Кпд ручной дуговой сварки
Обновлено: 24.04.2024
Эффективные КПД представляют собой отношение тепловой мощности данной составляющей теплового баланса к тепловому эквиваленту электрической энергии дуги. Калориметрическими опытами установлено, что эффективный КПД процесса нагрева изделия сварочной дугой зависит от условий ее горения и составляет в зависимости от способа сварки:
под флюсом — 0,80. 0,95; плавящимся электродом с качественным покрытием — 0,70. 0,85; в углекислом газе — 0,58. 0,72; в углекислом газе порошковой проволокой — 0,70. 0,85; в аргоне неплавящимся электродом — 0,50. 0,60; в аргоне плавящимся электродом — 0,70. 0,80.
Коэффициент нагрева уменьшается с увеличением длины дуги и увеличивается с углублением дуги в сварочную ванну. На КПД влияет и форма детали в зоне сварки — так называемый геометрический фактор. Например, при наплавке валика открытой дугой в разделку шва значения КПД на 5. 10% выше, чем при
наплавке на плоскость. При углублении дуги в сварочную ванну КПД повышается в связи с улучшением теплообмена между дугой и изделием, а также с уменьшением потерь теплоты с разбрызгивающимся электродным материалом.
Для большинства открытых дуг длиной 3. 6 мм КПД равен 50. 65 %. При полном погружении дуги, когда потери на излучение возможны только через зазоры между поверхностью ванны и стержневым электродом, КПД оценивают примерно в 75. 85 %.
Теплота, затрачиваемая дугой на нагрев электрода, флюса или защитного газа, во многом зависит от характеристики дуги, условий и режима сварки. Например, для случая сварки плавящимся электродом под флюсом теплота, затраченная на нагрев электрода и флюса, участвует затем в нагреве основного металла, что в определенной степени влияет на характер ввода теплоты сварочной дуги в изделие.
Согласно наиболее распространенной схеме теплота сварочной дуги непосредственно передается изделию через эффективное пятно дуги конвективными потоками плазмы вдоль столба дуги и радиационным излучением. Наиболее близко такой схеме соответствуют дуги сравнительно небольшой мощности при сварке покрытыми электродами с небольшим количеством шлакообразующих в покрытии, а также дуги с неплавящимся электродом, горящие в среде аргона. При сварке электродами с качественным покрытием либо под флюсом значительная часть теплоты вводится в изделие через присадочный материал, шлак или флюс, что приводит к существенно более сложному распределению теплового потока. Теплота, выделяемая в дуге, наиболее рационально используется при автоматической сварке.
К этой статье пока нет комментариев. Станьте первым! У нас гости не могут комментировать статьи. Пожалуйста авторизуйтесь или зарегистрируйтесь, чтобы прокомментировать.
Климатическое оборудование - что это такое Что такое климатическое оборудование и для чего оно нужно. .
Технологический процесс на складе На складах осуществляется целый комплекс разнообраз¬ных последовательно выполняемых операций по поступле¬нию, хранению и отпуску товаров. Эти операции в совокупности и составляют складской технологиче.
Трубопроводы. Виды теплоизоляции. Десятки, сотни, тысячи километров трубопроводов протянулись по всей России, по одним транспортируется газ, по другим нефть, некоторые транспортируют тепло и воду в наши жилища, а другие удаляют исполь.
Фирмы-производители бензопил Легче и дешевле, конечно, преобрести бензопилу какого-нибудь неизвестного производителя и мучатся потом с ней в поисках запчастей, в случае обнаружения неисправности. Всё-таки лучше преобретать продук.
Практическая работа №6 по МДК.01.01. Изучение и определение тепловой мощности и кпд дуги
3. Рассчитать: ( варианты задания в таблице– по номеру в журнале).
1) Полную тепловую мощность дуги - Q,
2) Эффективную тепловую мощность дуги - Qэ ,
3) Погонную энергию- Qп
4. Ответить на контрольные вопросы.
Теоретические сведения
Наиболее важным свойством для сварки являются тепловые свойства дуги. Температура сварочной дуги очень высокая — около 6000 °-8000°С и зависит от диаметра электрода, плотности тока, материала электродов и состава газовой среды. На катоде она более низкая, чем на аноде, и максимального значения достигает в столбе дуги. При ручной сварке на постоянном токе разница температур на катоде и аноде используется для увеличения расплавления электрода или изделия. Тепловые возможности сварочной дуги измеряются ее тепловой мощностью.
Полная тепловая мощность дуги Q – это количество теплоты, выделяемое дугой в единицу времени (в Дж/с).
Т.е. это эффективная тепловая мощность дуги + количество теплоты, расходуемое на теплоотвод в металле, излучение, нагрев капель при разбрызгивании.
Энергия мощных потоков заряженных частиц, бомбардирующих катод и анод, превращается в тепловую энергию электрической дуги. Суммарное количество теплоты Q (Дж), выделяемое дугой на катоде Qк , аноде Qа и столбе дуги Qc , определяется по формуле:
Q = I . Uд . t ,
где I – сварочный ток, А;
Uд – напряжение дуги, В;
t – время горения дуги, с.
Рис.1 Строение и характеристики сварочной дуги:
lд – длина дуги; lк – катодной области;
lа – анодная область; lст – столб дуги
При сварке угольным электродом температура в катодной зоне достигает 3200 °С , в анодной – 3900 °С , а в столбе дуги среднее значение температуры составляет 6000 °С .
При питании дуги постоянным током (рис. 1) наибольшее количество теплоты выделяется в зоне анода (42. 43 %). Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод, а при столкновении частиц в столбе дуги выделяется меньшая доля общего количества теплоты.
При сварке металлическим электродом температура катодной зоны составляет около 2400 °С, а анодной зоны – 2600 °С.
Разная температура катодной и анодной зон, а также и разное количество теплоты, выделяющееся в этих зонах, используются при решении технологических задач.
При сварке деталей, требующих большого подвода теплоты для прогрева кромок, применяют прямую полярность , при которой анод (плюсовая клемма источника тока) подсоединяют к детали, а катод (минусовая клемма источника тока) – к электроду.
При сварке тонкостенных изделий, тонколистовых конструкций, а также сталей, не допускающих перегрева (нержавеющие, жаропрочные, высокоуглеродистые и др.), применяют сварку постоянным током обратной полярности . В этом случае катод подсоединяют к свариваемой детали, а анод – к электроду. При этом не только обеспечивается относительно меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного материала за счет более высокой температуры анодной зоны и большего подвода теплоты.
При питании дуги переменным током различие температур катодной и анодной зон и распределение теплоты сглаживаются вследствие периодической смены катодного и анодного пятен с частотой, равной частоте тока. Практика показывает, что в среднем при ручной сварке только 60. 70 % теплоты дуги используется на нагревание и плавление металла. Остальная часть теплоты рассеивается в окружающую среду через излучение и конвекцию.
Эффективная тепловая мощность дуги Qэ – это к оличество теплоты, используемое на нагрев и плавку свариваемого металла в единицу времени, называется (Дж).
Она равна полной тепловой мощности дуги, умноженной на эффективный коэффициент полезного действия ƞ нагрева металла дугой:
Qэ=I . U . ƞ
Коэффициент ƞ зависит от способа сварки, материала электрода, состава электродного покрытия и других факторов.
Ø При ручной дуговой сварке электродом с тонким покрытием или угольным электродом ƞ составляет 0,5. 0,6,
Ø При качественных электродах – 0,7. 0,85.
Ø При аргонодуговой сварке потери теплоты значительны и составляют 0,5. 0,6. Наиболее полно используется теплота при сварке под флюсом ( ƞ = 0,85. 0,93 ).
Для характеристики теплового режима процесса сварки принято определять погонную энергию дуги , т.е. количество теплоты, вводимое в металл на единицу длины однопроходного шва, измеряемое в Дж/м.
Погонная энергия Qп равна отношению эффективной тепловой мощности Qэ к скорости сварки υ и имеет вид
Qп=I . U/v= Qэ/ υ
Потери теплоты при ручной дуговой сварке составляют примерно 25 %, из которых
20 % уходят в окружающую среду дуги через излучение и конвекцию паров и газов, а остальные 5 % – на угар и разбрызгивание свариваемого металла.
Потери теплоты при автоматической сварке под флюсом составляют только
17 %, из которых 16 % расходуются на плавление флюса, а на угар и разбрызгивание затрачивается около 1 % выделяемой дугой теплоты.
Контрольные вопросы:
1. Что называют катодной и анодной областями, катодом и анодом?
2. На что тратится полная тепловая мощность дуги?
3. Что называют статической вольтамперной характеристикой сварочной дуги?
4. Укажите верное значение эффективного КПД при сварке покрытым электродом:
Дополнительный материал КПД сварочных процессов
Каждая ступень передачи энергии от источника к изделию может иметь свой коэффициент полезного действия. Из теории распространения теплоты при сварке известны эффективный ηи и термический ηt КПД процесса, которые принято выражать следующим образом:
/varepsilon_" />
Кроме того, по мере накопления данных по энергетическому анализу всех процессов сварки вводят термодинамический КПД процесса:
/varepsilon_=eta_*eta_" />
Этот КПД по форме аналогичен КПД процесса проплавления, однако он имеет более общий характер, т.к. показывает отношение минимальной удельной энергии ε ст, необходимой в зоне сварки для выполнения данного соединения, к требуемой энергии источника на выходе трансформатора ТЭ. Удельная энергия ε ст соответствует в данном случае изменению энергосодержания зоны стыка, отнесенному к площади получаемого за счет энергии соединения.
Интерес представляет сравнение введенной в изделие удельной энергии ε и и удельной энергии ε р , необходимой для разрушения полученного сварного соединения. Их отношение будет приближенно характеризовать некоторый физический КПД процесса соединения материалов: ηф = ε р / ε и .
Поэтому целесообразно сравнивать по вводимой энергии все существующие сварочные процессы. Этот критерий поможет выявить общие физические закономерности, связывающие их между собой.
Электрическая энергия, потребляемая дугой, в основном превращается в тепло. Тепловую мощность электрической дуги можно принять равной тепловому эквиваленту q0 электрической энергии:
q0 = 0,24·Iсв·Uд кал/сек,
пренебрегая теплом, идущим на химические реакции в дуговом промежутке и несколько, меняющим тепловой баланс дуги.
Не все тепло сварочной дуги идет на нагрев изделия: часть тепла затрачивается на нагревание нерасплавившейся части электрода, часть – на излучение в окружающее пространство, некоторое количество тепла теряется с каплями электродного металла при его разбрызгивании. Поэтому вводят понятие эффективной тепловой мощности сварочной дуги.
Эффективная тепловая мощность сварочной дуги (q) – это количество тепла, введенное в металл изделия в единицу времени, равное:
q = Q / t , кал/сек,
где Q – количество тепла, введенное в металл, t – время горения дуги.
Потери тепла сварочной дуги в результате излучения на нагревание электрода для различных способов сварки будут разные.
Величиной, характеризующей тепло, расходуемое на нагревание металла, является КПД процесса нагрева изделия сварочной электрической дугой. КПД сварочной дуги представляет собой отношение эффективной тепловой мощности сварочной дуги (q) к тепловому эквиваленту ее электрической мощности (q0):
η = q / q0.
Эта разница в значениях КПД получается в связи с тем, что при сварке металлической дугой часть тепла, идущая на расплавление электрода, с каплями металла будет переходить в сварочную ванну, а при сварке под флюсом, кроме того, значительно уменьшаются потери тепла в окружающее пространство. Значение КПД будет зависеть от способа сварки, материала электродов, состава покрытий и других факторов.
Эффективная тепловая мощность сварочной дуги может быть определена калориметрическим методом.
Калориметрический метод основывается на измерении тепла, выделяемого в металле при циклическом нагружении. Калориметрический метод основан на применении калориметрических установок, им пользуются главным образом для определения теплового баланса. Впервые этот метод был применен в России в 1909 г. с целью определения соотношения между механической работой и выделяющимся теплом.
Эффективность использования способов сварки плавлением достигается при минимальной ширине шва, что, в свою очередь, определяется концентрированностью источника теплоты (радиусом пятна нагрева) и теплофизическими особенностями проплавления. Эти особенности учитываются при определении энергозатрат на сварку через термический КПД процесса, а полученные выше минимальные оценки удельной энергии составляют лишь часть общей энергии сварки.
Учет эффективного и термического КПД процессов может изменить представления о целесообразности применения того или иного способа сварки при прочих условиях.
Так, дуговая сварка с высокими значениями эффективного КПД: 0,6 – 0,9, характеризуется низкими значениями термического КПД: 0,15 – 0,25.
При сварке открытой металлической дугой η = 0,5 – 0,85, при сварке под слоем флюса η = 0,8 – 0,95, а при сварке угольной дугой η = 0,5 – 0,65.
Лазерная сварка, характеризующаяся высокими значениями термического КПД: 0,484, в термодинамическом смысле сопоставима с дуговыми способами, а с учетом получения высоких значений эффективного КПД – более предпочтительна.
Электродуговой сварки
Технологические возможности ручной электродуговой сварки покрытыми электродами характеризуется, прежде всего, производительностью процесса. Эта величина определяется в первом приближении скоростью расплавления металлического электродного стержня ν(см/мин). Наравне с линейной скоростью плавления определяют массовую (весовую), выраженную в г/мин. (2):
g – погонный вес электродного стержня г/см.
ν– скорость расплавления металлического электродного стержня
Погонный вес электродного стержня может быть определен экспериментально - путем взвешивания или расчетом по формуле (3):
d - диаметр электродного стержня, см;
g - плотность материала электродного стержня, г/см 3 .
Многочисленными исследованиями установлено, что скорость плавления электрода для ручной дуговой сварки зависит не только от состава электродного покрытия, но и от электрических параметров режима сварки - силы сварочного тока Iд и напряжения дуги Uд. С изменением последних двух величин изменяется мощность дуги, а, следовательно, и количество тепла, затрачиваемого на расплавление электродного материала. Поэтому наиболее объективной оценкой производительности сварки покрытыми электродами считают скорость расплавления электродного стержня, отнесенную к единице сварочного тока. Эта характеристика именуется коэффициентом расплавления и имеет размерность г/(А´час).
Для определения коэффициента расплавления необходимо скорость расплавления электродного стержня, выраженную в г/мин., разделить на силу сварочного тока, при которой получена данная скорость расплавления (4):
g - масса электродного стержня, г/см;
Dlст - длина электродного стержня, расплавленного при сварке, см;
Iсв - сила сварочного тока, А;
tсв - время, за которое был расплавлен электродный стержень длиной Dlст, мин.
αрзависит от состава сварочной проволоки и покрытия электрода, веса покрытия, а так же рода и полярности тока. Для стальных электродов коэффициент расплавления может колебаться в пределах от 5 до 20 г/А´ч, составляя в среднем 8…12 г/А´ч.
В процессе расплавления электродного материала и перехода его в сварочную ванну, металл подвергается воздействию высоких температур до (6000°С) и системы сил, определенным образом ориентированных в пространстве. При этом часть металла испаряется, а часть - разбрызгивается. Кроме того, в состав электродных покрытий вводят различные металлические порошки - ферросплавы и чистые металлы, которые в процессе плавления принимают участие в металлургических реакциях. Часть этих порошков переходит в сварочную ванну и является дополнительным присадочным материалом. Таким образом, количество металла, пошедшего на образование сварочного шва, зачастую отличается от количества расплавленного электродного стержня.
Поэтому производительность сварки следует определять по скорости наплавки. Скорость (или производительность) наплавки определяют как изменение веса свариваемых изделий за время сварки. При этом не учитывают вес брызг и шлака, остающихся после сварки на сварном шве и прилегающих участках свариваемых деталей (5):
DG - изменение веса свариваемых деталей, г;
t – время сварки, мин.
Изменение электрических параметров режима сварки приводит к изменению производительности наплавки. Поэтому принято определять коэффициент наплавки, являющийся отношением скорости наплавки к силе сварочного тока (6):
где DG - изменение веса свариваемых изделий после наложения шва или вес наплавленного металла , г.;
I- сила сварочного тока, А;
t- время, за которое было наплавлено DG грамм металла, мин.
Коэффициент наплавки (αн) меньше коэффициента расплавления (αр) на величину потерь электродного металла при сварке, составляющих от 5 до 20%.
При сварке на переменном токе электродами с толстым покрытием величина коэффициента наплавки может быть в пределах
αн= 6…18 (г/А´ч), составляя в среднем αн= 7…10 (г/А´ч).
Величину коэффициента наплавки важно знать при нормировании сварочных работ. Обозначим через V – скорость сварки ( см/ч); F– площадь поперечного сечения шва (см 2 ), тогда:
,см/ч(7)
где ρ – плотность металла, г/см 3 .
Следовательно, скорость сварки будет тем выше, чем больше коэффициент наплавки и больше ток.
Соотношение между коэффициентами наплавки и расплавления или скоростями наплавки и расплавления определяет коэффициент использования электродного стержня или выход наплавленного металла (8):
Коэффициент наплавки является главной и объективной оценкой производительности сварки электродами любой марки. Эта характеристика обязательно указывается в паспорте на электроды и в каталогах.
Для более детальной оценки сварочно-технологических свойств покрытия электродов принято определять коэффициент веса покрытия (КВП), коэффициент шлаковой защиты (КШЗ), коэффициент использования электродов или выход годного металла (КЭ) и коэффициент набрызгивания, коэффициент веса покрытия - это отношение веса электродного покрытия GПОКР к весу электродного стержня GЭЛ.СТ. такой же длины (9).
Обычно коэффициент веса покрытия колеблется в пределах 30-40%. Коэффициент шлаковой защиты - отношение веса шлака GШЛ, полученного при выполнении шва, к весу наплавленного металла (10):
Эта величина определяет степень защиты металла сварочной ванны от окружающей газовой атмосферы и колеблется в пределах 33-38%.
Снижение коэффициента газовой защиты вредно сказывается на механических свойствах металла шва, а с увеличением - значительно усложняет процесс сварки из-за избытка шлака в зоне горения дуги.
Коэффициент набрызгивания - отношение веса металлических и шлаковых брызг к весу наплавленного металла - определяет необходимые затраты рабочего времени и энергии на очистку сварных конструкций и деталей (11).
Для определения расхода электродов на сварку очень удобной является величина выхода годного металла или коэффициент использования электрода (12):
где Gэл.ср. - вес сгоревшей части электрода в г.
Обычно выход годного металла не превышает 65-70%.
Коэффициент потерь (Ψ) – характеризует потери металла электрода на разбрызгивание, испарение, окисление
,(13)
Gн – масса наплавленного металла, г,
Gp – масса расплавленного металла, г.
Коэффициент потерь зависит не только от состава проволоки и её покрытия, но так же от режима сварки и типа сварного соединения. Коэффициент потерь возрастает при увеличении плотности тока и длины дуги. Он несколько меньше при сварке в тавр с разделкой кромок, чем при наплавке.
Производительность процесса дуговой сварки – определяется количеством наплавленного металла (Gн):
, (14)
Чем больше ток, тем выше (Gн). Однако при значительном увеличении сварочного тока для применяемого диаметра электрода – последний может быстро нагреваться теплом Джоуля-Ленца:
,(15)
что резко понизит качество сварочного шва, так как металл шва и зона сплавления основного металла будут перегреты. А перегрев электрода увеличивает, к тому же, разбрызгивание металла.
Погонная энергия.
Количество тепла, вводимое дугой в свариваемый металл в единицу времени, называется эффективной тепловой мощностью. Она меньше полной тепловой мощности дуги и слагается:
1. Из тепла, выделяющегося в пятне дуги на свариваемом металле.
2. Тепла, вводимого в металл за счёт теплообмена со столбом дуги и её пятном на свариваемом металле.
3. Тепла, вносимого в свариваемый металл с каплями расплавленного металла электрода, электродного покрытия (или флюса).
Эффективная тепловая мощность подсчитывается по формуле:
где Uд – напряжение на дуге, В,
Iд – сила сварочного тока, А,
h – эффективный коэффициент полезного действия.
Эффективным к.п.д. процесса нагрева металла сварочной дугой называется отношение количества введенного в металл тепла к тепловому эквиваленту электрической мощности дуги.
Этот коэффициент характеризует эффективность процессов выделения тепла и теплообмена в дуговом промежутке по отношению к нагреву металла изделия и зависит в основном от способа сварки.
Отношение эффективной тепловой мощности дуги Qэф к скорости перемещения дуги называется погонной энергией:
где Vсв – скорость перемещения дуги или скорость сварки, см/с.
Таким образом, погонная энергия – это количество тепла, введенное на единицу длины однопроходного шва или валика.
Дуговая сварка
Дуговая сварка является наиболее распространённым способом сварки плавлением, при котором нагрев осуществляется электрической дугой, горящей между электродом и заготовкой. Дуга – это мощный разряд электричества в ионизированной газовой среде, сопровождаемый выделением большого количества теплоты и света.
В зависимости от типа электрода, а также типа дуги различают следующие виды дуговой сварки:
1) сварку неплавящимся электродом (графитовым или вольфрамовым) с помощью дуги прямого действия, при которой соединение получается либо путём расплавления только основного материала, либо с добавлением присадочного материала (рис. 5.5-а); этот распространённый вид сварки впервые предложен в 1882 г. русским учёным Н. Н. Бенардосом;
2) сварку плавящимся электродом (металлическим) с помощью дуги прямого действия, при которой соединение получается путём одновременного расплавления основного материала и электрода, который пополняет сварочную ванную жидким металлом (рис. 5.5-б); этот наиболее распространённый вид сварки впервые предложен в 1888 г. русским учёным Н. Г. Славяновым;
3) сварку косвенной дугой, горящей между двумя, как правило, неплавящимися электродами и не имеющей электрической связи со свариваемой заготовкой, в результате чего основной материал нагревается и расплавляется выделяемой теплотой близко расположенной дуги (рис. 5.5-в); этот вид используется при сварке неэлектропроводных материалов, например, стекла, а также при необходимости уменьшить расплавление основного материала, например, при пайке, наплавке, металлизации или напылении;
4) сварку трёхфазной дугой, горящей между двумя электродами, а также между каждым из них и основным металлом (рис. 5.5-г); этот вид используется для увеличения мощности сварки и повышения производительности, например, при наплавке.
Электропитание дуги осуществляется постоянным и переменным током. При применении постоянного тока различают сварку на прямой и обратной полярности. При сварке на прямой полярности электрод подключают к отрицательному полюсу (катод, рис. 5.5-а, б), а при сварке на обратной полярности – к положительному (анод, рис. 5.5-б, справа). Последнее позволяет проводить сварку материалами с тугоплавкими покрытиями и флюсами, поскольку тепловыделение в области анода значительно больше, чем в области катода. Кроме того, сварка на обратной полярности используется для получения качественных соединений алюминия и его сплавов, на поверхности которых образуется прочная и тугоплавкая плёнка оксида Al2O3, плавящегося при температуре 2050°С и препятствующего соединению. Эта плёнка разрушается, если её бомбардировать не лёгкими электронами, летящими с катода, а обладающими намного большей энергией тяжёлыми ионами, летящими с анода.
Источниками постоянного тока являются сварочные выпрямители и генераторы. Источниками переменного тока являются сварочные трансформаторы, которые более распространены, поскольку проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако постоянный ток более предпочтителен в технологическом отношении, так как при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку не только на прямой, но и на обратной полярности.
Рис. 5.5.Основные виды дуговой сварки:
а – неплавящимся электродом; б – плавящимся электродом; в – косвенной дугой; г – трёхфазной дугой: 1 – неплавящийся электрод; 2 – дуга прямого действия; 3 – основной материал; 4 – присадочный материал; 5 – плавящийся электрод; 6 – косвенная дуга; 7 – трёхфазная дуга
Процесс зажигания дуги в большинстве случаев включает в себя три этапа: 1) короткое замыкание электрода на заготовку; 2) отвод электрода на расстояние 3…6 мм; 3) возникновение устойчивого дугового разряда. Во время зажигания дуги происходит ионизация дугового промежутка, которая непрерывно поддерживается в процессе её дальнейшего горения.
Короткое замыкание (рис. 5.6-а) выполняется для разогрева торца электрода 1 (катода) и заготовки 2 (анода) в зоне её контакта с электродом. После отвода электрода (рис. 5.6-б) с его разогретого торца под действием электрического тока начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации и появлению ионов 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул вследствие их соударения происходит дополнительная ионизация. В результате дуговой промежуток становится электропроводным. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 5.6-в). Температура столба дуги 5 зависит от материала электрода и состава газов в дуге и при сварке стальным электродом примерно равна 6000°С, а температуры катода и анода в зонах наибольшего разогрева 6 и 7, соответственно, 2700°С и 2900°С. При этом в области анода, как правило, выделяется значительно больше тепловой энергии, чем в области катода (но при сварке дугой переменного тока температуры анода и катода выравниваются вследствие периодической смены полярности).
Возможно зажигание дуги и без короткого замыкания и отвода электрода. Для этого в сварочную цепь на короткое время подключают осциллятор, т.е. источник высокочастотного переменного тока высокого напряжения, который создаёт высокочастотный электрический разряд через дуговой промежуток, обеспечивая его первоначальную ионизацию. Такой способ применяют для зажигания дуги при сварке неплавящимся электродом.
Рис. 5.6.Последовательность процесса зажигания дуги:
а – короткое замыкание; б – отвод электрода; в – возникновение устойчивого дугового разряда: 1 – электрод; 2 – заготовка; 3 – электроны; 4 – ионы; 5 – дуга; 6 – зона наибольшего разгорева катода; 7 – зона наибольшего разгорева анода
Виды дуговой сварки различают также по степени механизации процесса и способу защиты дуги и расплавленного материала.
Ручную дуговую сварку выполняют плавящимися сварочными электродами, которые вручную подают в дугу и перемещают в направлении получаемого шва. Электроды представляют собой проволочные стержни с нанесёнными на их боковую поверхность покрытиями, которые предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газо- и шлакообразующие, раскисляющие, легирующие и связующие составляющие.
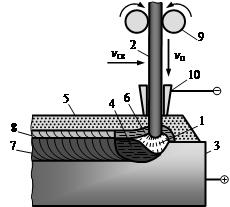
В процессе сварки металлическим покрытым электродом (рис. 5.7) дуга 1 горит между электродом 2 и основным металлом 3. Электрод плавится, и расплавленный металл каплями падает в сварочную ванну 4. Вместе с электродом плавится и его покрытие 5, образуя защитную газовую атмосферу 6 вокруг дуги и жидкую шлаковую ванну 7 на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает, формируя сварной шов 8, на поверхности которого застывший шлак образует твёрдую шлаковую корку 9.
При толщине стали до 6 мм можно сваривать по зазору без разделки кромок заготовок. При бόльших толщинах для обеспечения полного провара выполняют одно- или двустороннюю разделку кромок путём их скоса под углом. Стыки толщиной более 10 мм сваривают многослойным швом, в котором толщина каждого слоя составляет около 6 мм.
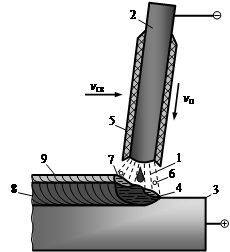 .Сварка металлическим покрытым электродом: 1 – дуга; 2 – электрод; 3 – основной металл; 4 – сварочная ванна; 5 – покрытие электрода; 6 – защитная газовая атмосфера; 7 – жидкая шлаковая ванна; 8 – сварной шов; 9 – шлаковая корка; vсв – скорость сварки; vп – сорость подачи сварочного металла |
Рис. 5.8.Возможные пространственные положения сварного шва: а – нижнее; б – потолочное; в – горизонтальное на вертикальной поверхности; г – вертикальное на вертикальной поверхности Недостатками ручной сварки по сравнению с рассматриваемой далее автоматической сваркой являются низкая производительность, неоднородность качества шва по длине и необходимость высокой квалификации сварщика.
|