме, читал где-то что у них это проблема основная…
А где вы взяли новый? Сколько обошелся денег?
Новый не нашел, просто перестал пользоваться полуавтоматом…

С наибольшей вероятностью, Q1 у вас пробит, сгоревшие резисторы тому подтверждение. Проверить его проще, замкнув затвор на землю (замкнув резистор в цепи затвора 100 кОм, или к-э Q2 между собой). Если транзистор закроется (мотор подачи перестанет работать) — то Q1 исправен. Также проверьте D3 — он прозванивается без проблем. И убедитесь что на стабилитроне 12 Вольт.
Если Q1 целый, то причиной является неисправность микросхемы 4069. Причиной выхода её из строя, кстати, может быть высохший конденсатор C6.
Я поменял Q1 вчера, вместе с резисторами.Сегодня проверил осциллографом: на затвор приходит импульсы с широтой меняющейся в зависимости от положения переменного резистора. Значит вся схема до затвора заработала. Буду проверять конденсатор и D3.
Кстати, проверьте провод который идёт от стока Q1 (ДВ-) к двигателю — не замкнут ли он где случайно на корпус, на массу…
Хорошо. Хотя провод этот короткий, и не поврежденный.
Спасибо за советы! С ними себя увереннее ощущаешь с незнакомой техникой. Хотя и занимаюсь электроникой, но это немного новое для меня.
Всё получится — вы на правильном пути!

Нужно смотеть генератор импульсов, а конкретно скорее всего кондёр, от скорости его заряда зависит частота на частотном инверторе. Ну похожая проблема может быть если Q2 неисправен, кстати вы говорили звонили переходы — звонятся, коллектор — эммитер звонили? если звонится, то в мусорку. Можно ещё глянуть кондёр под 1к сопротивлением.
Простите, я неверно выразился. Тестером в режиме прозвонки диодов звоняться переходы транзистора как 0,7 вольта. Сегодня генератор импульсов заработал, а Q1 все время открыт. Надо копать выходную часть схемы. Не разу с мосфетами дела не имел.

Да ваще не надо париться ! Тут деталей то кот наплакал ! Заменить ВСЕ полупроводниковые элементы оптом . Там их будет аж на 100 рубаслв . Только теперь надо менять ВСЕ без исключения, даже те что Вы меняли .Роно на 10 минут работы .
Вы дома также делаете? Лампочка перегорела, бежите менять все люстры розетки выключатели и менять проводку?
Как я делаю дома можете посмотреть в блоге или БЖ . А если человек не понимает то ему так будет проще . Или начать курс физики с 5го класса ?

я иногда так делаю. особенно, когда приносят блок в работу, а искать конкретную деталюшку некогда. или когда подозрение падает на всякие микрухи, которым надо полдня создавать тестовую обвязку, а цена новой микрухи при этом 50р.
поменял на 100…200р всю подозрительную цепь, за час, отдал заказчику — в итоге всегда всё работает.
Да, это хоть и неправильно, но я так вчера сделал. Генератор выдает ШИМ модуляцию, а мосфет не реагирует. Похоже, что открыт все время.

Q2 проверьте. При неисправном будет полный шим на полевике.
Наоборот, будет 0 В на затворе и мотор вращаться не будет…
Это если накоротко. Транзисторы обычно выгорают на разрыв.
Да какая разница. "Полный ШИМ", как вы выразились, т.е. постоянный плюс на затворе будет только если с выхода инверторов 4069 приходит такой сигнал. А Q2 стоит в защите по перегрузке по току, он никак не может давать плюс на затвор. Либо он пробит, и затвор сидит на земле, либо он в обрыве — тогда только защита перестанет работать. А плюс-то как он подаст на затвор?
Q2 в зависимости от тока нагрузки обрезает по ширине импульс ШИМа. Если он неисправен, Двигатель будет регулироваться в очень маленьком диапазоне, учитывая, что для поддержания стабильных оборотов ток выбирается примерно из 0,5 максимального. Кроме того, без осциллографа там делать нечего.
Q2 откроется, только когда напряжение на резисторе 0,33 Ом (3 по 1 Ом) в цепи истока Q1 превысит 0,6 В. Т.е. при токе в цепи мотора порядка 2 А. Классическая схема защиты выходного каскада от перегрузки по току.
Но опять же, транзистор Q2 может только ЗАКРЫТЬ полевик Q1, но никак не открыть! Плюса на нём нет. Так что причиной "непрерывного вращения мотора подачи" он быть никак не может. Если его выпаять — все продолжит работать без изменения. Если его закоротить — то мотор подачи встанет.

как ножки у мосфета звонятся? он может быть постоянно открыт в случае, если у него на затворе постоянный плюс. или если у него сопротивление между стоком и истоком 0 (или около того ом).

Во-первых, что значит "ток не регулируется" ? Ток здесь регулируется переключением первички трансформатора и к схеме непосредственного отношения не имеет.
Так же не пойму, нахрена диодный мост в схеме подачи (кстати на плате его не видно)
И как измеряли напряжение на выходе подачи? Отнносительно плюса я ж надеюсь?
Измерьте напряжение на затворе относительно массы — там должен быть ноль или (в случае, если генератор работает) тестер может показать что-то а осцил должен показать прямоугольники.
Также ткните осцом на вход кучки инверторов (DD1.3)

Диодный мост на схеме, как я понимаю, стоит вместо мощного диода защиты от переполюсовки питания: от неправильной полярности питания выгорят нулевые резюки-перемычки, в нормальном включении шунтирующие мост.
Схемного смысла в этом не вижу, думаю, этот мост либо миниатюрнее подходящего диода, либо оказался дешевле.
Вообще не понимаю, зачем ставить какие-то защиты от переполюсовок на платах, мёртво стоящих внутри железного ящика и при нормальной работе не трогаемых годами
Как инженер систем чпу, я вам точно могу сказать — если плата стоит дороже пачки сигарет, защищать её надо. Обязательно найдётся дурак, который влезет, сломает, а потом будет говорить большое спасибо за наличие защиты…
Собираться это должно на заводе, а уважающий себя завод дураков принимать на работу не будет.
Защита от дурака — это хорошо, но а) на любую такую защиту всегда найдётся более глупый дурак :) и б)всюду пихать защиту — это нецелесообразно по многим факторам.
Посмотрите на диод D7 — это именно защитный диод, без вариантов и обсуждений.
DarknessPaladin
Диодный мост нарисован в схеме из за избыточности схемы. Это для тех сварочников, где на вход подают переменку.
Присмотрелся к схеме, вынужден признать, что вы почти наверняка правы — поскольку защитный диод на схеме есть (D7), как и всё необходимое для питания от переменного тока, хотя и странно, что кондёры после стабилитрона, а не до.
Меня ввёл в некоторое заблуждение факт, что резюки, в отличие от моста, никак не отмечены опциональными (для чего обычно применяется пунктир)
Простите, не регулируется напряжение на выходе с мосфета. Диодный мост показан пунктиром, для схемы где приходит переменка. Тут он не запаян.
Нет, напряжение я измерял между выходами на регулятор. Т.е. на разъеме ХР1 1 и 2 вывод — "+" и "-" двигателя.
Генератор показал на затворе относительно массы импульсы с амплитудой 11 вольт. Частота около 12 кГц, меняется их широта.
Мосфет не реагирует на изменение ширины импульсов, хотя я его менял.
Пусковая схема сварочного полуавтомата
Профессиональный контроллер для сварочного полуавтомата
Хочу представить вам свою новую разработку. Это контроллер профессионального назначения для полуавтомата, далее (ПА).
Данное устройство реализовано на микроконтроллере Atmega16, работает он на тактовой частоте 4 МГц от внешнего кварцевого резонатора.
Можно конечно затактировать и от встроенного генератора на 4 МГц, но данный способ имеет существенные недостатки:
1) "Уплывание" частоты при изменении температуры окружающей среды.
2) Возможный сбой программы при внешних помехах.
Второе случается крайне редко на практике. А при хорошем проектировании печатной платы, вовсе не случается.
Первый недостаток очень серьезный из-за того, что мы используем фазоимпульсный метод регулирования сварочного тока.
От "уплывания" тактовой частоты у нас будут уплывать установленные значения тока в ту или иную сторону.
Данное устройство имеет следующие возможности:
1) Плавную регулировку тока с запоминанием значения
2) Плавную регулировку скорости подачи проволоки с запоминанием значения
3) Эконом режим. Режим экономии газа.
4) Настройка режима работы пусковой кнопки на рукаве.
а) нормальный режим работы.
б) триггерный режим работы
в) таймерный режим работы.
г) импульсный режим работы.
В нормальном режиме, мы нажали кнопку - варим, отжали - не варим.
В триггерном режиме мы нажали и отжали кнопку - варим, повторно нажали и отжали - не варим
В таймерном режиме мы варим как и в обычном режиме, только режим сварки отключается автоматически хоть и нажата кнопка на рукаве по истечению времени. Для продолжения работы необходимо отжать кнопку и повторно нажать.
В импульсном режиме мы варим как бы рывками. В меню задается как пауза, так и импульс сварки, в довольно широких пределах. Этот режим идеально подходит для работ, где необходима точечная сварка.
5) Настройка минимального предела тока
6) Настройка максимального предела тока
7) Настройка минимального предела скорости проволоки
8) Настройка максимального предела скорости проволоки
9) Настройка предварительной подачи газа (ПРЕД)
10) Настройка последующей подачи газа (ПОС)
11) Настройка количества реле для грубого регулирования тока путем отводов первичной обмотки. Минимум 1шт. максимум 10шт. реле.
12) Грубая регулировка тока переключением обмоток трансформатора с меню с запоминанием уровня тока.
В общем с возможностями разобрались. Теперь расскажу немного теории.
Принцип регулирования тока заключается в подаче управляющего импульса на тиристоры после перехода через ноль сетевого напряжения.
Чем выше установленная выходная мощность в меню, тем раньше будет подан импульс управления на тиристоры после перехода через ноль.
Стандартную схему диодно-тиристорного моста можно посмотреть в моей предыдущей статье
Принцип регулирования скорости подачи проволоки значительно проще, чем регулирование тока. Применен метод широтно-импульсной модуляции далее (ШИМ).
Навигация по меню и настройка
1) Регулировка тока + регулировка проволоки
2) Эко режим
3) Режим переключения обмоток
4) Настройка режима работы «живой кнопки»
5) Настройка минимального значения тока
6) Настройка максимального значения тока
7) Настройка минимального значения подачи проволоки
8) Настройка максимального значения подачи проволоки
9) Настройка пред. газа
10) Настройка пос. газа
11) Настройка количества реле обмоток
12) Настройка таймерного режима (установка времени работы при нажатой кнопке)
Одно значение = 75мс. То есть значение 10 = 750мс.
13) Настройка импульсного режима работы
Значение 10d это у нас промежуток когда нет тока
Значение 10p это у нас промежуток когда есть ток
Настраивается парами кнопок +/- и + prov /- prov
Кнопкой MENU мы перемещаемся по меню
Кнопкой RETURN выходим в первое (главное) меню
Кнопками +/- и +prov/-prov мы устанавливаем значение.
Для того, чтобы заработало устройство его необходимо правильно собрать и прошить контроллер (МК).
Для прошивки МК нам понадобится программатор. Схемы программаторов можно посмотреть здесь.
Фьюзы при прошивке нужно выставить так: CKSEL 3..0 0b1111
К статье прилагаю файл [svarka4.rar] симуляции для протеус, несколько прошивок (одна с пониженной частотой ШИМ, вторая с повышенной частотой ШИМ).
Имеется коммерческая версия прошивки
1) изменен алгоритм меню.
2) улучшено быстродействие.
3) добавлена формула расчета скорости подачи проволоки от значения тока (отключаемая по желанию).
4) добавлено несколько режимов экономии газа.
Обновления 28.01.2014:
- новая версия прошивки V1.1;
- печатная плата в DIP Trace. Автор: Ожух Владимир из Мишевоград-Волынский, Украина. Плата протестирована им-же.
В новой версии прошивки исправлено:
- подача проволоки теперь работает на максимуме;
- вывод торможения имеет нормальную нагрузочную способность.
Внимание! Это free (бесплатная) версия. Не имеет ограничений! Отличается от 3.0 (Полной версии) - наличием формулы и доработанным и улучшенным меню.
Читайте также: