Коробление алюминия при сварке
Обновлено: 30.06.2024
При дуговой сварке алюминиевых сплавов в среде инертных газов встречаются различные дефекты: газовая пористость (~48%), оксидные плены (~32%), вольфрамовые включения (~12%), трещины, несплавления и смещение кромок и др.
Кристаллизационные (горячие) трещины, окисные пленки, непровар, несплавление, обнаруженные в сварном соединении, подлежат обязательному устранению. Что касается пор, вольфрамовых включений, раковин и других дефектов, то они допускаются без исправления конструкции в определенном количестве и объеме. Дефекты, выходящие по размерам и количеству из нормы, подлежат исправлению методом подварки. Суммарная длина дефектных участков, подлежащих подварке, не должна превышать 20 % длины шва (но не более 300 мм) для сварных соединений I категории и для II категории - 30 % (но не более 400 мм). Длина единичного дефектного участка не должна превышать 60 мм при расстоянии между ними не менее 100 мм (I категория) и 80 мм (II категория).
Сопротивляемость горячим трещинам.
При сварке сплавов Аl-Mg, Аl-Си, Аl-Zn и Al-Si установлена повышенная склонность к трещинообразованию на сплавах с максимальным эффективным интервалом кристаллизации. Металлургические способы уменьшения склонности к трещинам заключаются во введении в основной металл и сварочную проволоку отдельных химических элементов, которые, изменяя эффективный интервал кристаллизации и пластичность металла в твердо-жидком состоянии, оказывают влияние не только на величину горячеломкости металла при сварке, но и позволяют за счет смещения неравновесного солидуса по отношению к равновесному перенести трещину из опасной зоны (зоны сплавления) в наплавленный металл.
Технологические мероприятия по уменьшению трещин в сварном соединении находятся во взаимосвязи с темпом деформации в температурном интервале хрупкости, а также с наличием концентратора напряжений.
Во избежание образования кристаллизационных трещин следует обратить внимание на жесткость стыкуемых деталей. При сварке деталей с резким перепадом толщины необходимо предусматривать со стороны точеных деталей (фланец, шпангоут и др.) полку, длина которой должна составлять 2S (S - толщина стыкуемых деталей в зоне сварки), но не менее 30 мм. Для уменьшения жесткости свариваемых деталей из тонколистового материала (S
В зависимости от толщины материала при сварке врезных фланцев на цилиндрических и сферических поверхностях устанавливается минимально допустимый диаметр. Так, для материалов толщиной до 2 мм - диаметр не менее 60 мм, при толщине до 6 мм - не менее 120 мм и т. д. Наблюдаются трещины при сварке в зоне термического влияния, если шероховатость поверхностей свариваемых элементов составляет RZ>40 мкм.
При выполнении соединения в «отбортовку» на сплавах с σв>250 МПа (Амг5, АМг6, Д20 и др.) очень часто на практике в районе гиба наблюдаются микронадрывы, которые являются очагом образования трещины при сварке. Следует избегать соединения «по кромке», так как в них возможно появление несплавления и трещин в корне шва из-за наличия оксидной пленки на поверхности металла. При изготовлении изделий со швами различной протяженности рекомендуется в первую очередь выполнять швы большой протяженности и швы максимального сечения, а затем короткие швы.
Оксидные пленки.
Высокая химическая активность Al, Mg и их сплавом с кислородом приводит к образованию на поверхности металла оксидов (Аl2О3, MgO). Толщина пленки при комнатной температуре увеличивается во времени. Оксидные пленки относятся к группе плотных пленок (Аl2О3, γ =4,00; MgO, γ =3,65), которые предохраняют металл от дальнейшего окисления и взаимодействия его с окружающей средой. На поверхности двойных сплавов алюминия с элементами меди, марганца, кремния, железа, цинка образуется оксидная пленка, по структуре аналогичная пленке на чистом алюминии.
По данным А. В. Курдюмова, при содержании в сплаве Mg2O4 и γ -Al 2 O 4 , при 0,01-0,1 % Mg оксидная пленка состоит из MgAl 2 O 4 и MgO. В оксидной пленке преобладает MgO при содержании магния в алюминиевых сплавах >1 %. Образованием рыхлой оксидной пленки MgO на поверхности магналиевых и магниевых сплавов объясняется их повышенная склонность к образованию пористости при сварке. Введение малых добавок бериллия в сплавы системы Al-Mg снижает окисляемость в десятки раз.
Наличие на поверхности металла тугоплавкой пленки(Тпл Al 2 O 3=2050°С; Тпл MgO =2800°C) с высоким электросопротивлением оказывает отрицательное влияние на стабильность протекания процесса сварки. Оксидная пленка не плавится и не растворяется в жидком металле сварочной ванны. К этому следует добавить, что оксидная пленка активно адсорбирует влагу. При нагреве происходит диссоциация пара с выделением водорода - основного источника пор в сварных швах.
В связи с этим для обеспечения формирования наплавленного металла при сварке необходимо разрушить оксидную пленку. Это достигается за счет катодного распыления при горении сварочной дуги в среде аргона (переменный ток, постоянный ток на обратной полярности) или за счет высокой концентрации тепла при сварке в гелии на постоянном токе прямой полярности.
Газовая пористость.
Многолетняя статистика брака сварных конструкций позволяет установить, что одним из основных дефектов (~48%) при сварке алюминиевых и магниевых сплавов является газовая пористость.
Исследования взаимодействия Аl и Mg с различными газами показали, что наибольшую растворимость в них имеет водород и при некоторых условиях образовывать поры в металле швов. Данные об изменении растворимости водорода в алюминии при различной температуре и давлении находящегося с ним в равновесии молекулярного водорода (Pн2 = 1 ат) приведены на рис. 1.
В реальных условиях сварки парциальное давление молекулярного водорода в газовой фазе дуги ничтожно, мало. Поэтому основным источником водорода, растворяющегося в сварочной ванне, служит реакция непосредственного взаимодействия влаги c металлом
В результате протекания этой реакции концентрация атомарного водорода в поверхностном слое атмосферы, контактирующей с металлом, достигает больших величин и может соответствовать огромным значениям давления молекулярного водорода, находящегося в равновесии с металлом. Благодаря этому при непосредственном взаимодействии влаги и паров воды с металлом концентрация растворенного в нем водорода может достигать больших значений.
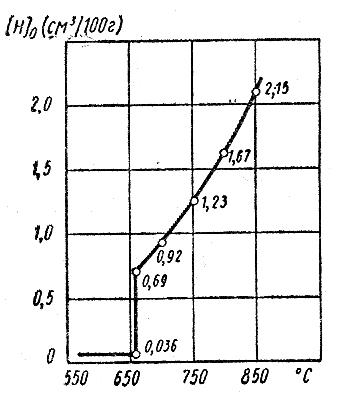
Рис. 1. Изменение растворимости водорода в алюминии в зависимости от температуры при рн = 1 ат
Растворенный в жидком металле водород в связи с понижением растворимости стремится выделиться из него при охлаждении. Пузырьки выделяющегося водорода, не успевая всплыть из ванны, остаются в металле шва, образуя поры. Для возникновения и существования пузырька в жидком металле необходимо, чтобы давление заключенного в нем водорода было больше внешнего давления, оказываемого на пузырек, или равно ему. Но при наличии в жидком металле границ раздела, образованных нерастворимыми взвесями и не смачиваемыми расплавом, зарождение пузырьков становится возможным при небольшой величине перенасыщения.
В промышленных алюминиевых сплавах всегда присутствуют частицы окислов, образующих нерастворимые несмачиваемые взвеси. Поэтому возникновение пузырьков выделяющегося водорода в условиях сварки алюминия при нормальном внешнем давлении (рн = 1 ат) становится возможным.
В процессе кристаллизации металла вероятно перераспределение водорода между закристаллизовавшимся металлом и жидким. Такое перераспределение должно способствовать постепенному увеличению концентрации водорода в незакристаллизовавшейся части ванны и возникновению пузырьков в момент, когда концентрация растворенного в металле водорода станет больше равновесной растворимости водорода. Поэтому исходная концентрация водорода растворенного в металле, при которой возникают пузырьки, может существенно изменяться в зависимости от условий кристаллизации и массы кристаллизующегося металла.
Накопленный в настоящее время опыт показывает, что в условиях сварки алюминия в связи с большими скоростями перемещения фронта дендритов перераспределением водорода между твердым и жидким металлом в процессе кристаллизации можно пренебречь и считать, что концентрация водорода в ванне в процессе ее кристаллизации не изменяется. Возникновение пузырьков водорода в ванне при сварке алюминия при нормальном внешнем давлении (1 ат) становится возможным при концентрации растворенного в металле водорода больше равновесной растворимости водорода. Величина равновесной растворимости водорода уменьшается при охлаждении и достигает в жидком металле при температуре 660° С своего минимального значения (0,69 см 3 /100 г металла).
В связи со сказанным при внешнем давлении рн=1 ат возникновение пузырьков водорода в жидком алюминии можно ожидать при концентрации растворенного в ванне водорода более 0,69 см 3 /100 г металла, что подтверждено экспериментально. Зарождение пузырей при сварке алюминия происходит в период охлаждения металла в наиболее холодных участках ванны, в которых величина концентрация растворенного в металле водорода оказывается больше равновесной растворимости водорода. В связи с большой скоростью роста дендритов всплывание пузырей из ванны затруднено, и влияние условий кристаллизации, ограниченно меняющихся при изменении режимов сварки, на степени пористости швов при сварке алюминия сказывается относительно мало.
Основной мерой борьбы с пористостью при сварке алюминия является снижение концентрации растворенного в нем водорода до предела ниже 0,69-0,7 см 3 /100 г металла. Источник водорода, растворяющегося в металле шва при аргонодуговой сварке, - влага, адсорбированная поверхностью металла и входящая в состав окисной пленки в виде гидратированных окислов. Количество ее определяется состоянием поверхности металла и зависит от предшествующей обработки его перед сваркой.
Основные направления в разработке средств повышения плотности сварного соединения предполагают:
Вольфрамовые включения.
Сварку Al, Mg и их сплавов производят, как правило, не-плавящимся (вольфрамовым) электродом в атмосфере инертного газа. Высокая температура плазмы электрической дуги, достигающая 6 000 - 10 000 К, и высокая плотность тока ( ≈ 10 4 -10 6 А/см 2 ) создают значительные тепловые нагрузки на электрод, работающий в условиях дугового разряда. Снижение дефектности по вольфрамовым включениям в сварном соединении возможно путем повышения эрозионной стойкости вольфрама за счет введения оксидов (оксид лантана или оксид иттрия и др.). Стойкость к токовым нагрузкам вольфрама марки ВЧ меньше, чем у других марок (ВЛ, СВИ, ВИ). Более долговечен в эксплуатации за счет высокой эмиссионной способности вольфрам с оксидом лантана (ВЛ) или оксидом иттрия (ВИ-20, ВИ-30, СВИ-1). Этот вольфрам поддерживает более высокую устойчивость дугового разряда.
Оптимизации технологии сварки способствует уменьшению тепловой перегрузки электрода со стабильной защитой вольфрама от воздействия окружающей среды. Для уменьшения перегрева вольфрама регламентируется продолжительность выполнения сварки. Следует избегать коротких замыканий электрода при сварке, обратив особое внимание на условия выполнения сварного соединения (труднодоступные места, сварка в пространственном положении и т. д.).
Наибольшая стойкость вольфрама при сварке на постоянном токе прямой полярности, меньшая - при переменном токе, минимальная - при постоянном токе обратной полярности. Оптимальный расход газа обеспечивает стабильный процесс горения-дуги и хорошую защиту вольфрама от воздействия окружающего воздуха, а тем самым повышается стойкость вольфрама и уменьшается дефектность в сварных соединениях.
Сварка и свариваемые материалы в трех томах под общей редакцией докт. техн. наук В. Н. Волченко том 1 Свариваемость материалов Под редакцией проф. докт. техн. наук Э. Л. Макарова
Справочник по сварке цветных металлов / Гуревич С. М.; Отв. ред. Замков В. Н.- 2-е изд., перераб. и доп.- Киев; Наук, думка, 1990.- 512 с.
Технология и оборудование сварки плавлением. Под редакцией Г. Д. Никифорова. Учебник для студентов вузов. М., «Машиностроение», 1978. 327 с. с ил.
Технология электрической сварки металлов и сплавов плавлением. Под ред. акад. Б. Е. Патона. М., «Машиностроение», 1974. 768 с.
Деформация металла при сварке

Деформация металла при сварке – это явление, которое приводит к нарушению геометрии изделий и, следовательно, к браку продукции. Подобное может наблюдаться даже в работе опытных сварщиков. Соблюдение ряда правил позволяет снизить вероятность появления деформации и получить качественное и надежное соединение.
Существует множество причин возникновения деформации металла при сварке. О том, с чем они связаны, какие меры принимают для профилактики этого явления и что делают для исправления, читайте в нашем материале.
Причины деформации металла при сварке
Если на металлический предмет оказывается механическое воздействие, то в нем возникают напряжение и искажение. Первое характеризуется силой давления, оказываемой на единицу площади. Второе – нарушением габаритов и формы изделия из-за силового воздействия.

Напряжения появляются в деталях под влиянием практически любого усилия. Это может быть растягивание, изгиб, сжимание или резка. В ходе сварки следует внимательно следить за показателями как деформации, так и напряжения. Если превысить допустимые значения, то конструкция (частично или полностью) может разрушиться.
Рекомендуем статьи по металлообработке
Сварочные деформации возникают под влиянием различного рода напряжений, появляющихся внутри изделия. Основные причины их появления специалисты объединяют в две большие группы: основные, которые считаются неизбежными и постоянно появляются в ходе сварки, а также сопутствующие, устранение которых вполне возможно.
К основным причинам возникновения деформации и напряжения в ходе сварочных работ относят следующие:
- Структурные видоизменения, которые, влияя на металл, вызывают напряжения (растягивающие и сжимающие). Происходит это в ходе охлаждения деталей из легированных или высокоуглеродистых стальных сплавов. При этом размеры изделия, а также зернистая структура материала нарушаются. В итоге изначальный объем изменяется, что приводит к увеличению напряжения внутри детали.
- Неравномерный прогрев. Первичному нагреву в ходе сварочных работ подлежит только рабочая зона изделия. По мере увеличения температуры материал расширяется, воздействуя на мало прогретые слои металла. При прерывистом прогреве концентрация напряжений сварного шва достигает высоких значений. Ее показатель зависит от рабочей температуры, теплопроводности материала и уровня линейного расширения.
- Литейная усадка. Она происходит в ходе кристаллизации материала, характеризуется уменьшением объема металла, возникает из-за сварочного напряжения (продольного и поперечного), которое появляется в процессе усадки расплава.
Сварочное напряжение могут вызвать не только механические воздействия. Сплавам различных металлов вообще свойственны свои деформации и напряжения. Они делятся на временные и на остаточные. Пластичная деформация металла при сварке вызывает остаточные, не исчезающие и после остывания материала. Временные же возникают при сварке прочно закрепленной детали.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
К побочным или сопутствующим деформациям при проведении сварочных работ можно отнести:
- любые отклонения от нормативов в технологическом процессе – примером может быть плохая подготовка детали к сварке, неправильный выбор электрода, нарушение режима сварочного процесса и пр.;
- несоответствия и ошибки, допущенные в конструировании изделия, – это могут быть неверно выбранный тип шва, часто расположенные соединения, малый зазор между сварными швами и пр.;
- низкий профессионализм и небольшой опыт мастера.
Концентрацию напряжений в сварном шве может вызвать практически любая ошибка. Из-за них возникают технологические дефекты соединения: непровары, трещины, пузыри и прочий брак.
Виды деформаций металла после сварки
Существует несколько видов напряжений. Они отличаются временным интервалом (периодом действия), характером появления и прочими факторами.

Ниже представлена таблица возможных напряжений (какие встречаются и из-за чего появляются в сварном шве).
По причинам возникновения
Неравномерность прогрева, возникающая из-за перепада температуры при сварке
В случае нагрева металла выше максимально установленной температуры происходят изменения в структуре материала
По времени существования
Возникает в ходе фазовых видоизменений, но в процессе остывания уходит
Остается в деталях и после устранения причин возникновения
По задействованной площади
Имеющееся во всей конструкции
Проявляющееся исключительно в зернах структуры металла
Присутствующее в кристаллической решетке материала
По направленности воздействия
Появляется по линии шва
Размещается поперек оси соединения
По состоянию напряжения
Происходит только в одном направлении
Распространяется на два различных направления
Воздействие происходит по трем осям
В ходе сварочного процесса происходят следующие виды деформации:
- Местные и общие. При местных деформациях изменениям подвержены только части конструкции. Общие же деформируют изделие полностью и сразу, меняя его размеры и искривляя геометрическую ось.
- Временные и конечные. Остаточные (конечные) деформации остаются в изделии даже после его охлаждения, а временные появляются в отдельные моменты времени.
- Упругие и пластичные. При восстановлении формы и габаритов изделия по окончании сварки деформация считается упругой. При наличии постоянных дефектов – пластичной.
Материал может быть деформирован вне плоскости сварного изделия или внутри него.
Разнонаправленность сил, действующих относительно сечения материала, приводит к возникновению различных напряжений: сжатия либо изгиба, растяжения, кручения, среза.
Тестирование сварных швов и расчет деформаций металла при сварке
Швы обязательно проходят тестирование на надежность и прочность соединений. В ходе проверки проверяется также наличие дефектов. Это позволяет быстро обнаружить и устранить возникший в процессе сварки брак.

Существует несколько типов контроля, позволяющих найти изъяны:
- разрушающий – процесс, который часто используется на промышленных предприятиях, дает возможность провести проверку физических свойств шва;
- неразрушающий – включает внешний осмотр шва, ультразвуковую или магнитную дефектоскопию, капиллярный метод, проверку проницаемости и прочие методы.
Важным в изготовлении сварных конструкций является определение вероятных напряжений и деформаций в ходе работ. Причина заключается в том, что они изменяют форму и размер изделия, снижают его прочность, что приводит к изменениям в эксплуатационных качествах конструкции далеко не в лучшую сторону.
Необходимо проводить тщательный расчет деформаций и напряжений при различных процессах сварки, правильно запланировать последовательность операций для того, чтобы в результате на конструкцию воздействовало минимум напряжений, а количество дефектов стремилось к нулю.
Способы устранения деформации металла при сварке
Убрать деформацию материала, возникшую в ходе сварки, можно с помощью правки. Она бывает холодной механической, термомеханической и термической, включающей как местный, так и общий нагрев. Перед проведением последнего изделие жестко фиксируют в устройстве, оказывающем давление на изменяемые части конструкции. Затем оно размещается в разогревающей печи.

Суть термического метода заключается в сжимании металла при его охлаждении. Происходит процесс разогрева растянутого участка горелкой или дугой. При этом окружающий место разогрева материал должен оставаться холодным, что не дает значительно расшириться горячему участку. Далее при остывании изделия происходит постепенное выпрямление конструкции. Больше всего данный метод подходит для устранения деформаций балок, полос листового материала и пр.
Принцип холодной правки заключается в постоянном воздействии на изделие нагрузок. Для этого используют различные прессы и валки, существующие для прокатки по ним длинных конструкций. Для исправления деформаций растянутых конструкций применяют термическую правку. Сначала происходит сбор лишнего металла, а затем – разогрев проблемного места.
Сложно сказать, какой из методов является предпочтительным. Для каждого вида, места (снаружи или изнутри), особенностей деформации и напряжения, а также габаритов и формы изделия существуют свои способы их устранения. Важным являются трудозатраты и эффективность метода.
Способы избежать деформации металла при сварке
Устранение проблем значительно сложнее их предупреждения. Эта аксиома в равной степени относится и к сварке. Брак всегда приводит к дополнительным финансовым вложениям. Для его предотвращения необходимо сосредоточиться на мерах, помогающих бороться с деформациями и напряжениями.

Отвечая на вопрос о том, как избежать деформации при сварке листового металла или свести ее к минимуму, следует запомнить связь между причинами появления и мерами предупреждения. Следовательно, перед началом работ необходимо все тщательно рассчитать и подготовиться. Только после окончания данного этапа можно будет проводить сварку металлических конструкций.
Сила, приложенная к конструкции, прямо пропорциональна степени ее деформации. Значит, чем большая сила воздействует на изделие, тем значительнее его деформация.
- Сопроводительный и предварительный подогрев.
Данные виды разогрева способствуют улучшению качественных характеристик как самого сварного соединения, так и участков, расположенных в непосредственной близости от него. Кроме того, уменьшаются пластические деформации и остаточное напряжение. Этот метод чаще всего используют для сплавов, которые имеют склонность к закалке и появлению кристаллизационных трещин.
При протяженности более 1 000 мм шов разбивается на части длиной от 100 до 150 мм. Новое соединение создается в противоположную от основной сварки сторону. При этом металл разогревается более равномерно, что снижает деформацию. Данный способ не является методом последовательного наложения.
Проковке подлежит и нагретый, и холодный материал. Удар как бы разжимает металл в стороны. Тем самым снижается напряжение растягивания. Данный метод не используется на конструкциях, сделанных из металла, склонного к возникновению в нем закалочных структур.
Суть метода заключается в том, чтобы подобрать порядок, в котором нужно будет делать швы. Новый шов должен обязательно создать деформацию, которая будет противодействовать предыдущему. Этот способ часто применяется при сварке двусторонних соединений.
Сварка предваряется прочным и жестким креплением изделия в кондукторах. После завершения процесса конструкция полностью охлаждается, после чего вынимается из крепежа. Существенным недостатком метода является вероятность возникновения внутреннего напряжения изделия.
Сварка без деформации металла может быть проведена с помощью термической обработки. При этом существенно улучшаются характеристики соединения и окружающего его металла, снижается напряжение внутри изделия и выравнивается структура шва. Отпуск, отжиг (состоящий из низкотемпературного или полного) и нормализация – это операции, составляющие термическую обработку металла.
Нормализация считается оптимальным способом обработки швов изделий, выполненных из низкоуглеродистых сталей.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Аргоновая сварка алюминия

Конструкции и детали из алюминия и сплавов на его основе эффективнее всего соединять при помощи аргоновой сварки, выполняемой за счет использовании защитного газа аргона. Такой вид сварки предъявляет обязательные требования как к наличию специального оборудования, так и к соответствующим знаниям, опыту и квалификации сварщика. Что представляет собой аргоновая сварка алюминия, каковы ее преимущества и недостатки, что необходимо учитывать при использовании данной технологии, вы узнаете из нашей статьи.
Что необходимо учитывать при аргоновой сварке алюминия
Начинающим сварщикам важно понимать, какие процессы протекают в структуре алюминия в процессе выполнения аргоновой сварки. Разобраться с нюансами невозможно без знания химических свойств алюминия, для которого характерны небольшой удельный вес, высокая прочность и химическая активность.

Основная особенность алюминия, знать о которой стоит не только опытным сварщикам, но и тем, кто находится в самом начале своего профессионального пути, заключается в способности этого металла быстро вступать во взаимодействие с кислородом. В результате протекающей реакции на его поверхности образуется тугоплавкая оксидная пленка.
Интересным является тот факт, что для того, чтобы добиться плавления алюминия, понадобится температура +650 °С, оксидная же пленка начинает плавиться при температуре свыше +2000 °С. Если для выполнения сварочных работ с алюминием использовать постоянный ток, то нерасплавленная оксидная пленка может проникать внутрь расплавленного металла, приводя к ухудшению его внутренней структуры.
Вторая особенность, о которой не следует забывать в процессе выполнения сварочных работ в отношении алюминия и сплавов на его основе, заключается в неизменности его цвета при нагревании. Такое свойство металла затрудняет возможность визуального определения степени нагрева деталей, что в результате может стать причиной прожогов и утечки расплавленного алюминия в ходе сварочных работ.
Еще одна характеристика алюминия, которая должна быть обязательно учтена при выполнении сварки, заключается в существенном коэффициенте его объемной усадки, что зачастую становится причиной появления напряжений и деформаций внутри сформированного сварного шва и может привести к образованию в нем трещин. Не допустить подобные последствия можно двумя путями – за счет модификации сварного шва либо компенсации усадки металла благодаря использованию большего количества присадочной проволоки.
Во всех инструкциях, касающихся проведения аргоновой сварки алюминия и сплавов на его основе, указано, что занимающийся сварочными работами специалист должен быть знаком с основными характеристиками этого металла, среди которых отмечается его:
- высокая химическая активность;
- достаточно низкая температура плавления;
- существенная объемная усадка.
Плюсы и минусы аргоновой сварки алюминия
Аргоновая сварка алюминия и сплавов на его основе характеризуется определенными достоинствами, выгодно отличающими ее от прочих технологий проведения сварочных работ. Для этого способа характерен незначительный нагрев соединяемых деталей, что становится особенно актуальным при необходимости сваривать заготовки, имеющие сложную конфигурацию.
Для аргоновой сварки алюминия характерно получение высокопрочных соединений с однородным сварным швом, в котором нет пор, примесей и посторонних включений. Получаемый в результате использования этой технологии шов по всей своей длине имеет однородную глубину проплавления.

Разумеется, у аргоновой сварки алюминия есть и ряд недостатков, с которыми стоит ознакомиться, прежде чем сделать выбор в пользу той или иной технологии. Главный минус этого типа сварки заключается в необходимости применения сложного оборудования. Высокая эффективность проводимых операций и нужное качество шва будут получены только в случае правильных настроек как самого сварочного аппарата, так и дополнительного оборудования.
Наиболее важным параметром, подлежащим настройке при выполнении аргоновой сварки алюминия, является скорость и равномерность подачи присадочной проволоки. Неправильные настройки аппарата приведут к тому, что проволока в сварочную зону будет поступать неравномерно, соответственно сварочная дуга начнет прерываться, в результате чего повысится расход как электроэнергии, так и аргона.
Аргоновую сварку алюминия можно назвать достаточно сложным процессом, однако при соблюдении необходимых требований, инструкций и наличия у мастера высокой квалификации, можно получить отличные результаты.
Особенности технологии аргоновой сварки алюминия
Аргоновая сварка алюминия, которую можно иначе назвать сваркой в среде защитного газа, требует четкого соблюдения инструкций, в которых прописана вся последовательность выполняемых мастером операций. На качество формируемого соединения влияет как правильность выполнения всех необходимых действий, так и расход достаточно дорогих материалов.

Для выполнения аргоновой сварки алюминия, помимо сварочного аппарата, необходимо дополнительное оборудование, которое будет обеспечивать хранение и подачу расходников. Надежность сварочного шва напрямую будет зависеть от технического состояния приборов и качества используемых материалов.
При выполнении аргоновой сварки алюминия и сплавов на его основе, нельзя обойтись без специального оборудования:
- источника электрического тока, который необходим для подключения как сварочного аппарата, так и всего остального оборудования;
- баллона, в котором находится защитный газ аргон;
- механизма, который отвечает за подачу в зону сварки присадочной проволоки.
Если в процессе сварки присадочная проволока подается ручным или полуавтоматическим способом, то необходимо использование вольфрамовых электродов, диаметр которых может составлять от полутора до пяти с половиной миллиметров.

Этот электрод, необходимый для формирования сварочной дуги, размещают под углом 80° к поверхности свариваемых элементов или конструкций. В случае подачи присадочной проволоки вручную, без использования полуавтоматического способа, ее необходимо расположить под углом 90° по отношению к электроду. Внимательно присмотревшись к процессу аргоновой сварки алюминия, можно увидеть, что присадочная проволока двигается впереди электрода.
При выполнении аргоновой сварки необходимо следить, чтобы длина сварочной дуги не превышала 3 мм. Отличительная черта этой технологии сварки заключается в том, что в процессе работ не выполняются поперечные движения присадочной проволокой.
При аргоновой сварке алюминиевых листов, имеющих небольшую толщину, следует использовать подкладку, в роли которой может выступать лист из нержавеющей стали. За счет него тепло будет лучше отводиться из сварочной зоны, благодаря чему не возникнет прожогов и протеканий расплавленного металла. Кроме того, при использовании такого рода подкладки, можно снизить расход электроэнергии, поскольку сварочные работы будут в этом случае выполняться на более высокой скорости.
Если аргоновая сварка алюминия выполняется на крупном промышленном предприятии, то для подачи газа аргона к сварочному аппарату используются централизованные сети. Присадочную проволоку наматывают на специальные бобины, которые закрепляются на полуавтоматических сварочных аппаратах. Инструкция требует, чтобы рабочие поверхности верстаков для сварочных операций были выполнены из нержавеющей стали.
На качество аргоновой сварки алюминия, помимо технического состояния используемых полуавтоматов и прочего оборудования, влияет также то, насколько тщательно подготовлены к обработке соединяемые заготовки.

Чтобы полученное соединения было качественным, заготовки должны быть тщательно очищены, на них не должны присутствовать грязь, жир и следы машинного масла. Очистку лучше выполнять при помощи любого растворителя. При толщине деталей более 4 мм необходимо произвести разделку кромок, а само соединение деталей выполняется встык.
Тугоплавкая оксидная пленка удаляется с поверхности заготовок напильником или щеткой с металлическими ворсинками. В случае сложной конфигурации места соединения элементов или деталей для зачистки можно использовать шлифовальную машинку.
Альтернатива аргоновой сварке алюминия
Помимо аргоновой сварки алюминия, для соединения деталей из этого металла и сплавов на его основе можно использовать другие технологии. Чаще всего прибегают к:
- сварочным работам, выполняемым с использованием газовой горелки;
- электродуговой сварке;
- аргонодуговой сварке.
При выполнении газосварочных работ по первой из названных технологий используется подаваемая в сварочную зону присадочная проволока, а также специальный флюс, в составе которого присутствуют фтористые и хлористые соли. Нагреваемые за счет пламени газовой горелки флюс и присадочный материал разрушают оксидную пленку, позволяя пламени плавить основной металл (температура плавления которого является не слишком высокой).

После того как сварка деталей с помощью данной технологии будет завершена, их следует незамедлительно промыть, чтобы удалить с поверхностей остатки едкого флюса. Основным преимуществом данного типа сварочных работ является минимальный расход присадочной проволоки.
Соединять детали из алюминия и сплавов на его основе можно также при помощи электродугового сварочного аппарата, специальных электродов из алюминия или присадочной проволоки, поверхность которой обмазана специальным флюсом. В этом случае сварка элементов происходит за счет воздействия постоянного тока обратной полярности.
Но самое эффективное и качественное соединения деталей получается благодаря аргонодуговой сварке алюминия. При использовании данной технологии элементы соединяются за счет электрической дуги, которая возникает между неплавким вольфрамовым электродом и соединяемыми заготовками. Для формирования сварочного шва требуется алюминиевая проволока, которая подается в зону сварки вручную или механическим способом (в случае применения полуавтомата). Оксидная пленка на поверхности соединяемых деталей разрушается за счет высокой температуры, достигаемой в результате горения электрической дуги. А высокая скорость перемещения сварочного электрода не позволяет алюминию переходить в жидкую форму и вытекать из зоны формируемого соединения. Основное преимущество данной технологии заключается в длительном сроке службы электрода, изготовленного из тугоплавкого вольфрама, благодаря чему достигается значительная экономия на расходных материалах.
Высокое качество и надежность сварного шва, получаемого в результате использования полуавтомата и присадочной проволоки обеспечивается за счет максимально возможного соответствия химического состава присадочного материала составу свариваемых деталей или конструкций.
Аргоновая сварка алюминия выполняется при помощи аппаратов, вырабатывающих постоянный или импульсный ток, либо устройств, сварочные работы на которых осуществляются за счет воздействия переменного тока.
Почему следует обращаться к нам
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Коробление алюминиевых деталей
Коробление – это то, что нередко случается при механической обработке деталей из термически упрочняемых алюминиевых сплавов. Причина коробления этих деталей – остаточные напряжения, которые образовались при их закалке в процессе термического упрочнения.
Кстати, знаменитые алюминиевые цельные корпусы аппаратов iPhone 5 и iPhone 6 компании Apple изготавливаются именно так. Цельную алюминиевую прессованную заготовку подвергают многочисленным фрезерным операциям на хитроумном станке с компьютерным управлением с постоянным мощным охлаждением, чтобы избежать ее коробления.
Закалка алюминиевых сплавов
Операция закалки алюминиевых сплавов состоит из двух этапов:
- Первый этап – это нагрев до температуры закалки: от 450 ºС для сплавов серии 7ххх до 520 ºС для сплавов серии 6ххх.
- После некоторой выдержки при температуре закалки следует быстрое охлаждение – для различных сплавов разное.
Необходимая для полной закалки скорость охлаждения значительно различается для различных алюминиевых сплавов, например:
- погружение в холодную или теплую воды для высокопрочного сплава 7075 (отечественный аналог – В95),
- охлаждение струями воды для сплава 6061 (АД33),
- охлаждение вентиляторами или сжатым воздухом для сплава 6060 (АД31).
Цель закалки – удержать в твердом растворе алюминия растворенные легирующие элементы – для разных сплавов разные. Вслед за закалкой следует стадия старения – естественного или искусственного (при повышенной температуре). В ходе старения за счет выделения из твердого раствора упрочняющих компонентов, содержащих легирующие элементы, происходит повышение прочности алюминиевого сплава.
Коробление – бич механической обработки алюминия
Это неприятное явление – коробление – особенно «неприятно» тем, что делает трудным или невозможным выдерживать жесткие размерные допуски алюминиевых изделий, которые получают механической обработкой, например, фрезерованием. Особенно это касается больших и/или сложных по форме изделий. Поэтому высокий уровень отбраковки фрезерованных алюминиевых деталей из термически упрочняемых сплавов из-за отклонений от заданных размеров по причине коробления является обычным делом.
На рисунке ниже показано коробление, которое возникло в листе из сплава 7075 в состоянии Т6 (закалка и искусственное старение) толщиной 25 мм и длиной 250 мм после разрезания на электро-эррозионном станке по центральной плоскости на две половинки. Максимальная величина образовавшейся щели достигла 4,3 мм.

Рисунок 1 – Коробление листа из сплава 7075-Т6
после разрезания вдоль центральной плоскости
Остаточные напряжения в алюминии – какие они?
Уровень остаточных напряжений в закаленном алюминиевом изделии, например в том же толстом листе, возрастает с увеличением его толщины, пока, наконец, не достигает предела текучести алюминиевого сплава в закаленном состоянии.
Знаменитый – аэрокосмический – сплав 7075 имеет значительно более высокий предел текучести в закаленном состоянии по сравнению с другими сплавами, в том числе, с таким популярным в промышленности, как сплав 6061. Поэтому сплав 7075 является наиболее склонным к образованию остаточных напряжений и, следовательно, короблению при механической обработке. Остаточные напряжения в закаленных листах из сплава 7075 толщиной более 33 мм могут достигать 230 МПа. В закаленных листах из сплава 6061 толщиной свыше 15 мм остаточные напряжения могут достигать «всего лишь» 90 МПа.
Почему возникают остаточные напряжения?
Остаточные напряжения возникают из-за неоднородного охлаждения изделия при закалке и связанного с этим неоднородного сокращения его размеров, что и вызывает коробление. Когда относительно толстые изделия погружают в закалочную водяную ванну, то поверхностные слои изделия охлаждаются первыми и поэтому сокращаются в размерах намного быстрее, чем его сердцевина. В то же время в начале охлаждения горячая сердцевина оказывает мало сопротивления сокращению размеров поверхностных слоев – мягкая сердцевина пластически деформируется под воздействием сжатия наружных слоев. Позднее в ходе закалки, однако, сердцевина тоже охлаждается и тоже «хочет» сократить свои размеры. Однако этому сокращению препятствуют уже холодные и относительно прочные наружные слои изделия.
Таким образом, внутри изделия образуются растягивающие остаточные напряжения потому что, материал здесь хочет сократить свои размеры, но не может этого сделать из-за сопротивления наружных слоев. Эти растягивающие напряжения во внутренних слоях изделия уравновешиваются сжимающими напряжениями вблизи его поверхности.
Остаточные напряжения в алюминиевых листах
На рисунке 2 показано распределение уравновешенных остаточных напряжений по толщине закаленного листа. Максимум сжимающих (отрицательных) напряжений достигается на обеих наружных поверхностях листа, а максимальные растягивающие остаточные напряжения возникают внутри листа – по центральной плоскости. Такое распределение остаточных напряжений характерно для простого случая полубесконечного листа (плиты). Для деталей менее правильной формы распределение остаточных напряжений будет намного более сложным.

Рисунок 2 – Пример уравновешенных остаточных напряжений
в алюминиевом толстом листе
Величины пиковых сжимающих и растягивающих остаточных напряжений в закаленном алюминиевом листе зависит от интенсивности закалки, толщины листа и уровня предела текучести сплава в закаленном состоянии. Обычно остаточные напряжения являются весьма не высокими в относительно тонких листах, но увеличиваются с ростом толщины и достигают предела текучести в закаленном состоянии алюминиевого сплава, из которого они сделаны, в очень толстых листах. Это происходит потому, что с увеличением толщины возрастает различие между температурой на поверхности листа и температурой в его сердцевине. Это приводит к более высоким остаточным напряжениям.
Если в ходе последующей механической обработки закаленного и состаренного листа материал удаляется асимметрично по отношению к распределению остаточных напряжений, то возникает коробление листа в виде его самопроизвольного прогиба.
Как избежать коробления?
Для снижения уровня остаточных напряжений в алюминиевых изделиях и предотвращения коробления деталей при их механической обработке могут в различной степени применяться четыре подхода.
Горячее растрескивание при сварке алюминиевых сплавов
У металлических сплавов известны несколько механизмов растрескивания. К счастью, к алюминиевым сплавам многие из них, например, водородное растрескивание, которое еще называют «холодным растрескиванием», не относятся. Почти все трещины в сварочных швах при дуговой сварке алюминиевых сплавов возникают из-за горячего растрескивания. А именно: трещины возникают в сварном шве при его затвердевании в результате воздействия усадочных напряжений на его микроструктуру.
Влияние химического состава алюминия
Чтобы понять, почему алюминиевый сварной шов растрескивается и как выбор сварочного сплава (сварочного прутка) влияет на склонность к растрескиванию, очень полезно взглянуть на рисунок. Этот рисунок показывает влияние четырех различных легирующих добавок – Si, Cu и Mg, а также Mg и Si в виде Mg2Si – на склонность алюминиевого сплава к образованию горячих трещин при затвердевании. Важно отметить, что все легирующие добавки влияют на склонность к образованию трещин аналогичным образом. С увеличением концентрации добавки склонность к растрескиванию возрастает, достигает максимума и затем снижается до относительно низкого уровня.
Большинство алюминиевых сплавов, которые считаются не свариваемыми без сварочного прутка, имеют в химическом составе хотя бы одну легирующую добавку с концентрацией вблизи пика склонности к растрескиванию. Сплавы, которые показывают незначительную склонность к образованию трещин, оказывается, имеют химический состав, который далек от этих пиков. Действительно, склонность сплавов к растрескиванию зависит в основном только от их химического состава.
Выбор сварочного материала
Аналогично склонность к растрескиванию в ходе сварки зависит в основном от химического состава сварочной «ванны». Поэтому, принцип выбора сварочного материала заключается в следующем.
1) Для материалов, которые проявляют низкую склонность к образованию трещин нужно применять сварочный материал с аналогичным химическим составом.
2) Для материалов, которые проявляют высокую склонность к образованию трещин нужно применять сварочный материал, который значительно отличается от них по химическому составу, с тем, чтобы попытаться получить химический состав шва вдали от пика растрескивания.
Выполнение этого принципа можно проследить при рассмотрении сварочных материалов, которые применяют при сварке сплавов серий 5ХХХ и 6ХХХ.
Сварка сплавов алюминий-магний
Большинство сплавов серии 5ХХХ проявляют низкую склонность к растрескиванию. Их можно сваривать вообще без сварочного прутка. Пик склонности к растрескиванию находится примерно при 1,5 % Mg. Все сплавы серии 5ХХХ, кроме сплава 5052 (АМг2,5 по ГОСТ 4784), содержат значительно больше магния, чем 1,5 % и находятся поэтому вдали от пика растрескивания. Однако сплав 5052 лежит по магнию прямо на пике растрескивания и, действительно, проявляет довольно высокую склонность к растрескиванию.
При выборе материала сварочного прутка для сплавов серии 5ХХХ общим правилом (кроме сплава 5052) является применение в качестве сварочного сплава серии 5ХХХ с немного большим содержанием Mg, чем в основном (свариваемом) сплаве. Для сплава 5052 применяют сварочный сплав с намного большим содержанием магния, такой как 5356 с 5 % Mg. Это дает большой «сдвиг» содержания магния в затвердевающем сварном шве в сторону от пика растрескивания.
Сварка сплавов алюминий-магний-кремний
Большинство сплавов серии 6ХХХ – сплавов системы Al-Mg-Si – являются очень чувствительными к растрескиванию. Действительно, их химический состав как раз попадает почти на пик, показанный на нижнем графике рисунка. Ни один из этих сплавов нельзя сваривать без сварочного прутка или со сварочным прутком того же химического состава. Если попытаться сделать это, то они будут растрескиваться каждый раз, если к сварочному шву не приложить значительные сжимающие напряжения, как это делается при контактной точечной сварке.
Поэтому выбор сварочного материала для этих склонных к растрескиванию сплавов 6ХХХ заключается в применении сварочных сплавов с таким химическим составом, чтобы получить сварочный шов с химическим составом вдали от пика растрескивания. Для этого применяют сварочные сплавы или с высоким содержанием Mg, например, 5356, или с высоким содержанием Si, обычно – сплав 4043. По этой причине не бывает сварочного прутка из сплава 6061. А если бы он был и мы применили бы его для сварки сплава 6061, то сварочный шов неизбежно бы растрескался.
Только со сварочным прутком!
Важно помнить, что большинство сплавов серии 6ХХХ нельзя сваривать без сварочного прутка. Более того, даже при сварке со сварочным прутком, если подавать его в недостаточном количестве, также возможно возникновение трещин.
Читайте также: